
Multi-Objective Optimization of Micro-Milling Titanium Alloy Ti-3Al-2.5V (Grade 9) Using Taguchi-Grey Relation Integrated Approach

 ,
,  ,
,
Abstract
:1. Introduction
2. Research Motivation
3. Methodology
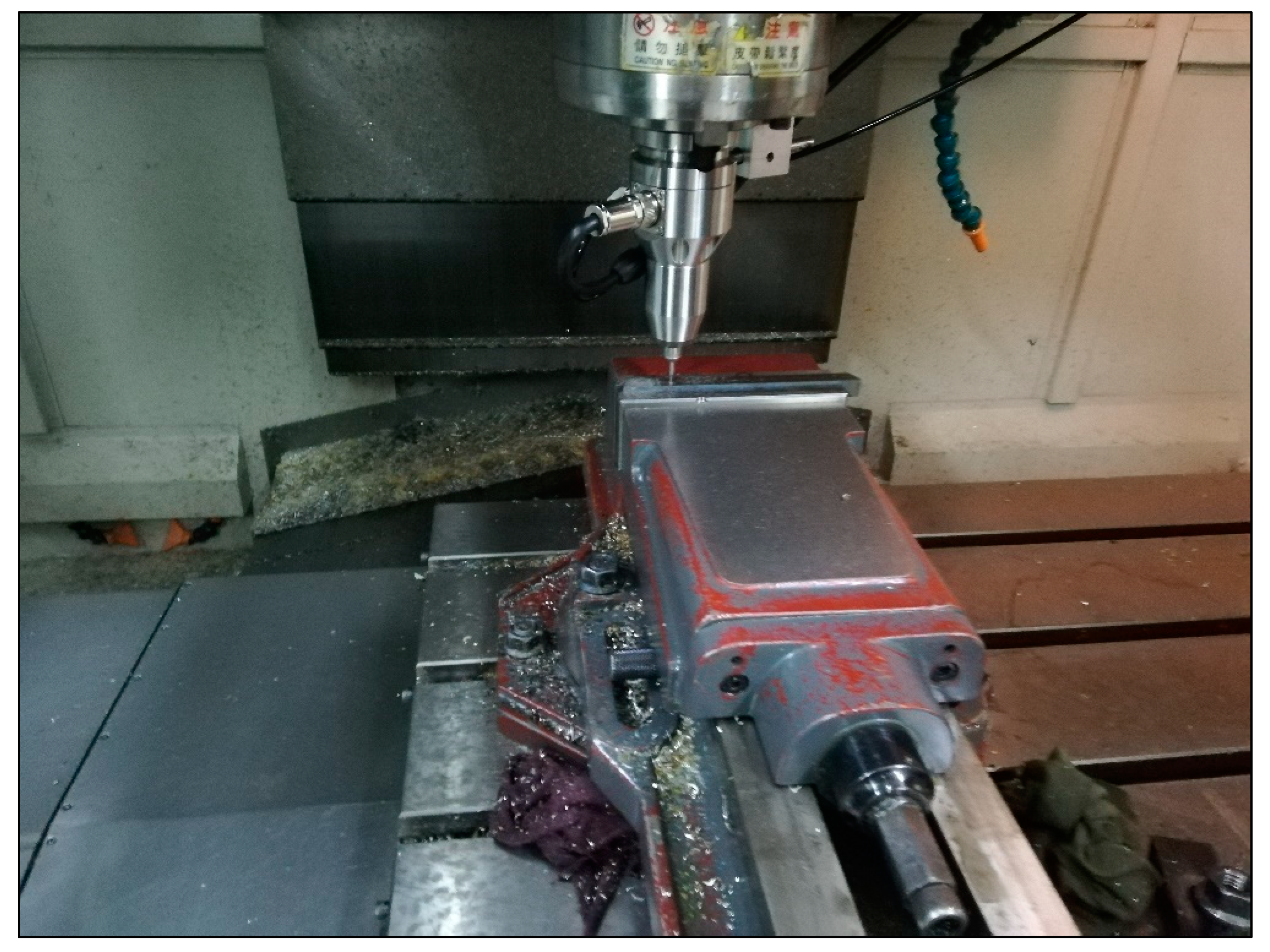
3.1. Experimental Setup and Material
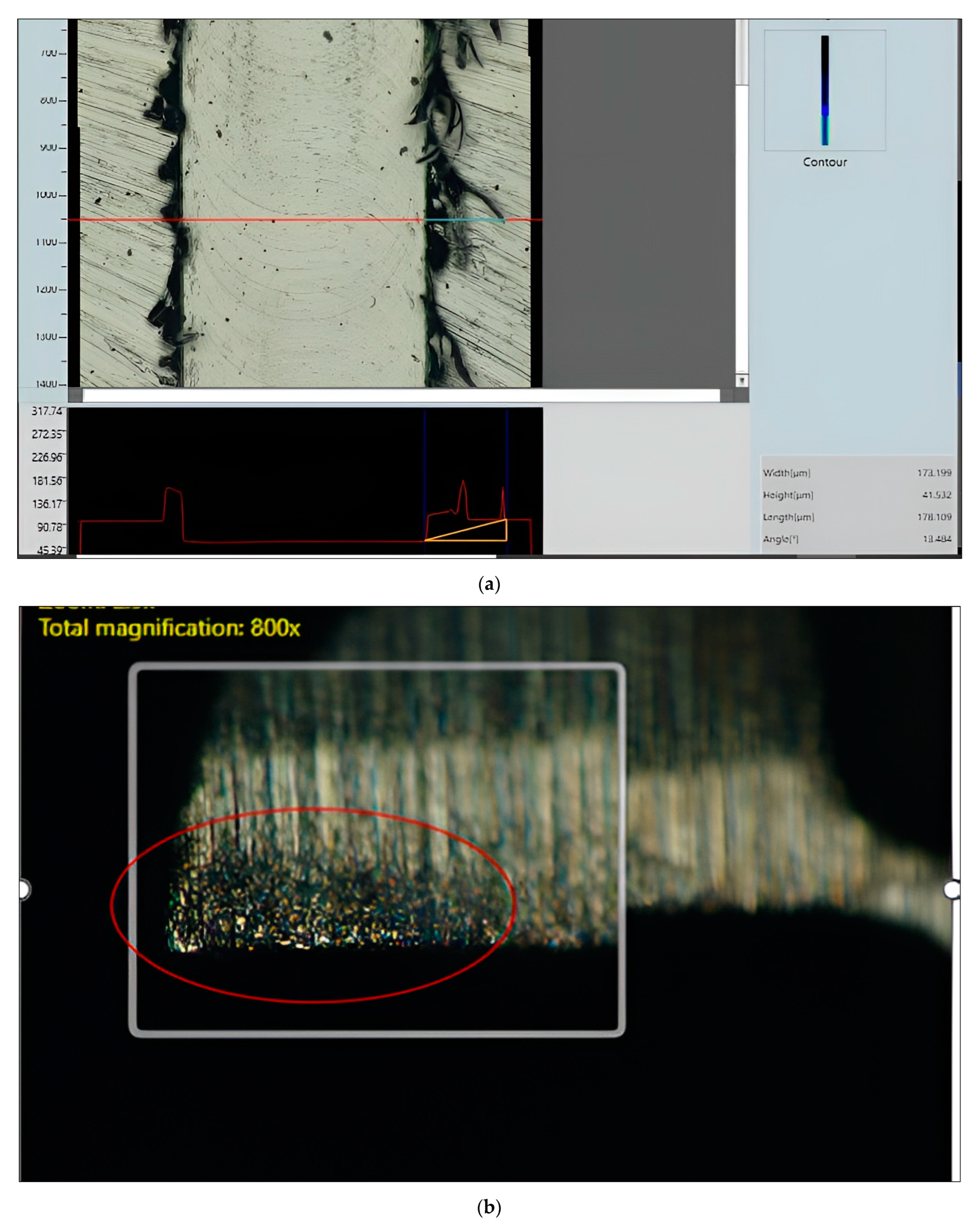
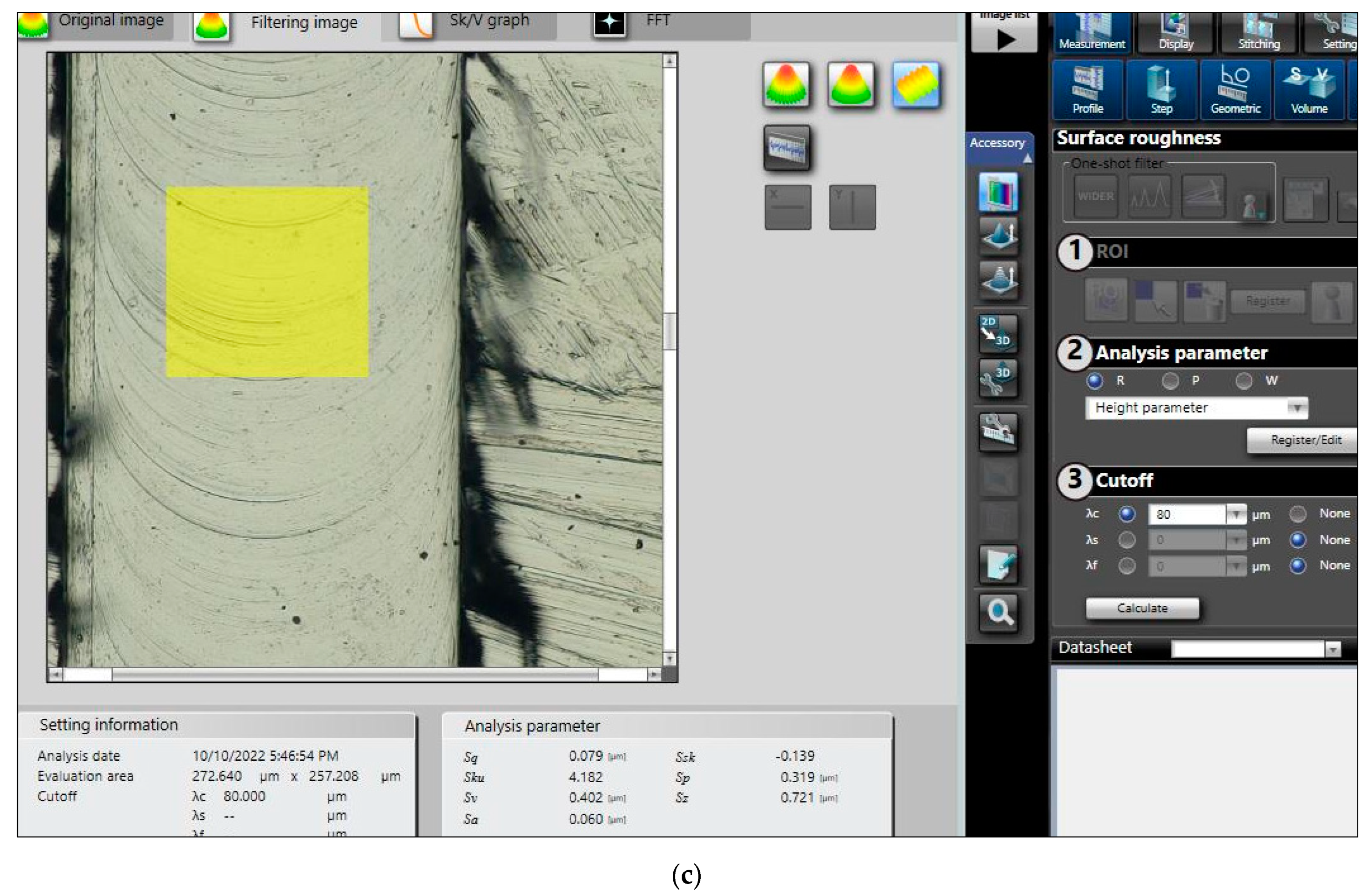
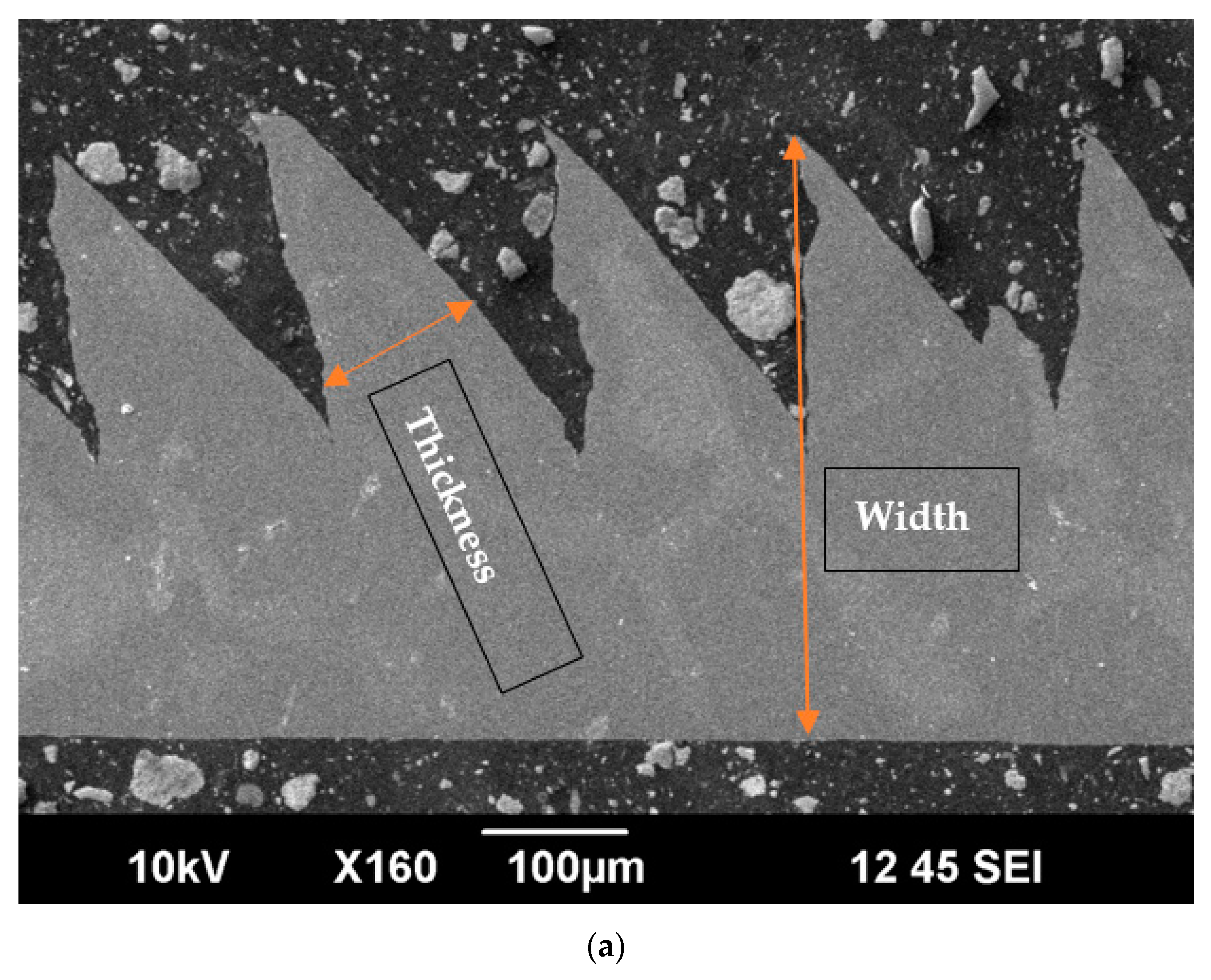
3.2. Response Measurement
3.3. Selection of Parameters
3.4. Design of Experiment
4. Analysis
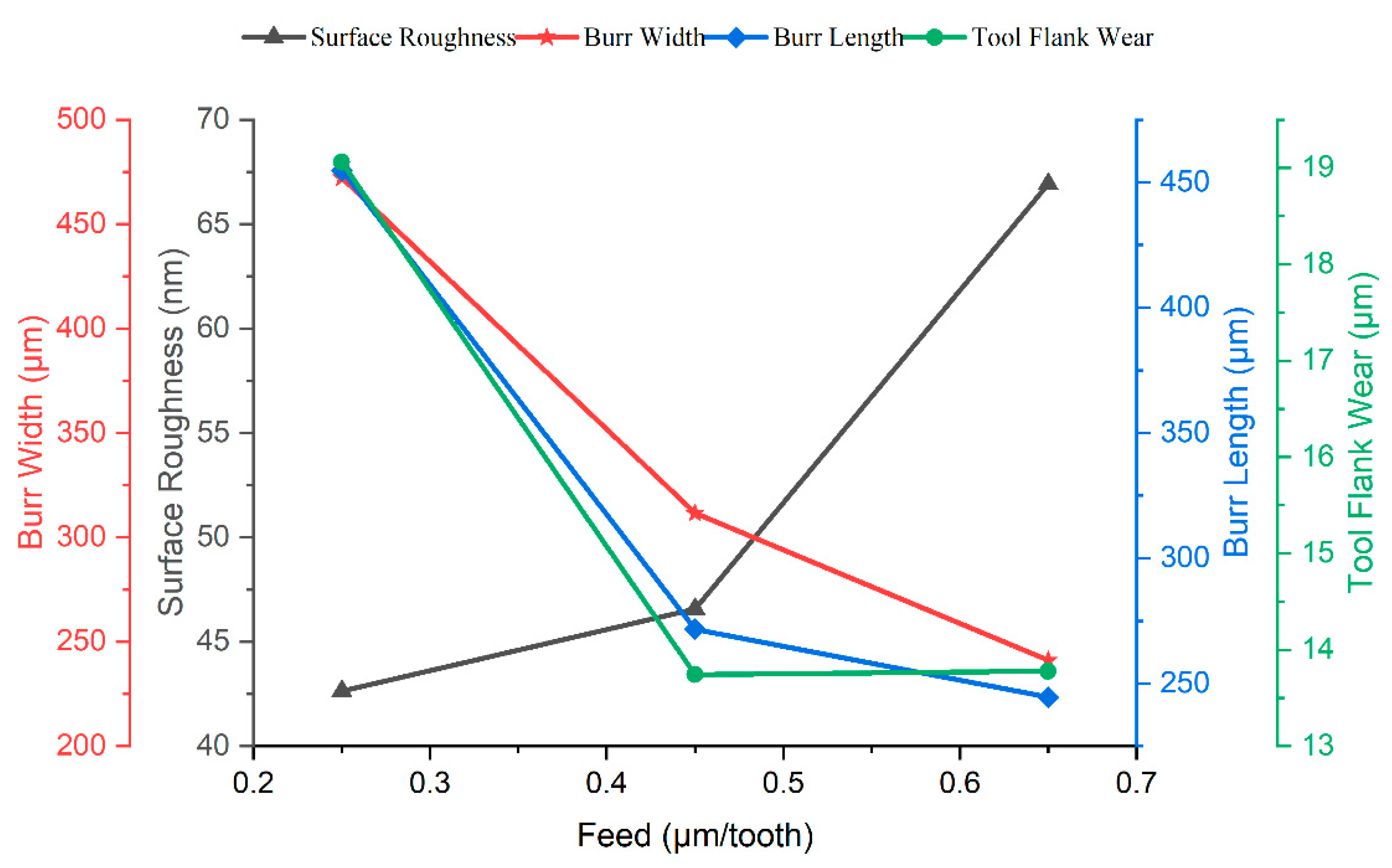
4.1. Influence of Feed
4.2. Influence of Speed
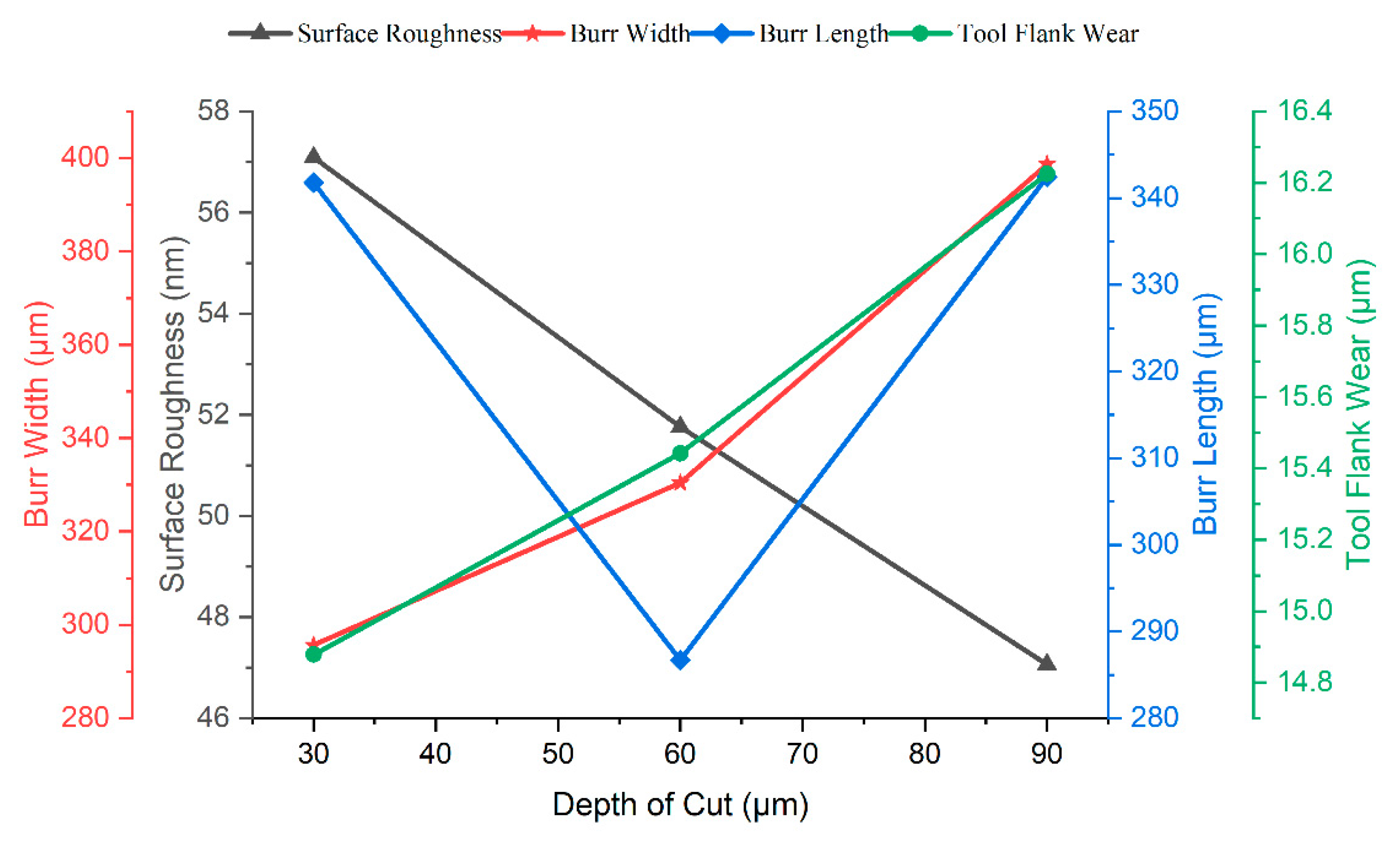
4.3. Influence of Depth of Cut
4.4. Individual Process Outputs Optimization
4.5. Need for Multi-Objective Optimization
5. Gray Relational Analysis
5.1. Step I: Normalization of Response Data
5.2. Step II: Calculation of Grey Relational Coefficient (GRC)
5.3. Step III: Calculation of Grey Relational Grade (GRG) and Rank
6. Response Surface Methodology (RSM)
6.1. Regression Modeling
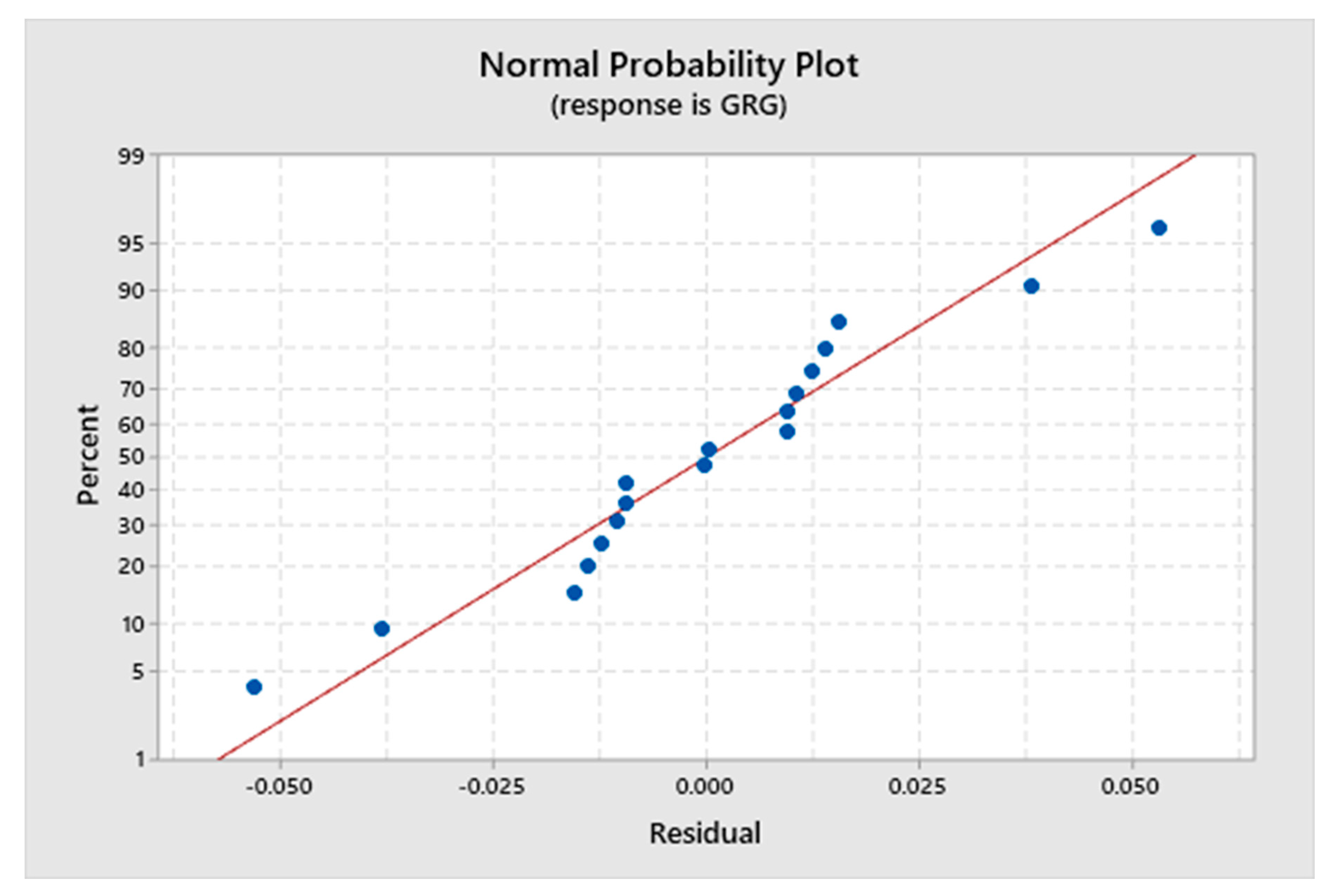
6.2. Analysis of Variance (ANOVA)
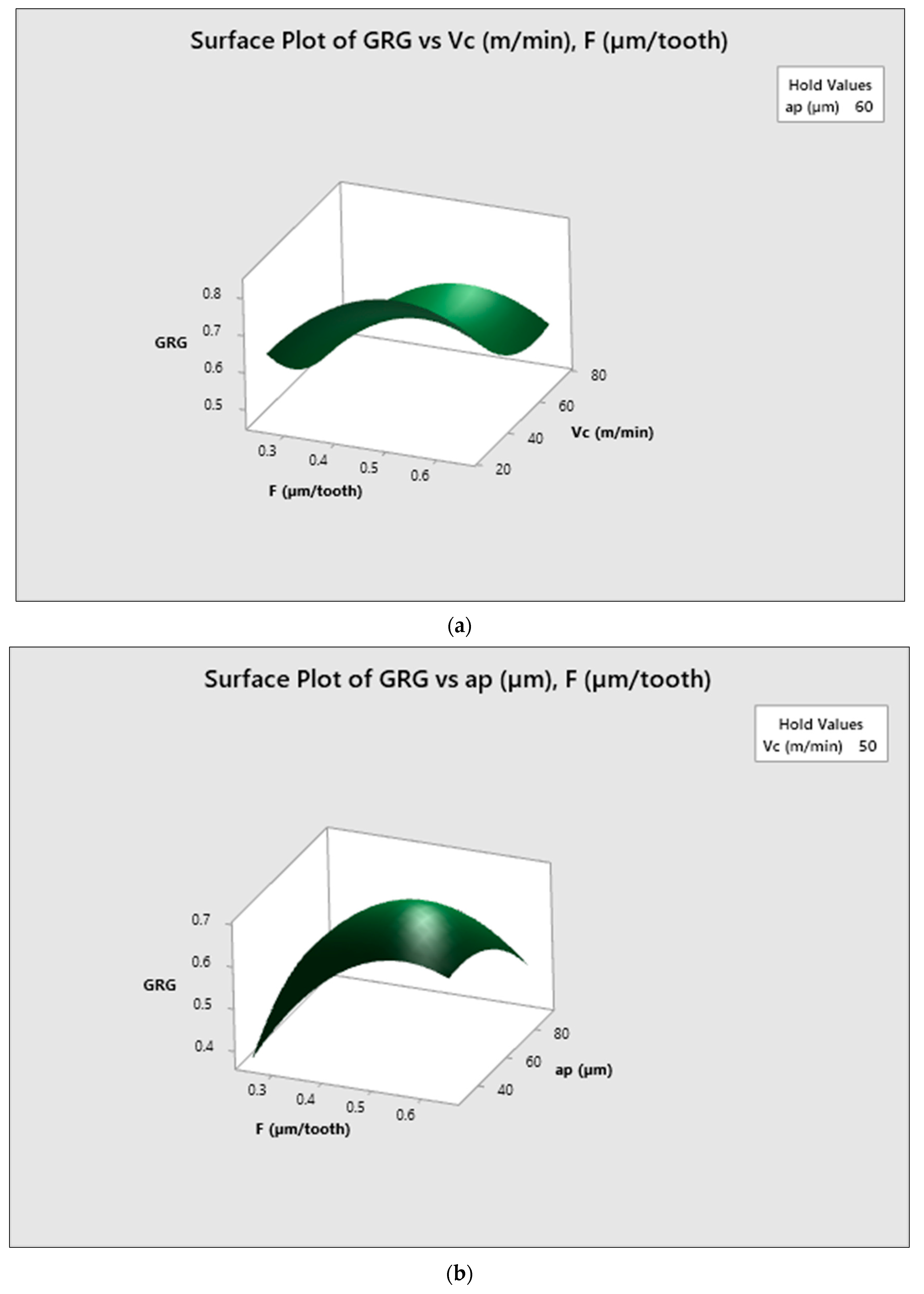
6.3. Contour and Surface Plots
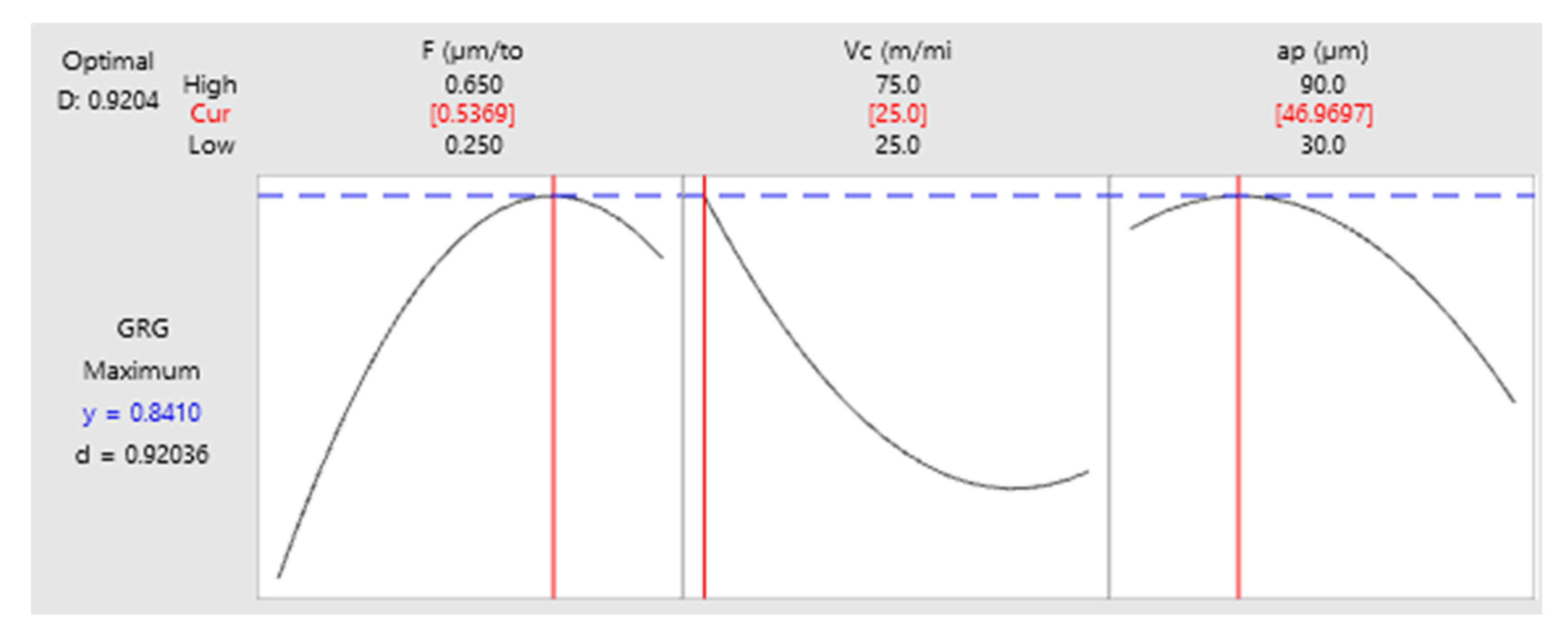
6.4. Optimization of Model
6.5. Validation Experiment
7. Conclusions
- GRA and RSM have been successfully employed for the optimization of micro milling of grade 9 titanium alloy.
- Optimal machining parameters obtained through grey relational analysis for titanium grade 9 are f = 0.45 µm/ tooth Vc = 25 m/ min and ap = 60 µm.
- From the ANOVA table, it has been observed that the interaction between the cutting parameter conditions is equally important and influential in affecting the process outputs in micro-milling titanium grade 9. Feed rate and its interaction were found to be major influential factors among all the cutting parameters.
- Multi-object optimization using the RSM technique showed that optimization of cutting parameters can be achieved at moderate values of feed rates and depth of cut, and lower values of cutting speed. The validation test’s results revealed that 36.25%, 18.41%, 16.11%, and 14.60% reduction can be achieved in Burr width, burr length, surface roughness, and tool flank wear by selecting optimized matching parameters.
- The results of this study show improvement in different micro-milling process outputs. The improvement in surface finish will contribute to product quality enhancement. The reduction in tool wear will result in economic benefits in the micro-milling domain of titanium grade 9. A reduction in the burr size would result in a reduction in post-machining finishing processes.
8. Future Research
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Kumar, A.; Grover, N.; Manna, A.; Kumar, R.; Chohan, J.S.; Singh, S.; Singh, S.; Pruncu, C.I. Multi-Objective Optimization of WEDM of Aluminum Hybrid Composites Using AHP and Genetic Algorithm. Arab J. Sci. Eng. 2022, 47, 8031–8043. [Google Scholar] [CrossRef]
- Lin, W.; Yu, D.; Zhang, C.; Zhang, S.; Tian, Y.; Liu, S.; Luo, M. Multi-objective optimization of machining parameters in multi-pass turning operations for low-carbon manufacturing. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2017, 231, 2372–2383. [Google Scholar] [CrossRef]
- Quan, Z.; Wang, Y.; Ji, Z. Multi-objective optimization scheduling for manufacturing process based on virtual workflow models. Appl. Soft. Comput. 2022, 122, 108786. [Google Scholar] [CrossRef]
- Golkarnarenji, G.; Naebe, M.; Badii, K.; Milani, A.S.; Jamali, A.; Bab-Hadiashar, A.; Jazar, R.N.; Khayyam, H. Multi-Objective Optimization of Manufacturing Process in Carbon Fiber Industry Using Artificial Intelligence Techniques. IEEE Access 2019, 7, 67576–67588. [Google Scholar] [CrossRef]
- O’Toole, L.; Kang, C.-W.; Fang, F.-Z. Precision micro-milling process: State of the art. Adv. Manuf. 2021, 9, 173–205. [Google Scholar] [CrossRef] [PubMed]
- Lu, X.; Zhang, H.; Jia, Z.; Feng, Y.; Liang, S.Y. Cutting parameters optimization for MRR under the constraints of surface roughness and cutter breakage in micro-milling process. J. Mech. Sci. Technol. 2018, 32, 3379–3388. [Google Scholar] [CrossRef]
- Lu, X.; Wang, F.; Xue, L.; Feng, Y.; Liang, S.Y. Investigation of material removal rate and surface roughness using multi-objective optimization for micro-milling of inconel 718. Ind. Lubr. Tribol. 2019, 71, 787–794. [Google Scholar] [CrossRef]
- Yang, J.; Zhang, Y.; Huang, Y.; Lv, J.; Wang, K. Multi-objective optimization of milling process: Exploring trade-off among energy consumption, time consumption and surface roughness. Int. J. Comput. Integr. Manuf. 2022, 36, 219–238. [Google Scholar] [CrossRef]
- Suresh, R.; Basavarajappa, S.; Gaitonde, V.N. Experimental studies on the performance of multilayer coated carbide tool in hard turning of high strength low alloy steel. J. Mater. Res. 2015, 30, 3056–3064. [Google Scholar] [CrossRef]
- Prajina, N.V. Multi Response Optimization of CNC End Milling Using Response Surface Methodology and Desirability Function. 2013. Available online: http://www.irphouse.com (accessed on 22 December 2022).
- Routara, B.C.; Bandyopadhyay, A.; Sahoo, P. Roughness modeling and optimization in CNC end milling using response surface method: Effect of workpiece material variation. Int. J. Adv. Manuf. Technol. 2009, 40, 1166–1180. [Google Scholar] [CrossRef]
- Ratnam, C.; Kumar, K.A.; Murthy, B.S.N.; Rao, K.V. An experimental study on boring of Inconel 718 and multi response optimization of machining parameters using Response Surface Methodology. Mater. Today Proc. 2018, 5, 27123–27129. [Google Scholar] [CrossRef]
- Avinash, S.; Balram, Y.; Babu, B.S.; Venkatramana, G. Multi-response optimization of pulse TIG welding process parameters of welds AISI 304 and Monel 400 using grey relational analysis. Mater. Today Proc. 2019, 19, 296–301. [Google Scholar] [CrossRef]
- Khan, M.A.; Jaffery, S.H.I.; Khan, M.; Alruqi, M. Machinability analysis of Ti-6Al-4V under cryogenic condition. J. Mater. Res. Technol. 2023, 25, 2204–2226. [Google Scholar] [CrossRef]
- Khan, M.A.; Jaffery, S.H.I.; Baqai, A.A.; Khan, M. Comparative analysis of tool wear progression of dry and cryogenic turning of titanium alloy Ti-6Al-4V under low, moderate and high tool wear conditions. Int. J. Adv. Manuf. Technol. 2022, 121, 1269–1287. [Google Scholar] [CrossRef]
- Zaidi, S.R.; Qadir, N.U.; Jaffery, S.H.I.; Khan, M.A.; Khan, M.; Petru, J. Statistical Analysis of Machining Parameters on Burr Formation, Surface Roughness and Energy Consumption during Milling of Aluminium Alloy Al 6061-T6. Materials 2022, 15, 8065. [Google Scholar] [CrossRef]
- Khan, M.A.; Jaffery, S.H.I.; Khan, M. Assessment of sustainability of machining Ti-6Al-4V under cryogenic condition using energy map approach. Eng. Sci. Technol. Int. J. 2023, 41, 101357. [Google Scholar] [CrossRef]
- Baig, A.; Jaffery, S.H.I.; Khan, M.A.; Alruqi, M. Statistical Analysis of Surface Roughness, Burr Formation and Tool Wear in High Speed Micro Milling of Inconel 600 Alloy under Cryogenic, Wet and Dry Conditions. Micromachines 2023, 14, 13. [Google Scholar] [CrossRef]
- Sheheryar, M.; Khan, M.A.; Jaffery, S.H.I.; Alruqi, M.; Khan, R.; Bashir, M.N.; Petru, J. Multi-Objective Optimization of Process Parameters during Micro-Milling of Nickel-Based Alloy Inconel 718 Using Taguchi-Grey Relation Integrated Approach. Materials 2022, 15, 8296. [Google Scholar] [CrossRef]
- Khan, M.A.; Jaffery, S.H.I.; Khan, M.; Younas, M.; Butt, S.I.; Ahmad, R.; Warsi, S. Statistical analysis of energy consumption, tool wear and surface roughness in machining of Titanium alloy (Ti-6Al-4V) under dry, wet and cryogenic conditions. Mech. Sci. 2019, 10, 561–573. [Google Scholar] [CrossRef]
- Khan, M.A.; Jaffery, S.H.I.; Khan, M.; Younas, M.; Butt, S.I.; Ahmad, R.; Warsi, S.S. Multi-objective optimization of turning titanium-based alloy Ti-6Al-4V under dry, wet, and cryogenic conditions using gray relational analysis (GRA). Int. J. Adv. Manuf. Technol. 2020, 106, 3897–3911. [Google Scholar] [CrossRef]
- Peng, Z.; Zhang, X.; Zhang, Y.; Liu, L.; Xu, G.; Wang, G.; Zhao, M. Wear resistance enhancement of Inconel 718 via high-speed ultrasonic vibration cutting and associated surface integrity evaluation under high-pressure coolant supply. Wear 2023, 530–531, 205027. [Google Scholar] [CrossRef]
- Peng, Z.; Zhang, X.; Liu, L.; Xu, G.; Wang, G.; Zhao, M. Effect of high-speed ultrasonic vibration cutting on the microstructure, surface integrity, and wear behavior of titanium alloy. J. Mater. Res. Technol. 2023, 24, 3870–3888. [Google Scholar] [CrossRef]
- Zhang, Y.; Yuan, S.; Yang, X.; Gao, W.; Zhang, M.; Peng, Z. Dry Hard Turning versus Grinding—The Influence of Machining-Induced Surface Integrity on Fatigue Performance. Coatings 2023, 13, 809. [Google Scholar] [CrossRef]
- Wang, G.; Sang, X.; Zhang, Y.; Zhao, M.; Xu, G.; Peng, Z. Carburization-induced microstructure evolution and hardening mechanism of 18CrNiMo7-6 steel. J. Mater. Res. Technol. 2023, 25, 1649–1661. [Google Scholar] [CrossRef]
- Mukkoti, V.V.; Sankaraiah, G.; Yohan, M. Effect of cryogenic treatment of tungsten carbide tools on cutting force and power consumption in CNC milling process. Prod. Manuf. Res. 2018, 6, 149–170. [Google Scholar] [CrossRef] [Green Version]
- Hashimura, M.; Hassamontr, J.; Dornfeld, D.A. Effect of In-Plane Exit Angle and Rake Angles on Burr Height and Thickness in Face Milling Operation. J. Manuf. Sci. Eng. 1999, 121, 13–19. [Google Scholar] [CrossRef]
- Ginting, A.; Nouari, M. Surface integrity of dry machined titanium alloys. Int. J. Mach. Tools Manuf. 2009, 49, 325–332. [Google Scholar] [CrossRef]
- Ulutan, D.; Ozel, T. Machining induced surface integrity in titanium and nickel alloys: A review. Int. J. Mach. Tools Manuf. 2011, 51, 250–280. [Google Scholar] [CrossRef]
- Warsi, S.S.; Agha, M.H.; Ahmad, R.; Jaffery, S.H.I.; Khan, M. Sustainable turning using multi-objective optimization: A study of Al 6061 T6 at high cutting speeds. Int. J. Adv. Manuf. Technol. 2019, 100, 843–855. [Google Scholar] [CrossRef]
- Rahman, M.A.; Ali, M.Y.; Khairuddin, A.S. Effects on Vibration and Surface Roughness in High Speed Micro End-Milling of Inconel 718 with Minimum Quantity Lubrication. IOP Conf. Ser. Mater. Sci. Eng. 2017, 184, 012037. [Google Scholar] [CrossRef]
- Jaffery, S.H.I.; Khan, M.; Ali, L.; Mativenga, P.T. Statistical analysis of process parameters in micromachining of Ti-6Al-4V alloy. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2016, 230, 1017–1034. [Google Scholar] [CrossRef]
- Niagra Cutter. Available online: https://www.niagaracutter.com/speedfeed?catalog=solidcarbide&category=speedfeed.html&cwd=/ (accessed on 21 June 2021).
- Țîțu, M.A.; Pop, A.B. Contribution on Taguchi’s Method Application on the Surface Roughness Analysis in End Milling Process on 7136 Aluminium Alloy. IOP Conf. Ser. Mater. Sci. Eng. 2016, 161, 012014. [Google Scholar] [CrossRef]
- Takács, M.; Verő, B. Actual Feed Rate per Tooth at Micro Milling. Mater. Sci. Forum 2007, 537–538, 695–700. [Google Scholar] [CrossRef]
- Wang, W.; Kweon, S.H.; Yang, S.H. A study on roughness of the micro-end-milled surface produced by a miniatured machine tool. J. Mater. Process. Technol. 2005, 162–163, 702–708. [Google Scholar] [CrossRef]
- Vázquez, E.; Rodríguez, C.A.; Elías-Zúñiga, A.; Ciurana, J. An experimental analysis of process parameters to manufacture metallic micro-channels by micro-milling. Int. J. Adv. Manuf. Technol. 2010, 51, 945–955. [Google Scholar] [CrossRef]
- Thakur, D.G.; Ramamoorthy, B.; Vijayaraghavan, L. Study on the machinability characteristics of superalloy Inconel 718 during high speed turning. Mater. Des. 2009, 30, 1718–1725. [Google Scholar] [CrossRef]
- Muhammad, A.; Gupta, M.K.; Mikołajczyk, T.; Pimenov, D.Y.; Giasin, K. Effect of Tool Coating and Cutting Parameters on Surface Roughness and Burr Formation during Micromilling of Inconel 718. Metals 2021, 11, 167. [Google Scholar] [CrossRef]
- Platt, T.; Meijer, A.; Biermann, D. Conduction-Based Thermally Assisted Micromilling Process for Cutting Difficult-to-Machine Materials. J. Manuf. Mater. Process. 2020, 4, 34. [Google Scholar] [CrossRef]
- Hou, J.; Zhou, W.; Duan, H.; Yang, G.; Xu, H.; Zhao, N. Influence of cutting speed on cutting force, flank temperature, and tool wear in end milling of Ti-6Al-4V alloy. Int. J. Adv. Manuf. Technol. 2014, 70, 1835–1845. [Google Scholar] [CrossRef]
- Arias, E.R.; Mecanico, I. Analysis of Surface Roughness for End Milling Operations. Master’s Thesis, Texas Tech University, Lubbock, TX, USA, May 1983. [Google Scholar]
- Chandiramani, K.L.; Cook, N.H. Investigations on the Nature of Surface Finish and Its Variation with Cutting Speed. J. Eng. Ind. 1964, 86, 134–140. [Google Scholar] [CrossRef]
- Gao, Q.; Gong, Y.; Zhou, Y.; Wen, X. Experimental study of micro-milling mechanism and surface quality of a nickel-based single crystal superalloy. J. Mech. Sci. Technol. 2017, 31, 171–180. [Google Scholar] [CrossRef]
- Lu, X.; Wang, F.; Wang, X.; Lu, Y.; Si, L. A surface roughness prediction model using response surface methodology in micro-milling Inconel 718. Int. J. Mach. Mach. Mater. 2017, 19, 230. [Google Scholar] [CrossRef]
- Lu, X.; Jia, Z.; Wang, H.; Feng, Y.; Liang, S.Y. The effect of cutting parameters on micro-hardness and the prediction of Vickers hardness based on a response surface methodology for micro-milling Inconel 718. Measurement 2019, 140, 56–62. [Google Scholar] [CrossRef]
- Peng, F.Y.; Dong, Q.; Yan, R.; Zhou, L.; Zhan, C. Analytical modeling and experimental validation of residual stress in micro-end-milling. Int. J. Adv. Manuf. Technol. 2016, 87, 3411–3424. [Google Scholar] [CrossRef]
- Xavier, J.F.; Ravi, B.; Jayabalakrishnan, D.; Ezilarasan, C.; Jayaseelan, V.; Elias, G. Experimental Study on Surface Roughness and Flank Wear in Turning of Nimonic C263 under Dry Cutting Conditions. J. Nanomater. 2021, 2021, 2054399. [Google Scholar] [CrossRef]
- Wang, M.-Y.; Chang, H.-Y. Experimental study of surface roughness in slot end milling AL2014-T6. Int. J. Mach. Tools Manuf. 2004, 44, 51–57. [Google Scholar] [CrossRef]
- Savković, B.; Kovač, P.; Stoić, A.; Dudić, B. Optimization of Machining Parameters Using the Taguchi and ANOVA Analysis in the Face Milling of Aluminum Alloys AL7075. Teh. Vjesn.-Tech. Gaz. 2020, 27, 1221–1228. [Google Scholar] [CrossRef]
- Fountas, N.; Krimpenis, A.; Vaxevanidis, N.M.; Davim, J.P. Single and Multi-objective Optimization Methodologies in CNC Machining. In Statistical and Computational Techniques in Manufacturing; Springer: Berlin/Heidelberg, Germany, 2012; pp. 187–218. [Google Scholar] [CrossRef]
- Rao, R.V. Modeling and Optimization of Machining Processes; Springer: London, UK, 2011; pp. 55–175. [Google Scholar] [CrossRef]
- Deng, J. Introduction to Grey System Theory. J. Grey Syst. 1989, 1, 1–24. [Google Scholar]
- Deng, L.; Cai, C.S. Bridge Model Updating Using Response Surface Method and Genetic Algorithm. J. Bridge Eng. 2010, 15, 553–564. [Google Scholar] [CrossRef]
- Myers, R.H.; Montgomery, D.C.; Anderson-Cook, C.M. Response Surface Methodology: Process and Product Optimization Using Designed Experiments, 4th ed.; John Wiley & Sons: New York, NY, USA, 2016. [Google Scholar]
- Gupta, M.K.; Sood, P.K.; Sharma, V.S. Machining Parameters Optimization of Titanium Alloy using Response Surface Methodology and Particle Swarm Optimization under Minimum-Quantity Lubrication Environment. Mater. Manuf. Process. 2016, 31, 1671–1682. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Level | ||||
|---|---|---|---|---|---|
| Description | Symbol | Unit | I | II | III |
| Feed | f | µm tooth−1 | 0.25 | 0.45 | 0.65 |
| Cutting Speed | Vc | m min−1 | 25 | 50 | 75 |
| Depth of Cut | ap | µm | 30 | 60 | 90 |
| Factors | Measured Responses | ||||||
|---|---|---|---|---|---|---|---|
| Exp. No | Feed (µm/tooth) | Cutting Speed (m/min) | Depth of Cut (µm) | Surface Roughness Ra (nm) | Burr Width (DM) | Burr Length | Tool Flank Wear (µm) |
| f | Vc | ap | Down Milling (µm) | ||||
| Levels | |||||||
| 1 | I | I | I | 38.885 | 517.875 | 526.126 | 15.915 |
| 2 | I | II | II | 46.330 | 427.475 | 462.336 | 18.640 |
| 3 | I | III | III | 42.675 | 471.000 | 375.786 | 22.625 |
| 4 | II | II | III | 38.290 | 375.500 | 386.138 | 16.815 |
| 5 | II | III | I | 64.420 | 169.095 | 291.920 | 15.710 |
| 6 | II | I | II | 36.365 | 390.185 | 136.889 | 8.700 |
| 7 | III | III | II | 72.585 | 173.655 | 260.812 | 18.985 |
| 8 | III | II | III | 60.210 | 349.500 | 265.488 | 9.325 |
| 9 | III | I | I | 67.970 | 200.000 | 207.358 | 13.010 |
| Input Parameters | Responses | |||||||
|---|---|---|---|---|---|---|---|---|
| Surface Roughness | Burr Width | Burr Length | Tool Flank Wear | |||||
| Best | Worst | Best | Worst | Best | Worst | Best | Worst | |
| Feed (µm/tooth) | 0.25 | 0.65 | 0.65 | 0.25 | 0.65 | 0.25 | 0.65 | 0.25 |
| Cutting Speed (m/min) | 25 | 75 | 75 | 25 | 25 | 45 | 25 | 75 |
| Depth of Cut (µm) | 90 | 30 | 30 | 90 | 60 | 90 | 30 | 90 |
| Exp. No. | Normalized Data | |||
|---|---|---|---|---|
| Surface Roughness Ra (nm) | Burr Width | Burr Length | Tool Flank Wear (µm) | |
| Down Milling (µm) | ||||
| 1 | 0.930 | 0.000 | 0.000 | 0.482 |
| 2 | 0.725 | 0.259 | 0.164 | 0.286 |
| 3 | 0.826 | 0.134 | 0.386 | 0.000 |
| 4 | 0.947 | 0.408 | 0.360 | 0.417 |
| 5 | 0.225 | 1.000 | 0.602 | 0.497 |
| 6 | 1.000 | 0.366 | 1.000 | 1.000 |
| 7 | 0.000 | 0.987 | 0.682 | 0.261 |
| 8 | 0.342 | 0.483 | 0.670 | 0.955 |
| 9 | 0.127 | 0.911 | 0.819 | 0.690 |
| Exp. No | Deviation Sequence | Gray Relational Coefficient (GRC) | ||||||
|---|---|---|---|---|---|---|---|---|
| Surface Roughness Ra (nm) | Burr Width | Burr Length | Tool Flank Wear (µm) | Surface Roughness Ra (nm) | Burr Width | Burr Length | Tool Flank Wear (µm) | |
| Down Milling (µm) | Down Milling (µm) | |||||||
| 1 | 0.070 | 1.000 | 1.000 | 0.518 | 0.878 | 0.333 | 0.333 | 0.491 |
| 2 | 0.275 | 0.741 | 0.836 | 0.714 | 0.645 | 0.403 | 0.374 | 0.412 |
| 3 | 0.174 | 0.866 | 0.614 | 1.000 | 0.742 | 0.366 | 0.449 | 0.333 |
| 4 | 0.053 | 0.592 | 0.640 | 0.583 | 0.904 | 0.458 | 0.438 | 0.462 |
| 5 | 0.775 | 0.000 | 0.398 | 0.503 | 0.392 | 1.000 | 0.557 | 0.498 |
| 6 | 0.000 | 0.634 | 0.000 | 0.000 | 1.000 | 0.441 | 1.000 | 1.000 |
| 7 | 1.000 | 0.013 | 0.318 | 0.739 | 0.333 | 0.975 | 0.611 | 0.404 |
| 8 | 0.658 | 0.517 | 0.330 | 0.045 | 0.432 | 0.492 | 0.602 | 0.918 |
| 9 | 0.873 | 0.089 | 0.181 | 0.310 | 0.364 | 0.849 | 0.734 | 0.618 |
| Exp. No | Gray Relational Grade: G | Rank |
|---|---|---|
| 1 | 0.509 | 7 |
| 2 | 0.459 | 9 |
| 3 | 0.473 | 8 |
| 4 | 0.566 | 6 |
| 5 | 0.612 | 3 |
| 6 | 0.860 | 1 |
| 7 | 0.581 | 5 |
| 8 | 0.611 | 4 |
| 9 | 0.641 | 2 |
| Parameters | Levels | Rank | ||
|---|---|---|---|---|
| I | II | III | ||
| 0.480 | 0.679 | 0.611 | 1 (0.199) | |
| Vc | 0.670 | 0.545 | 0.555 | 2 (0.125) |
| ap | 0.587 | 0.633 | 0.550 | 3 (0.084) |
| Source of Variation | DF | Seq SS | Contribution Ratio | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|---|---|
| Model | 8 | 0.174541 | 94.40% | 0.174541 | 0.021818 | 18.97 | 0.000 |
| Linear | 3 | 0.075764 | 40.98% | 0.098526 | 0.032842 | 28.55 | 0.000 |
| (µm/tooth) | 1 | 0.044525 | 24.08% | 0.044525 | 0.044525 | 38.71 | 0.000 |
| Vc (m/min) | 1 | 0.027031 | 14.62% | 0.041426 | 0.041426 | 36.02 | 0.000 |
| ap (µm) | 1 | 0.004209 | 2.28% | 0.003329 | 0.003329 | 2.89 | 0.123 |
| Square | 3 | 0.075339 | 40.75% | 0.087673 | 0.029224 | 25.41 | 0.000 |
| 2 | 1 | 0.056337 | 30.47% | 0.056337 | 0.056337 | 48.98 | 0.000 |
| Vc2 | 1 | 0.005050 | 2.73% | 0.015192 | 0.015192 | 13.21 | 0.005 |
| ap2 | 1 | 0.013952 | 7.55% | 0.012245 | 0.012245 | 10.65 | 0.010 |
| 2-Way Interaction | 2 | 0.023438 | 12.68% | 0.023438 | 0.011719 | 10.19 | 0.005 |
| × Vc | 1 | 0.008203 | 4.44% | 0.000280 | 0.000280 | 0.24 | 0.634 |
| × ap | 1 | 0.015235 | 8.24% | 0.015235 | 0.015235 | 13.25 | 0.005 |
| Error | 9 | 0.010352 | 5.60% | 0.010352 | 0.001150 | ||
| Total | 17 | 0.184893 | 100.00% |
| Process Parameters | Process Output/Responses | ||||||
|---|---|---|---|---|---|---|---|
| f | Vc | ap | Ra | Burr Width | Burr Length | Tool Flank Wear | |
| Best run | 0.45 | 25 | 60 | 36.36 | 390.19 | 136.88 | 8.7 |
| Optimized run | 0.53 | 25 | 46.96 | 30.50 | 248.73 | 111.68 | 7.43 |
| % Reduction | 16.11 | 36.25 | 18.41 | 14.60 | |||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khan, M.A.; Jaffery, S.H.I.; Khan, M.A.; Faraz, M.I.; Mufti, S. Multi-Objective Optimization of Micro-Milling Titanium Alloy Ti-3Al-2.5V (Grade 9) Using Taguchi-Grey Relation Integrated Approach. Metals 2023, 13, 1373. https://doi.org/10.3390/met13081373
Khan MA, Jaffery SHI, Khan MA, Faraz MI, Mufti S. Multi-Objective Optimization of Micro-Milling Titanium Alloy Ti-3Al-2.5V (Grade 9) Using Taguchi-Grey Relation Integrated Approach. Metals. 2023; 13(8):1373. https://doi.org/10.3390/met13081373
Chicago/Turabian StyleKhan, Muhammad Ayyaz, Syed Husain Imran Jaffery, Muhammad Ali Khan, Muhammad Iftikhar Faraz, and Sachhal Mufti. 2023. "Multi-Objective Optimization of Micro-Milling Titanium Alloy Ti-3Al-2.5V (Grade 9) Using Taguchi-Grey Relation Integrated Approach" Metals 13, no. 8: 1373. https://doi.org/10.3390/met13081373
APA StyleKhan, M. A., Jaffery, S. H. I., Khan, M. A., Faraz, M. I., & Mufti, S. (2023). Multi-Objective Optimization of Micro-Milling Titanium Alloy Ti-3Al-2.5V (Grade 9) Using Taguchi-Grey Relation Integrated Approach. Metals, 13(8), 1373. https://doi.org/10.3390/met13081373