
Micro End Mill Capability Improvement Due to Processing by Fast Argon Atoms and Deposition of Wear-Resistant Coating





Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Setup
2.2. Characterization of the Samples
3. Results
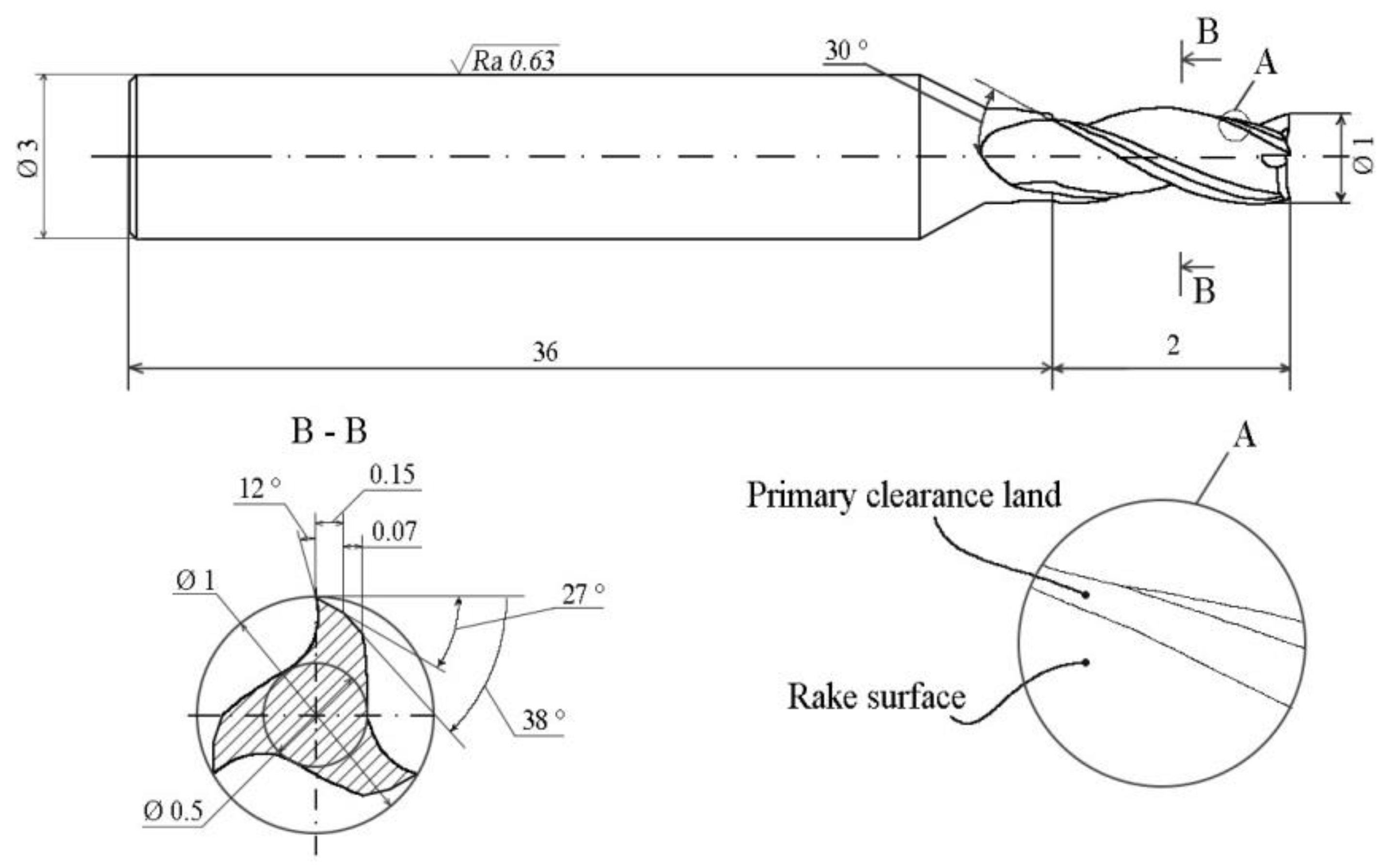
3.1. Sharpening Cutting Edges of Micro End Mills
3.2. Deposition of Wear-Resistant Coatings
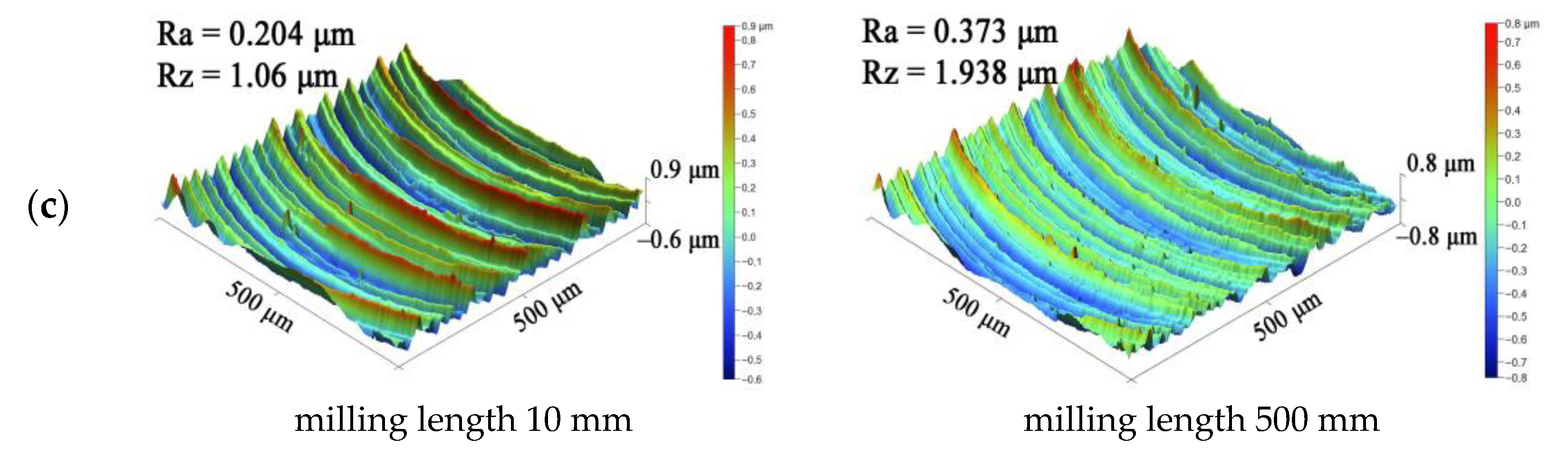
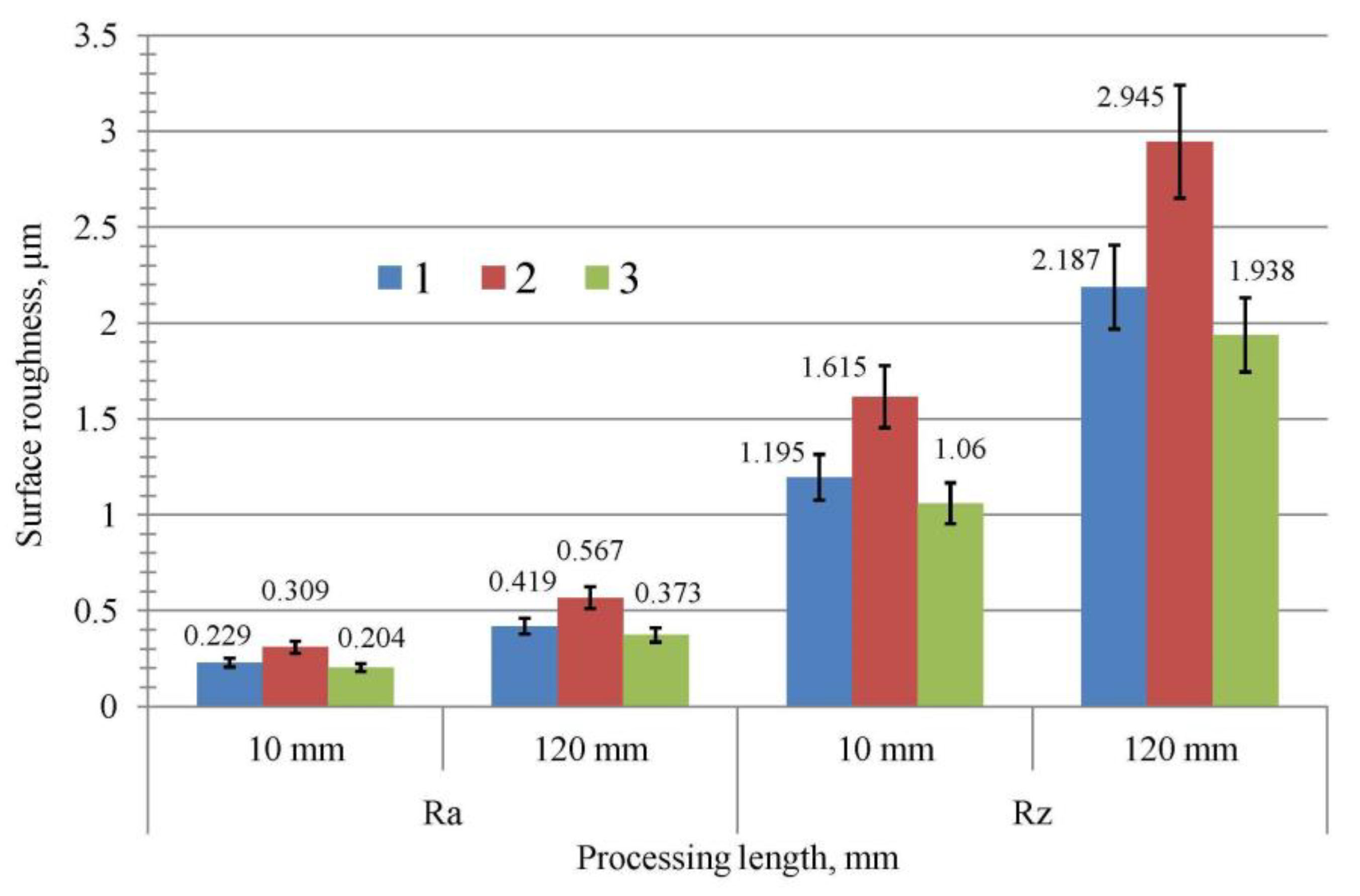
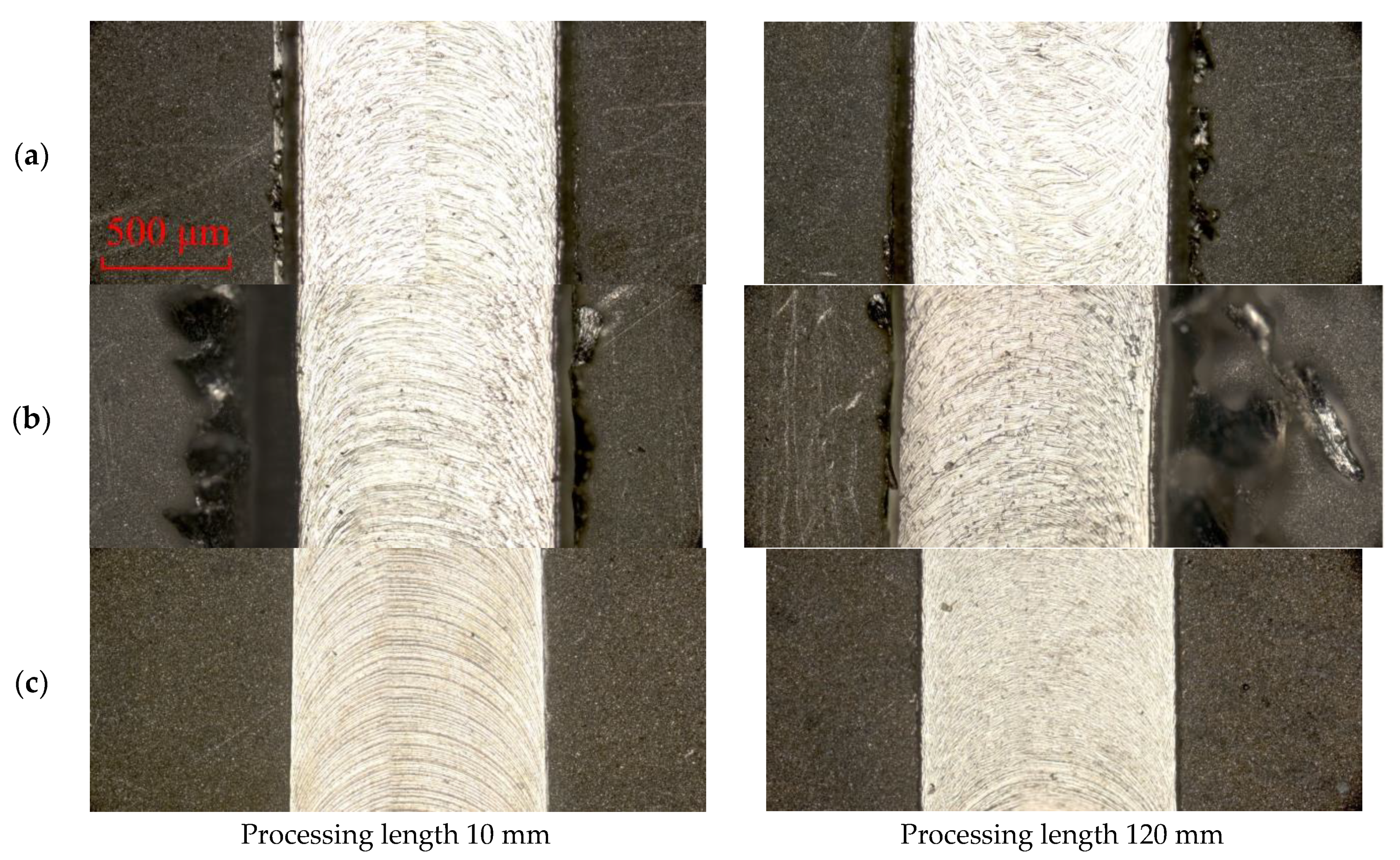
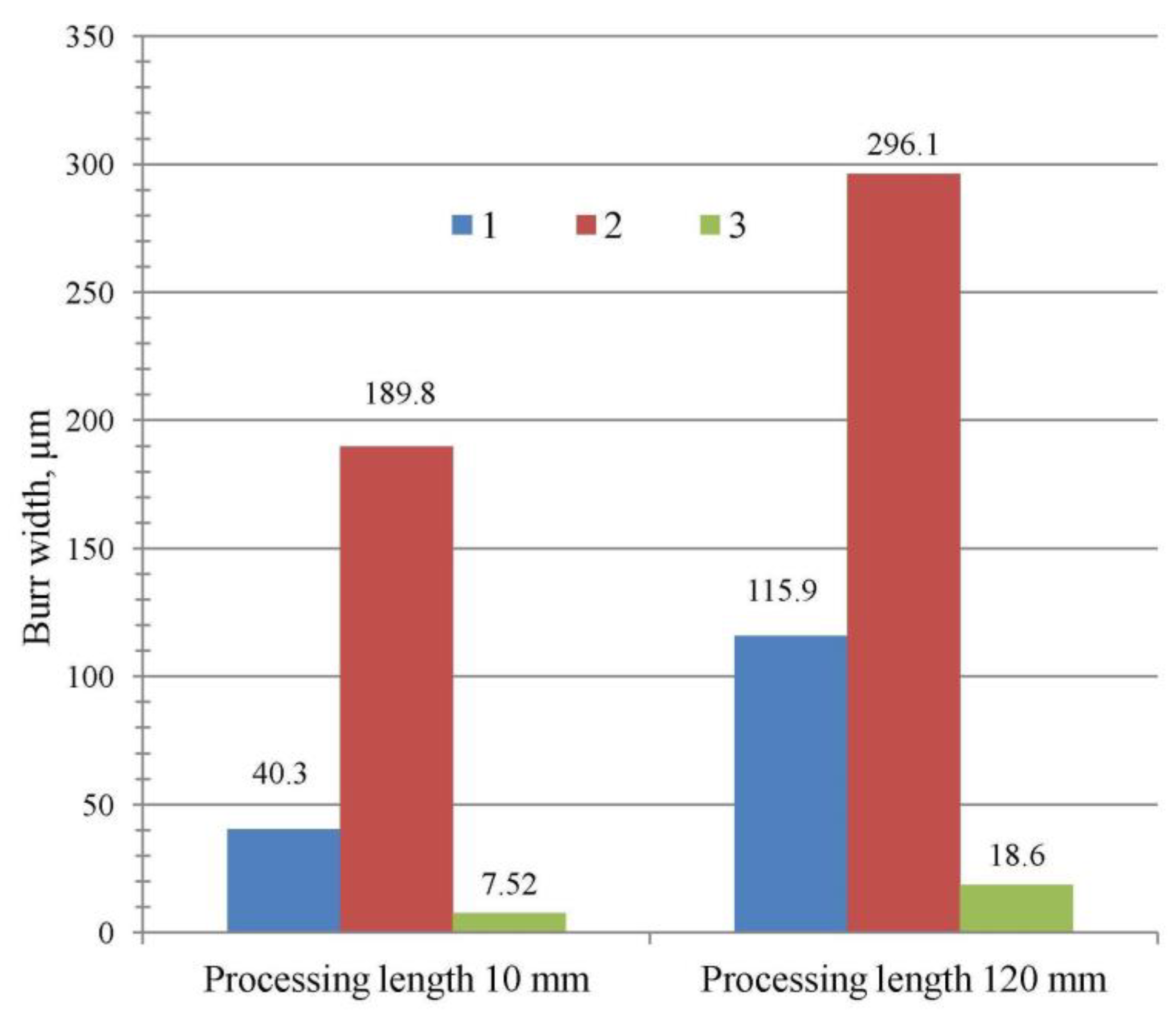
3.3. Performance of Modified Micro End Mills
3.4. Influence of Combined Modification on Wear Resistance of Carbide Micro End Mills
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sahoo, P.; Patra, K. Cumulative reduction of friction and size effects in micro milling through proper selection of coating thickness of TiAlN coated tool. J. Manuf. Process. 2021, 67, 635–654. [Google Scholar] [CrossRef]
- Balázs, B.Z.; Takács, M. A comparative analysis of characteristics of cutting forces at micro-milling of hardened steels. IOP Conf. Ser. Mater. Sci. Eng. 2020, 903, 012056. [Google Scholar] [CrossRef]
- Bohley, M.; Reichenbach, I.G.; Kieren-Ehses, S.; Heberger, L.; Arrabiyeh, P.A.; Merz, R.; Böhme, L.; Hering, J.; Kirsch, B.; Kopnarski, M.; et al. Coating of Ultra-Small Micro End Mills: Analysis of Performance and Suitability of Eight Different Hard-Coatings. J. Manuf. Mater. Process. 2018, 2, 22. [Google Scholar] [CrossRef] [Green Version]
- Alhadeff, L.; Marshall, M. Applying experimental micro-tool wear measurement techniques to industrial environments. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2021, 235, 1588–1601. [Google Scholar] [CrossRef]
- Srinivas, M.S.; Sangeeth, P.; Venkaiah, N.; Sankar, M.R. State of the art on tool wear characterization in micro-milling. Mater. Today Proc. 2023; in press. [Google Scholar] [CrossRef]
- Saha, S.; Kumar, A.S.; Malayath, G.; Deb, S.; Bandyopadhyay, P.P. Energy balance model to predict the critical edge radius for adhesion formation with tool wear during micro-milling. J. Manuf. Process. 2023, 93, 219–238. [Google Scholar] [CrossRef]
- Sorgato, M.; Bertolini, R.; Bruschi, S. On the correlation between surface quality and tool wear in micro–milling of pure copper. J. Manuf. Process. 2020, 50, 547–560. [Google Scholar] [CrossRef]
- Krishnan, N.A.; Mathew, J. Studies on wear behaviour of AlTiN-coated WC tool and machined surface quality in micro end milling of Inconel 718. Int. J. Adv. Manuf. Technol. 2020, 110, 291–307. [Google Scholar] [CrossRef]
- Chen, N.; Li, H.N.; Wu, J.; Li, Z.; Li, L.; Liu, G.; He, N. Advances in micro milling: From tool fabrication to process outcomes. Int. J. Mach. Tools Manuf. 2021, 160, 103670. [Google Scholar] [CrossRef]
- Sahoo, P.; Patra, K.; Szalay, T.; Dyakonov, A. Determination of minimum uncut chip thickness and size effects in micro-milling of P-20 die steel using surface quality and process signal parameters. Int. J. Adv. Manuf. Technol. 2020, 106, 4675–4691. [Google Scholar] [CrossRef]
- Sahoo, P.; Patra, K.; Pimenov, D.Y. Enhancement of micro milling performance by abrasion-resistant coated tools with optimized thin-film thickness: Analytical and experimental characterization. Int. J. Adv. Manuf. Technol. 2022, 120, 2993–3015. [Google Scholar] [CrossRef]
- Liu, T.; Liu, Y.; Zhang, K. An improved cutting force model in micro-milling considering the comprehensive effect of tool runout, size effect, and tool wear. Int. J. Adv. Manuf. Technol. 2022, 120, 659–668. [Google Scholar] [CrossRef]
- Chen, Y.; Wang, T.; Zhang, G. Research on Parameter Optimization of Micro-Milling Al7075 Based on Edge-Size-Effect. Micromachines 2020, 11, 197. [Google Scholar] [CrossRef] [Green Version]
- Sahoo, P.; Pratap, T.; Patra, K. Prediction of Cutting Forces in Micro-Milling of P-20 Steel by TiAlN-Coated WC Tool: An Analytical Approach. In Advances in Simulation, Product Design and Development; Lecture Notes on Multidisciplinary Industrial Engineering; Shunmugam, M., Kanthababu, M., Eds.; Springer: Singapore, 2020. [Google Scholar] [CrossRef]
- Wu, X.; Liu, L.; Du, M.; Shen, J.; Jiang, F.; Li, Y.; Lin, Y. Experimental study on the minimum undeformed chip thickness based on effective rake angle in micro milling. Micromachines 2020, 11, 924. [Google Scholar] [CrossRef]
- Grigoriev, S.; Vereschaka, A.; Milovich, F.; Tabakov, V.; Sitnikov, N.; Andreev, N.; Sviridova, T.; Bublikov, J. Investigation of multicomponent nanolayer coatings based on nitrides of Cr, Mo, Zr, Nb, and Al. Surf. Coat. Technol. 2020, 401, 126258. [Google Scholar] [CrossRef]
- Vereschaka, A.; Grigoriev, S.; Tabakov, V.; Migranov, M.; Sitnikov, N.; Milovich, F.; Andreev, N. Influence of the Nanostructure of Ti-TiN-(Ti,Al,Cr)N Multilayer Composite Coating on Tribological Properties and Cutting Tool Life. Tribol. Int. 2020, 150, 106388. [Google Scholar] [CrossRef]
- Grigoriev, S.; Vereschaka, A.; Zelenkov, V.; Sitnikov, N.; Bublikov, J.; Milovich, F.; Andreev, N.; Mustafaev, E. Specific features of the structure and properties of arc-PVD coatings depending on the spatial arrangement of the sample in the chamber. Vacuum 2022, 200, 111047. [Google Scholar] [CrossRef]
- Chen, L.; Deng, D.; Pi, G.; Huang, X.; Zhou, W. Burr formation and surface roughness characteristics in micro-milling of microchannels. Int. J. Adv. Manuf. Technol. 2020, 111, 1277–1290. [Google Scholar] [CrossRef]
- Han, J.; Hao, X.; Li, L.; Liu, L.; Chen, N.; Zhao, G.; He, N. Investigation on surface quality and burr generation of high aspect ratio (HAR) micro-milled grooves. J. Manuf. Process. 2020, 52, 35–43. [Google Scholar] [CrossRef]
- Wang, T.; Wu, X.; Zhang, G.; Chen, Y.; Xu, B.; Ruan, S. Study on surface roughness and top burr of micro-milled Zr-based bulk metallic glass in shear dominant zone. Int. J. Adv. Manuf. Technol. 2020, 107, 4287–4299. [Google Scholar] [CrossRef]
- Deng, D.; Zhang, Z.; Wan, W.; Ma, Q.; Sun, J. Investigation on burr formation characteristics in micro milling of Ω-shaped reentrant microchannels. J. Manuf. Process. 2022, 80, 754–764. [Google Scholar]
- Muhammad, A.; Kumar Gupta, M.; Mikołajczyk, T.; Pimenov, D.Y.; Giasin, K. Effect of tool coating and cutting parameters on surface roughness and burr formation during micromilling of inconel 718. Metals 2021, 11, 167. [Google Scholar] [CrossRef]
- Grigoriev, S.; Melnik, Y.; Metel, A. Broad fast neutral molecule beam sources for industrial-scale beam-assisted deposition. Surf. Coat. Technol. 2002, 156, 44–49. [Google Scholar] [CrossRef]
- Metel, A.; Bolbukov, V.; Volosova, M.; Grigoriev, S.; Melnik, Y. Source of metal atoms and fast gas molecules for coating deposition on complex shaped dielectric products. Surf. Coat. Technol. 2013, 225, 34–39. [Google Scholar] [CrossRef]
- Vereschaka, A.; Grigoriev, S.; Milovich, F.; Sitnikov, N.; Migranov, M.; Andreev, N.; Bublikov, J.; Sotova, C. Investigation of tribological and functional properties of Cr,Mo-(Cr,Mo)N-(Cr,Mo,Al)N multilayer composite coating. Tribol. Int. 2021, 155, 106804. [Google Scholar] [CrossRef]
- Vereschaka, A.; Volosova, M.; Chigarev, A.; Sitnikov, N.; Ashmarin, A.; Sotova, C.; Bublikov, J.; Lytkin, D. Influence of the Thickness of a Nanolayer Composite Coating on Values of Residual Stress and the Nature of Coating Wear. Coatings 2020, 10, 63. [Google Scholar] [CrossRef] [Green Version]
- Grigoriev, S.; Volosova, M.; Mosyanov, M.; Fedorov, S. The Study of Radius End Mills with TiB2 Coating When Milling a Nickel Alloy. Materials 2023, 16, 2535. [Google Scholar] [CrossRef]
- McDaniel, E.W. Collision Phenomena in Ionized Gases; Willey: New York, NY, USA, 1964. [Google Scholar]
- Phelps, A.V. Cross sections and swarm coefficients for nitrogen ions and neutrals in N2 and argon ions and neutrals in Ar for energies from 0.1 eV to 10 keV. J. Phys. Chem. Ref. Data 1991, 20, 557–573. [Google Scholar] [CrossRef]
- Phelps, A.V.; Greene, C.H.; Burke, J.P. Collision cross sections for argon atoms with argon atoms for energies from 0.01 eV to 10 keV. J. Phys. B At. Mol. Opt. Phys. 2000, 33, 2965–2981. [Google Scholar] [CrossRef]
- Uhlmann, E.; Oberschmidt, D.; Kuche, Y.; Löwenstein, A. Cutting Edge Preparation of Micro Milling Tools. Procedia CIRP 2014, 14, 349–354. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Microhardness, GPa | Friction Coefficient at 20 °C | Friction Coefficient at 800 °C | Thermal Stability, °C |
|---|---|---|---|---|
| WC | 15 ± 0.3 | 0.65 | 1.1 | 900 |
| TiB2 | 29 ± 1.5 | 0.38 | 0.66 | 950 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Grigoriev, S.; Metel, A.; Mustafaev, E.; Melnik, Y.; Volosova, M. Micro End Mill Capability Improvement Due to Processing by Fast Argon Atoms and Deposition of Wear-Resistant Coating. Metals 2023, 13, 1404. https://doi.org/10.3390/met13081404
Grigoriev S, Metel A, Mustafaev E, Melnik Y, Volosova M. Micro End Mill Capability Improvement Due to Processing by Fast Argon Atoms and Deposition of Wear-Resistant Coating. Metals. 2023; 13(8):1404. https://doi.org/10.3390/met13081404
Chicago/Turabian StyleGrigoriev, Sergey, Alexander Metel, Enver Mustafaev, Yury Melnik, and Marina Volosova. 2023. "Micro End Mill Capability Improvement Due to Processing by Fast Argon Atoms and Deposition of Wear-Resistant Coating" Metals 13, no. 8: 1404. https://doi.org/10.3390/met13081404