
Effect of Microstructure on Impact Resistance and Machinability of TiAl Alloys for Jet Engine Turbine Blade Applications

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
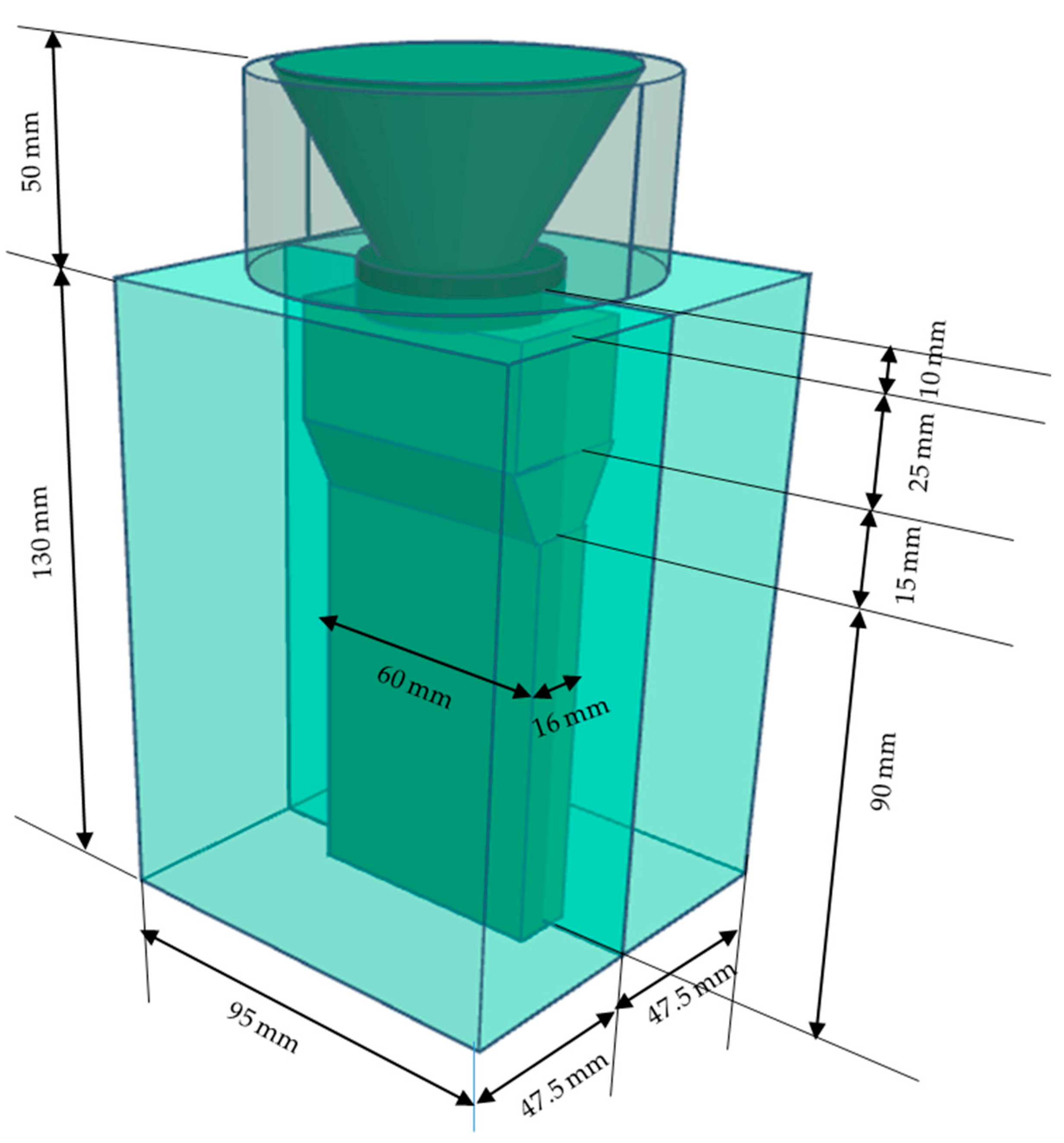
2.2. Evaluation Method of Impact Resistance
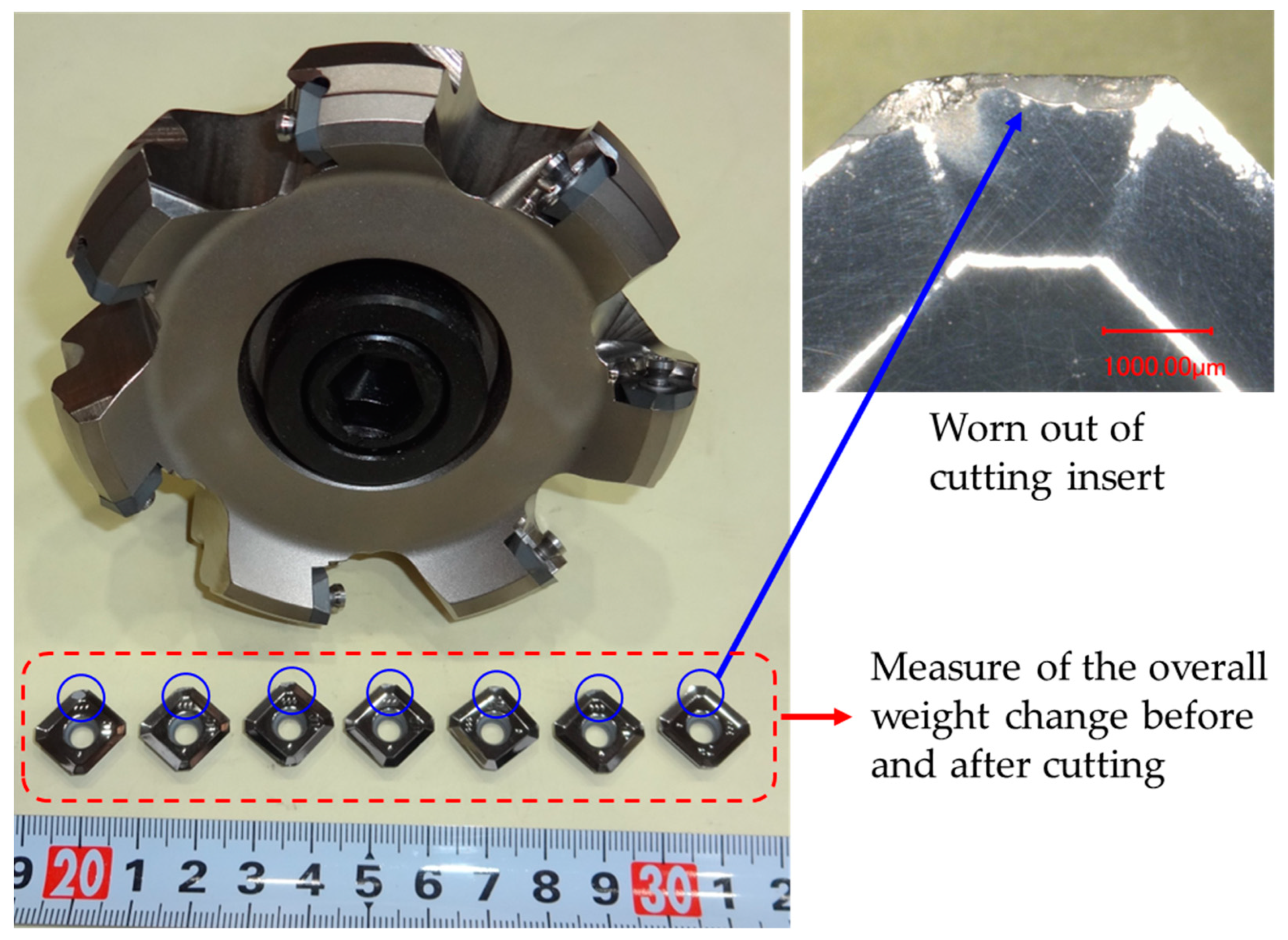
2.3. Evaluation Method of Machinability
2.4. Other Evaluation Tests
3. Results and Discussion
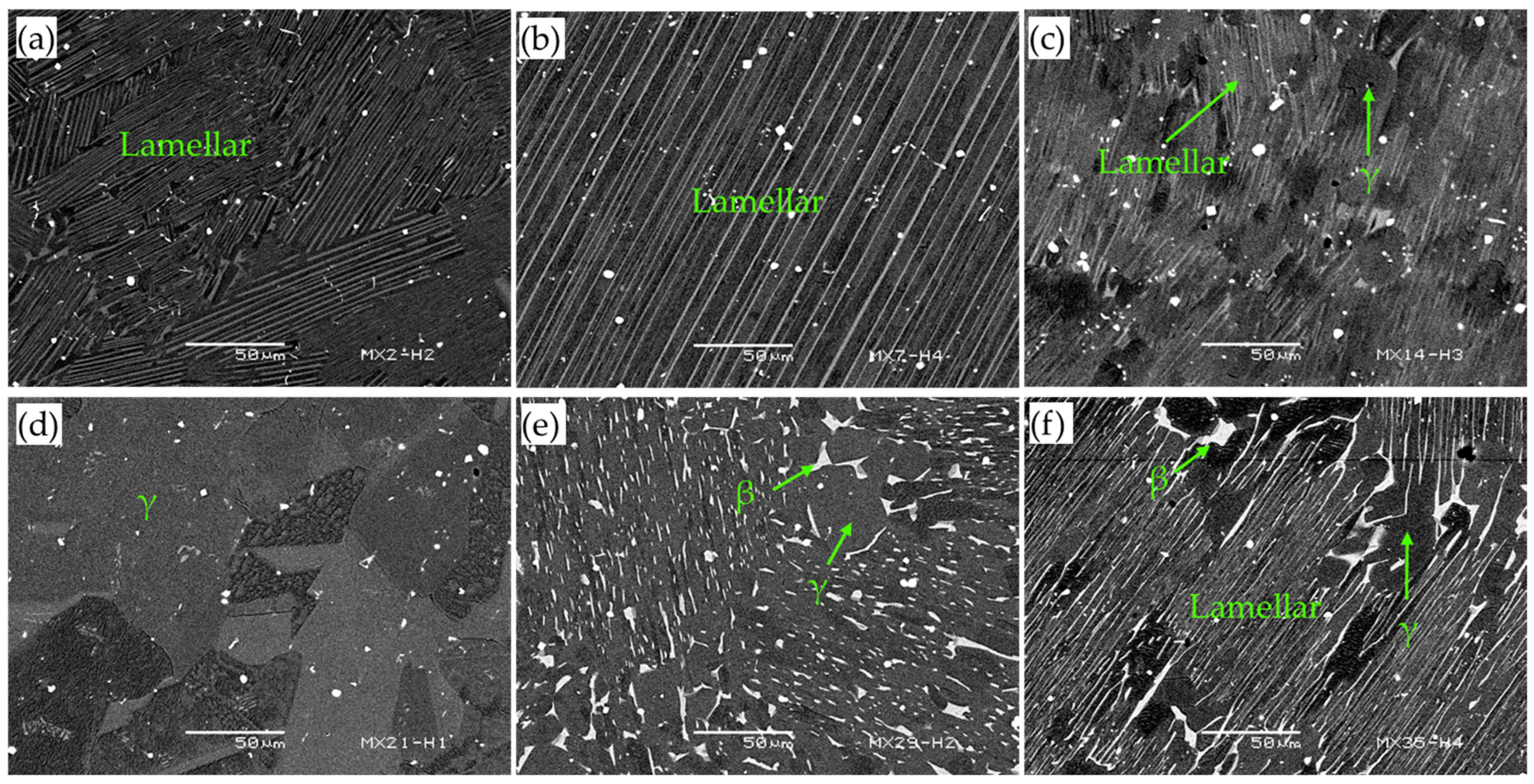
3.1. Microstructure
3.2. Impact Resistance
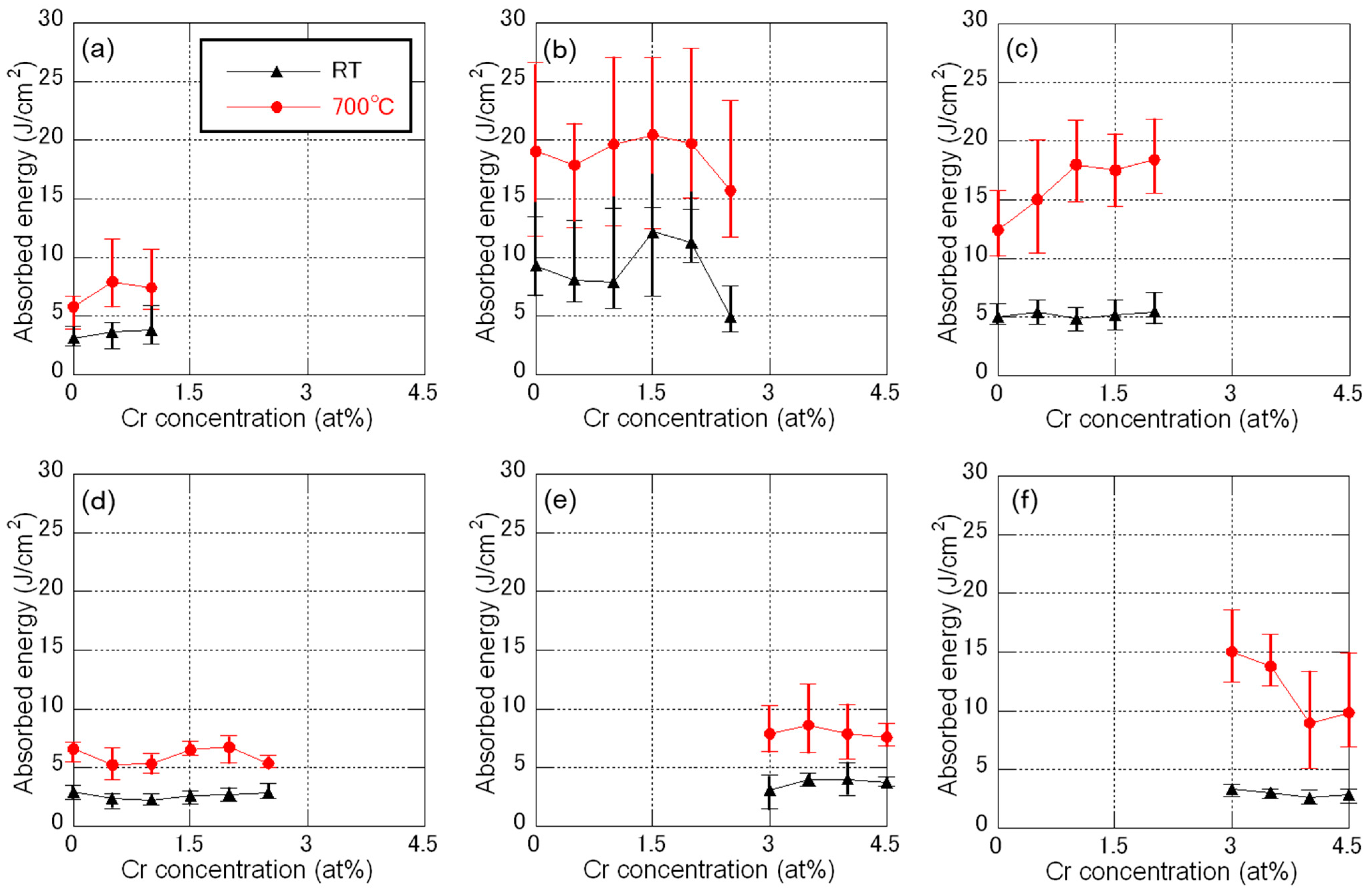
- Fine FL: This microstructure has relatively low absorbed energies at both room temperature and 700 °C. A subtle increase in absorbed energy was observed as the Cr concentration increased.
- Coarse FL: This microstructure exhibits the highest absorbed energy at both room temperature and 700 °C. Especially at room temperature, the absorbed energies increased at 1.5 and 2.0 at.% Cr, which was deemed an appropriate range for the amount of Cr addition.
- L + γ: This microstructure has the second-highest absorbed energy at room temperature, although this is considerably inferior to that of coarse FL. However, at 700 °C, it improved significantly and approached that of coarse FL. The reason for this may be the significant improvement in ductility.
- γ: This microstructure shows the lowest absorbed energy at both room temperature and 700 °C. In other words, it is the microstructure with the lowest impact resistance.
- γ + β: This microstructure has only marginally better impact resistance than γ.
- L + γ + β: This microstructure has poor impact resistance at room temperature. At 700 °C, however, the absorbed energy significantly increased when 3 at.% Cr was added. This can be attributed to the effect of the β phase greatly improving the ductility. However, at 4 at.% Cr or more, the amount of low-strength β phase at high-temperature became excessively large, resulting in a decrease in the impact resistance.
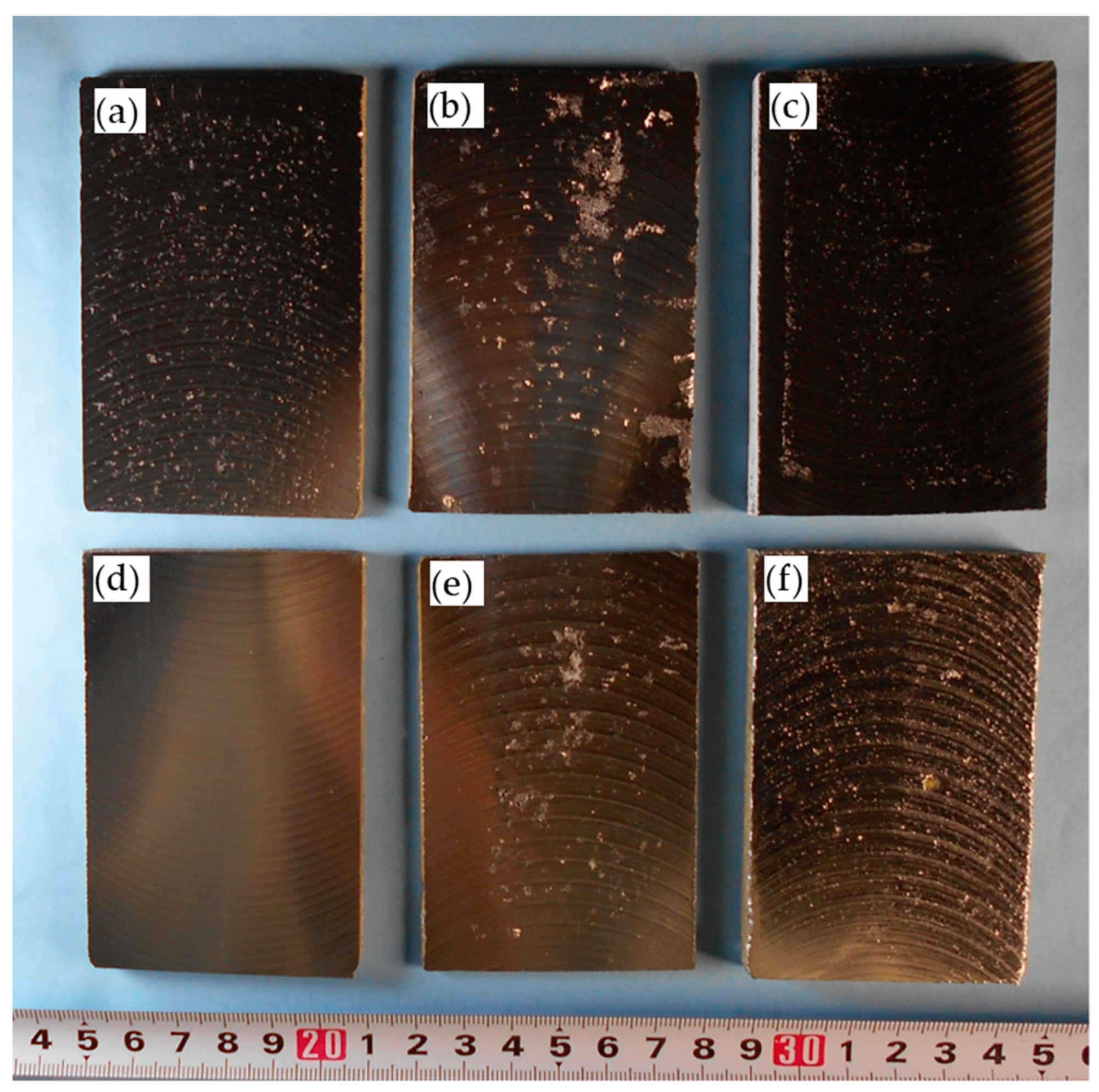
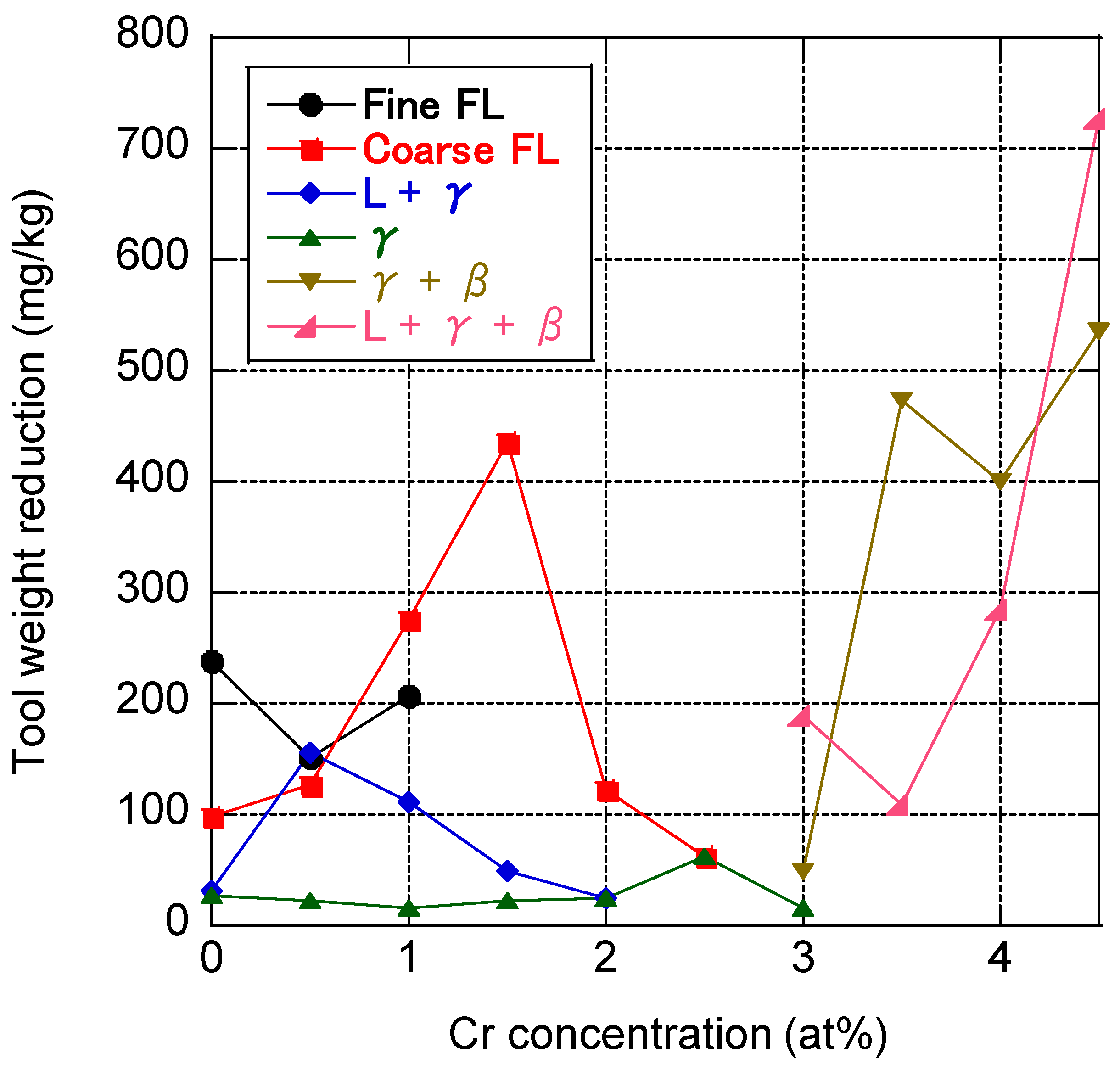
3.3. Machinability
3.4. Creep Strength and Comprehensive Evaluation
4. Summary
- Six types of typical microstructures of TiAl alloys, namely fine FL, coarse FL, L + γ, γ, γ + β, and L + γ + β, could be formed by varying the Al and Cr concentrations and heat-treatment conditions.
- Impact resistance and machinability are each the exact opposite trend to the other, with coarse FL having the best impact resistance but poor machinability. Meanwhile, γ has the best machinability but the weakest impact resistance.
- L + γ has more balanced overall properties, including creep strength, than the rest of the microstructures.
- Almost all properties of γ + β and L + γ + β, including the β phase, were poor. This result suggests that the β phase is unnecessary for jet engine blades.
Funding
Data Availability Statement
Conflicts of Interest
References
- Noda, T. Application of cast gamma TiAl for automobiles. Intermetallics 1998, 6, 709–713. [Google Scholar] [CrossRef]
- Tetsui, T. Development of a TiAl turbocharger for passenger vehicles. Mater. Sci. Eng. A 2002, 329, 528–588. [Google Scholar] [CrossRef]
- Burtscher, M.; Klein, T.; Lindemann, J.; Lehmann, O.; Fellmann, H.; Güther, V.; Clemens, H.; Mayer, S. An advanced TiAl alloy for high-performance racing applications. Metals 2020, 13, 4720. [Google Scholar] [CrossRef] [PubMed]
- Perrut, M.; Caron, P.; Thomas, M.; Couret, A. High-temperature materials for aerospace applications: Ni-based superalloys and TiAl alloys. Comptes Rendus Phys. 2018, 19, 657–671. [Google Scholar] [CrossRef]
- Grange, M.; Raviart, J.L.; Thomas, M. Influence of microstructure on tensile and creep properties of a new castable TiAl-based alloy. Metall. Mater. Trans. A 2004, 35, 2087–2102. [Google Scholar] [CrossRef]
- Karthikeyan, S.; Mills, M.J. The role of microstructural stability on compression creep of fully lamellar g-TiAl alloys. Intermetallics 2002, 13, 985–992. [Google Scholar] [CrossRef]
- Kim, Y.-W.; Kim, S.-L. Effects of microstructure and C and Si additions on elevated temperature creep and fatigue of gamma TiAl. Intermetallics 2014, 53, 92–101. [Google Scholar] [CrossRef]
- Hénaff, G.; Gloanec, A.-L. Fatigue properties of TiAl alloys. Intermetallics 2005, 13, 543–558. [Google Scholar] [CrossRef]
- Shida, Y.; Anada, H. The effect of various ternary additives on the oxidation behavior of TiAl in high-temperature air. Oxid. Met. 1996, 45, 197–219. [Google Scholar] [CrossRef]
- Taniguchi, S.; Shibata, T. Influence of additional elements on the oxidation behavior of TiAl. Intermetallics 1996, 4, S85–S93. [Google Scholar] [CrossRef]
- Bartolotta, P.; Barrett, J.; Kelly, T.; Smashey, R. The use of cast Ti-48Al-2Cr-2Nb in jet engines. JOM 1997, 49, 48–50. [Google Scholar] [CrossRef]
- Bewlay, B.P.; Nag, S.; Suzuki, A.; Weimer, M.J. TiAl alloys in commercial aircraft engines. Mater. High Temp. 2016, 33, 549–559. [Google Scholar] [CrossRef]
- Habel, U.; Heutling, F.; Kunze, C.; Smarsly, W.; Das, G.; Clemens, H. Chapter 208, Forged intermetallic-TiAl-based alloy low-pressure turbine blade in the geared turbofan. In Proceedings of the 13th World Conference on Titanium, Manchester Grand Hyatt, San Diego, CA, USA, 16–20 August 2015; Vasisht Venkatesh, V., Pilchak, A.L., Allison, J., Ankem, S.E., Boyer, R., Christodoulou, J., Fraser, H.L., Imam, M.A., Kosaka, Y., Rack, H.J., et al., Eds.; Wiley: Hoboken, NJ, USA, 2016; pp. 1223–1227. [Google Scholar]
- Clemens, H.; Mayer, S. Intermetallic titanium aluminides in aerospace applications—Processing, microstructure and properties. Mater. High Temp. 2016, 33, 560–570. [Google Scholar] [CrossRef]
- Flightglobal.com. Available online: https://www.flightglobal.com/engines/faa-orders-pw1100g-low-pressure-turbine-blade-replacement/135575.article (accessed on 16 May 2023).
- Güther, V.; Allen, M.; Klose, J.; Clemens, H. Metallurgical processing of titanium aluminides on industrial scale. Intermetallics 2018, 103, 12–22. [Google Scholar] [CrossRef]
- Tetsui, T. Selection of additive elements focusing on impact resistance in practical TiAl cast alloys. Metals 2022, 12, 544. [Google Scholar] [CrossRef]
- Tetsui, T. Impact resistance of commercially applied TiAl alloys and simple-composition TiAl alloys at various temperatures. Metals 2022, 12, 2003. [Google Scholar] [CrossRef]
- Tetsui, T.; Kobayashi, T.; Ueno, T.; Harada, H. Consideration of the influence of contamination from oxide crucibles on TiAl cast material, and the possibility of achieving low-purity TiAl precision cast turbine wheels. Intermetallics 2012, 31, 274–281. [Google Scholar] [CrossRef]
- Kim, Y.-W. Effects of microstructure on the deformation and fracture of γ-TiAl. Mater. Sci. Eng. 1995, 192–193, 519–533. [Google Scholar] [CrossRef]
- Harding, T.S.; Jones, J.W. Effect of foreign object damage on the fatigue strength of an XDTM-TiAl alloy. Scr. Mater. 2000, 43, 631–636. [Google Scholar] [CrossRef] [Green Version]
- Aspinwall, D.K.; Dewes, R.C.; Manfle, A.L. The machining of γ-TiAl intermetallic alloys. CIRP Ann. J. Manuf. Technol. 2000, 54, 99–104. [Google Scholar] [CrossRef]
- Castellanos, S.D.; Cavaleiro, A.J.; de Jesus, A.M.P.; Neto, R.; Alves, J.L. Machinability of titanium aluminides: A review. J. Mater Des. Appl. 2019, 233, 426–451. [Google Scholar] [CrossRef]
- Aspinwall, D.K.; Mantle, A.L.; Chan, W.K.; Hood, R.; Soo, S.L. Cutting temperatures when ball nose end milling γ-TiAl intermetallic alloys. CIRP Ann. Manuf. Technol. 2013, 62, 75–78. [Google Scholar] [CrossRef] [Green Version]
- Priarone, P.C.; Rizzuti, S.; Rotella, G.; Settineri, L. Tool wear and surface quality in milling of a gamma-TiAl intermetallic. Int. J. Adv. Manuf. Technol. 2012, 61, 25–33. [Google Scholar] [CrossRef] [Green Version]
- Clemens, H.; Mayer, S. Design, processing, microstructure, properties, and applications of advanced intermetallic TiAl alloys. Adv. Eng. Mater. 2013, 15, 191–215. [Google Scholar] [CrossRef]
- Bouse, G.K. Impact and fracture toughness of investment cast, plasma sprayed, and wrought alloy 718. In Superalloys 718, 625 and Derivatives; Loria, E.A., Ed.; The Minerals, Metals & Materials Society, 1991; pp. 287–296. [Google Scholar]
- Zýka, J.; Hlous, J.; Podhorná, B.; Dobrovská, J.; Hrbáček, K. Heat treatment and properties of nickel superalloy 718plus. In Proceedings of the 19th International Conference on Metallurgy and Materials, Rožnov pod Radhoštěm, Czech Republic, 18–20 May 2010. [Google Scholar]
- Hood, R.; Aspinwall, D.K.; Sage, C.; Voice, W. High speed ball nose end milling of γ-TiAl alloys. Intermetallics 2013, 32, 284–291. [Google Scholar] [CrossRef]
- Xi, X.; Ding, W.; Wu, Z.; Anggei, L. Performance evaluation of creep feed grinding of γ-TiAl intermetallics with electroplated diamond wheels. Chin. J. Aeronaut. 2021, 34, 100–109. [Google Scholar] [CrossRef]
- Schwaighofer, E.; Clemens, H.; Mayer, S.; Lindemann, J.; Klose, J.; Smarsly, W.; Güther, V. Microstructural design and mechanical properties of a cast and heat treated intermetallic multi-phase γ-TiAl based alloy. Intermetallics 2014, 44, 128–140. [Google Scholar] [CrossRef]
- Wang, J.G.; Nieh, T.G. Creep of a beta phase-containing TiAl alloy. Intermetallics 2000, 8, 737–748. [Google Scholar] [CrossRef]
- Xia, Z.; Liu, R.; Shen, Y.; Mohammed, A.; Jia, Q.; Cui, Y.; Yang, R. Creep properties of Ti–48Al–2Cr–2Nb alloy having similarly oriented lamellae with fine lamellar spacing. Mater. Sci. Eng. A 2022, 861, 144362. [Google Scholar] [CrossRef]
- Xu, H.; Li, X.; Xing, W.; Shu, L.; Ma, Y.; Liu, K. Processing map and hot working mechanism of as-cast Ti–42Al–5Mn alloy. Adv. Eng. Mater. 2018, 20, 1701059. [Google Scholar] [CrossRef]
- Janschek, P. Wrought TiAl blades. Mater. Today Proc. 2015, 2, S92–S97. [Google Scholar] [CrossRef]
- Zhao, X.; Wei, J.; Niu, H.; Cao, S.; Du, Z.; Jia, Y.; Yao, H.; Zhang, Z.; Han, J. Mechanical and Physical Characterizations of a Three-Phase TiAl Alloy during Near Isothermal Forging. Crystals 2022, 12, 1391. [Google Scholar] [CrossRef]
- Jiang, H.; Zeng, S.; Zhao, A.; Ding, X.; Dong, P. Hot deformation behavior of β phase containing γ-TiAl alloy. Mater. Sci. Eng. A 2016, 661, 160–167. [Google Scholar] [CrossRef]
- Tetsui, T. Practical use of hot-forged-type Ti-42Al-5Mn and various recent improvements. Metals 2021, 11, 1361. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Impact Resistance | Machinability | Creep Strength | |||
|---|---|---|---|---|---|
| RT | 700 °C | Machined Surface | Tool Wear | ||
| Fine FL | Poor | Poor | Poor | Poor | Excellent |
| Coarse FL | Excellent | Excellent | Poor | Poor | Average |
| γ + L | Average | Excellent | Average | Average | Average |
| γ | Poor | Poor | Excellent | Excellent | Poor |
| γ + β | Poor | Poor | Poor | Poor | Poor |
| L + γ + β | Poor | Average | Poor | Poor | Poor |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tetsui, T. Effect of Microstructure on Impact Resistance and Machinability of TiAl Alloys for Jet Engine Turbine Blade Applications. Metals 2023, 13, 1235. https://doi.org/10.3390/met13071235
Tetsui T. Effect of Microstructure on Impact Resistance and Machinability of TiAl Alloys for Jet Engine Turbine Blade Applications. Metals. 2023; 13(7):1235. https://doi.org/10.3390/met13071235
Chicago/Turabian StyleTetsui, Toshimitsu. 2023. "Effect of Microstructure on Impact Resistance and Machinability of TiAl Alloys for Jet Engine Turbine Blade Applications" Metals 13, no. 7: 1235. https://doi.org/10.3390/met13071235