
Stepwise Laser Cladding of TiNbZr and TiTaZr Medium-Entropy Alloys on Pure Ti Substrate

Abstract
1. Introduction
2. Materials and Methods
3. Results
3.1. Microstructural Characteristics
3.2. Hardness and Wear Resistance
4. Discussion
4.1. Phase Formation in the MEA Cladding Layers
4.2. Microstructure and Corresponding Surface Properties
5. Conclusions
- (1)
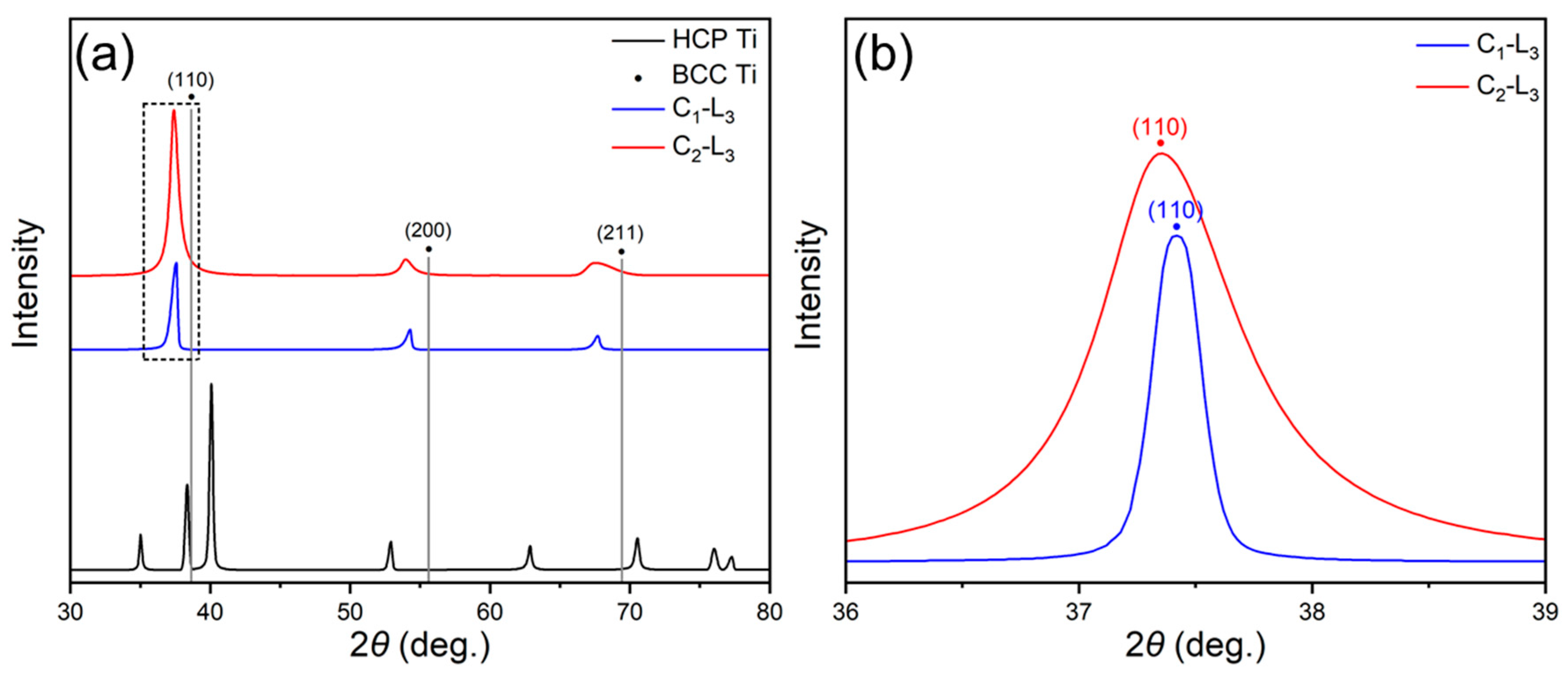
- The TiNbZr and the TiTaZr MEA layers fabricated by stepwise laser cladding on pure HCP Ti substrates were comprised of a single BCC solid-solution phase with irregular-shaped grains. The phase formation preference of the two MEA cladding layers meets the criteria for the formation of single BCC solid-solution phase in multicomponent alloys.
- (2)
- The TiNbZr and the TiTaZr MEA layers possessed higher microhardness than the Ti substrates, reaching 450 ± 30 HV0.2 and 513 ± 27 HV0.2, respectively. The enhanced hardness was mainly attributed to the effect of BCC solid-solution strengthening and residual stress. The refined grains with denser dendrite subgrain structures in the TiTaZr layer gave rise to a stronger hardening effect than the grains with cellular structures in the TiNbZr layer.
- (3)
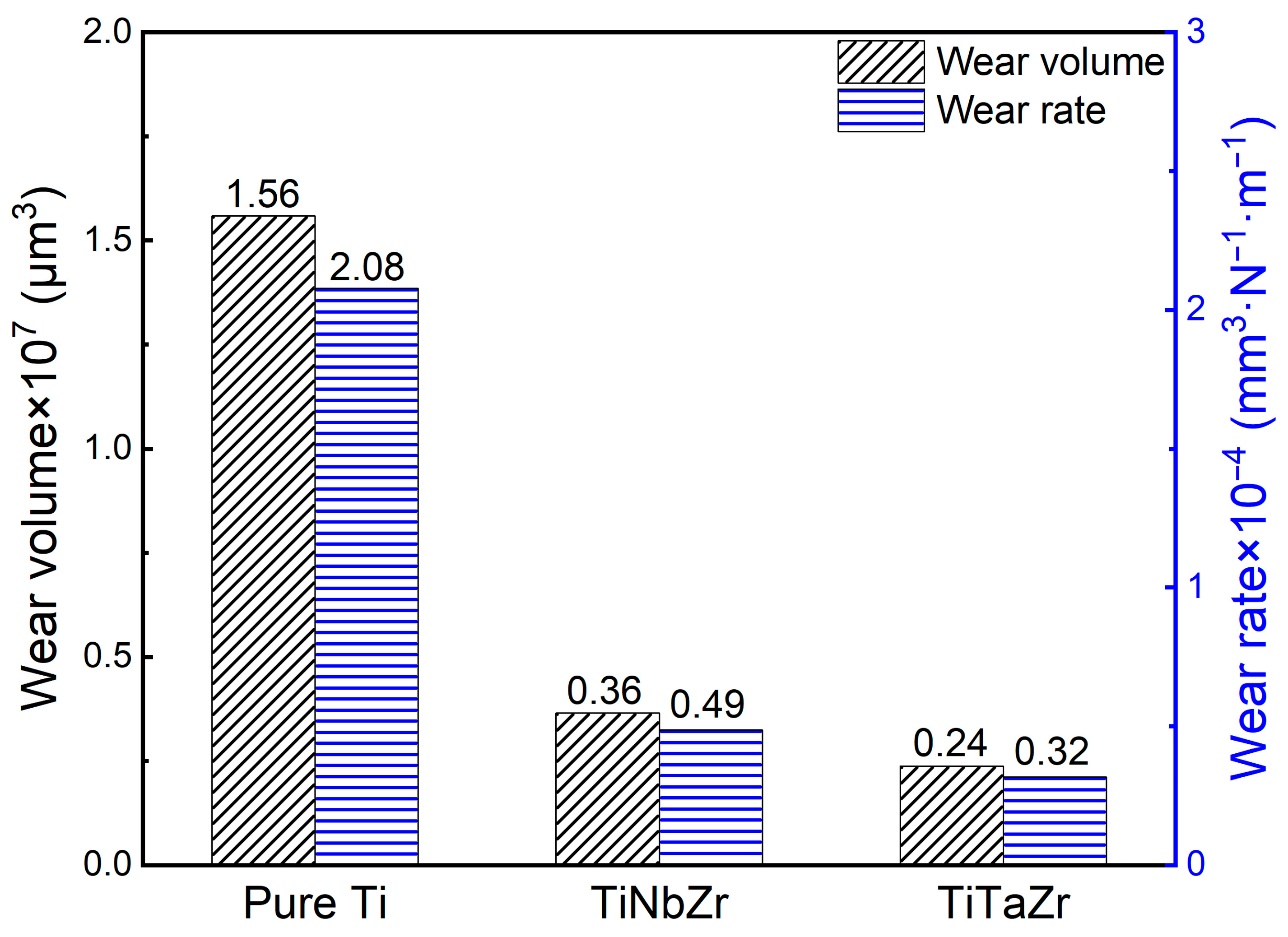
- Thanks to the improvement of the surface hardness by the MEA layers, the specific wear rate decreased from 2.08 × 10−4 mm3·N−1·m−1 (Ti substrate) to 0.49 × 10−4 mm3·N−1·m−1 (TiNbZr layer). The hardest TiTaZr layer had the best wear resistance with the lowest wear rate of 0.32 × 10−4 mm3·N−1·m−1. The increasing hardness led to a change in the primary wear mechanisms from adhesive wear to abrasive wear.
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Banerjee, D.; Williams, J.C. Perspectives on Titanium Science and Technology. Acta Mater. 2013, 61, 844–879. [Google Scholar] [CrossRef]
- Hao, Y.L.; Li, S.J.; Yang, R. Biomedical titanium alloys and their additive manufacturing. Rare Metals. 2016, 35, 661–671. [Google Scholar] [CrossRef]
- Zhang, L.C.; Chen, L.Y. A Review on Biomedical Titanium Alloys: Recent Progress and Prospect. Adv. Eng. Mater. 2019, 21, 1801215. [Google Scholar] [CrossRef]
- Gepreel, M.A.-H.; Niinomi, M. Biocompatibility of Ti-alloys for long-term implantation. J. Mech. Behav. Biomed. Mater. 2013, 20, 407–415. [Google Scholar] [CrossRef] [PubMed]
- Wang, T.T.; Zeng, L.G.; Li, Z.J.; Chai, L.J.; Cheng, T.J.; Zhang, L.; Fallah, V.; Dong, Q.S.; Yao, Z.W. Influences of Laser Surface Alloying with Cr on Microstructural Characteristics and Hardness of Pure Ti. Metall. Mater. Trans. A 2019, 50, 3794–3804. [Google Scholar] [CrossRef]
- Zhang, L.C.; Chen, L.Y.; Wang, L.Q. Surface Modification of Titanium and Titanium Alloys: Technologies, Developments, and Future Interests. Adv. Eng. Mater. 2020, 22, 1901258. [Google Scholar] [CrossRef]
- Niinomi, M. Mechanical properties of biomedical titanium alloys. Mater. Sci. Eng. A 1998, 243, 231–236. [Google Scholar] [CrossRef]
- Chai, L.J.; Wu, H.; Zheng, Z.Y.; Guan, H.T.; Pan, H.C.; Guo, N.; Song, B. Microstructural characterization and hardness variation of pure Ti surface-treated by pulsed laser. J. Alloys Compd. 2018, 741, 116–122. [Google Scholar] [CrossRef]
- Höche, D.; Schikora, H.; Zutz, H.; Emmel, A.; Queitsch, R.; Schaaf, P. TiN-coating formation by pulsed Nd:YAG laser irradiation of titanium in nitrogen. J. Coat. Technol. Res. 2008, 5, 505–512. [Google Scholar] [CrossRef]
- Golkovsky, M.G.; Zhuravina, T.V.; Bataev, I.A.; Bataev, A.A.; Veselov, S.V.; Bataev, V.A.; Prikhodko, E.A. Cladding of Tantalum and Niobium on Titanium by Electron Beam, Injected in Atmosphere. Adv. Mat. Res. 2011, 314–316, 23–27. [Google Scholar] [CrossRef]
- Yeh, J.W.; Chen, S.K.; Lin, S.J.; Gan, J.Y.; Chin, T.S.; Shun, T.T.; Tsau, C.H.; Chang, S.Y. Nanostructured High-Entropy Alloys with Multiple Principal Elements: Novel Alloy Design Concepts and Outcomes. Adv. Eng. Mater. 2004, 6, 299–303. [Google Scholar] [CrossRef]
- Cantor, B.; Chang, I.T.H.; Knight, P.; Vincent, A.J.B. Microstructural development in equiatomic multicomponent alloys. Mater. Sci. Eng. A 2004, 375–377, 213–218. [Google Scholar] [CrossRef]
- Yeh, J.W. Alloy Design Strategies and Future Trends in High-Entropy Alloys. JOM 2013, 65, 1759–1771. [Google Scholar] [CrossRef]
- Zhang, Y.; Zuo, T.T.; Tang, Z.; Gao, M.C.; Dahmen, K.A.; Liaw, P.K.; Lu, Z.P. Microstructures and properties of high-entropy alloys. Prog. Mater. Sci. 2014, 61, 1–93. [Google Scholar] [CrossRef]
- Huang, P.K.; Yeh, J.W.; Shun, T.T.; Chen, S.K. Multi-Principal-Element Alloys with Improved Oxidation and Wear Resistance for Thermal Spray Coating. Adv. Eng. Mater. 2004, 6, 74–78. [Google Scholar] [CrossRef]
- Wu, Z.; Bei, H.; Otto, F.; Pharr, G.M.; George, E.P. Recovery, recrystallization, grain growth and phase stability of a family of FCC-structured multi-component equiatomic solid solution alloys. Intermetallics 2014, 46, 131–140. [Google Scholar] [CrossRef]
- Son, S.; Lee, D.; Kwon, H.; Moon, J.; Park, K.B.; Kim, A.; Choi, J.; Jeong, J.H.; Cho, S.; Kim, H.S. Microstructure and mechanical properties of equiatomic Ti-containing medium-entropy alloys. J. Alloys Compd. 2023, 935, 168089. [Google Scholar] [CrossRef]
- Zhang, Y.G.; Bu, Z.Q.; Yao, T.T.; Yang, L.; Li, W.; Li, J.F. Novel BCC Ti-Al-Nb-Zr medium-entropy alloys with ultrahigh specific strength and ductility. J. Alloys Compd. 2023, 936, 168290. [Google Scholar] [CrossRef]
- Geng, Y.; Konovalov, S.V.; Chen, X. Research Status and Application of the High-Entropy and Traditional Alloys Fabricated via the Laser Cladding. Prog. Phys. Met. 2020, 21, 26–45. [Google Scholar] [CrossRef]
- Zhao, H.; Zhao, C.; Xie, W.; Wu, D.; Du, B.; Zhang, X.; Wen, M.; Ma, R.; Li, R.; Jiao, J.; et al. Research Progress of Laser Cladding on the Surface of Titanium and Its Alloys. Materials 2023, 16, 3250. [Google Scholar] [CrossRef]
- Arif, Z.U.; Khalid, M.Y.; Rehman, E.U.; Ullah, S.; Atif, M.; Tariq, A. A review on laser cladding of high-entropy alloys, their recent trends and potential applications. J. Manuf. Process. 2021, 68, 225–273. [Google Scholar] [CrossRef]
- Liu, S.S.; Zhao, G.L.; Wang, X.H.; Zhou, C.J. Design and characterization of AlNbMoTaCux high entropy alloys laser cladding coatings. Surf. Coat. Technol. 2022, 447, 128832. [Google Scholar] [CrossRef]
- Xiang, K.; Chen, L.Y.; Chai, L.J.; Guo, N.; Wang, H. Microstructural characteristics and properties of CoCrFeNiNbx high-entropy alloy coatings on pure titanium substrate by pulsed laser cladding. Appl. Surf. Sci. 2020, 517, 146214. [Google Scholar] [CrossRef]
- Li, Y.; Liang, H.; Nie, Q.; Qi, Z.; Deng, D.; Jiang, H.; Cao, Z. Microstructures and Wear Resistance of CoCrFeNi2V0.5Tix High-Entropy Alloy Coatings Prepared by Laser Cladding. Crystals 2020, 10, 352. [Google Scholar] [CrossRef]
- Xiang, K.; Chai, L.J.; Wang, Y.Y.; Wang, H.; Guo, N.; Ma, Y.L.; Murty, K.L. Microstructural characteristics and hardness of CoNiTi medium-entropy alloy coating on pure Ti substrate prepared by pulsed laser cladding. J. Alloys Compd. 2020, 849, 156704. [Google Scholar] [CrossRef]
- Chai, L.J.; Wang, C.; Xiang, K.; Wang, Y.Y.; Wang, T.; Ma, Y.L. Phase constitution, microstructure and properties of pulsed laser-clad ternary CrNiTi medium-entropy alloy coating on pure titanium. Surf. Coat. Technol. 2020, 402, 126503. [Google Scholar] [CrossRef]
- Dastanpoor, E.; Enayati, M.H. Role of Impurities in Mechanical Alloying Amorphization of Cu-Zr and Cu-Zr-Al Systems. Indian. J. Eng. Mater. Sci. 2017, 24, 77–82. [Google Scholar]
- Qi, P.B.; Liang, X.B.; Tong, Y.G.; Chen, Y.X.; Zhang, Z.B. Effect of Milling Time on Preparation of NbMoTaW High Entropy Alloy Powder by Mechanical Alloying. Rare Metal. Mat. Eng. 2019, 48, 2623–2629. [Google Scholar]
- Ron, T.; Shirizly, A.; Aghion, E. Additive Manufacturing Technologies of High Entropy Alloys (HEA): Review and Prospects. Materials 2023, 16, 2454. [Google Scholar] [CrossRef]
- Xiang, T.; Du, P.; Cai, Z.Y.; Li, K.; Bao, W.Z.; Yang, X.X.; Xie, G.Q. Phase-tunable equiatomic and non-equiatomic Ti-Zr-Nb-Ta high-entropy alloys with ultrahigh strength for metallic biomaterials. J. Mater. Sci. Technol. 2022, 117, 196–206. [Google Scholar] [CrossRef]
- Hu, S.W.; Li, T.J.; Su, Z.Q.; Liu, D.X. Research on suitable strength, elastic modulus and abrasion resistance of Ti–Zr–Nb medium entropy alloys (MEAs) for implant adaptation. Intermetallics 2022, 140, 107401. [Google Scholar] [CrossRef]
- Yang, R.; Rahman, K.M.; Rakhymberdiyev, A.N.; Dye, D.; Vorontsov, V.A. Mechanical behaviour of Ti-Nb-Hf alloys. Mater. Sci. Eng. A 2019, 740–741, 398–409. [Google Scholar] [CrossRef]
- Ren, Z.Y.; Hu, Y.L.; Tong, Y.; Cai, Z.H.; Liu, J.; Wang, H.D.; Liao, J.Z.; Xu, S.; Li, L.K. Wear-resistant NbMoTaWTi high entropy alloy coating prepared by laser cladding on TC4 titanium alloy. Tribol. Int. 2023, 182, 108366. [Google Scholar] [CrossRef]
- Senkov, O.N.; Kuhr, S.J.; Shank, J.M.; Payton, E.J.; Woodward, C. Microstructure and properties of an equiatomic TaTiZr alloy. Mater. Sci. Eng. A 2021, 814, 141168. [Google Scholar] [CrossRef]
- Whitfield, T.E.; Pickering, E.J.; Christofidou, K.A.; Jones, C.N.; Stone, H.J.; Jones, N.G. Elucidating the microstructural development of refractory metal high entropy superalloys via the Ti–Ta–Zr constituent system. J. Alloy Compd. 2020, 818, 152935. [Google Scholar] [CrossRef]
- Zhang, L.C.; Attar, H. Selective Laser Melting of Titanium Alloys and Titanium Matrix Composites for Biomedical Applications: A Review. Adv. Eng. Mater. 2016, 18, 463–475. [Google Scholar] [CrossRef]
- Dobbelstein, H.; Gurevich, E.L.; George, E.P.; Ostendorf, A.; Laplanche, G. Laser metal deposition of compositionally graded TiZrNbTa refractory high-entropy alloys using elemental powder blends. Addit. Manuf. 2019, 25, 252–262. [Google Scholar] [CrossRef]
- Juan, Y.F.; Zhang, J.; Dai, Y.B.; Dong, Q.; Han, Y.F. Designing Rules of Laser-Clad High-Entropy Alloy Coatings with Simple Solid Solution Phases. Acta Metal. Sin.-Engl. 2020, 33, 1064–1076. [Google Scholar] [CrossRef]
- Wołczyński, W.; Krajewski, W.; Ebner, R.; Kloch, J. The use of equilibrium phase diagram for the calculation of non-equilibrium precipitates in dendritic solidification. Theory. Calphad 2001, 25, 401–408. [Google Scholar] [CrossRef]
- Prashanth, K.G.; Eckert, J. Formation of metastable cellular microstructures in selective laser melted alloys. J. Alloys Compd. 2017, 707, 27–34. [Google Scholar] [CrossRef]
- Zhou, Q.; Hayat, M.D.; Chen, G.; Cai, S.; Qu, X.H.; Tang, H.P.; Cao, P. Selective electron beam melting of NiTi: Microstructure, phase transformation and mechanical properties. Mater. Sci. Eng. A 2019, 744, 290–298. [Google Scholar] [CrossRef]
- Wright, S.I.; Nowell, M.M.; Field, D.P. A review of strain analysis using electron backscatter diffraction. Microsc. Microanal. 2011, 17, 316–329. [Google Scholar] [CrossRef] [PubMed]
- Hansen, N. Hall–Petch relation and boundary strengthening. Scr. Mater. 2004, 51, 801–806. [Google Scholar] [CrossRef]
- Guan, H.T.; Chai, L.J.; Wu, J.Y.; Gong, X.Y.; Xiang, K.; Wu, L.; Pan, H.C.; Li, Y.Q.; Wang, Q.S. Laser-clad Nb(Ta)TiZr medium-entropy alloy coatings on pure Zr sheet: Microstructural characteristics, hardness and wear resistance. Intermetallics 2022, 143, 107498. [Google Scholar] [CrossRef]
- Popov, V. Generalized Archard Law of Wear Based on Rabinowicz Criterion of Wear Particle Formation. Facta Univ.-Ser. Mech. Eng. 2019, 17, 39–45. [Google Scholar] [CrossRef]
- Archard, J.F. Contact and Rubbing of Flat Surfaces. J. Appl. Phys. 1953, 24, 981–988. [Google Scholar] [CrossRef]
- Li, S.Z.; Zhang, H.R.; Dai, D.B.; Ding, G.T.; Wei, X.; Guo, Y.K. Study on the factors affecting solid solubility in binary alloys: An exploration by Machine Learning. J. Alloys Compd. 2019, 782, 110–118. [Google Scholar] [CrossRef]
- Inoue, A. Stablization of metallic supercooled liquid and bulk amorphous alloys. Acta Mater. 2000, 48, 279–306. [Google Scholar] [CrossRef]
- Yang, X.; Zhang, Y. Prediction of high-entropy stabilized solid-solution in multi-component alloys. Mater. Chem. Phys. 2012, 132, 233–238. [Google Scholar] [CrossRef]
- Guo, S.; Ng, C.; Lu, J.; Liu, C.T. Effect of valence electron concentration on stability of fcc or bcc phase in high entropy alloys. J. Appl. Phys. 2011, 109, 103505. [Google Scholar] [CrossRef]
- Miracle, D.B.; Senkov, O.N. A critical review of high entropy alloys and related concepts. Acta Mater. 2017, 122, 448–511. [Google Scholar] [CrossRef]
- Takeuchi, A.; Inoue, A. Classification of Bulk Metallic Glasses by Atomic Size Difference, Heat of Mixing and Period of Constituent Elements and Its Application to Characterization of the Main Alloying Element. Mater. Trans. 2005, 46, 2817–2829. [Google Scholar] [CrossRef]
- Gou, S.Y.; Li, S.C.; Hu, H.L.; Fang, Y.T.; Liu, J.B.; Dong, W.P.; Wang, H.T. Surface hardening of CrCoFeNi high-entropy alloys via Al laser alloying. Mater. Res. Lett. 2021, 9, 437–444. [Google Scholar] [CrossRef]
- Tong, C.J.; Chen, M.R.; Chen, S.K.; Yeh, J.W.; Shun, T.T.; Lin, S.J.; Chang, S.Y. Mechanical performance of the Al x CoCrCuFeNi high-entropy alloy system with multiprincipal elements. Metall. Mater. Trans. A 2005, 36, 1263–1271. [Google Scholar] [CrossRef]
- Jun, L.M.; Cang, Y.G.; He, Z.Y. Comments on ‘Solidification modes and microstructure of Fe–Cr alloys solidified at different undercoolings’. Mater. Sci. Eng. A 1999, 270, 267–269. [Google Scholar]
- Guan, S.; Wan, D.; Solberg, K.; Berto, F.; Welo, T.; Yue, T.M.; Chan, K.C. Additive manufacturing of fine-grained and dislocation-populated CrMnFeCoNi high entropy alloy by laser engineered net shaping. Mater. Sci. Eng. A 2019, 761, 138056. [Google Scholar] [CrossRef]
- Hunt, J.D. Steady state columnar and equiaxed growth of dendrites and eutectic. Mater. Sci. Eng. 1984, 65, 75–83. [Google Scholar] [CrossRef]
- Gkmann, M.; Trivedi, R.; Kurz, W. Nucleation ahead of the advancing interface in directional solidification. Mater. Sci. Eng. A 1997, 226–228, 763–769. [Google Scholar]
- Willnecker, R.; Herlach, D.M.; Feuerbacher, B. Evidence of nonequilibrium processes in rapid solidification of undercooled metals. Phys. Rev. Lett. 1989, 62, 2707–2710. [Google Scholar] [CrossRef]
- Wang, Y.M.; Voisin, T.; McKeown, J.T.; Ye, J.; Calta, N.P.; Li, Z.; Zeng, Z.; Zhang, Y.; Chen, W.; Roehling, T.T.; et al. Additively manufactured hierarchical stainless steels with high strength and ductility. Nat. Mater. 2018, 17, 63–71. [Google Scholar] [CrossRef]
- Wang, Z.N.; Yan, Y.; Wu, Y.; Su, Y.J.; Qiao, L.J. Repassivation and dry sliding wear behavior of equiatomic medium entropy TiZr (Hf, Ta, Nb) alloys. Mater. Lett. 2022, 312, 131643. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | Cladding Layer | Cladding Parameters | ||||
|---|---|---|---|---|---|---|
| Laser Power (W) | Scanning Speed (m·s−1) | Powder Feed Rate (g·min−1) | Shielding Argon Flow (L·min−1) | Overlap Rate | ||
| C1 | C1-L1 | 3050 | 0.06 | 4.8 | 8 | 30% |
| C1-L2 | 3050 | 0.06 | 4.8 | 8 | 30% | |
| C1-L3 | 2700 | 0.04 | 4.5 | 8 | 30% | |
| C2 | C2-L1 | 3150 | 0.06 | 5.2 | 8 | 30% |
| C2-L2 | 3150 | 0.06 | 5.2 | 8 | 30% | |
| C3-L3 | 2850 | 0.04 | 4.5 | 8 | 30% | |
| Specimen | Cladding Layer | Ti (at.%) | Nb (at.%) | Ta (at.%) | Zr (at.%) |
|---|---|---|---|---|---|
| C1 | C1-L1 | 76.39 | 23.61 | / | / |
| C1-L2 | 54.53 | 45.47 | / | / | |
| C1-L3 | 33.44 | 34.97 | / | 31.59 | |
| C2 | C2-L1 | 79.77 | / | 20.23 | / |
| C2-L2 | 60.07 | / | 39.93 | / | |
| C3-L3 | 36.59 | / | 31.88 | 31.53 |
| Element | Ti | Nb | Ta | Zr |
|---|---|---|---|---|
| Tm (K) | 1941 | 2750 | 3290 | 2128 |
| Atom radius (nm) | 0.1462 | 0.1429 | 0.1430 | 0.1603 |
| VEC | 4 | 4 | 5 | 5 |
| Ti | Nb | Ta | Zr | |
|---|---|---|---|---|
| Ti | - | 2 | 1 | 0 |
| Nb | - | - | 0 | 4 |
| Ta | - | - | - | 3 |
| Zr | - | - | - | - |
| Components | Tm (K) | ΔSmix (J·K−1·mol−1) | ΔHmix (kJ·mol−1) | Ω | δ (%) | VEC | |
|---|---|---|---|---|---|---|---|
| This work | Ti33.44Nb34.97Zr31.59 | 2283 | 1.1R | 2.70 | 7.73 | 4.42 | 4.35 |
| Ti36.59Ta31.88Zr31.53 | 2430 | 1.1R | 1.67 | 13.34 | 4.91 | 4.32 | |
| Nominal | TiNbZr | 2267 | 1.1R | 2.66 | 7.78 | 5.43 | 4.33 |
| TiTaZr | 2442 | 1.1R | 1.77 | 12.57 | 5.43 | 4.33 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lv, H.; Gao, M.; Liu, X.; Liu, J.; Dong, W.; Fang, Y. Stepwise Laser Cladding of TiNbZr and TiTaZr Medium-Entropy Alloys on Pure Ti Substrate. Metals 2023, 13, 1280. https://doi.org/10.3390/met13071280
Lv H, Gao M, Liu X, Liu J, Dong W, Fang Y. Stepwise Laser Cladding of TiNbZr and TiTaZr Medium-Entropy Alloys on Pure Ti Substrate. Metals. 2023; 13(7):1280. https://doi.org/10.3390/met13071280
Chicago/Turabian StyleLv, Hao, Mingyu Gao, Xinying Liu, Jiabin Liu, Weiping Dong, and Youtong Fang. 2023. "Stepwise Laser Cladding of TiNbZr and TiTaZr Medium-Entropy Alloys on Pure Ti Substrate" Metals 13, no. 7: 1280. https://doi.org/10.3390/met13071280
APA StyleLv, H., Gao, M., Liu, X., Liu, J., Dong, W., & Fang, Y. (2023). Stepwise Laser Cladding of TiNbZr and TiTaZr Medium-Entropy Alloys on Pure Ti Substrate. Metals, 13(7), 1280. https://doi.org/10.3390/met13071280