
On the Control of Elemental Composition, Macro-, and Microstructure of Directionally Solidified Additive Products from Nickel-Based Alloy

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Features of Shape and Dimensions
- -
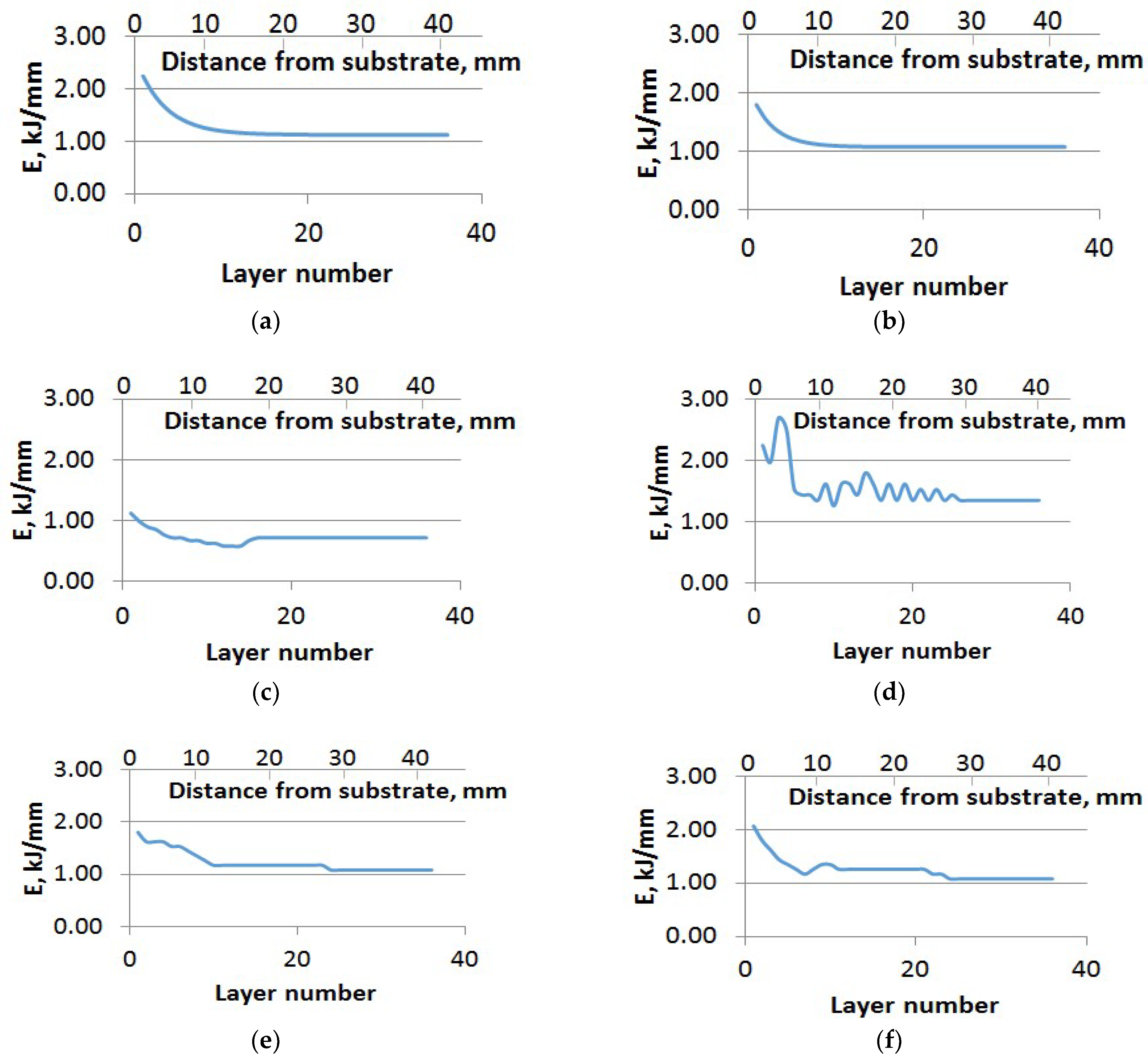
- decreased heat dissipation by conduction into the substrate through the previously formed layers as the height of the product increased;
- -
- non-decreasing heat input at the level of 0.72 kJ/mm (see Figure 2c) during the formation of the final layers of the product, starting from the sixteenth.
3.2. Macrostructure Features
- -
- the mutual disorientation of the primary dendrite arms, and hence of the dendrite colonies, did not exceed 9 degrees;
- -
- the volume fraction of dendrite colonies without mutual disorientation equaled 0.54.
- -
- Absence of macro defects of a discontinuities type (cracks of all kinds, pores, non-melting).
- -
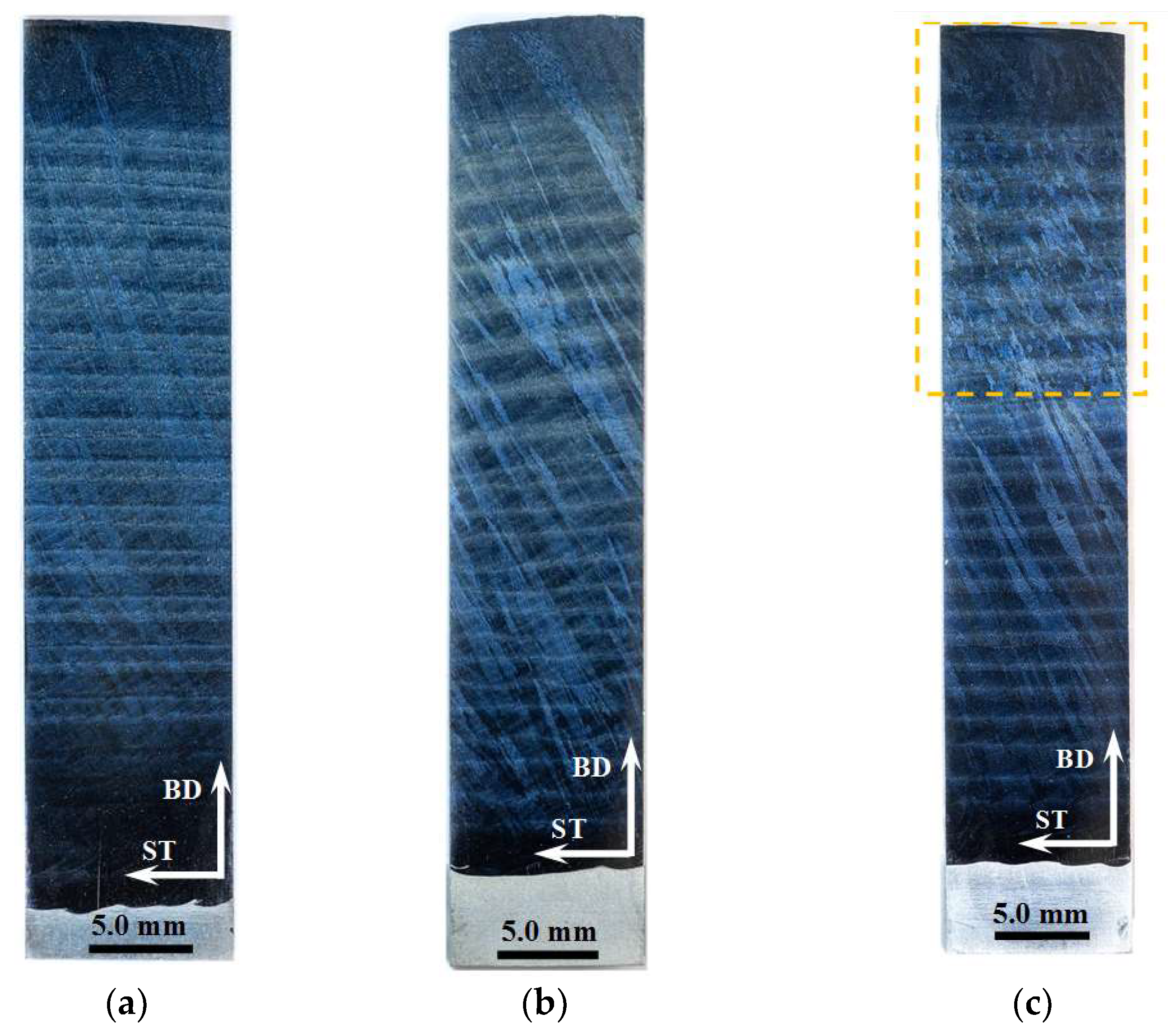
- Homogeneous directional structure (except for the product with marking IV, formed by multidirectional 3D printing) from the transition layer on the substrate to the final additive layer.
- -
- Colonies of dendrites forming the directional structure tilted from the vertical direction of growth of each product (BD) in the direction of unidirectional 3D printing (scanning trajectory, ST) by an angle Ψ‖ from 16 to 38° (see Table 2). In the case of multidirectional 3D printing (product IV), the angle of inclination of the dendritic colonies Ψ‖ increased significantly. The tilt ranged from 37.3 to 51.1° in the 3D printing (ST) direction and from 38.0 to 51.9° in the anti-parallel 3D printing (ST) direction, see Table 2 and Figure 4d.
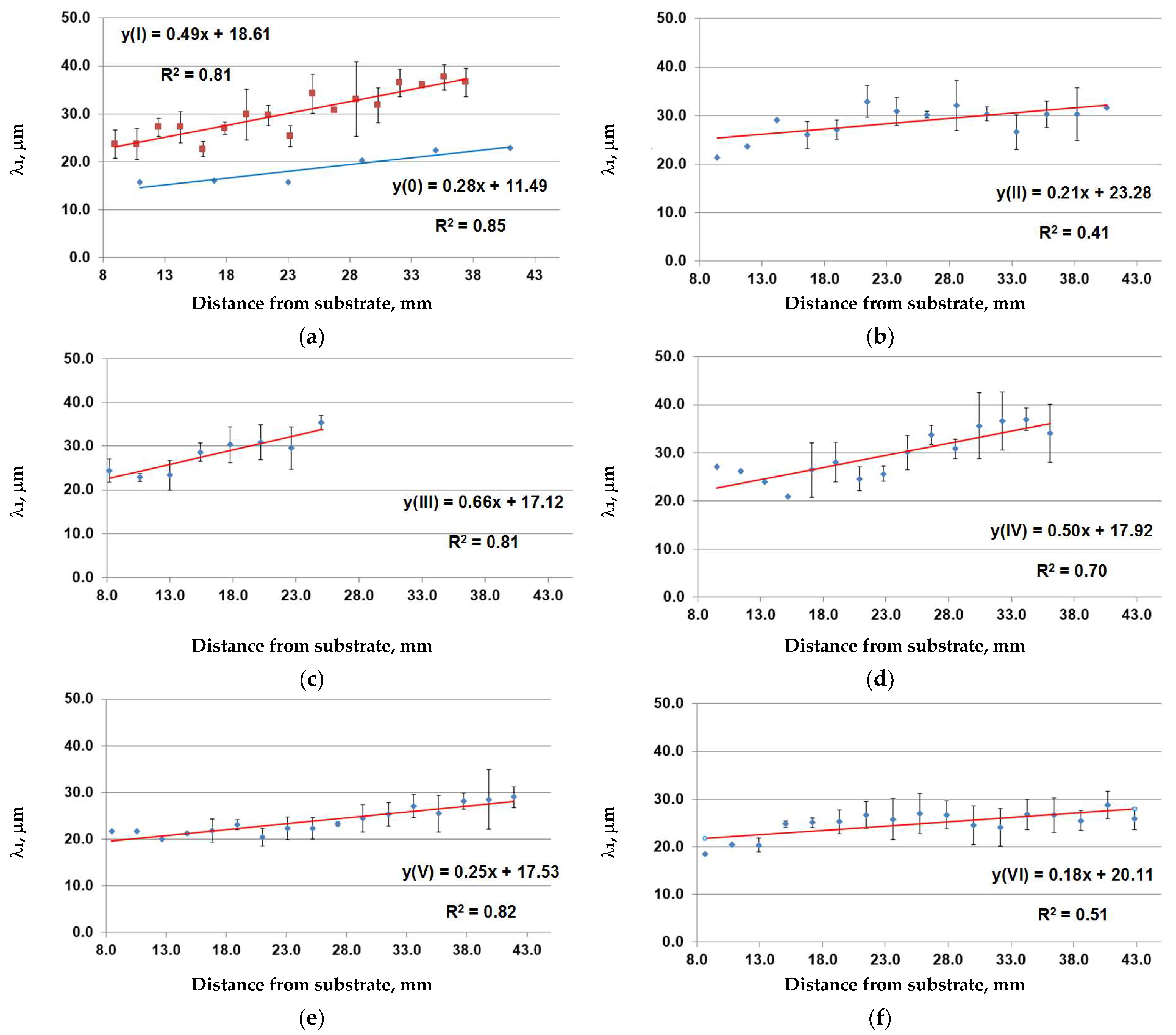
3.3. Microstructure State Features
- -
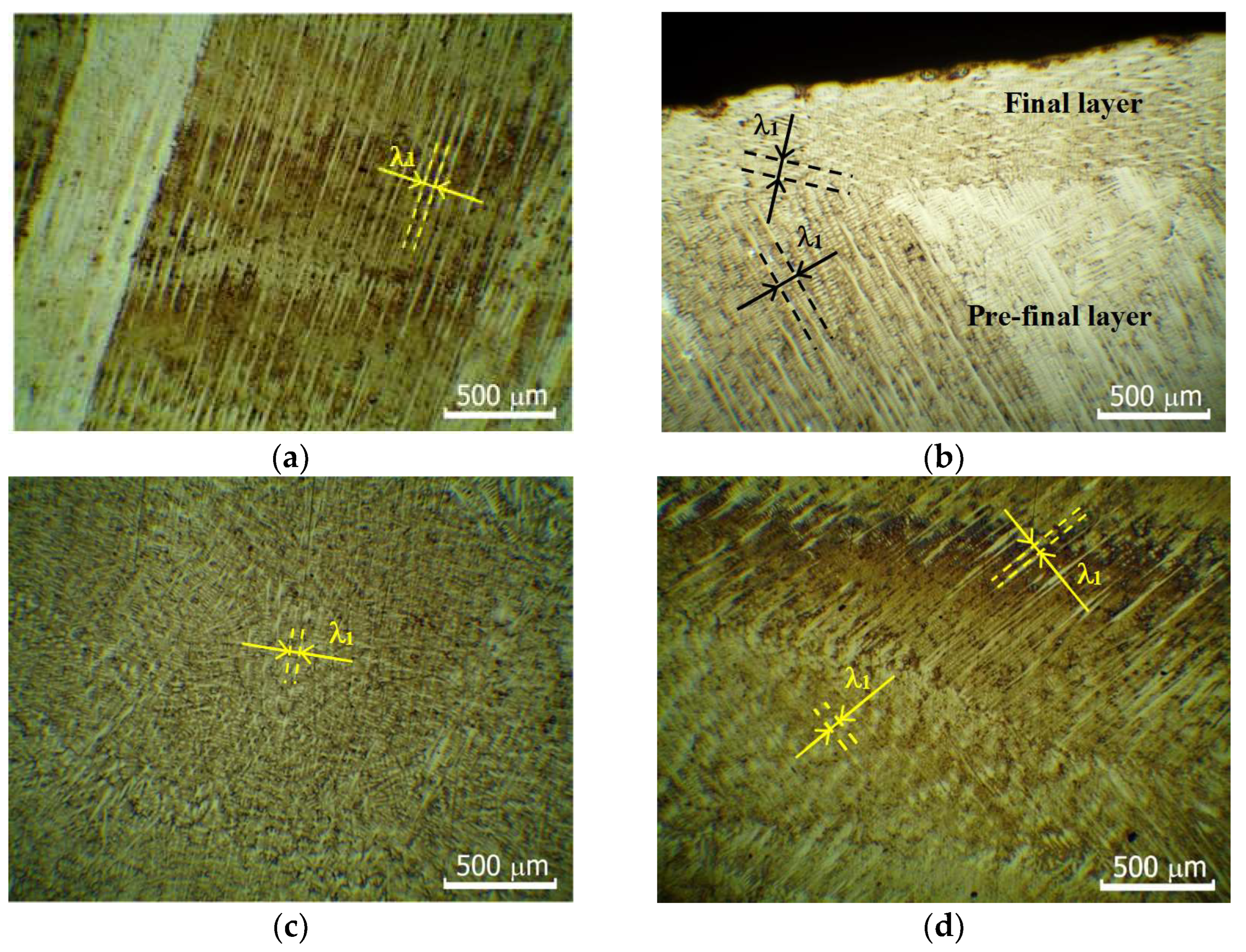
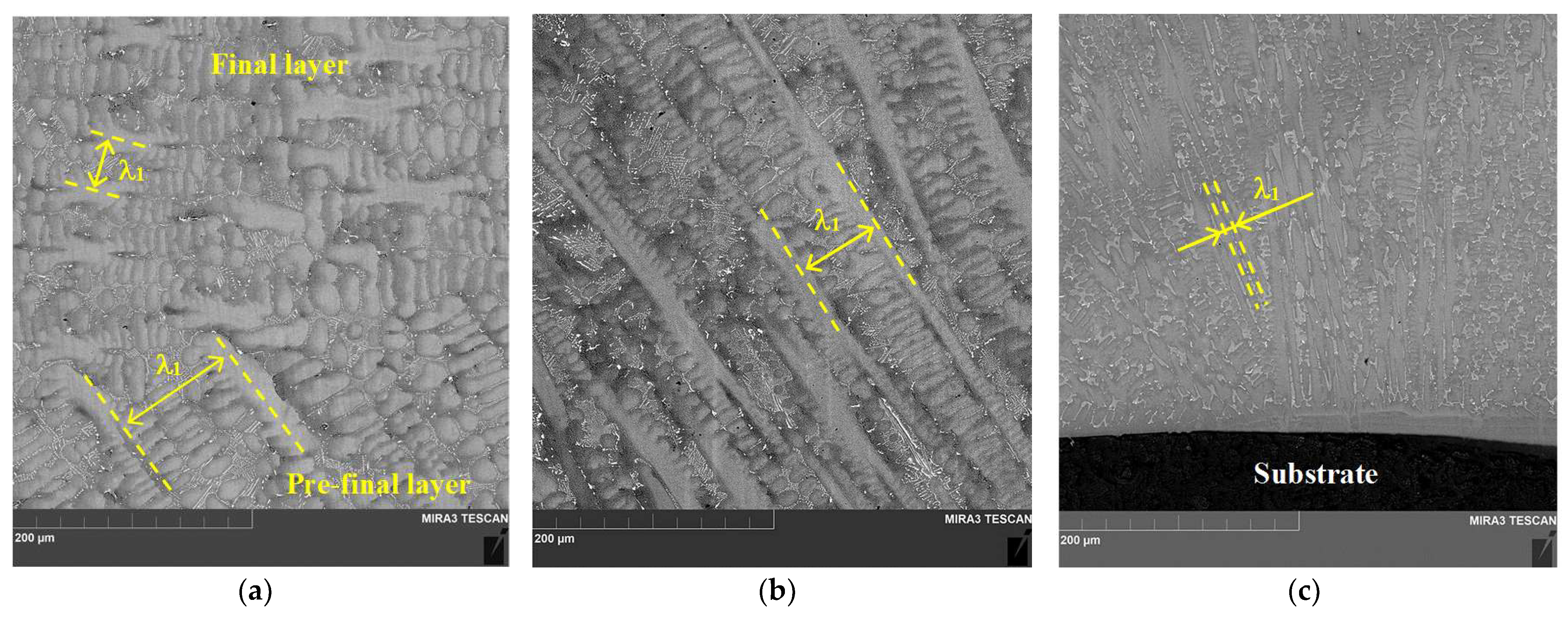
- The last layer is not re-melted, which leads to changes in the size and morphology of the formed structure.
- -
- There is a need to increase the value of heat input to the first layers, which also leads to changes in the size and morphology of the formed structure.
3.4. Chemical Composition Features
4. Conclusions
- -
- The material of products formed in the unidirectional 3D printing strategy has a directional macrostructure in the entire internal volume except for the final layer with a thickness from 0.5 to 3.5 mm.
- -
- In the case of the multidirectional 3D printing strategy, the product material is formed with a characteristic directional zigzag macrostructure.
- -
- In most cases, the dendritic colonies forming the directional structure are tilted from the vertical growth direction of each product toward the unidirectional 3D printing direction by an angle in a narrow range of (21–24) degrees. Reduced heat dissipation achieved by suppression of the heat conduction mechanism through the substrate into the cooled table or substrate heating accounts for the wide range of tilt angles (16–38) degrees.
- -
- With increasing distance from the substrate, the average primary dendrite arm spacing increases monotonically by 1.3–3.0 times, depending on the heat input and the conditions of heat removal from the melt bath.
- -
- Partial suppression of the radiation component of heat removal allows to reduce the heat input to the one of the lowest values realized in this study, while the shape and dimensions of the additive product have the smallest deviations from the specified ones in comparison with all the other additive products.
- -
- The material of all the additive products has a lower aluminum content due to selective evaporation of this element with lowest melting point during the vacuum conversion process. In this case, aluminum is replaced by the most refractory alloying element in the form of tungsten. In order to obtain additive products with an aluminum content equal to the grade chemical composition, a raw material with higher aluminum content is required.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Körner, C.; Ramsperger, M.; Meid, C.; Bürger, D.; Wollgramm, P.; Bartsch, M.; Eggeler, G. Microstructure and Mechanical Properties of CMSX-4 Single Crystals Prepared by Additive Manufacturing. Metall. Mater. Trans. A 2018, 49, 3781–3792. [Google Scholar] [CrossRef] [Green Version]
- Basak, A.; Raghu, S.H.; Das, S. Microstructures and Microhardness Properties of CMSX-4® Additively Fabricated Through Scanning Laser Epitaxy (SLE). J. Mater. Eng. Perform. 2017, 26, 5877–5884. [Google Scholar] [CrossRef]
- Dereje, T.; Palani, S.; Desta, M.; Čep, R. Experimental Investigation into the Influence of the Process Parameters of Wire Electric Discharge Machining Using Nimonic-263 Superalloy. Materials 2023, 16, 5440. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Wang, Y.; Wei, D.; Jiang, X.; Tao, Q. Modeling of Creep Deformation Behavior of DZ411 and Finite Element Simulation of Turbine Blade. Metals 2023, 13, 1389. [Google Scholar] [CrossRef]
- He, R.; Li, M.; Han, X.; Feng, W.; Zhang, H.; Xie, H.; Liu, Z. Experimental Study of As-Cast and Heat-Treated Single-Crystal Ni-Based Superalloy Interface Using TEM. Nanomaterials 2023, 13, 608. [Google Scholar] [CrossRef]
- Krawczyk, J.; Bogdanowicz, W. The Influence of the Cooling Bores on the Dendritic Structure and Crystal Orientation in Sin-gle-Crystalline Cored CMSX-4 Turbine Blades. Materials 2021, 14, 3966. [Google Scholar] [CrossRef]
- Liu, Z.; Guo, S.; Liu, X.; Ye, J.; Yang, Y.; Wang, X.-L.; Yang, L.; An, K.; Liu, C. Micromechanical characterization of casting-induced inhomogeneity in an Al0.8CoCrCuFeNi high-entropy alloy. Scr. Mater. 2011, 64, 868–871. [Google Scholar] [CrossRef]
- Gong, X.; Anderson, T.; Chou, K. Review on powder-based electron beam additive manufacturing technology. Manuf. Rev. 2014, 1, 2. [Google Scholar] [CrossRef]
- Bento, J.B.; Wang, C.; Ding, J.; Williams, S. Process Control Methods in Cold Wire Gas Metal Arc Additive Manufacturing. Metals 2023, 13, 1334. [Google Scholar] [CrossRef]
- Yang, T.; Mazumder, S.; Jin, Y.; Squires, B.; Sofield, M.; Pantawane, M.V.; Dahotre, N.B.; Neogi, A. A Review of Diagnostics Methodologies for Metal Additive Manufacturing Processes and Products. Materials 2021, 14, 4929. [Google Scholar] [CrossRef]
- Wilms, M.B.; Rittinghaus, S.-K. Laser Additive Manufacturing of Oxide Dispersion-Strengthened Copper–Chromium–Niobium Alloys. J. Manuf. Mater. Process. 2022, 6, 102. [Google Scholar] [CrossRef]
- Li, B.; Wang, B.; Zhu, G.; Zhang, L.; Lu, B. Low-Roughness-Surface Additive Manufacturing of Metal-Wire Feeding with Small Power. Materials 2021, 14, 4265. [Google Scholar] [CrossRef] [PubMed]
- Kolubaev, E.A.; Rubtsov, V.E.; Chumaevsky, A.V.; Astafurova, E.G. Micro-, Meso- and Macrostructural Design of Bulk Metallic and Polymetallic Materials by Wire-Feed Electron-Beam Additive Manufacturing. Phys. Mesomech. 2022, 25, 479–491. [Google Scholar] [CrossRef]
- Zykova, A.; Nikolaeva, A.; Panfilov, A.; Vorontsov, A.; Nikonenko, A.; Dobrovolsky, A.; Chumaevskii, A.; Gurianov, D.; Filippov, A.; Semenchuk, N.; et al. Microstructures and Phases in Electron Beam Additively Manufactured Ti-Al-Mo-Zr-V/CuAl9Mn2 Al-loy. Materials 2023, 16, 4279. [Google Scholar] [CrossRef]
- Astafurova, E.; Maier, G.; Melnikov, E.; Astafurov, S.; Panchenko, M.; Reunova, K.; Luchin, A.; Kolubaev, E. Tempera-ture-Dependent Deformation Behavior of “γ-austenite/δ-ferrite” Composite Obtained through Electron Beam Additive Manufacturing with Austenitic Stainless-Steel Wire. J. Compos. Sci. 2023, 7, 45. [Google Scholar] [CrossRef]
- ISO/TR 25901-1; Welding and Allied Processes. Vocabulary. Part 1. General Terms. ISO: Geneva, Switzerland, 2016.
- Hales, S.; Domack, C. Electron Beam Freeform Fabrication of Dissimilar Materials: Cracking in Inconel® 625 Deposited on GRCop-84//Technical report.-NASA/TP–2020-5005040.-2020.-84P. Available online: https://www.researchgate.net/publication/345688570_Electron_Beam_Freeform_Fabrication_of_Dissimilar_Materials_Cracking_in_Inconel_R_625_Deposited_on_GRCop-84 (accessed on 12 August 2023).
- Tarasov, S.Y.; Filippov, A.V.; Savchenko, N.L.; Fortuna, S.V.; Rubtsov, V.E.; Kolubaev, E.A.; Psakhie, S.G. Effect of heat input on phase content, crystalline lattice parameter, and residual strain in wire-feed electron beam additive manufactured 304 stainless steel. Int. J. Adv. Manuf. Technol. 2018, 99, 2353–2363. [Google Scholar] [CrossRef]
- Utyaganova, V.R.; Filippov, A.V.; Shamarin, N.N.; Vorontsov, A.V.; Savchenko, N.L.; Fortuna, S.V.; Gurianov, D.A.; Chumaevskii, A.V.; Rubtsov, V.E.; Tarasov, S.Y. Controlling the porosity using exponential decay heat input regimes during electron beam wire-feed additive manufacturing of Al-Mg alloy. Int. J. Adv. Manuf. Technol. 2020, 108, 2823. [Google Scholar] [CrossRef]
- Fortuna, S.; Gurianov, D.; Nikonov, S.; Ivanov, K.; Mironov, Y.; Vorontsov, A. Features of the Macro-, Micro-, and Fine Structure of the Nickel Superalloy Product Material Formed by the Method of Electron Beam Additive Manufacturing. Materials 2022, 15, 8882. [Google Scholar] [CrossRef]
- Pistor, J.; Breuning, C.; Körner, C. A Single Crystal Process Window for Electron Beam Powder Bed Fusion Additive Manufacturing of a CMSX-4 Type Ni-Based Superalloy. Materials 2021, 14, 3785. [Google Scholar] [CrossRef]
- Parsa, A.B.; Ramsperger, M.; Kostka, A.; Somsen, C.; Körner, C.; Eggeler, G. Transmission Electron Microscopy of a CMSX-4 Ni-Base Superalloy Produced by Selective Electron Beam Melting. Metals 2016, 6, 258. [Google Scholar] [CrossRef] [Green Version]
- Yu, J.; Li, J.R.; Liu, S.Z.; Han, M. Creep Anisotropy in Single-Crystal Superalloy DD6 near the [001] Orientation. In Superalloys 2020; The Minerals, Metals & Materials Series; Springer: Cham, Germany, 2020. [Google Scholar]
- Albrecht, R.; Zubko, M.; Gancarczyk, K.; Szeliga, D. High-Resolution Diffraction Imaging of Misorientation in Ni-Based Single Crystal Superalloys. In Superalloys 2020; The Minerals, Metals & Materials Series; Springer: Cham, Germany, 2020. [Google Scholar]
- Fortuna, S.V.; Gurianov, D.A.; Kalashnikov, K.N.; Chumaevskii, A.V.; Mironov Yu, P.; Kolubaev, E.A. Directional Solidification of a Nickel-Based Superalloy Product Structure Fabricated on Stainless Steel Substrate by Electron Beam Additive Manufacturing. Metall. Mater. Trans. A 2021, 52, 857–870. [Google Scholar] [CrossRef]
- Filippov, A.; Shamarin, N.; Moskvichev, E.; Savchenko, N.; Kolubaev, E.; Khoroshko, E.; Tarasov, S. Heat Input Effect on Microstructure and Mechanical Properties of Electron Beam Additive Manufactured (EBAM) Cu-7.5wt.%Al Bronze. Materials 2021, 14, 6948. [Google Scholar] [CrossRef]
- Filippov, A.; Shamarin, N.; Moskvichev, E.; Savchenko, N.; Kolubaev, E.; Khoroshko, E.; Tarasov, S. The Effect of Heat Input, Annealing, and Deformation Treatment on Structure and Mechanical Properties of Electron Beam Additive Manufactured (EBAM) Silicon Bronze. Materials 2022, 15, 3209. [Google Scholar] [CrossRef] [PubMed]
- Bykov, Y.G.; Zakharova, T.P.; Monastyrskaya, E.V.; Fishgoit, A.V.; Dushkin, A.M.; Demidov, A.G. Mechanical properties of high-temperature alloy ZhS32 at 1150–1250 °C. Met. Sci. Heat Treat. 2006, 48, 41–43. [Google Scholar] [CrossRef]
- Fortuna, S.V.; Gurianov, D.A.; Nikonov, S.Y.; Ivanov, K.V. About the features of the chemical composition of additive products from nickel-based superalloy. AIP Conf. Proc. 2020, 2310, 020101. [Google Scholar] [CrossRef]
- Gurianov, D.A.; Fortuna, S.V.; Osipovich, K.S. Defects formation features of nickel-based superalloy product obtained by wire-feed electron beam additive manufacturing. AIP Conf. Proc. 2019, 2167, 020125; [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Product | U, kV | I, mA | v, mm/min | E, kJ/mm |
|---|---|---|---|---|
| 0, I | 30 | 25.0–12.5 | 20 | 2.25–1.13 |
| II | 20.0–12.0 | 20 | 1.80–1.08 | |
| III | 25.0–16.0 | 40 | 1.13–0.72 | |
| IV | 25.0–30.0–13.0 | 20 | 2.25–2.60–1.35 | |
| V | 20.0–11.5 | 20 | 1.80–1.08 | |
| VI | 23.0–12.0 | 20 | 2.07–1.08 |
| Product | Average Tilt Angle Ψ‖ in the Direction of Unidirectional Scanning Trajectory (ST), deg. * |
|---|---|
| 0 | T: 24.2; M: 24.2; B: 23.2 |
| I | T: 15.8; M: 26.1; B: 30.1 |
| II | T: 21.0; M: 31.9; B: 24.5 |
| III | T: 21.4; M: 21.4; B: 21.4 |
| IV | T: +51.1/−38.0; M: +37.3/−49.5; B: +46.7/−51.9 |
| V | T: 16.0–26.0; M: 21.0; B: 26.4 |
| VI | T: 23.7; M: 31.2; B: 24.3 |
| Product | PDAS, μm | Std. Dev., μm |
|---|---|---|
| I | 22.6–37.6 | 0.4–7.8 |
| II | 25.9–32.9 | 0.7–8.1 |
| IV | 24.5–37.0 | 1.6–6.8 |
| V | 20.4–29.0 | 0.3–6.4 |
| VI | 24.0–28.8 | 0.7–4.3 |
| Product/E, kJ/mm | Al | Cr | Fe | Co | Nb | Mo | Ta | W | Re | C |
|---|---|---|---|---|---|---|---|---|---|---|
| Elements Content (wt.%) | ||||||||||
| 0/1.13 | 3.81 ± 0.43 | 4.97 ± 0.06 | 0.042 ± 0.012 | 9.76 ± 0.08 | 1.70 ± 0.02 | 1.23 ± 0.01 | 3.06 ± 0.08 | 9.49 ± 0.13 | 3.98 ± 0.11 | not * defined |
| I/1.13 | 4.70 ± 0.23 | 4.96 ± 0.06 | 0.029 ± 0.012 | 9.62 ± 0.07 | 1.63 ± 0.02 | 1.20 ± 0.01 | 2.89 ± 0.07 | 9.24 ± 0.11 | 3.96 ± 0.11 | |
| II/1.08 | 4.69 ± 0.24 | 4.91 ± 0.06 | 0.047 ± 0.012 | 9.59 ± 0.08 | 1.62 ± 0.02 | 1.19 ± 0.01 | 2.95 ± 0.07 | 9.23 ± 0.13 | 3.90 ± 0.11 | |
| III/0.72 | 4.90 ± 0.29 | 5.09 ± 0.08 | 0.049 ± 0.012 | 9.73 ± 0.23 | 1.71 ± 0.06 | 1.25 ± 0.05 | 3.05 ± 0.13 | 9.53 ± 0.35 | 3.95 ± 0.18 | |
| IV/1.35 | 4.44 ± 0.24 | 4.96 ± 0.06 | 0.044 ± 0.012 | 9.69 ± 0.08 | 1.72 ± 0.02 | 1.23 ± 0.01 | 3.06 ± 0.07 | 9.43 ± 0.12 | 3.96 ± 0.11 | |
| V/1.08 | 4.66 ± 0.23 | 5.01 ± 0.06 | 0.038 ± 0.012 | 9.56 ± 0.07 | 1.63 ± 0.02 | 1.21 ± 0.01 | 2.89 ± 0.07 | 9.35 ± 0.12 | 3.95 ± 0.11 | |
| VI/1.08 | 4.65 ± 0.25 | 4.95 ± 0.06 | 0.046 ± 0.013 | 9.57 ± 0.08 | 1.65 ± 0.02 | 1.21 ± 0.01 | 2.95 ± 0.07 | 9.33 ± 0.12 | 4.00 ± 0.11 | |
| Initial filament | 5.73 ± 0.18 | 4.99 ± 0.13 | 0.11 ± 0.10 | 9.27 ± 0.11 | 1.57 ± 0.13 | 1.16 ± 0.12 | 4.03 ± 0.32 | 8.48 ± 0.44 | 3.88 ± 0.31 | |
| Superalloy ZhS32 [28] | 5.7–6.2 | 4.5–5.3 | ≤0.5 | 9.0–9.5 | 1.4–1.8 | 0.9–1.3 | 3.7–4.4 | 8.1–8.9 | 3.6–4.3 | 0.13–0.20 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fortuna, S.; Gurianov, D.; Nikonov, S.; Osipovich, K.; Kolubaev, E. On the Control of Elemental Composition, Macro-, and Microstructure of Directionally Solidified Additive Products from Nickel-Based Alloy. Metals 2023, 13, 1457. https://doi.org/10.3390/met13081457
Fortuna S, Gurianov D, Nikonov S, Osipovich K, Kolubaev E. On the Control of Elemental Composition, Macro-, and Microstructure of Directionally Solidified Additive Products from Nickel-Based Alloy. Metals. 2023; 13(8):1457. https://doi.org/10.3390/met13081457
Chicago/Turabian StyleFortuna, Sergey, Denis Gurianov, Sergey Nikonov, Kseniya Osipovich, and Evgeny Kolubaev. 2023. "On the Control of Elemental Composition, Macro-, and Microstructure of Directionally Solidified Additive Products from Nickel-Based Alloy" Metals 13, no. 8: 1457. https://doi.org/10.3390/met13081457