
Effect of Increasing Oscillation Width on the Arc Characteristics and Droplet Transfer Behavior of X80 Steel in the Overhead Welding Position of Narrow Gap P-GMAW

Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Influence on Arc Morphology and Droplet Transfer Behavior
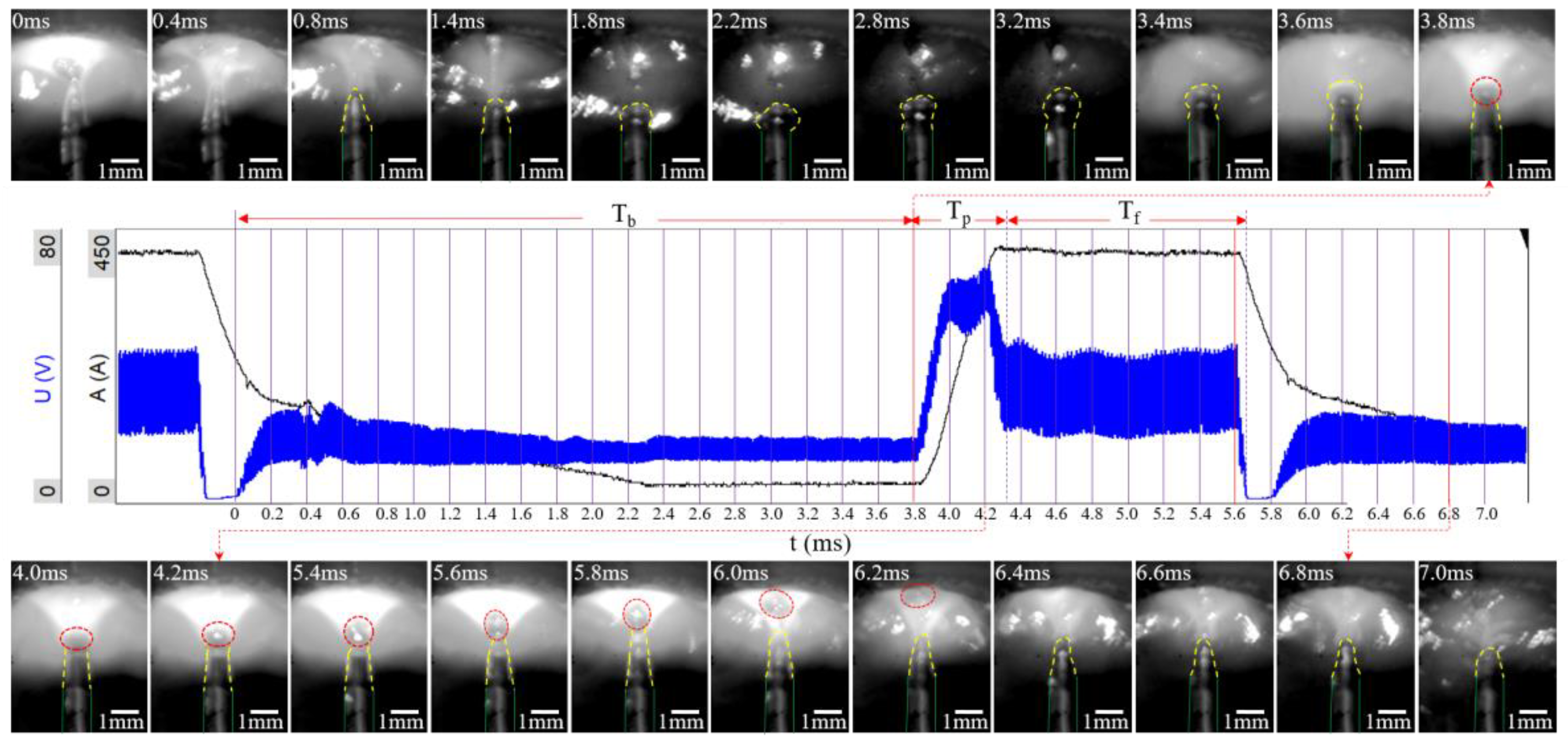
3.1.1. When the Welding Torch Does Not Oscillate
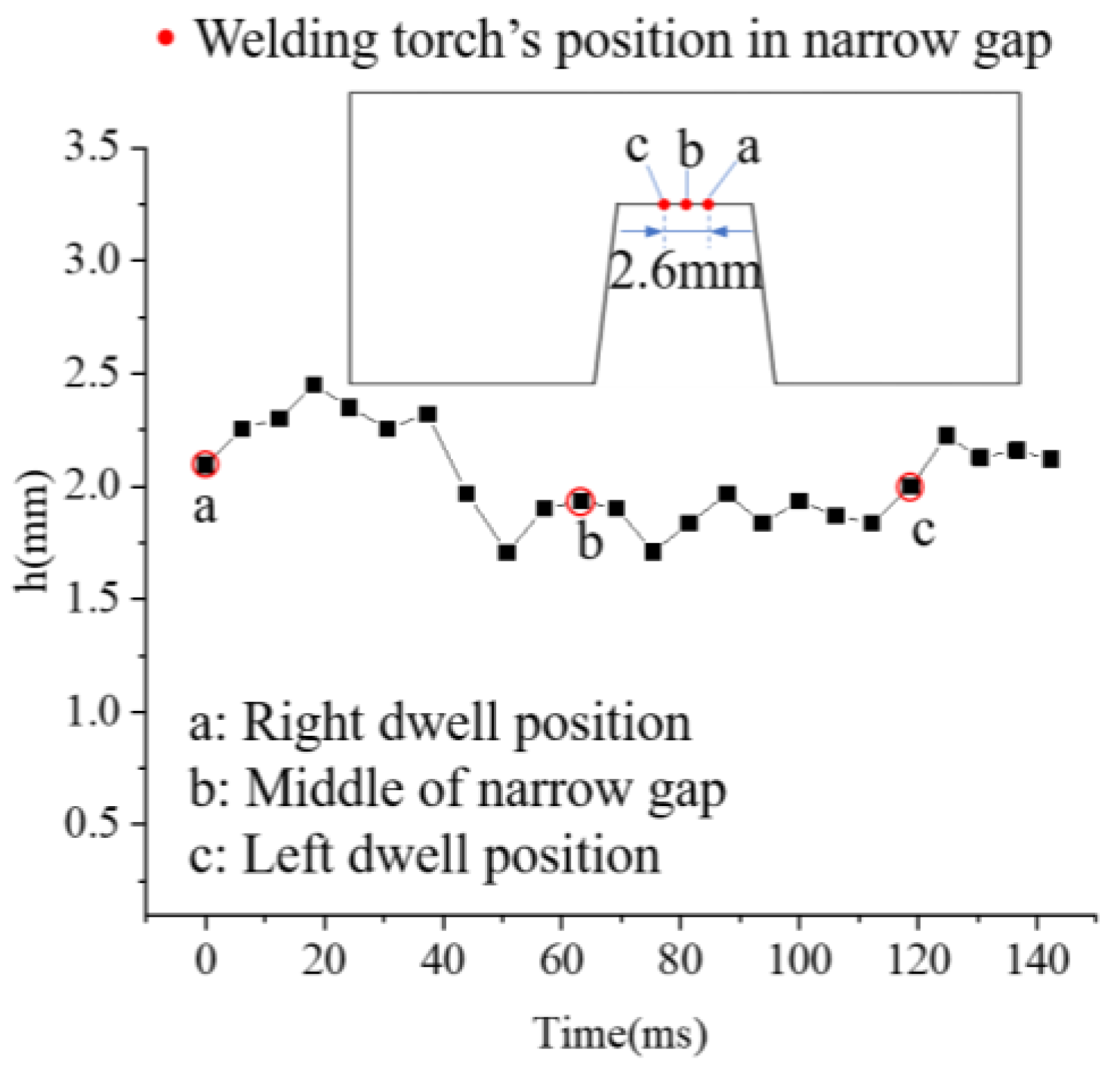
3.1.2. When the Welding Torch Oscillated with 2.6 mm
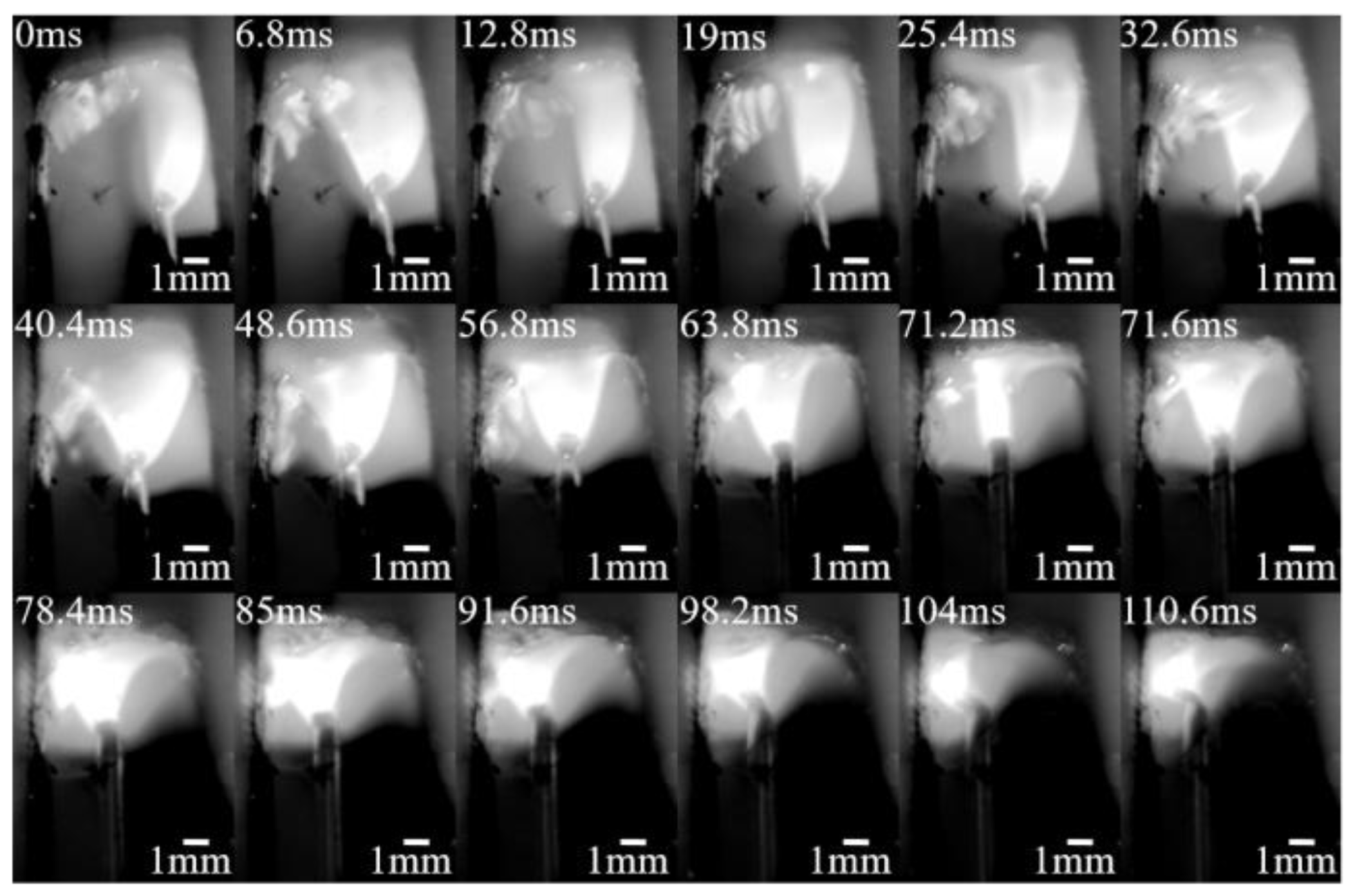
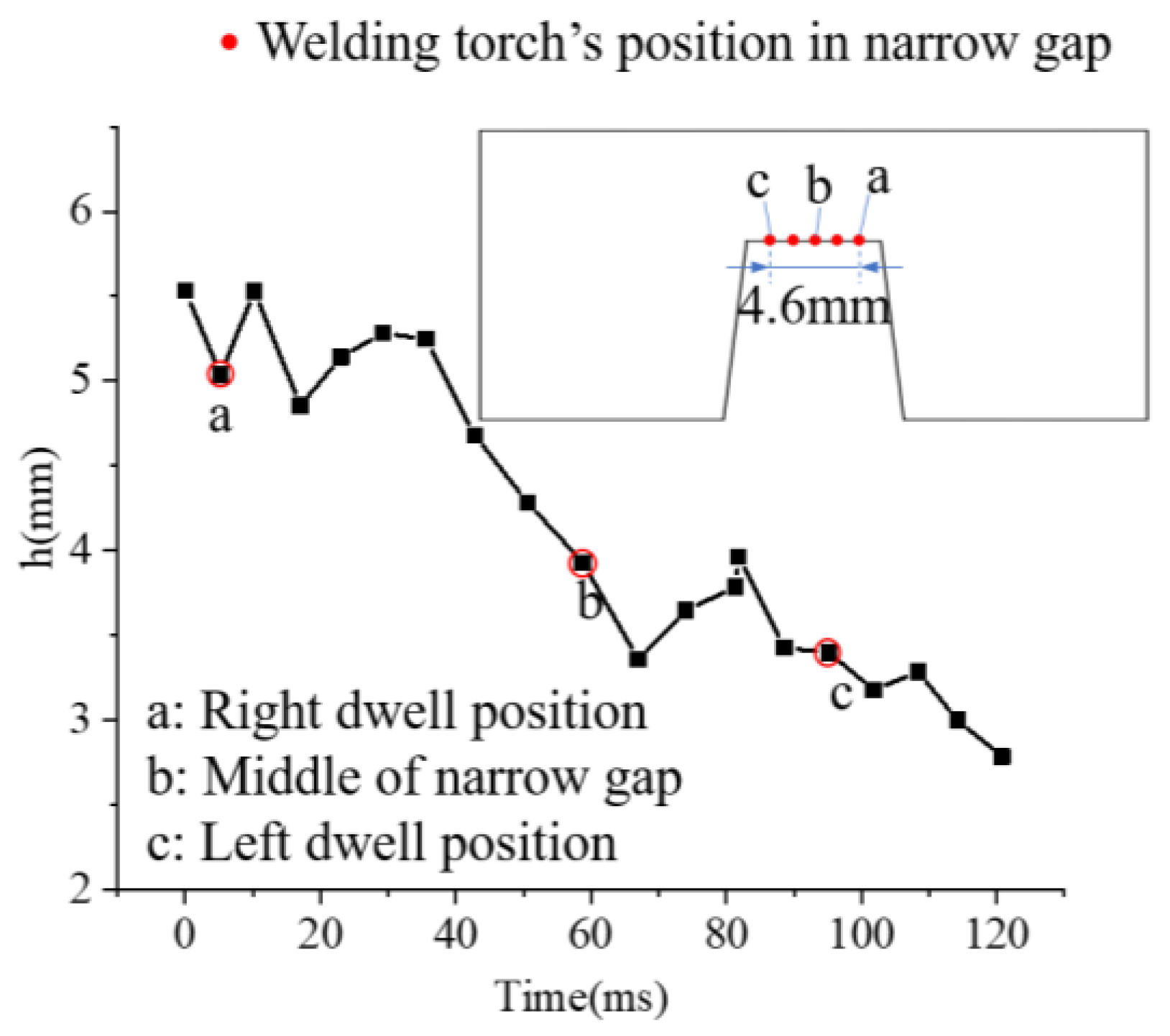
3.1.3. When the Welding Torch Oscillated with 4.6 mm
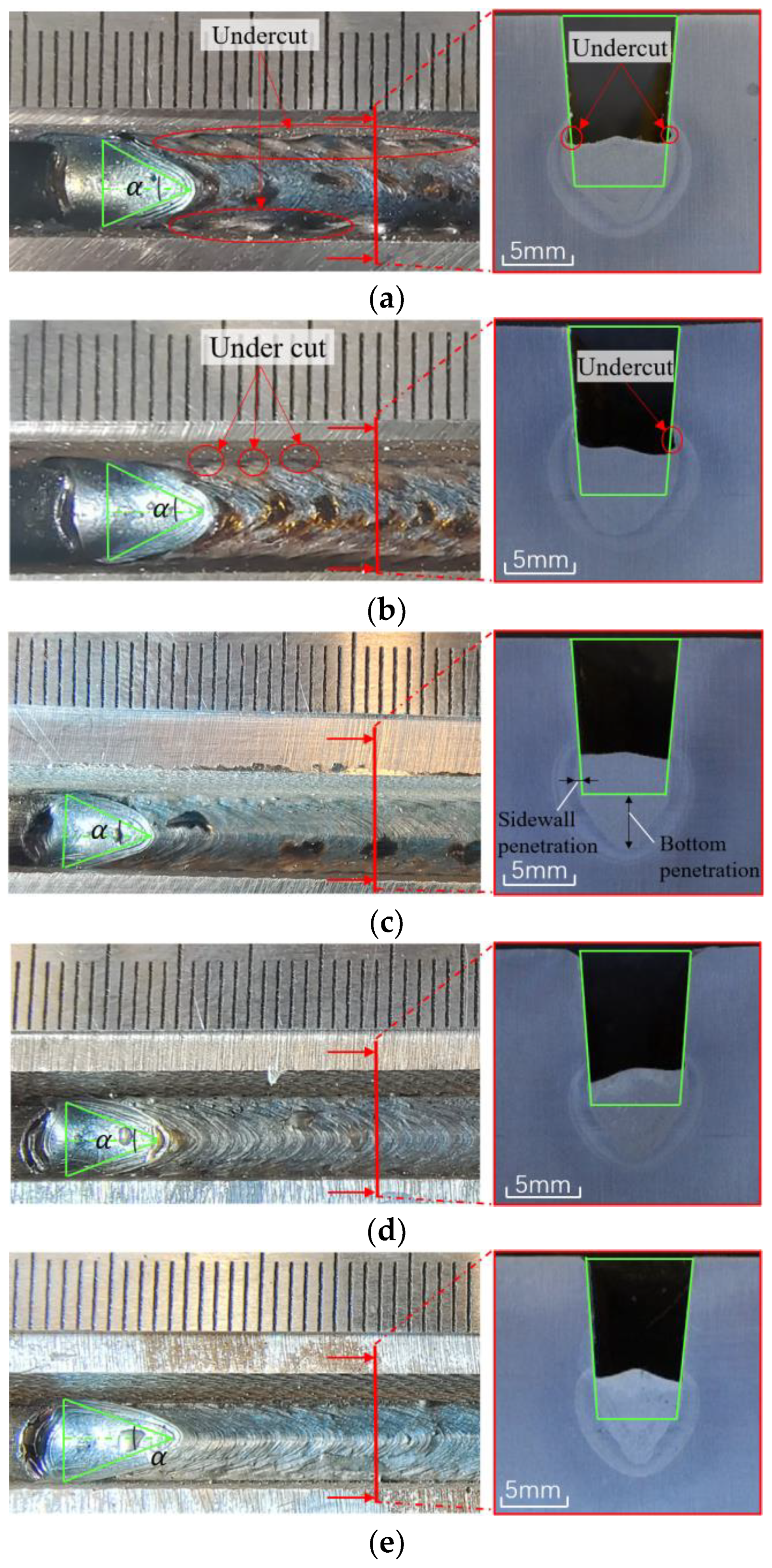
3.2. The Influence of Oscillation Width on Weld Formation
4. Discussion
5. Conclusions
- (1)
- At narrow gap P-GMAW overhead welding position, an appropriate oscillation width can achieve a stable welding process. The arc maintains a trumpet shape and is symmetrically distributed around the groove center when the welding torch does not oscillate. Increasing the oscillation width causes the arc to deflect towards the groove sidewall at a small angle, and the deflection angle increases with the increased oscillation width. However, when the oscillation width is too large, there will be an arc jumping phenomenon, which affects the welding stability.
- (2)
- When the welding process is stable, the mode of droplet transfer is one pulse per droplet, and the droplet landing point is close to the groove sidewall, which can increase the sidewall penetration and facilitate the groove sidewall fusion. Due to the influence of gravity, the droplet growth time in the overhead welding station is shorter than the pre-set time. With a significant oscillation width, the droplet falls into a position far away from the sidewall due to the influence of the sidewall, and the droplet transfer mode changes to multiple droplets in one pulse, greatly affecting the stability of the welding pool. Moreover, there is a significant dissimilarity between the actual droplet transfer stage and the preset electrical signal, resulting in significant fluctuations during the welding.
- (3)
- Due to gravity, the welding pool accumulates in the groove center and solidifies to form an outwardly convex weld morphology. With an appropriate oscillation width, the welding pool can be spread to both sides of the groove through the welding torch oscillation and solidify to form a relatively flat weld bead forming surface. However, if the oscillation width is too large, the welding pool will be squeezed towards the groove bottom, and under the action of gravity, the weld seam will form an outwardly convex weld bead.
- (4)
- The groove sidewall penetration increases with the increase of the oscillation width during overhead welding, but an excessively large oscillation width can lead to the occurrence of undercut defects. On the other hand, the groove bottom penetration decreases with the increase of the oscillation width, but a smaller oscillation width carries the risk of sidewall lack of fusion. Therefore, selecting an appropriate oscillation width can not only achieve a stable narrow gap overhead welding process, but can also ensure a relatively flat weld bead-forming surface while ensuring welding penetration. Based on the groove dimensions and welding process parameters of X80 steel used in this study, an oscillation width of 2.6 mm is recommended.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| Tb | Time of droplet generation |
| Tp | Time of droplet detachment |
| Tf | Time of droplet descent |
| h | distance between the welding wire tip and the groove bottom |
| t | Time |
| P-GMAW | Pulse gas metal arc welding |
| GMAW | Gas metal arc welding |
| CFD | Computational Fluid Dynamics |
| MAG | Metal Active Gas Arc Welding |
| CTWD | Contact Tip to Work Distance |
References
- Iwata, S.; Murayama, M.; Kojima, Y. Application of Narrow Gap Welding Process with High Speed Rotating Arc to Box Column Joints of Heavy Thick Plates. JFE Tech. Rep. 2009, 14, 16–21. [Google Scholar]
- Biswas, P.; Mandal, N.R.; Vasu, P.; Padasalag, S. Analysis of welding distortion due to narrow-gap welding of upper port plug. Fusion. Eng. Des. 2010, 85, 780–788. [Google Scholar] [CrossRef]
- Qin, G.L. Development and application of narrow gap gas shielded welding process. Metalwork. Hot Work 2022, 9, 8–20. [Google Scholar]
- Shen, J.J.; Gonçalves, R.; Choi, Y.T.; Lopes, J.G.; Yang, J.; Schell, N.; Kim, H.S.; Oliveira, J.P. Microstructure and mechanical properties of gas metal arc welded CoCrFeMnNi joints using a 410 stainless steel filler metal. Mat. Sci. Eng. A. 2022, 857, 144025. [Google Scholar] [CrossRef]
- Shen, J.J.; Gonçalves, R.; Choi, Y.T.; Lopes, J.G.; Yang, J.; Schell, N.; Kim, H.S.; Oliveira, J.P. Microstructure and mechanical properties of gas metal arc welded CoCrFeMnNi joints using a 308 stainless steel filler metal. Scripta. Mater. 2023, 222, 115053. [Google Scholar] [CrossRef]
- Shen, J.J.; Agrawal, P.; Rodrigues, T.A.; Lopes, J.G.; Schell, N.; Zeng, Z.; Mishra, R.S.; Oliveira, J.P. Gas tungsten arc welding of as-cast AlCoCrFeNi2.1 eutectic high entropy alloy. Mater. Design. 2022, 223, 111176. [Google Scholar] [CrossRef]
- Li, W.H.; Gao, K.; Wu, J.; Wang, J.Y.; Ji, Y.H. Groove sidewall penetration modeling for rotating arc narrow gap MAG welding. Int. J. Adv. Manuf. Technol. 2015, 78, 573–581. [Google Scholar] [CrossRef]
- Zhu, C.X.; Tang, X.H.; He, Y.; Lu, F.G.; Cui, H.C. Effect of preheating on the defects and microstructure in NG-GMA welding of 5083 Al-alloy. J. Mater. Process. Technol. 2018, 251, 214–224. [Google Scholar] [CrossRef]
- Xu, G.X.; Li, L.; Wang, J.Y.; Zhu, J.; Li, P.F. Study of weld formation in swing arc narrow gap vertical GMA welding by numerical modeling and experiment. Int. J. Adv. Manuf. Technol. 2018, 96, 1905–1917. [Google Scholar] [CrossRef]
- Wu, D.; Chen, Y.X.; Chen, H.B.; Chen, S.B. Influences of weaving parameters on dynamic characteristics and stability control of the droplet transfer in arc-weaving P-GMAW process. Int. J. Adv. Manuf. Technol. 2022, 119, 5233–5250. [Google Scholar] [CrossRef]
- Dai, Y.; Li, C.K.; Wang, J.X.; Gu, Y.F.; Shi, Y. Study on the weld pool oscillation behavior during pulsed gas metal arc welding. J. Manuf. Process. 2022, 84, 327–343. [Google Scholar] [CrossRef]
- Huang, J.; Chen, T.; Huang, D.Q.; Xu, T.Z. Study on the Effect of Pulse Waveform Parameters on Droplet Transition, Dynamic Behavior of Weld Pool, and Weld Microstructure in P-GMAW. Metals 2023, 13, 199. [Google Scholar] [CrossRef]
- Liu, W.J.; Jia, Z.B.; Yue, J.F.; Liu, H.H.; Li, L.Y. Arc interruption phenomena and internal causes in narrow gap P-GMAW. Weld. World 2020, 64, 1779–1787. [Google Scholar] [CrossRef]
- Liu, W.J.; Li, L.Y.; Yue, J.F.; Yan, P.J.; Liu, X.H. Research on the “jump sidewall” behavior and its signal characteristics in narrow gap P-MAG welding. Int. J. Adv. Manuf. Technol. 2017, 91, 1189–1196. [Google Scholar] [CrossRef]
- Liu, W.J.; Zhang, Y.F.; Meng, L.Z.; Yue, J. An innovative sensing method for seam tracking based on the arc ‘jump sidewall’ behavior. J. Mech. Sci. Technol. 2023, 37, 2325–2332. [Google Scholar] [CrossRef]
- Zhang, G.; Shi, Y.; Zhu, M.; Fan, D. Arc characteristics and metal transfer behavior in narrow gap gas metal arc welding process. J. Mater. Process. Technol. 2017, 245, 15–23. [Google Scholar] [CrossRef]
- Gu, Y.F.; He, G.Y.; Shi, G.; He, W.; Zhu, M. Detection and analysis of arc shape and droplet transfer behavior of narrow gap GMAW. J. Shanghai Jiao Tong Univ. 2016, 50, 1526–1529. [Google Scholar] [CrossRef]
- Xu, W.H.; Lin, S.B.; Fan, C.L.; Fan, C.L. Prediction and optimization of weld bead geometry in oscillating arc narrow gap all-position GMA welding. Int. J. Adv. Manuf. Technol. 2015, 79, 183–196. [Google Scholar] [CrossRef]
- Xu, W.H.; Lin, S.B.; Fan, C.L.; Yang, C.L. Weld bead formation in oscillating arc narrow gap vertical-up GMAW process. Trans. China Weld. Inst. 2015, 36, 56–60. [Google Scholar]
- Xu, W.H.; Lin, S.B.; Fan, C.L.; Yang, C.L. Evaluation on microstructure and mechanical properties of high-strength low-alloy steel joints with oscillating arc narrow gap GMA welding. Int. J. Adv. Manuf. Technol. 2014, 75, 1439–1446. [Google Scholar] [CrossRef]
- He, Y.; Tang, X.H.; Zhu, C.X.; Lu, F.G.; Cui, H.C. Study on insufficient fusion of NG-GMAW for 5083 Al alloy. Int. J. Adv. Manuf. Technol. 2017, 92, 4303–4313. [Google Scholar] [CrossRef]
- Zhu, C.X.; Cheon, J.; Tang, X.H.; Na, S.J.; Lu, F.G.; Cui, H.C. Effect of swing arc on molten pool behaviors in narrow-gap GMAW of 5083 Al-alloy. J. Mater. Process. Technol. 2018, 259, 243–258. [Google Scholar] [CrossRef]
- Zhan, X.H.; Liu, X.B.; Wei, Y.H.; Chen, J.C.; Chen, J.; Liu, H.B. Microstructure and property characteristics of thick Invar alloy plate joints using weave bead welding. J. Mater. Process. Technol. 2017, 244, 97–105. [Google Scholar] [CrossRef]
- Chen, Y.B.; Feng, J.C.; Li, L.Q.; Li, Y.; Chang, S. Effects of welding positions on droplet transfer in CO2 laser-MAG hybrid welding. Int. J. Adv. Manuf. Technol. 2013, 68, 1351–1359. [Google Scholar] [CrossRef]
- Xu, W.H. Research on Droplet Transfer and Weld Formation of Swing Arc Narrow GAP MAG Welding for Various Positions in Space. Doctoral Thesis, Harbin Institute of Technology, Harbin, China, 2015. [Google Scholar]
- Wang, D.Z.; Chen, G.; Zhang, Y.; Zhu, J.; Wang, J.Y. Effect of spatial welding positions on molten droplet transfer. J. Jiangsu Univ. Sci. Technol. 2018, 32, 633–636. [Google Scholar] [CrossRef]
- Cai, X.Y.; Lin, S.B.; Cheng, Y.X.; Yang, D.T.; Yang, C.L.; Fan, C.L. The effects of double groove type on the backing weld penetration in swing arc vertical-up MAG welding. Weld. World 2019, 63, 1133–1143. [Google Scholar] [CrossRef]
- Wang, Z.R.; Zhang, S.B.; Yang, Z.L.; Yang, Y.C. Influence of gap on droplet transition of GMAW vertical welding and characteristics of temperature field. Trans. China Weld. Inst. 2019, 40, 89–94, 165. [Google Scholar]
- Ebrahimi, A.; Babu, A.; Kleijn, C.R.; Hermans, M.J.M.; Richardson, I.M. The Effect of Groove Shape on Molten Metal Flow Behaviour in Gas Metal Arc Welding. Materials 2021, 14, 7444. [Google Scholar] [CrossRef]
- Wang, J.Y.; Ren, Y.S.; Yang, F.; Guo, H.B. Novel rotation arc system for narrow gap MAG welding. Sci. Technol. Weld. Join. 2007, 12, 505–507. [Google Scholar] [CrossRef]
- Zhao, B.; Fan, C.L.; Yang, C.L. Characteristics of the electrode melting phenomena in narrow gap MAG high-rotating-speed arc welding. In Proceedings of the Joint China-Russia Symposium on Advanced Materials Processing Technology, Harbin, China, 21–22 August 2006. [Google Scholar]
- Yang, C.L.; Guo, N.; Lin, S.B.; Fan, C.L.; Zhang, Y.Q. Application of rotating arc system to horizontal narrow gap welding. Sci. Technol. Weld. Joi. 2009, 14, 172–177. [Google Scholar] [CrossRef]
- Duan, B.; Wang, J.C.; Lu, Z.H.; Zhang, J.X.; Zhang, C.H. Parameter analysis and optimization of the rotating Arc NG-GMAW welding process. Int. J. Simul. Model. 2018, 17, 170–179. [Google Scholar] [CrossRef]
- Guo, N.; Lin, S.B.; Zhang, L.; Yang, C.L. Metal transfer characteristics of rotating arc narrow gap horizontal GMAW. Sci. Technol. Weld. Join. 2009, 14, 760–764. [Google Scholar] [CrossRef]
- Guo, N.; Zhang, J.; Han, Y.F.; Zhang, L.L.; Yuan, X. Effects of Welding Parameters on Metal Transfer Process in Rotating Arc Narrow Gap Horizontal GMAW. Trans. Jwri. 2012, 2011, 5–7. [Google Scholar] [CrossRef]
- Guo, N.; Han, Y.F.; Jia, C.B.; Du, Y.P. Effects of wire rotating frequency on metal transfer process in rotating arc narrow gap horizontal GMAW. Adv. Mater. Res. 2011, 189–193, 3395–3399. [Google Scholar] [CrossRef]
- Guo, N.; Wang, M.R.; Guo, W.; Yu, J.B.; Feng, J.C. Effect of rotating arc process on molten pool control in horizontal welding. Sci. Technol. Weld. Join. 2014, 19, 385–391. [Google Scholar] [CrossRef]
- Li, W.H.; He, C.F.; Chang, J.S.; Wang, J.Y.; Wu, J. Modeling of weld formation in variable groove narrow gap welding by rotating GMAW. J. Manuf. Process. 2020, 57, 163–173. [Google Scholar] [CrossRef]
- Li, W.H.; Gao, K.; Wu, J.; Hu, T.; Wang, J.Y. SVM-based information fusion for weld deviation extraction and weld groove state identification in rotating arc narrow gap mag welding. Int. J. Adv. Manuf. Technol. 2014, 74, 1355–1364. [Google Scholar] [CrossRef]
- Li, W.H.; Sun, D.D.; Yang, F.; Wang, J.Y.; Ren, Y.S. A new type of welding deviation extraction algorithm based on rotating arc sensor for narrow gap mag welding. Mater. Sci. Tech.-Lond. 2011, 19, 48–52. [Google Scholar]
- Meng, Y.F.; Li, G.; Gao, M.; Zeng, X.Y. Effects of groove parameters on space constraint of narrow gap laser-arc hybrid welding. J. Manuf. Process. 2018, 33, 144–149. [Google Scholar] [CrossRef]
- Liu, G.Q.; Tang, X.H.; Han, S.Y.; Lu, F.G.; Cui, H.C. Influence of inter wire angle on undercutting formation and arc behavior in pulsed tandem narrow-gap GMAW. Mater. Design 2020, 193, 108795. [Google Scholar] [CrossRef]
- Liu, Q.; Wu, D.; Wang, Q.; Zhang, P.; Yan, H.; Sun, T.; Zeng, J.; Yan, M.; Liu, Z.; Li, R. Research Status of Stability in Dynamic Process of Laser-Arc Hybrid Welding Based on Droplet Transfer Behavior: A Review. Coatings 2023, 13, 205. [Google Scholar] [CrossRef]
- Cai, X.Y.; Fan, C.L.; Lin, S.B.; Yang, C.L.; Hu, L. Effects of shielding gas composition on arc characteristics and droplet transfer in tandem narrow gap GMA welding. Sci. Technol. Weld. Join. 2016, 22, 446–453. [Google Scholar] [CrossRef]
- Mirakhorli, F.; Cao, X.; Pham, X.T.; Wanjara, P.; Fihey, J.L. Technical challenges in narrow gap root pass welding during tandem and hybrid laser-arc welding of a thick martensitic stainless steel. Mater. Sci. Forum. 2016, 879, 1305–1310. [Google Scholar] [CrossRef]
- Liu, L.L.; Wang, Z.L.; Zhang, T.Y.; Ba, X.L. Analysis of metal transfer and weld forming characteristics in triple-wire gas indirect arc welding. Int. J. Adv. Manuf. Technol. 2022, 120, 6777–6788. [Google Scholar] [CrossRef]
- Cai, B.; Fu, J.; Zhao, Y.; Chen, F.; Qin, Y.; Song, S. Effect of Alternating Magnetic Field on Arc Plasma Characteristics and Droplet Transfer during Narrow Gap Laser-MIG Hybrid Welding. Metals 2021, 11, 1712. [Google Scholar] [CrossRef]
- Wang, J.F.; Sun, Q.J.; Zhang, T.; Zhang, S.; Liu, Y.B.; Feng, J.C. Arc characteristics in alternating magnetic field assisted narrow gap pulsed GTAW. J. Mater. Process. Technol. 2018, 254, 254–264. [Google Scholar] [CrossRef]
- Ebrahimi, A.; Kleijn, C.R.; Hermans, M.J.M.; Richardson, I.M. The effects of process parameters on melt-pool oscillatory behaviour in gas tungsten arc welding. J. Phys. D Apply. Phys. 2021, 54, 275303. [Google Scholar] [CrossRef]
- Liu, H.S.; Xue, R.L.; Zhou, J.P.; Bao, Y.; Xu, Y. Applying Statistical Models to Optimize the Weld Bead Geometry in the Vertical Oscillation Arc Narrow Gap All-Position GMAW. Appl. Sci. 2023, 13, 6801. [Google Scholar] [CrossRef]
- Liu, H.S.; Xue, R.L.; Zhou, J.P.; Bao, Y.; Xu, Y. Effects of Oscillation Width on Arc Characteristics and Droplet Transfer in Vertical Oscillation Arc Narrow-Gap P-GMAW of X80 Steel. Metals 2023, 13, 1057. [Google Scholar] [CrossRef]
- Ebrahimi, A.; Kleijn, C.R.; Richardson, I.M. A simulation-based approach to characterize melt-pool oscillations during gas tungsten arc welding. Int. J. Heat. Mass. Tran. 2021, 164, 120535. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Mn | Si | S | P | Ni | Cu | Cr | Fe |
|---|---|---|---|---|---|---|---|---|---|
| Substrate | 0.063 | 1.83 | 0.28 | 0.0006 | 0.011 | 0.03 | 0.04 | 0.03 | Bal. |
| Wire | 0.08 | 1.37 | 0.59 | 0.012 | 0.012 | 0.011 | 0.10 | 0.021 | Bal. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bao, Y.; Xue, R.; Zhou, J.; Xu, Y. Effect of Increasing Oscillation Width on the Arc Characteristics and Droplet Transfer Behavior of X80 Steel in the Overhead Welding Position of Narrow Gap P-GMAW. Metals 2023, 13, 1314. https://doi.org/10.3390/met13071314
Bao Y, Xue R, Zhou J, Xu Y. Effect of Increasing Oscillation Width on the Arc Characteristics and Droplet Transfer Behavior of X80 Steel in the Overhead Welding Position of Narrow Gap P-GMAW. Metals. 2023; 13(7):1314. https://doi.org/10.3390/met13071314
Chicago/Turabian StyleBao, Yang, Ruilei Xue, Jianping Zhou, and Yan Xu. 2023. "Effect of Increasing Oscillation Width on the Arc Characteristics and Droplet Transfer Behavior of X80 Steel in the Overhead Welding Position of Narrow Gap P-GMAW" Metals 13, no. 7: 1314. https://doi.org/10.3390/met13071314
APA StyleBao, Y., Xue, R., Zhou, J., & Xu, Y. (2023). Effect of Increasing Oscillation Width on the Arc Characteristics and Droplet Transfer Behavior of X80 Steel in the Overhead Welding Position of Narrow Gap P-GMAW. Metals, 13(7), 1314. https://doi.org/10.3390/met13071314