
Numerical Simulation of Magnetic Field and Flow Field of Slab under Composite Magnetic Field
Abstract
:1. Introduction
2. Mathematical Modeling
2.1. Electromagnetic Force Equations
2.2. Turbulence Model
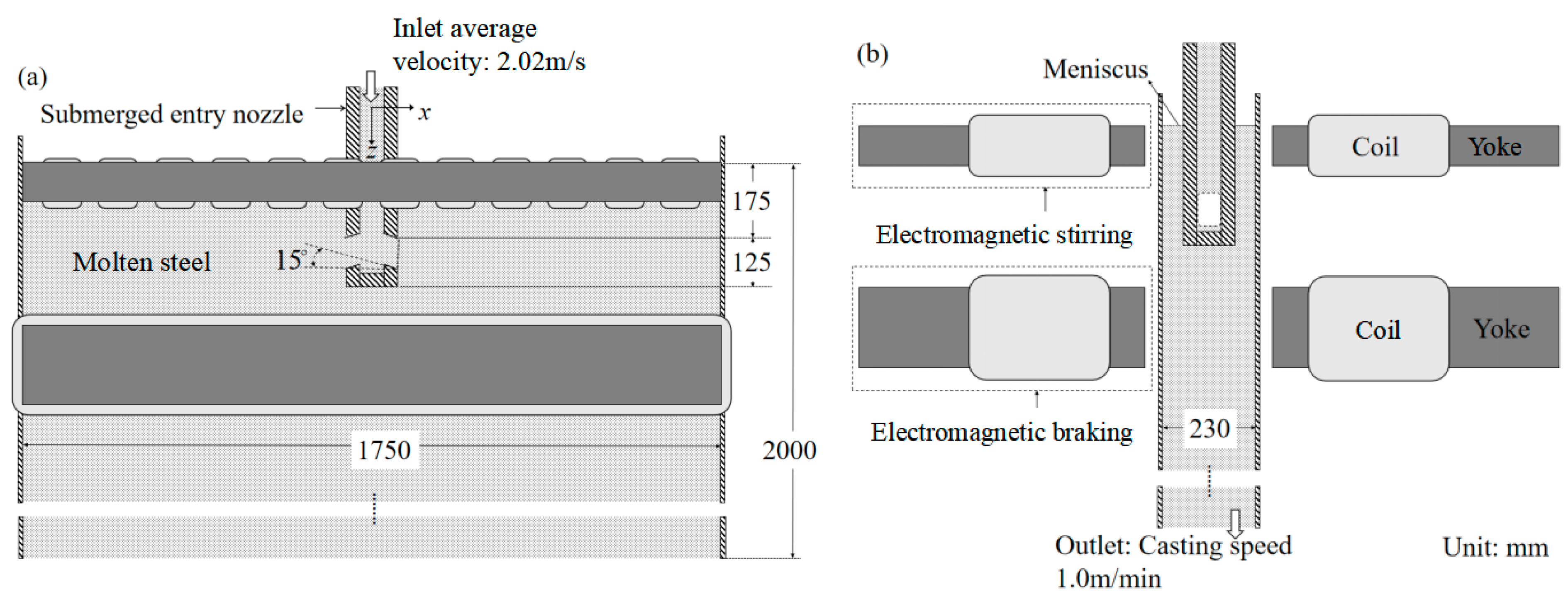
2.3. Mesh and Boundary Conditions
2.4. Calculation Process
3. Results
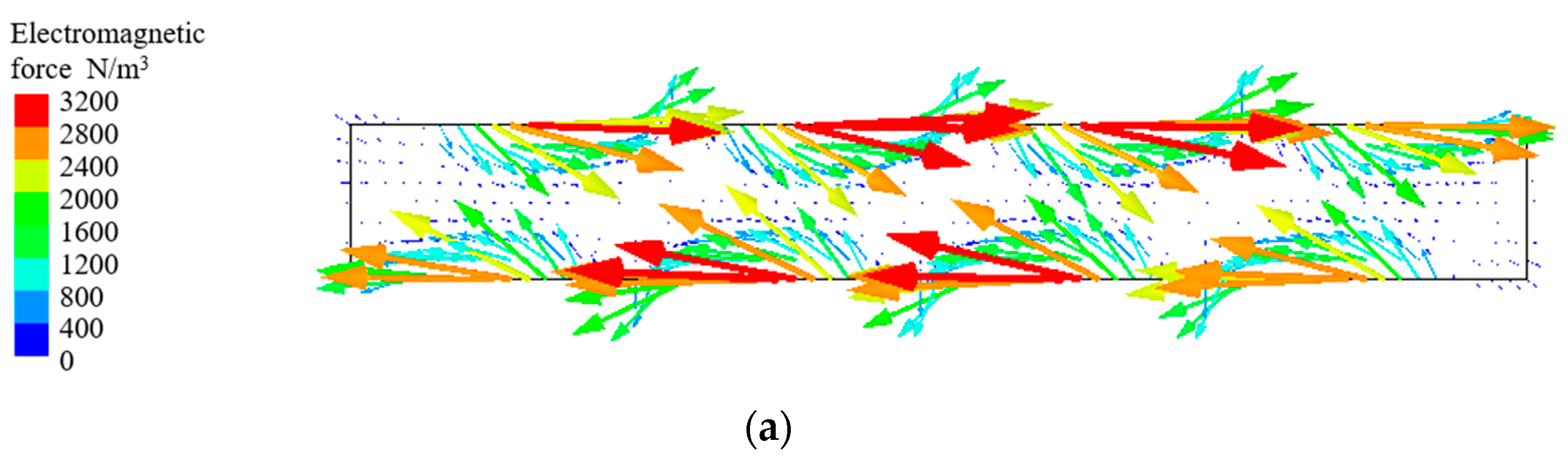
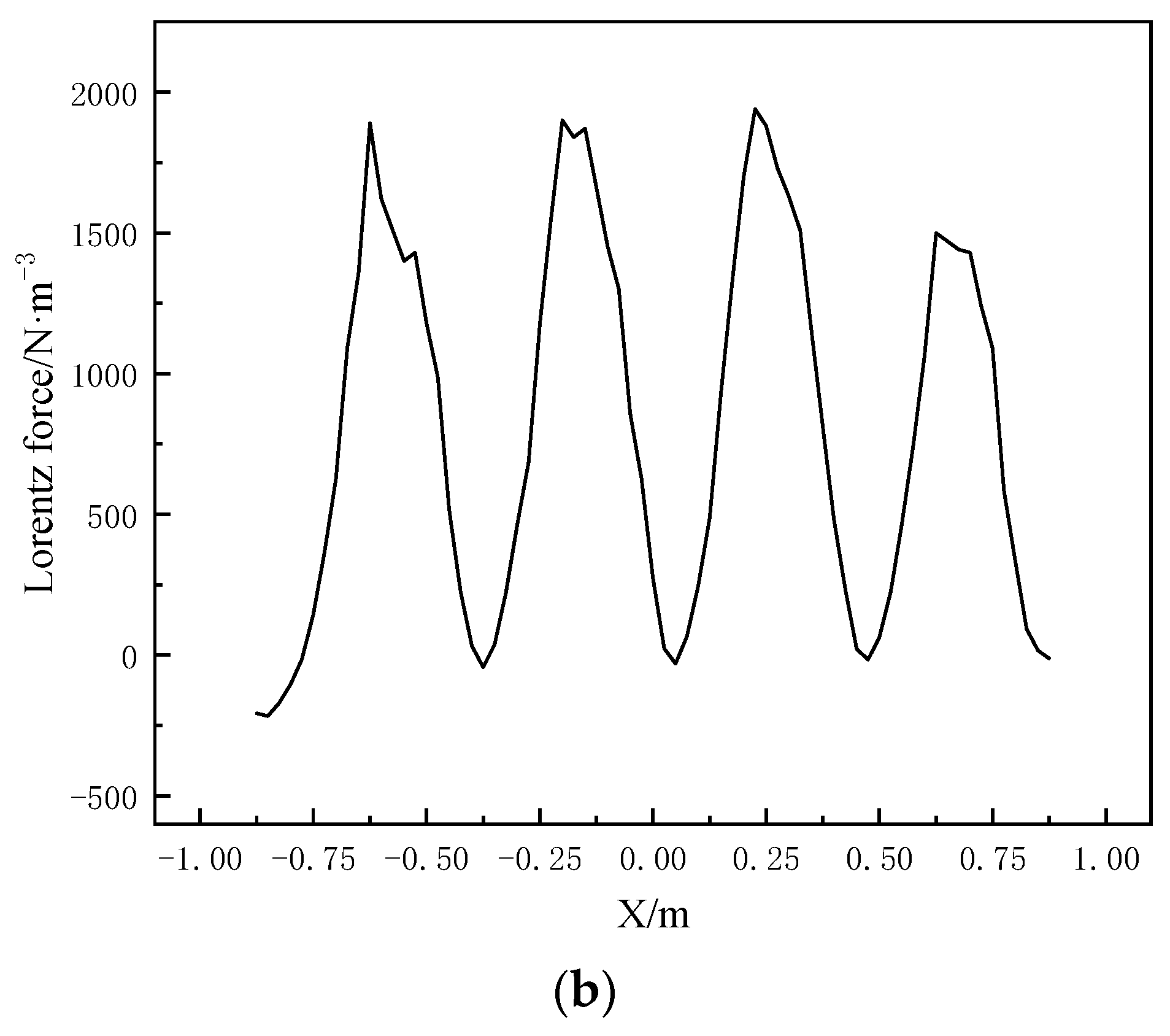
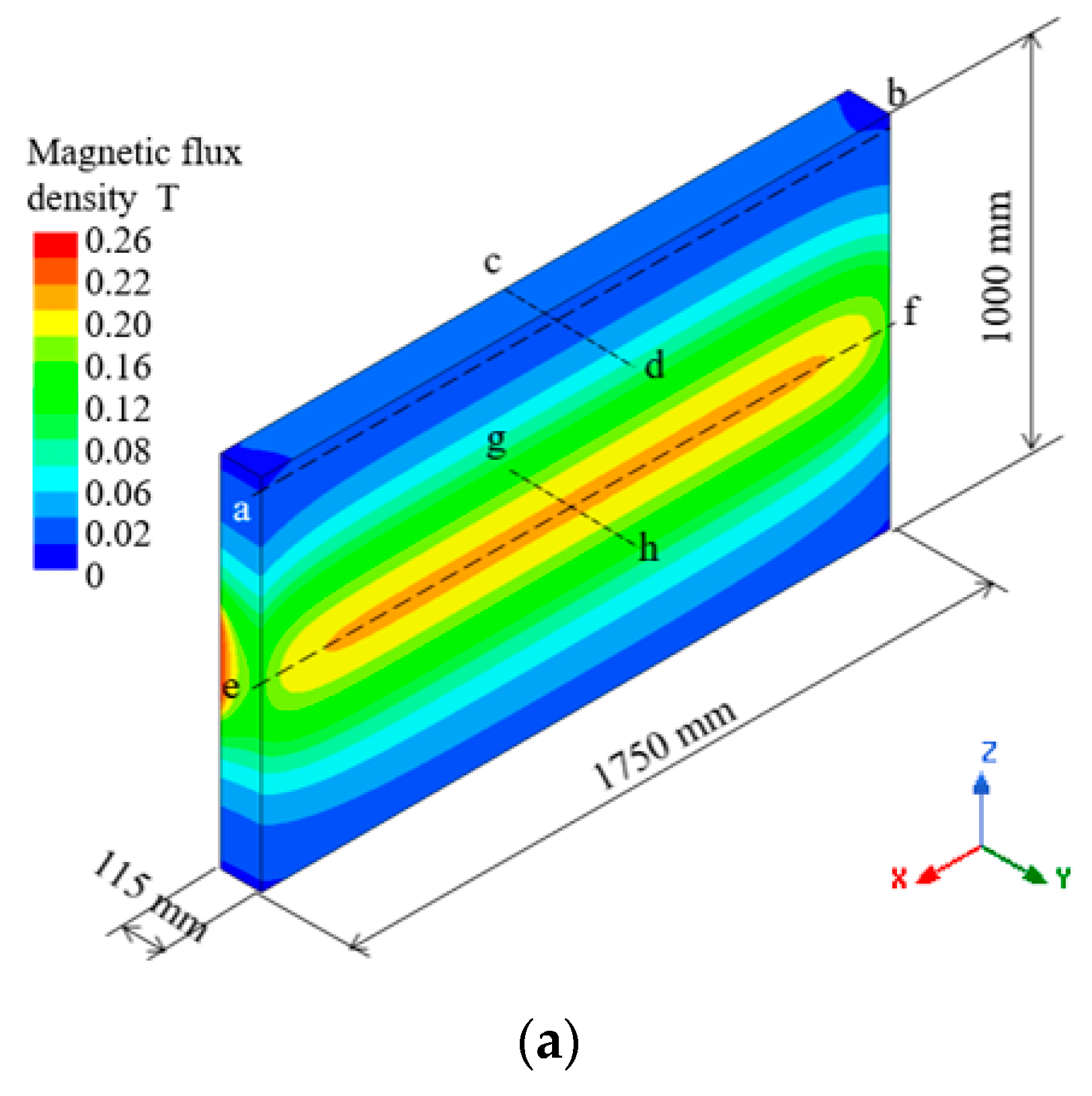
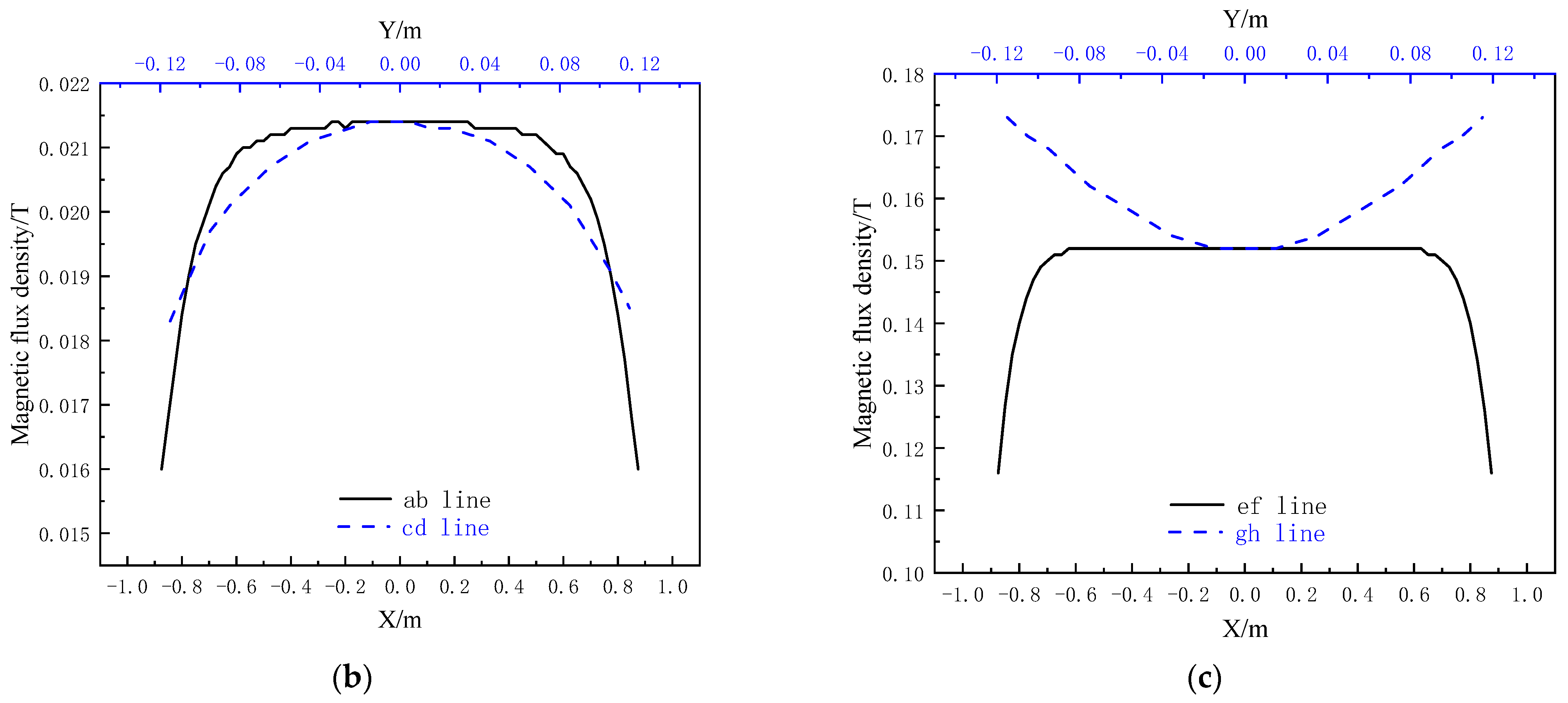
3.1. Electromagnetic Field Simulation
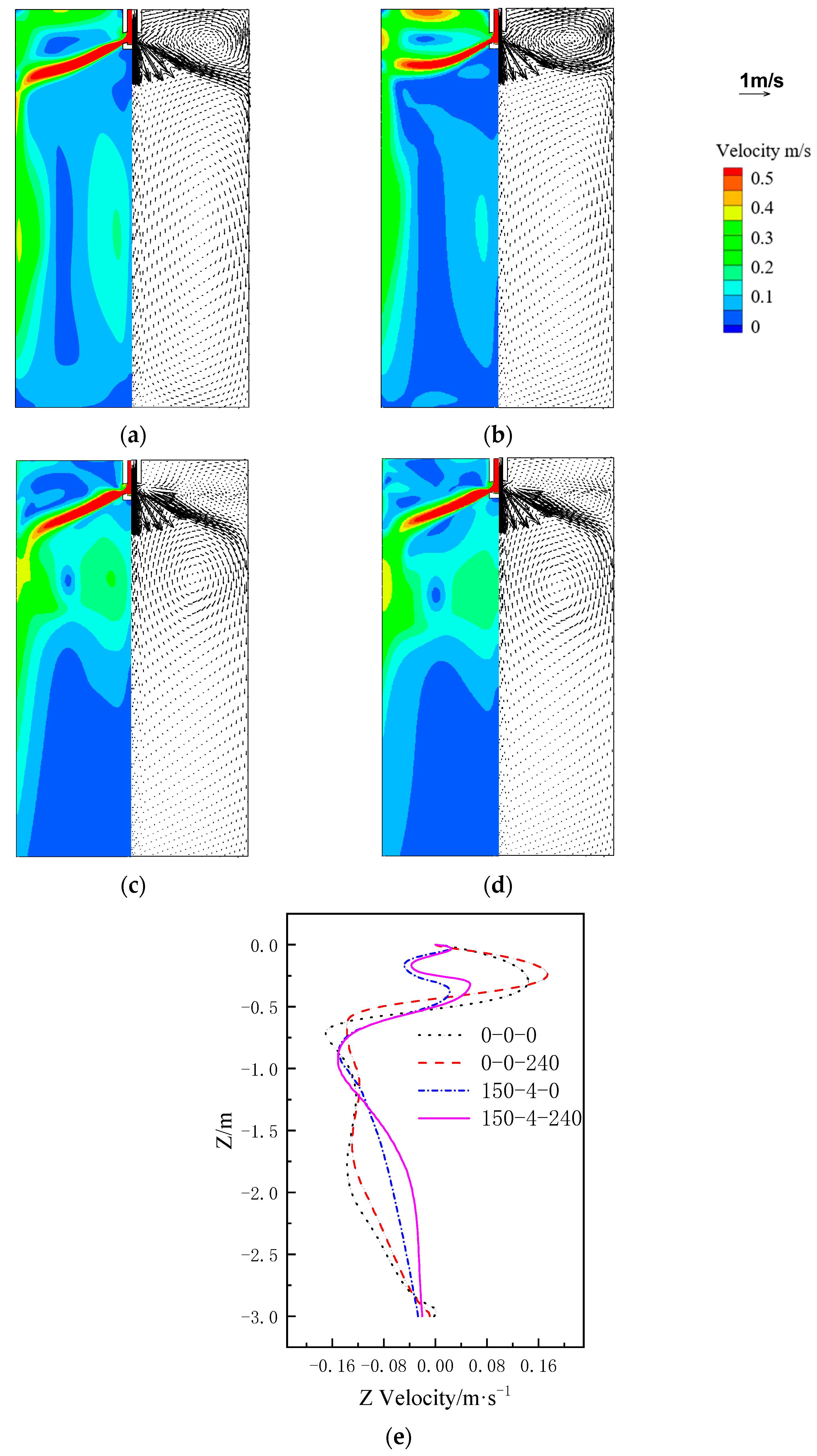
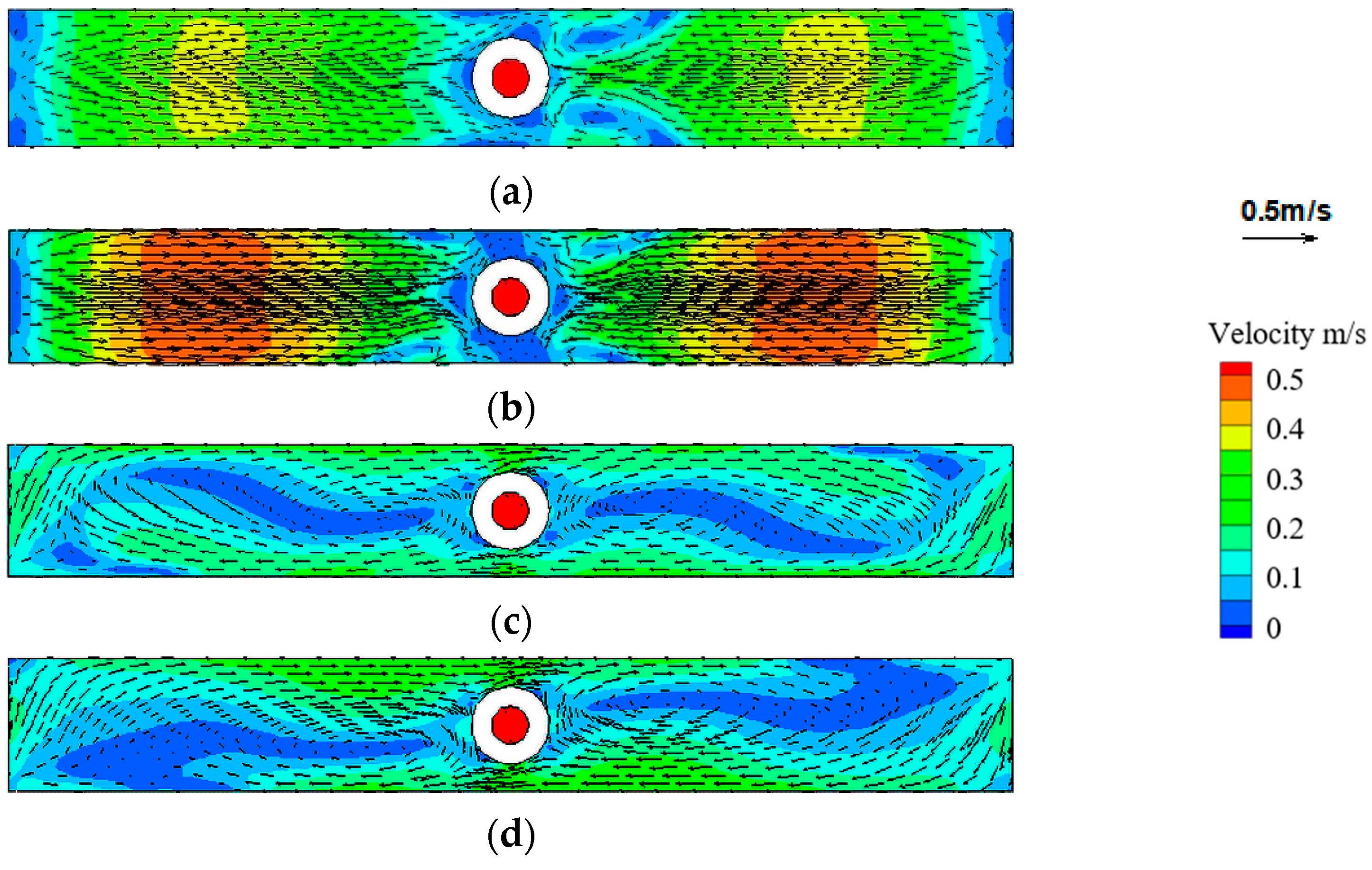
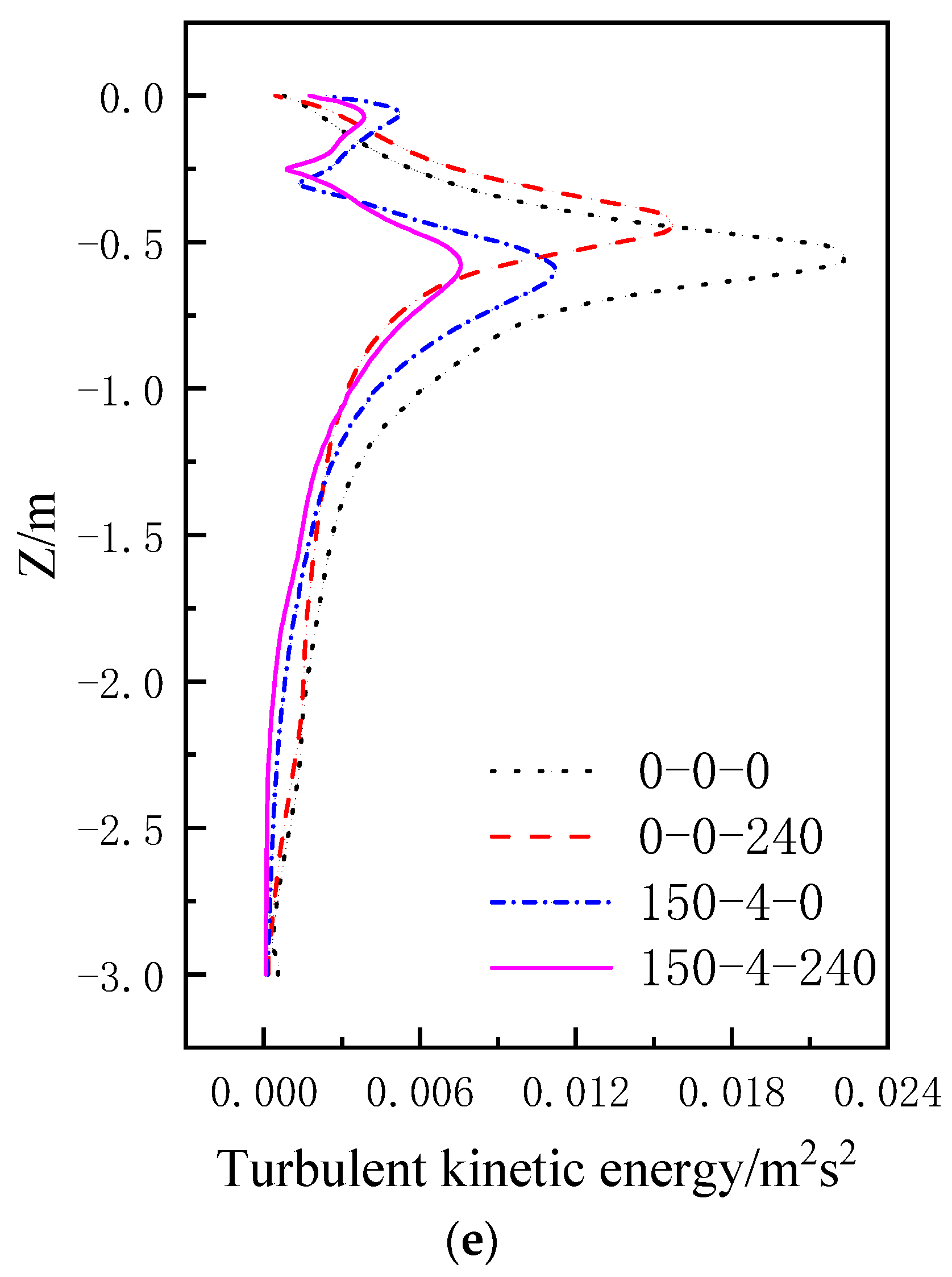
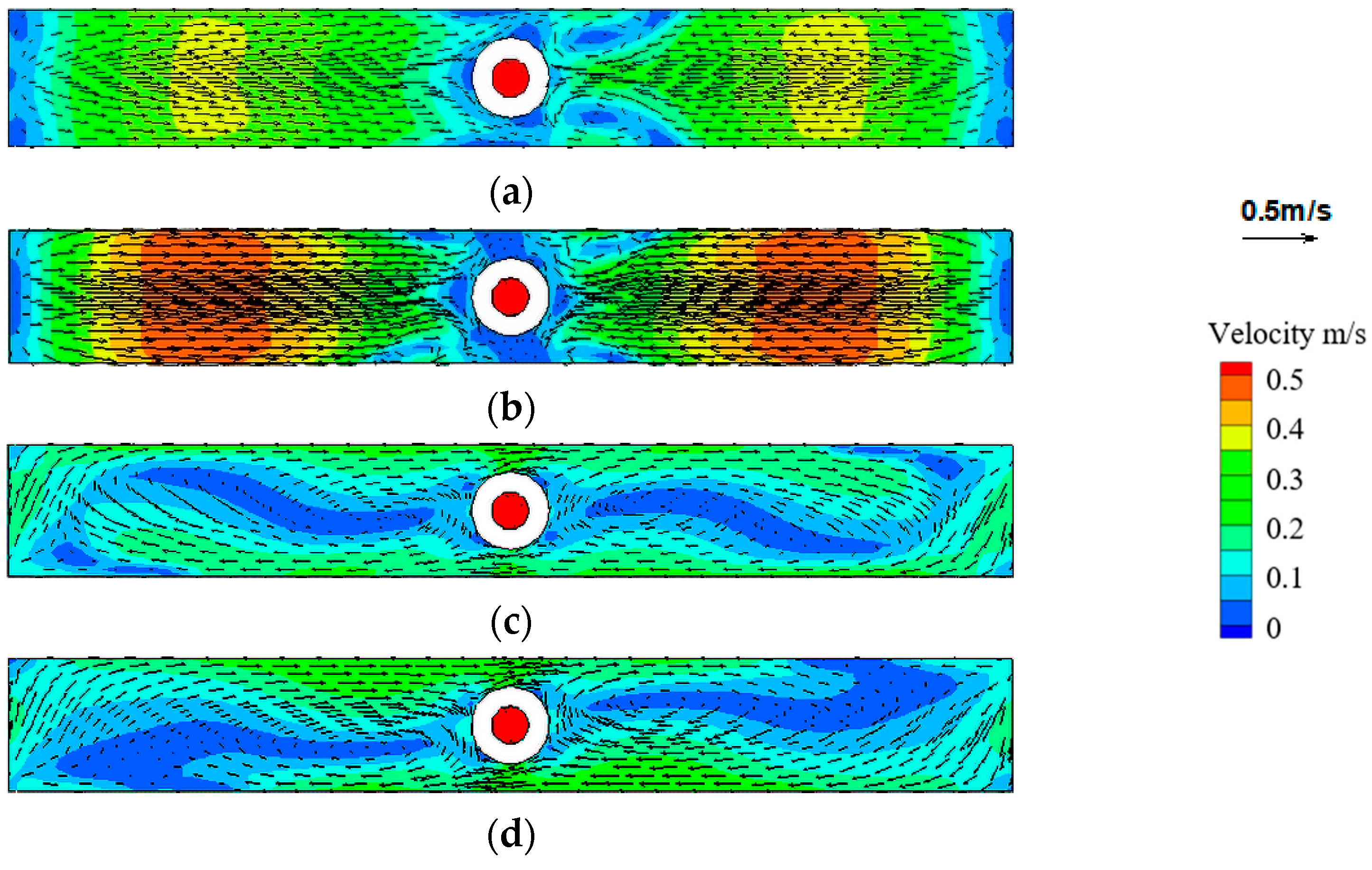
3.2. Flow Field Simulation
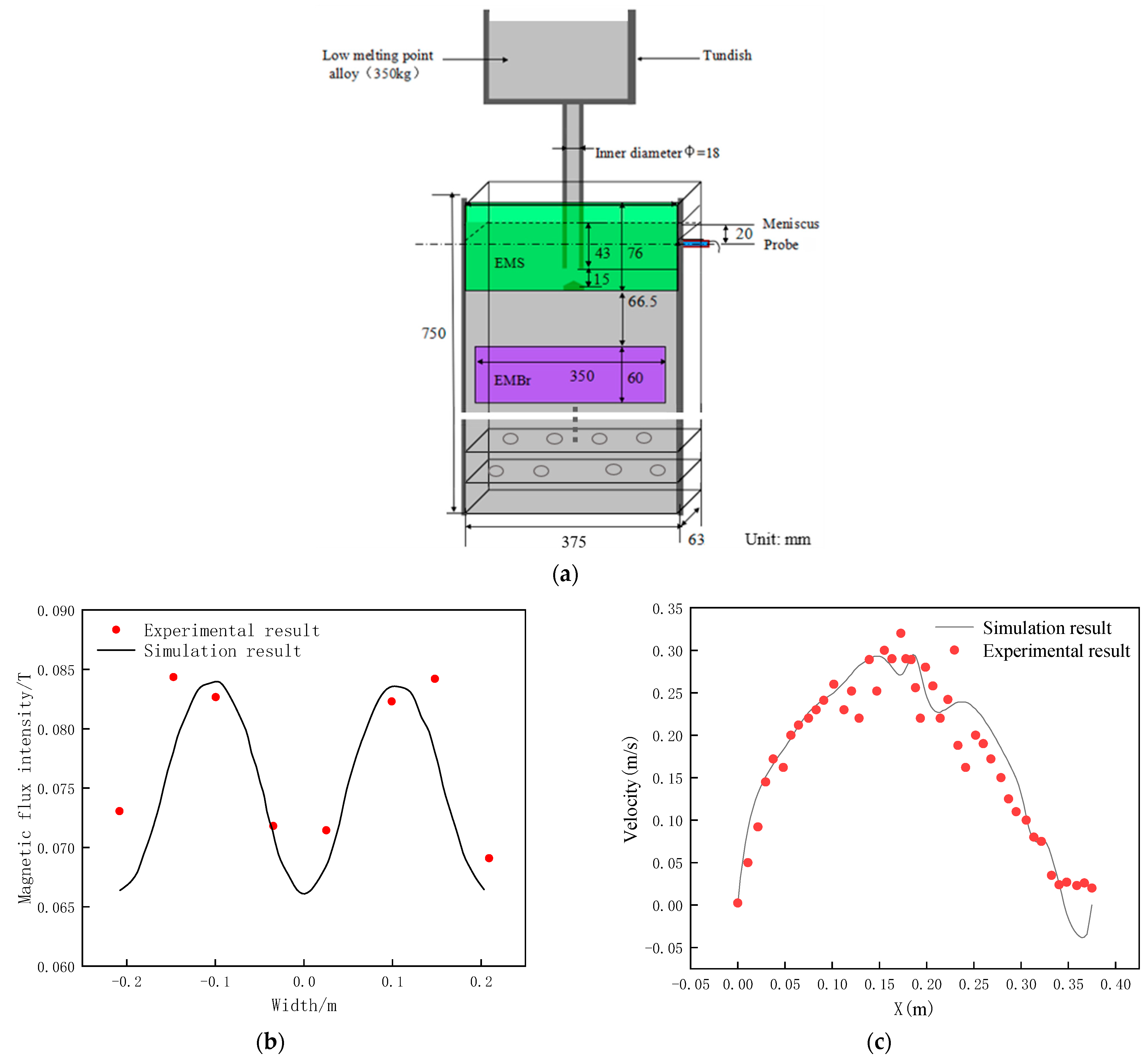
3.3. Experimental Verification
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Cho, S.M.; Thomas, B.G. Electromagnetic Forces in Continuous Casting of Steel Slabs. Metals 2019, 9, 471. [Google Scholar] [CrossRef] [Green Version]
- Wang, C.; Liu, Z.; Li, B. Combined Effects of EMBr and SEMS on Melt Flow and Solidification in a Thin Slab Continuous Caster. Metals 2021, 11, 948. [Google Scholar] [CrossRef]
- Liu, G.; Lu, H.; Li, B.; Ji, C.; Zhang, J.; Liu, Q.; Lei, Z. Influence of M-EMS on Fluid Flow and Initial Solidification in Slab Continuous Casting. Materials 2021, 14, 3681. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, L.; Bao, Y.; Ma, D.; Wang, E. Influence of the Vertical Pole Parameters on Molten Steel Flow and Meniscus Behavior in a FAC-EMBr Controlled Mold. Metall. Mater. Trans. B 2022, 53, 938–953. [Google Scholar] [CrossRef]
- Bao, Y.; Li, Z.; Zhang, L.; Wu, J.; Ma, D.; Jia, F. Asymmetric Flow Control in a Slab Mold through a New Type of Electromagnetic Field Arrangement. Processes 2021, 9, 1988. [Google Scholar] [CrossRef]
- Guo, Y.; Yang, J.; Liu, Y.; He, W.; Zhao, C.; Liu, Y. Numerical Simulation of Flow Field, Bubble Distribution and Solidified Shell in Slab Mold under Different EMBr Conditions Assisted with High-Temperature Quantitative Velocity Measurement. Metals 2022, 12, 1050. [Google Scholar] [CrossRef]
- Jiang, D.; Zhu, M.; Zhang, L. Numerical Simulation of Solidification Behavior and Solute Transport in Slab Continuous Casting with S-EMS. Metals 2019, 9, 452. [Google Scholar] [CrossRef] [Green Version]
- Liu, Z.; Li, B. Transient motion of inclusion cluster in vertical-bending continuous casting caster considering heat transfer and solidification. Powder Technol. 2016, 287, 315–329. [Google Scholar] [CrossRef]
- Li, B.; Lu, H.; Zhong, Y.; Ren, Z.; Lei, Z. Influence of EMS on Asymmetric Flow with Different SEN Clogging Rates in a Slab Continuous Casting Mold. Metals 2019, 9, 1288. [Google Scholar] [CrossRef] [Green Version]
- Wang, W.; Chen, S.; Lei, H.; Zhang, H.; Xiong, H.; Jiang, M. Inclusion Behavior in a Curved Bloom Continuous Caster with Mold Electromagnetic Stirring. Metals 2020, 10, 1580. [Google Scholar] [CrossRef]
- Liu, Z.; Li, L.; Qi, F.; Li, B.; Jiang, M.; Tsukihashi, F. Population balance modeling of polydispersed bubbly flow in continuous-casting using multiple-size-group approach. Metall. Mater. Trans. B 2015, 46, 406–420. [Google Scholar] [CrossRef]
- Wang, Q.; Zhang, L. Influence of FC-mold on the full solidification of continuous casting slab. JOM 2016, 68, 2170–2179. [Google Scholar] [CrossRef]
- Zhang, L.; Xu, C.; Zhang, J.; Wang, T.; Li, J.; Li, S. The simulation and optimization of an electromagnetic field in a vertical continuous casting mold for a large bloom. Metals 2020, 10, 516. [Google Scholar] [CrossRef] [Green Version]
- Schurmann, D.; Glavinić, I.; Willers, B.; Timmel, K.; Eckert, S. Impact of the electromagnetic brake position on the flow structure in a slab continuous casting mold: An experimental parameter study. Metall. Mater. Trans. B 2020, 51, 61–78. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, L. Fluid flow-related transport phenomena in steel slab continuous casting strands under electromagnetic brake. Metall. Mater. Trans. B 2011, 42, 1319–1351. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, L.; Ma, D.; Wang, E. Numerical Simulation on Flow Characteristic of Molten Steel in the Mold with Freestanding Adjustable Combination Electromagnetic Brake. Metall. Mater. Trans. B 2020, 51, 2609–2627. [Google Scholar] [CrossRef]
- Vakhrushev, A.; Kharicha, A.; Liu, Z.; Wu, M.; Ludwig, A.; Nitzl, G.; Tang, Y.; Hackl, G.; Watzinger, J. Electric Current Distribution During Electromagnetic Braking in Continuous Casting. Metall. Mater. Trans. B 2020, 51, 2811–2828. [Google Scholar] [CrossRef]
- Fang, Q.; Ni, H.; Zhang, H.; Wang, B.; Lv, Z. The effects of a submerged entry nozzle on flow and initial solidification in a continuous casting bloom mold with electromagnetic stirring. Metals 2017, 7, 146. [Google Scholar] [CrossRef] [Green Version]
- Liu, Z.; Li, B.; Wu, M.; Xu, G.; Ruan, X.; Ludwig, A. An experimental benchmark of non-metallic inclusion distribution inside a heavy continuous-casting slab. Metall. Mater. Trans. A 2019, 50, 1370–1379. [Google Scholar] [CrossRef]
- Yin, Y.; Zhang, J.; Lei, S.; Dong, Q. Numerical Study on the Capture of Large Inclusion in Slab Continuous Casting with the Effect of In-mold Electromagnetic Stirring. ISIJ Int. 2017, 57, 2165–2174. [Google Scholar] [CrossRef] [Green Version]
- Cho, S.M.; Thomas, B.G.; Kim, S.H. Effect of nozzle port angle on transient flow and surface slag behavior during continuous steel-slab casting. Metall. Mater. Trans. B 2019, 50, 52–76. [Google Scholar] [CrossRef]
- Zhong, Y.T.; Pan, H.Y.; Jacobson, N.; Sedén, M. Development trends of mold flow control in slab casting. Baosteel Technol. 2016, 5, 53–57. [Google Scholar] [CrossRef]
- Sun, X.; Li, B.; Lu, H.; Zhong, Y.; Ren, Z.; Lei, Z. Steel/Slag Interface Behavior under Multifunction Electromagnetic Driving in a Continuous Casting Slab Mold. Metals 2019, 9, 983. [Google Scholar] [CrossRef] [Green Version]
- Han, S.-W.; Cho, H.-J.; Jin, S.-Y.; Sedén, M.; Lee, I.-B.; Sohn, I. Effects of Simultaneous Static and Traveling Magnetic Fields on the Molten Steel Flow in a Continuous Casting Mold. Metall. Mater. Trans. B 2018, 49, 2757–2769. [Google Scholar] [CrossRef]
- Yang, Y.; Jönsson, P.G.; Ersson, M.; Su, Z.; He, J.; Nakajima, K. The influence of swirl flow on the flow field, temperature field and inclusion behavior when using a half type electromagnetic swirl flow generator in a submerged entry and mold. Steel Res. Int. 2015, 86, 1312–1327. [Google Scholar] [CrossRef]
- Schneiders, R. A grid-based algorithm for the generation of hexahedral element meshes. Eng. Comput. 1996, 12, 168–177. [Google Scholar] [CrossRef]
- Garcia-hernandez, S.; Morales, R.D.; Torres-Alonso, E. Effects of EMBr position, mould curvature and slide gate on fluid flow of steel in slab mould. Ironmak. Steelmak. 2010, 37, 360–368. [Google Scholar] [CrossRef]
- Chen, Z.; Wang, E.; Zhang, X.; Wang, Y.; Zhu, M.; He, J. Study on the behavior of bubbles in a continuous casting mold with Ar injection and traveling magnetic flied. Acta Metall. Sin. 2012, 48, 951–956. [Google Scholar] [CrossRef]
- Chen, J.; Su, Z.; Li, D.; Wang, Q.; He, J. Flow Behavior in the Slab Mold under Optimized Swirling Technology in Submerged Entry Nozzle. ISIJ Int. 2018, 58, 1242–1249. [Google Scholar] [CrossRef] [Green Version]
- Li, D.; Su, Z.; Chen, J.; Wang, Q.; Yang, Y.; Nakajima, K.; Marukawa, K.; He, J. Effects of Electromagnetic Swirling Flow in Submerged Entry Nozzle on Square Billet Continuous Casting of Steel Process. ISIJ Int. 2013, 53, 1187–1194. [Google Scholar] [CrossRef] [Green Version]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Values |
|---|---|
| Domain width | 1750 mm |
| Domain length | 3000 mm |
| Domain thickness | 230 mm |
| Molten steel conductivity | 7.14 × 105 S/m |
| Coil electric conductivity | 6.25 × 107 S/m |
| Molten steel density | 7020 kg/m3 |
| Molten steel viscosity | 0.0062 kg/m·s |
| Casting speed | 1.0 m/min |
| SEN submerged depth | 300 mm |
| EMS current intensity | 150 A |
| EMBr current intensity | 240 A |
| AC frequency | 4 Hz |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Su, Z.; Wei, R.; Du, Y.; Fan, W.; Chen, J. Numerical Simulation of Magnetic Field and Flow Field of Slab under Composite Magnetic Field. Metals 2023, 13, 1237. https://doi.org/10.3390/met13071237
Su Z, Wei R, Du Y, Fan W, Chen J. Numerical Simulation of Magnetic Field and Flow Field of Slab under Composite Magnetic Field. Metals. 2023; 13(7):1237. https://doi.org/10.3390/met13071237
Chicago/Turabian StyleSu, Zhijian, Ren Wei, Yida Du, Wei Fan, and Jin Chen. 2023. "Numerical Simulation of Magnetic Field and Flow Field of Slab under Composite Magnetic Field" Metals 13, no. 7: 1237. https://doi.org/10.3390/met13071237