
A Preliminary Study of New Experimental Low-Cost Fe–P-Based and Mn–Fe–P-Based Brazing Filler Metals for Brazing of Non-Alloy and Low-Alloy Steels



Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Alloys
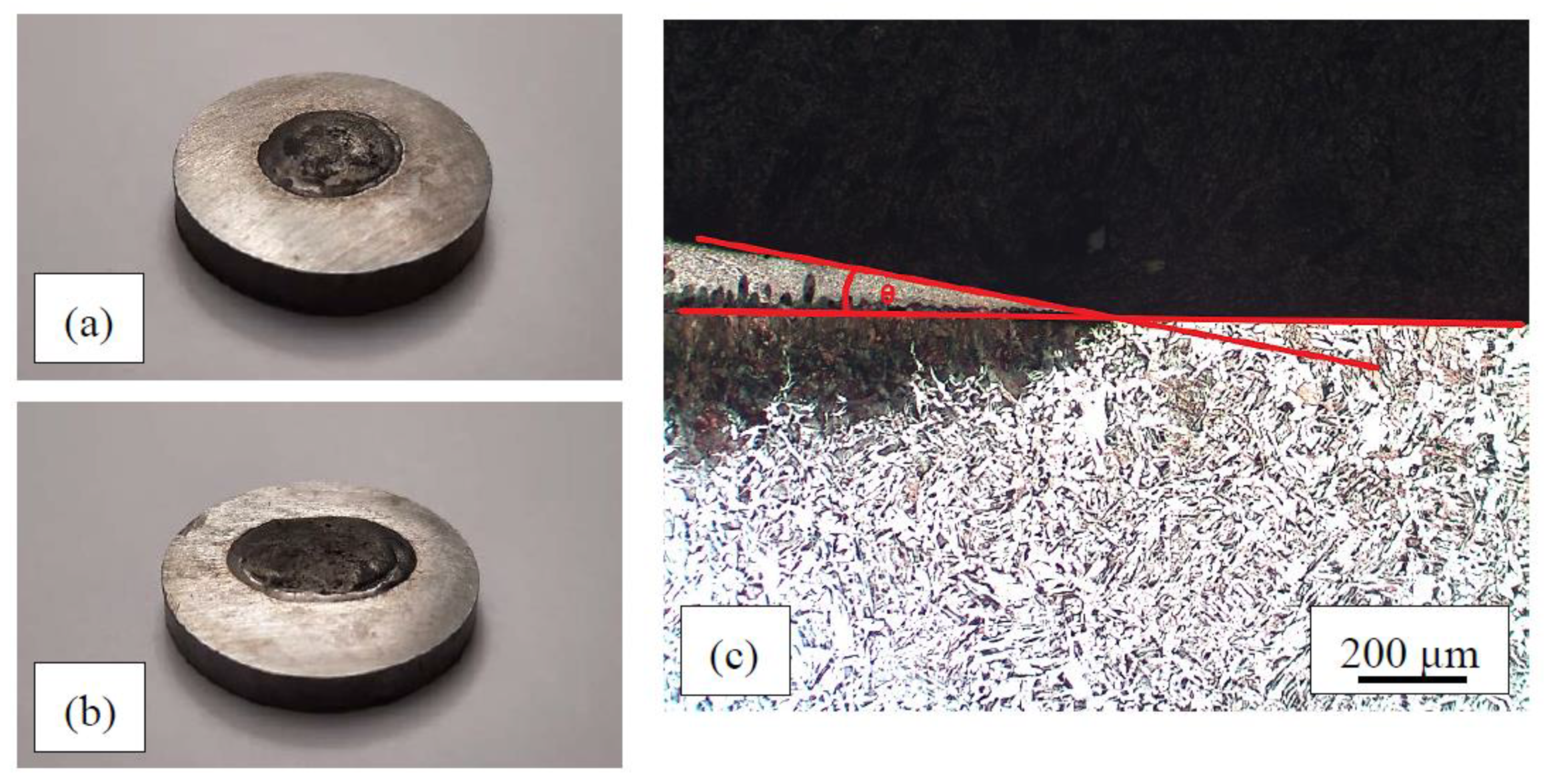
2.2. Wettability Samples
2.3. Research Methods
3. Results and Discussion
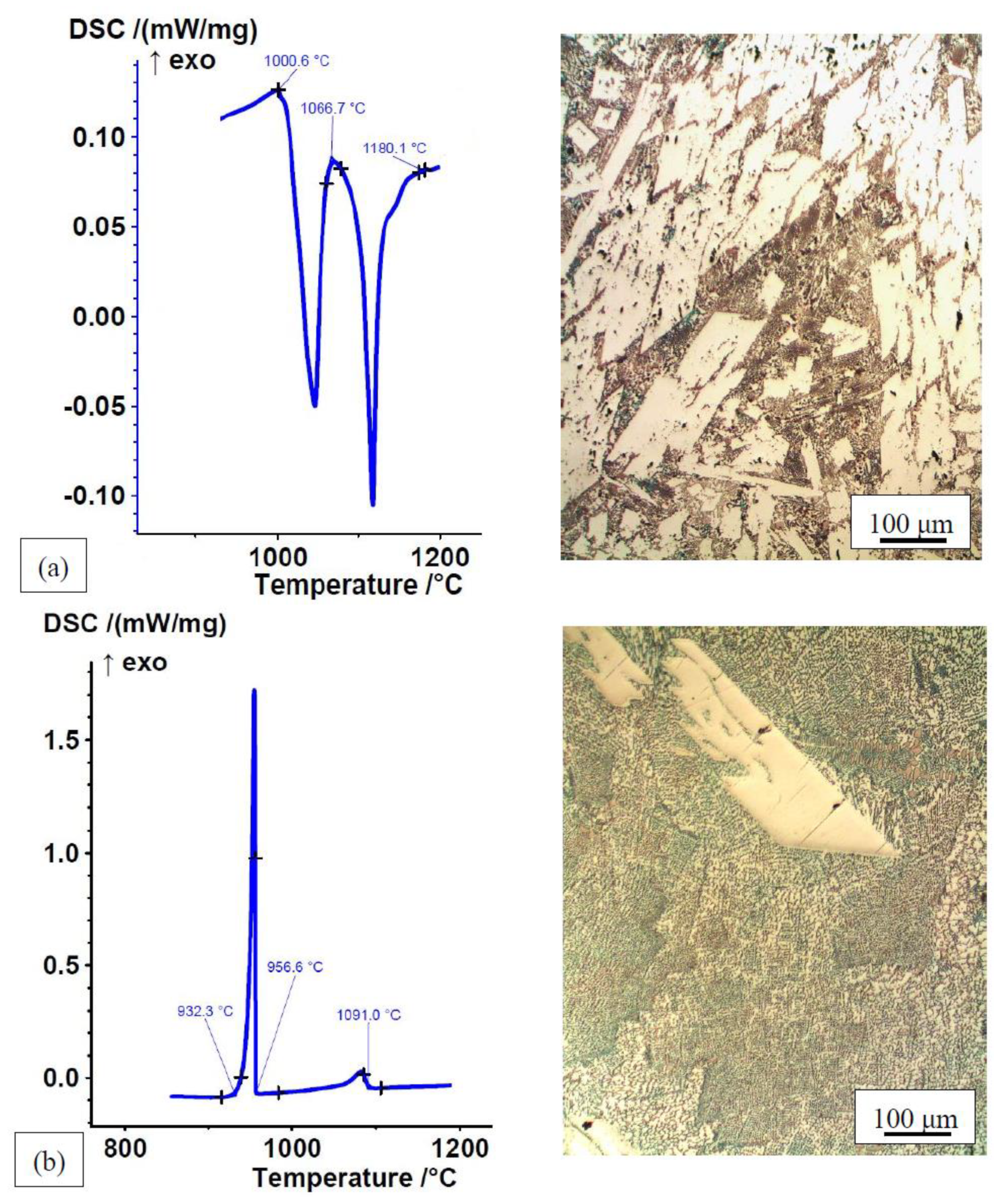
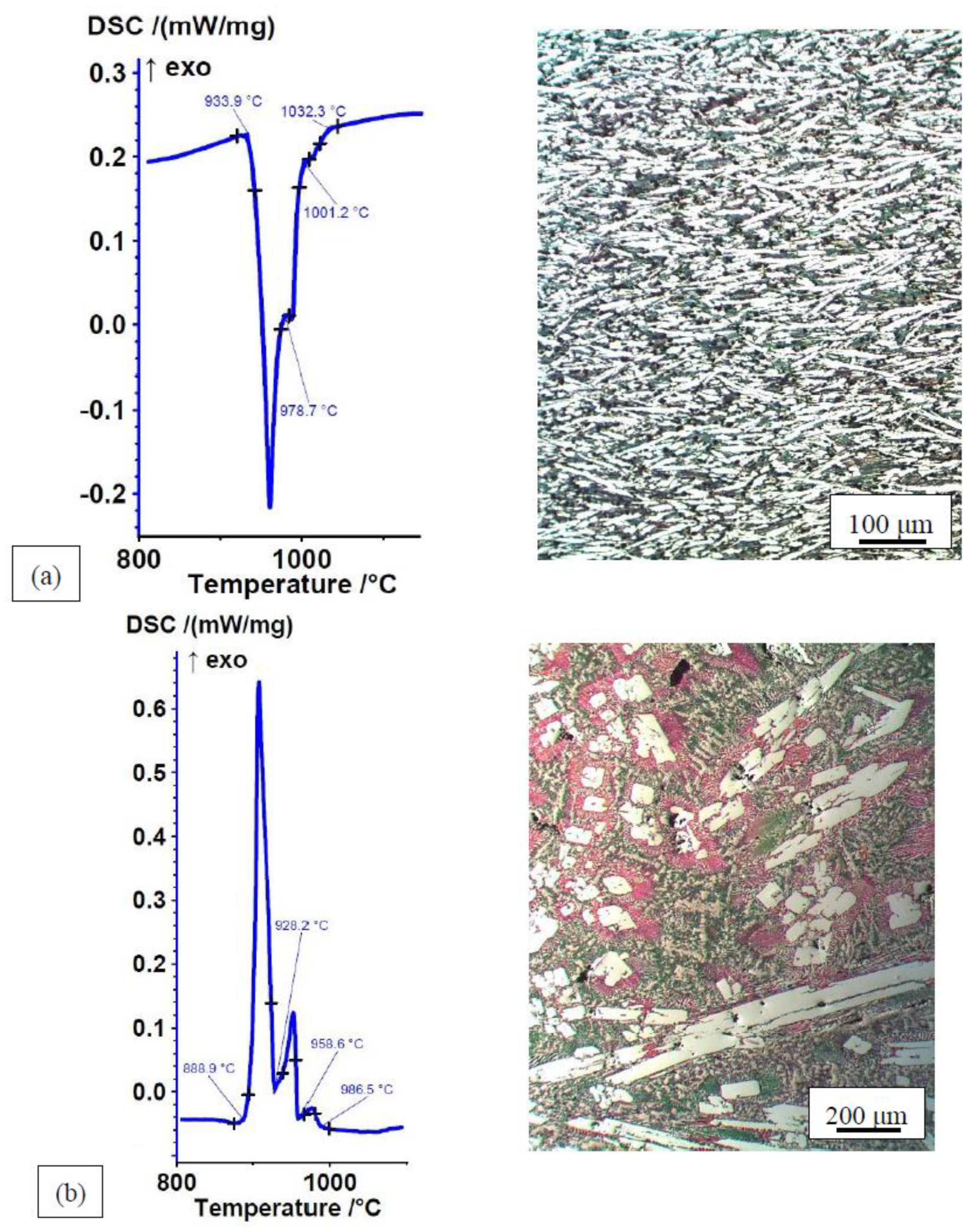
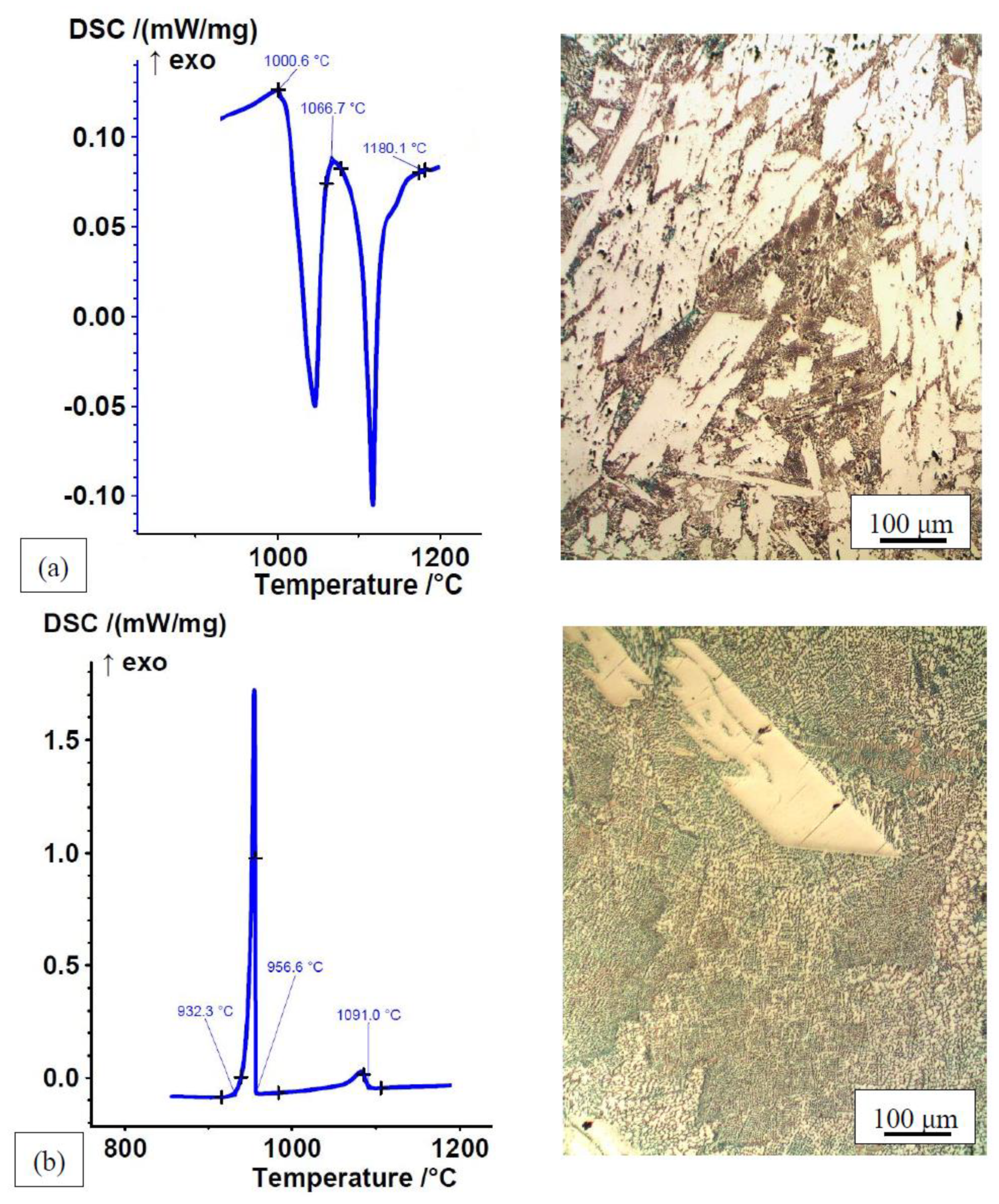
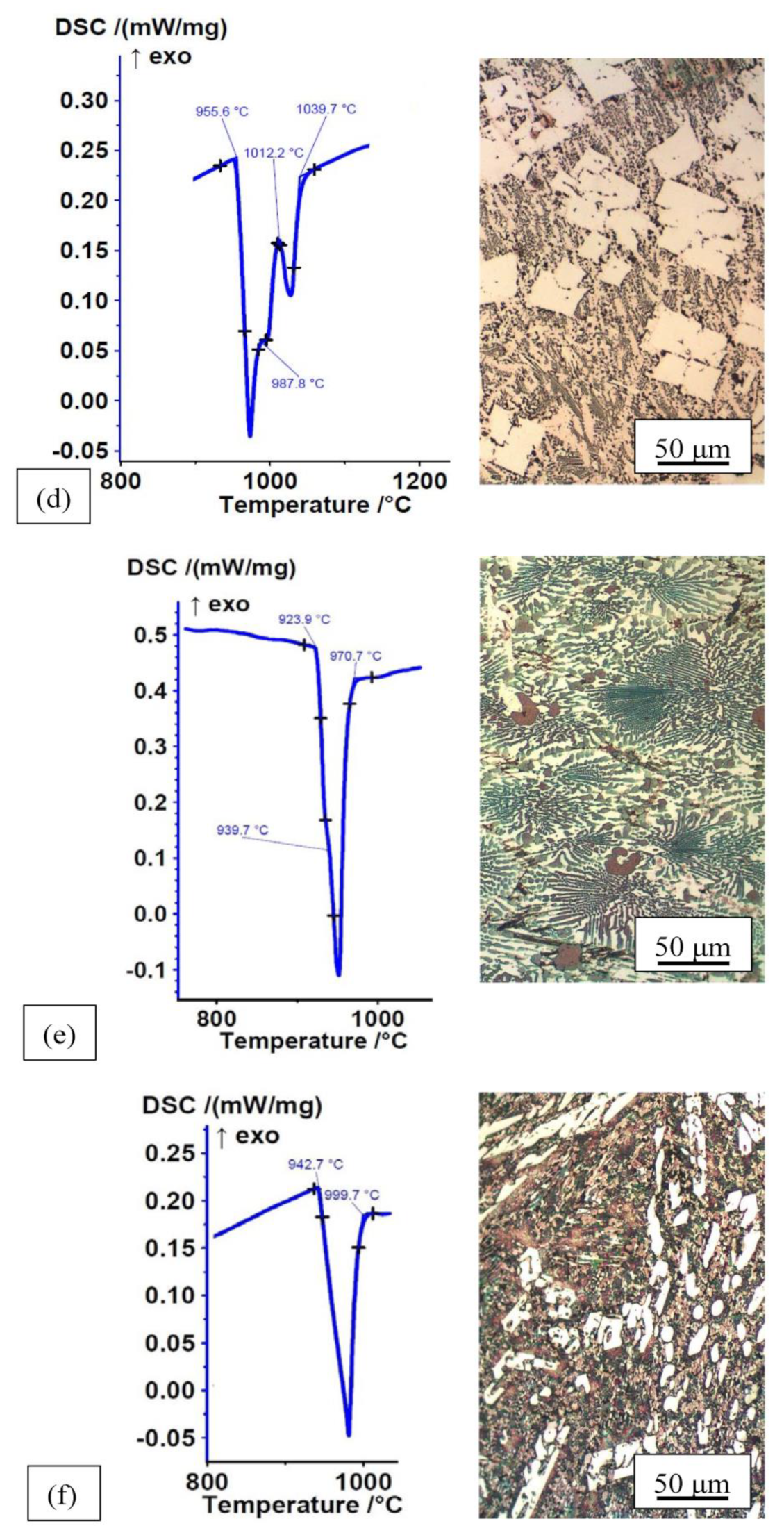
3.1. Compositions and Properties of Experimental Alloys
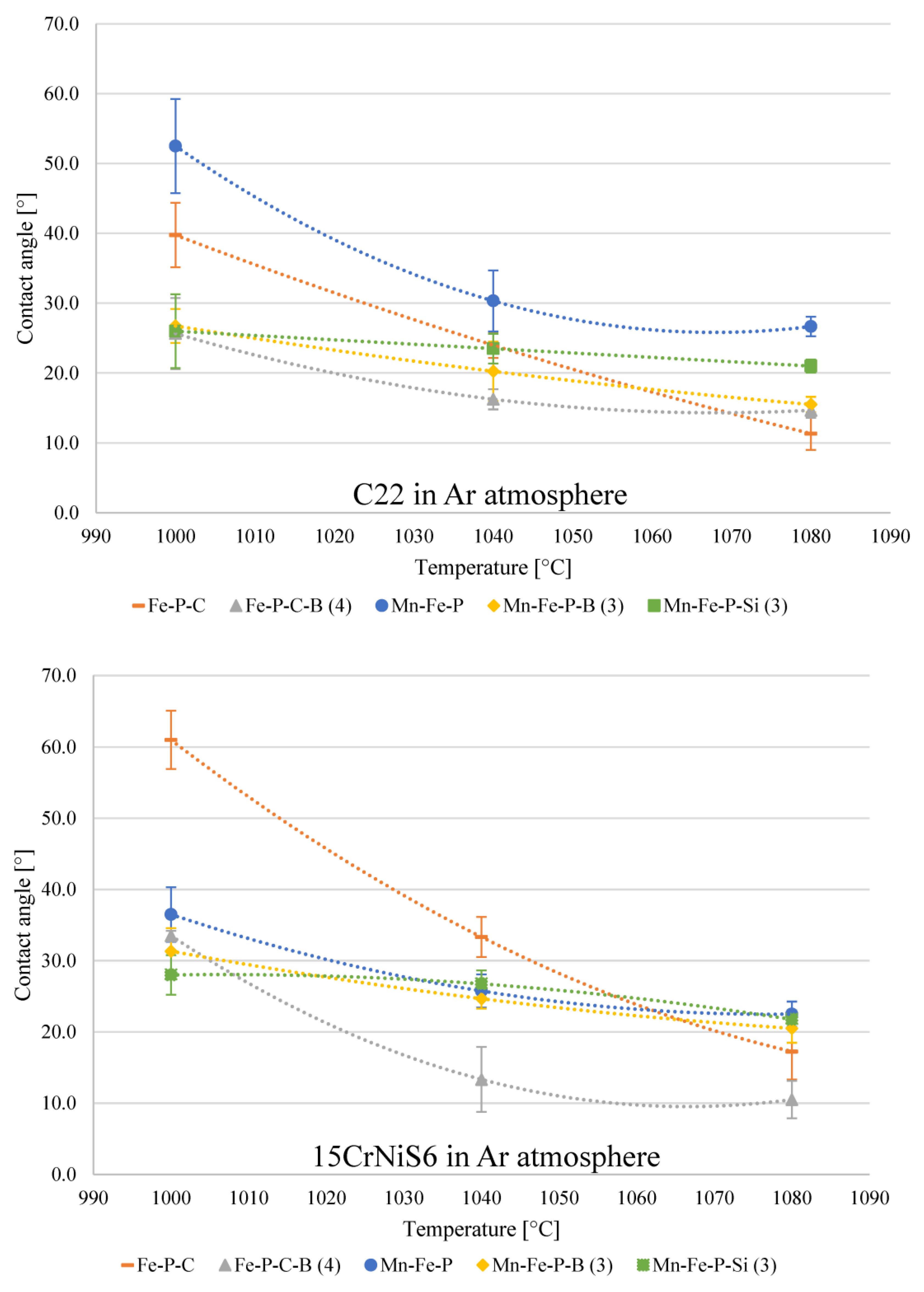
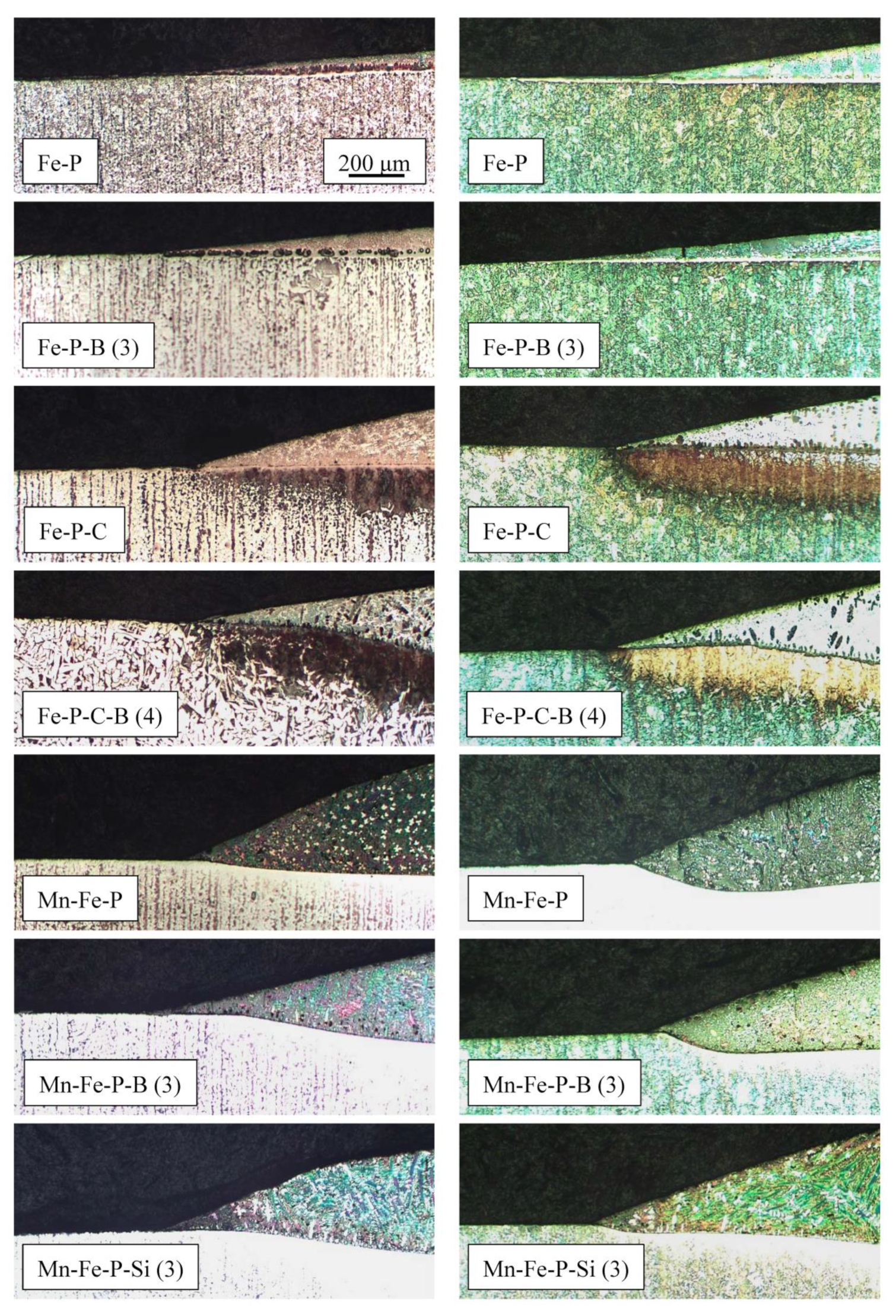
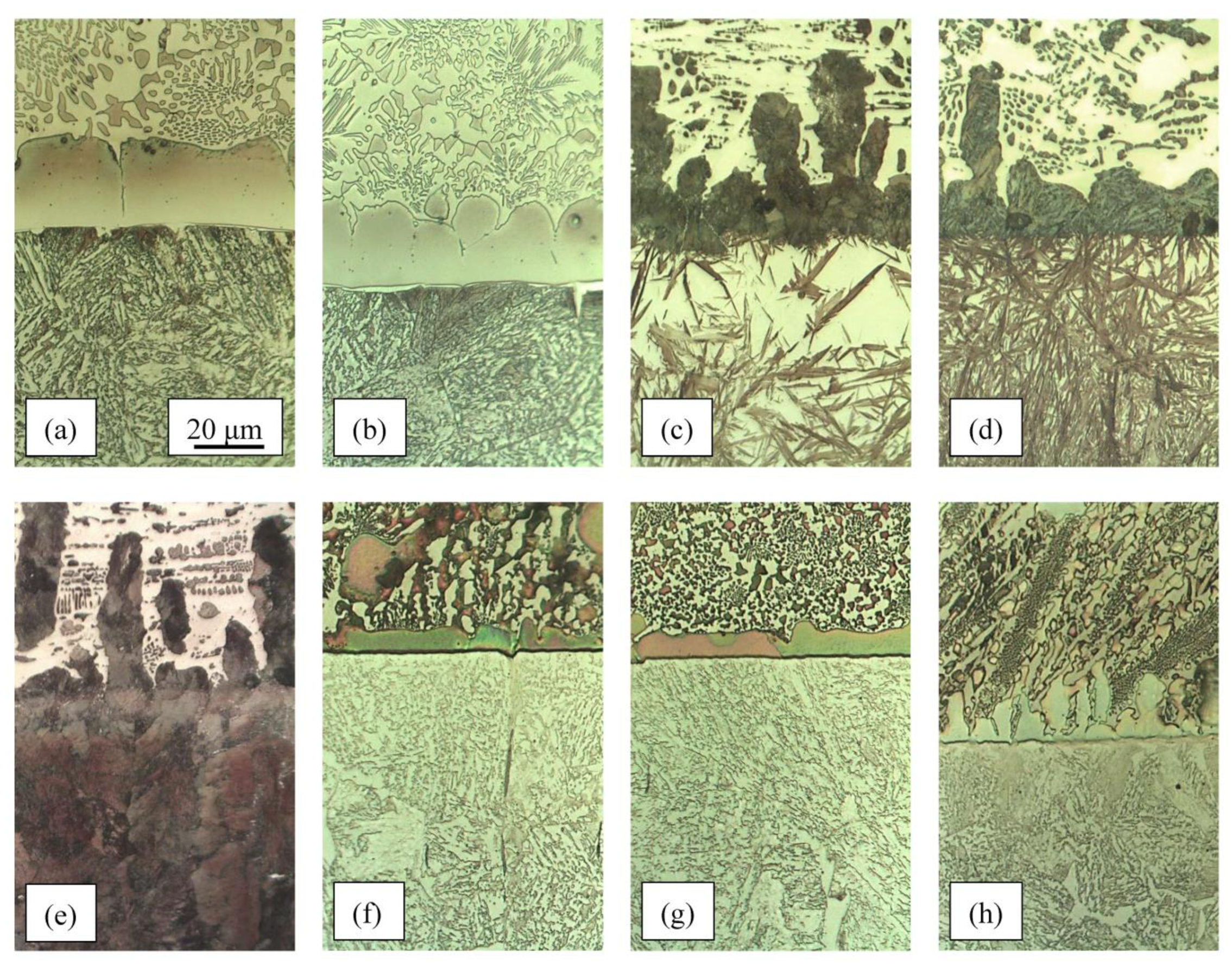
3.2. Wettability
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sheward, G. High Temperature Brazing in Controlled Atmospheres; Pergamon Press: Oxford, UK, 1985. [Google Scholar]
- Cole, N.C.; Gunkel, R.W. Development of Corrosion Resistant Filler Metals for Brazing Molybdenum. Weld. J. 1973, 10, 466-s–473-s. [Google Scholar]
- Pattanaik, S. Iron-Nickel Base Brazing Filler Metal. U.S. Patent 4,402,742, 6 September 1983. [Google Scholar]
- Pohlman, M.J.; Kindlimann, L.E. Iron-Based Brazing Alloy Compositions and Brazed Assemblies with Iron Based Brazing Alloys. U.S. Patent 4,410,604, 18 October 1983. [Google Scholar]
- Coad, B.C. Method of Brazing with Iron-Based and Hard Surfacing Alloys. U.S. Patent 4,516,716, 14 May 1985. [Google Scholar]
- Khan, T.I.; Wallach, E.R. Transient Liquid Phase Bonding of Oxide Dispersion Strengthened Ferritic Superalloys. Int. Trend Weld. Sci. Technol. 1993, 1095–1099. [Google Scholar]
- Nakao, Y.; Shinozaki, K. Transient liquid phase diffusion bonding of Fe-base oxide dispersion strengthened alloy MA956. Mater. Sci. Technol. 1995, 11, 304–311. [Google Scholar] [CrossRef]
- Müller, W.; Müller, J.W. Löttechnik; DVS Media GmbH: Düsseldorf, Germany, 1995. [Google Scholar]
- Kvasnitskyy, V.F.; Samokhin, S.M.; Galiatkin, S.N. Das Löten von nichtrostenden Stählen mit Molybdën. In Hart- und Hochtemperaturlöten und Diffusionsschweißen = Brazing, High Temperature Brazing and Diffusion Welding; DVS Media GmbH: Düsseldorf, Germany, 1998; pp. 269–270. [Google Scholar]
- Xia, C.; Li, Y.; Gong, Y.; Wu, L.; Liu, P.; Li, Y. Microstructure and Fracture of 50Mo-50Re Vacuum Brazed with Fe-Si-B Filler Metal. Mater. Res. 2019, 22, e20180730. [Google Scholar] [CrossRef]
- Wang, J.; Lian, Y.; Feng, F.; Liu, X.; Chen, Z.; Wang, Y.; Qiang, J.; Wei, M. Tungsten/reduced activation ferritic–martensitic steel joints made with an Fe–Si–B amorphous filler. Mater. Sci. Technol. 2021, 37, 1199–1206. [Google Scholar] [CrossRef]
- Rabinkin, A.; Decristofaro, N.J. Iron-Based Brazing Filler Metals. U.S. Patent 0,090,820 A1, 4 May 2006. [Google Scholar]
- Rabinkin, A.; Decristofaro, N.J. Iron-Chromium Base Brazing Filler Metals. U.S. Patent 6,656,292B1, 3 December 2003. [Google Scholar]
- Rangaswamy, S.; Fortuna, D.J. Iron-Based Braze Filler Metal for High-Temperature Applications. U.S. Patent 7,392,930B2, 1 July 2008. [Google Scholar]
- Verduzco, J.A.; Gonzalez-Sanchez, J.; Verduzco, V.H.; Solis, J.; Lemus-Ruiz, J. Microstructure and electro-chemical properties of the bonding zone of AISI 316L steel joined with a Fe-based amorphous foil. J. Mater. Process. Technol. 2010, 210, 1051–1060. [Google Scholar] [CrossRef]
- Jabbari, F.; Ekrami, A. Conventional vs. Temperature-Gradient Transient Liquid Phase Bonding of Stainless Steel 304 Using a Multi-component (Fe–Ni–Mo–B) Filler Metal. Metall. Mater. Trans. A 2022, 53, 4081–4100. [Google Scholar] [CrossRef]
- Wolfe, C.; Eklund, T.; Persson, O. Investigation of the corrosion performance of different braze fillers fused onto stainless steel type 1.4401 (UNS S31600). In Hart- und Hochtemperaturlöten und Diffusionsschweißen = Brazing, High Temperature Brazing and Diffusion Welding; DVS Media GmbH: Düsseldorf, Germany, 2004; pp. 278–280. [Google Scholar]
- Lugscheider, E.; Ferrara, S.; Humm, S.; Wielage, B.; Hoyer, I. Entwicklung neuer Lote für das Hochtemperaturlöten mechanisch hoch beanspruchter Stahlkomponenten. Schweißen Schneid. 2005, 57, 25–31. [Google Scholar]
- Hoyer, I.M. Beitrag zur Entwicklung von Hochtemperaturloten auf Eisenbasis; Technischen Universität Chemnitz: Chemnitz, Germany, 2005. [Google Scholar]
- Larsson, H.; Rassmus, J. Properties of pressure fatigue loaded brazed heat exchangers in stainless steel brazed with Cu-, Ni- or Fe-based fillers. In Hart- und Hochtemperaturlöten und Diffusionsschweißen = Brazing, High Temperature Brazing and Diffusion Welding; DVS Media GmbH: Düsseldorf, Germany, 2007; pp. 135–139. [Google Scholar]
- Persson, U. New iron-chromium based brazing filler metal for demanding stainless steel applications. In Proceedings of the 4th International Brazing & Soldering Conference (IBSC), Orlando, FL, USA, 16–29 April 2009. [Google Scholar]
- Persson, U. Iron-based brazing filler metals for high temperature brazing of stainless steel. In Hart- und Hochtemperaturlöten und Diffusionsschweißen = Brazing, High Temperature Brazing and Diffusion Bonding; DVS Media GmbH: Düsseldorf, Germany, 2010; pp. 38–41. [Google Scholar]
- Matsu, K.; Sawada, T.; Fukumoto, S.; Miyazawa, Y.; Ariga, T. Mechanical properties of Fe-Cr based brazing filler metals. In Hart- und Hochtemperaturlöten und Diffusionsschweißen = Brazing, High Temperature Brazing and Diffusion Bonding; DVS Media GmbH: Düsseldorf, Germany, 2010; pp. 48–51. [Google Scholar]
- Wielage, B.; Hoyer, I.; Hausner, S. Development of iron filler metals for high-temperature brazing of materials in contact with drinking water. In Hart- und Hochtemperaturlöten und Diffusionsschweißen = Brazing, High Temperature Brazing and Diffusion Bonding; DVS Media GmbH: Düsseldorf, Germany, 2010; pp. 189–195. [Google Scholar]
- Bobzin, K.; Kopp, N.; Puidokas, S.; Tillmann, W.; Wojarski, L.; Manka, M.; Liu, C. Reliable design procedure of iron-based braze joints. In Brazing, High Temperature Brazing and Diffusion Bonding; DVS Media GmbH: Düsseldorf, Germany, 2013; pp. 261–266. [Google Scholar]
- Weis, S.; Elßner, M.; Wagner, G. Influence of the microstructure on the properties of Fe-based brazed joints. In Brazing, High Temperature Brazing and Diffusion Bonding; DVS Media GmbH: Düsseldorf, Germany, 2016; pp. 207–211. [Google Scholar]
- Battenbough, A.J.; Osmanda, A.M.; Weinstein, M.; Lee, L.; Johnson, L. Properties of selected nickel and iron base brazing filler metals. In Brazing, High Temperature Brazing and Diffusion Bonding; DVS Media GmbH: Düsseldorf, Germany, 2016; pp. 404–410. [Google Scholar]
- Uhlig, T.; Fedorov, V.; Weis, S.; Wagner, G. Untersuchung der Gefüge-Eigenschafts-Beziehungen von Eisenbasisloten. Schweiss. Schneid. 2018, 70, 308–314. [Google Scholar]
- Ren, H.S.; Xiong, H.P.; Ye, L.; Ren, X.Y.; Li, W.W.; Qin, R.Y. Microstructures and mechanical properties of TiAl/Ni-based superalloy joints brazed with Fe-based filler metal. Weld. World 2020, 65, 79–85. [Google Scholar] [CrossRef]
- Li, H.; Zhang, X.; Mårs, O.; Zhao, X.; Lu, Q.; Chen, Z. The effect of iron-based filler metal element on the properties of brazed stainless steel joints for EGR cooler applications. Weld. World 2018, 63, 263–275. [Google Scholar] [CrossRef]
- Lugscheider, E.; Schlimbach, K. Qualifizieren der Löttechnologie für das Fügen von Intermetallischen Phasen. In Hart- und Hochtemperaturlöten und Diffusionsschweißen = Brazing, High Temperature Brazing and Diffusion Welding; DVS Media GmbH: Düsseldorf, Germany, 2001; pp. 50–54. [Google Scholar]
- Lee, D.; Welsch, G.E. Low-Melting Iron-Based Filler Alloys. U.S. Patent 2015/0,158,127A1, 11 July 2015. [Google Scholar]
- Bolkcom, W.T.; Knapp, W.E. Manganese-Nickel base Brazing Alloys. U.S. Patent 2,872,309, 3 February 1959. [Google Scholar]
- Cape, A.T. Manganese-Base Brazing Alloys. U.S. Patent 3,124,451, 10 March 1964. [Google Scholar]
- Shi, H.; Yan, J.; Li, N.; Zhu, X.; Chen, K.; Yu, L. Microstructure and properties of FeCrMo damping alloys brazing joint using Mn-based brazing filler. Vacuum 2019, 159, 209–217. [Google Scholar] [CrossRef]
- Yuan, L.; Ren, J.; Xiong, J.; Zhao, W.; Shi, J.; Li, J. Transient liquid phase bonding of Ni3Al based superalloy using Mn-Ni-Cr filler. J. Mater. Res. Technol. 2021, 11, 1583–1593. [Google Scholar] [CrossRef]
- Chen, L.; Chen, H.; Yang, W.; Zhang, Q.; Yang, B.; Hu, Y.; Si, X.; Lin, T.; Cao, J.; Qi, J.; et al. Interfacial Microstructure and Mechanical Properties of 1Cr18Ni9Ti/1Cr21Ni5Ti Stainless Steel Joints Brazed with Mn-Based Brazing Filler. Materials 2022, 15, 7021. [Google Scholar] [CrossRef] [PubMed]
- Zhang, C.; Chen, H.; Yang, W.; Zhang, Q.; Yang, B.; Hu, Y.; Li, C.; Gao, D.; Si, X.; Qi, J.; et al. Effect of the Surface States of 1Cr18Ni9Ti Stainless Steel on Mn-Based Brazing Alloy Wetting. Coatings 2022, 12, 1328. [Google Scholar] [CrossRef]
- Mu, R.; Wang, Y.; Niu, S.; Sun, K.; Yang, Z. Wetting of FeCoCrNiTi0.2 high entropy alloy on the (HfZrTiTaNb)C high entropy ceramic. J. Eur. Ceram. Soc. 2023. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhang, J.; Zhang, M.; Peng, P. First-principles calculations on brazed diamond with FeCoCrNi high entropy alloys doped with strong carbide-forming elements. Solid State Commun. 2022, 357, 114980. [Google Scholar] [CrossRef]
- Kovalenko, E.; Krasanov, I.; Valdaytseva, E.; Klimova-Korsmik, O.; Gushchina, M. Influence of Laser Direct Energy Deposition Process Parameters on the Structure and Phase Composition of a High-Entropy Alloy FeCoNiCrMn. Metals 2023, 13, 534. [Google Scholar] [CrossRef]
- Liu, J.; Lin, D.; Hu, J.; Xi, X.; Tang, Z.; Liu, Z.; Hu, S.; Bian, H.; Song, X. Microstructure and mechanical properties of a GH3536/SS304 joint brazed with a Co25Fe25Mn5Ni25Ti20 eutectic high-entropy alloy filler. Mater. Charact. 2022, 193, 112305. [Google Scholar] [CrossRef]
- Jacobson, D.M.; Humpston, G. Principles of Brazing; ASM International: Materials Park, OH, USA, 2005. [Google Scholar]
- Guzman-Flores, I.; Vargas-Arista, B.; Garcia-Vázquez, F.; Granda-Gutiérrez, E.; Gómez- Jiménez, R.; Rabindrantah-Galván-Gil, J. Wide-gap joints in inconel 738 super alloy by vacuum brazing: Microstructure and microhardness. Dyna Ing. E Ind. 2018, 94, 318–323. [Google Scholar] [CrossRef]
- Brazing Handbook, 4th ed.; American Welding Society: Miami, FL, USA, 1991.
- Standard EN ISO 6507-1:2018; Metallic materials – Vickers hardness test – Part 1: Test method. CEN: Brussels, Belgium, 2018.
- Gundlach, R.B.; Doane, D.V. Alloy Cast Irons. In ASM Handbook; Properties and Selection: Irons, Steels, and High Performance Alloys; ASM International: Materials Park, OH, USA, 2008; Volume 1, pp. 85–104. [Google Scholar]
- Roberts, G.; Krauss, G.; Kennedy, R. Tool Steels, 5th ed.; ASM International: Materials Park, OH, USA, 1998; pp. 59, 83–85. [Google Scholar]
- Zorc, M.; Nagode, A.; Burja, J.; Kosec, B.; Bizjak, M.; Zorc, B. Preliminary Study of New Low-Temperature Hard Abrasion Resistant Fe-P and Fe-P-X (X = C or/and B) Casting Alloys. Materials 2023, 16, 3766. [Google Scholar] [CrossRef]
- Standard ISO 17672:2016; Brazing–Filler Metals. ISO: Geneva, Switzerland, 2016.
- Probst, R.; Herold, H. Kompendium der Schweiβtechnik, Band 2: Schweiβmetallurgie; DVS-Verlag GmbH: Düsseldorf, Germany, 1997. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Filler Metals # | Fe | Mn | P | B | C | Si | ≈ TS-L Heating | ∆T Heating | ≈ TS-L Cooling | ∆T Cooling |
|---|---|---|---|---|---|---|---|---|---|---|
| Fe–P | rest | 0.76 | 9.9 | / | 0.11 | 0.19 | 1050–1070 * | 20 | 1050–1070 * | 20 |
| Fe–P–B (1) | rest | 0.77 | 7.0 | 2.1 | 0.08 | 0.21 | 1001–1180 | 179 | 932–1091 | 159 |
| Fe–P–B (2) | rest | 1.40 | 9.3 | 2.5 | 0.10 | 0.21 | 1053–1220 | 167 | 1041–1196 | 155 |
| Fe–P–B (3) | rest | 0.57 | 7.6 | 0.73 | 0.07 | 0.08 | 1000–1056 | 56 | 979–1039 | 60 |
| Fe–P–C | rest | 1.57 | 7.4 | / | 2.20 | 0.34 | 954–990 | 36 | 918–943 | 25 |
| Fe–P–C–B (1) | rest | 1.00 | 7.2 | 1.3 | 1.62 | 0.16 | 954–1082 | 128 | 915–1007 | 92 |
| Fe–P–C–B (2) | rest | 3.80 | 6.8 | 2.1 | 1.50 | 0.53 | 956–1189 | 233 | 925–1150 | 225 |
| Fe–P–C–B (3) | rest | 1.30 | 7.1 | 2.6 | 1.21 | 0.23 | 956–1212 | 256 | 930–1185 | 255 |
| Fe–P–C–B (4) | rest | 1.90 | 7.5 | 0.74 | 0.62 | 0.50 | 956–1040 | 84 | 916–991 | 75 |
| Mn–Fe–P | 34.29 | 56.19 | 7.9 | / | 0.71 | 0.55 | 924–971 | 47 | 886–943 | 57 |
| Mn–Fe–P–B (1) | 38.60 | 49.60 | 8.3 | 1.4 | 0.47 | 0.57 | 928–1131 | 203 | 894–1089 | 195 |
| Mn–Fe–P–B (2) | 43.69 | 43.00 | 7.8 | 2.4 | 0.49 | 1.06 | 940–1223 | 283 | 890–1157 | 267 |
| Mn–Fe–P–B (3) | 35.30 | 55.88 | 6.9 | 0.81 | 0.76 | 0.35 | 934–1032 | 98 | 889–987 | 98 |
| Mn–Fe–P–Si (1) | 33.40 | 47.03 | 7.8 | / | 0.56 | 8.50 | 1001–1058 | 57 | 972–1012 | 40 |
| Mn–Fe–P–Si (2) | 32.88 | 46.55 | 7.7 | / | 0.47 | 9.40 | 1026–1090 | 64 | 976–1025 | 49 |
| Mn–Fe–P–Si (3) | 34.10 | 52.49 | 8.3 | / | 1.99 | 3.10 | 943–1000 | 57 | 897–957 | 60 |
| Mn–Fe–P–C | 31.71 | 57.91 | 7.5 | / | 2.62 | 0.26 | 918–1040 | 122 | 881–999 | 118 |
| Alloy | Min. | Max. | SDsH | Mean HV/≈ HRC | ∆HV |
|---|---|---|---|---|---|
| Fe–P | 565 | 606 | 13.8 | 589/52.5 | 41 |
| Fe–P–B (1) | 678 | 789 | 40.2 | 718/59 | 111 |
| Fe–P–B (2) | 710 | 824 | 39.6 | 771/61.5 | 114 |
| Fe–P–B (3) | 562 | 608 | 16.4 | 588/52.5 | 46 |
| Fe–P–C | 620 | 774 | 53.3 | 715/59 | 154 |
| Fe–P–C–B (1) | 740 | 943 | 74.2 | 875/65 | 203 |
| Fe–P–C–B (2) | 679 | 868 | 75.5 | 787/62 | 189 |
| Fe–P–C–B (3) | 742 | 857 | 41.5 | 805/62.5 | 115 |
| Fe–P–C–B (4) | 631 | 756 | 42.6 | 700/58 | 125 |
| Mn–Fe–P | 566 | 621 | 19.5 | 599/53 | 55 |
| Mn–Fe–P–B (1) | 702 | 775 | 24.2 | 746/60 | 73 |
| Mn–Fe–P–B (2) | 690 | 792 | 37.4 | 749/60 | 102 |
| Mn–Fe–P–B (3) | 548 | 592 | 13.3 | 568/51.5 | 44 |
| Mn–Fe–P–Si (1) | 637 | 834 | 61.0 | 726/59.5 | 197 |
| Mn–Fe–P–Si (2) | 673 | 796 | 44.7 | 752/60 | 123 |
| Mn–Fe–P–Si (3) | 512 | 766 | 99.5 | 660/56.5 | 254 |
| Mn–Fe–P–C | 814 | 858 | 15.7 | 833/63 | 44 |
| Alloy | H2–N2 Mixture—Contact Angles θ [°] | Ar 4.6—Contact Angles θ [°] | ||||||
|---|---|---|---|---|---|---|---|---|
| Min. | Max. | SD | Mean | Min. | Max. | SD | Mean | |
| Fe–P | 3 | 7 | 1.2 | 5.2 | 3 | 4 | 0.5 | 3.5 |
| Fe–P–B (1) | 10 | 16 | 2.0 | 12.8 | 3 | 8 | 1.8 | 5.8 |
| Fe–P–B (2) | 11 | 17 | 2.1 | 14.4 | 3 | 9 | 2.2 | 6.0 |
| Fe–P–B (3) | 9 | 10 | 0.5 | 9.4 | 2 | 8 | 2.3 | 4.5 |
| Fe–P–C | 8 | 17 | 3.1 | 12.5 | 9 | 14 | 1.8 | 11.3 |
| Fe–P–C–B (1) | 6 | 11 | 1.8 | 7.8 | 11 | 13 | 0.7 | 12.0 |
| Fe–P–C–B (2) | did not melt | 9 | 11 | 0.8 | 9.8 | |||
| Fe–P–C–B (3) | did not melt | 5 | 10 | 2.1 | 8.5 | |||
| Fe–P–C–B (4) | 6 | 14 | 2.5 | 10.0 | 14 | 16 | 0.8 | 14.8 |
| Mn–Fe–P | 8 | 12 | 1.4 | 10.5 | 25 | 28 | 1.1 | 26.8 |
| Mn–Fe–P–B (1) | 23 | 31 | 3.1 | 27.2 | 6 | 12 | 2.3 | 9.8 |
| Mn–Fe–P–B (2) | 23 | 35 | 4.3 | 28.8 | 7 | 14 | 2.9 | 11.8 |
| Mn–Fe–P–B (3) | 20 | 30 | 3.1 | 23.5 | 14 | 17 | 1.1 | 15.5 |
| Mn–Fe–P–Si (1) | 23 | 31 | 2.6 | 27.8 | 23 | 25 | 0.7 | 24.0 |
| Mn–Fe–P–Si (2) | 37 | 45 | 2.6 | 41.2 | 24 | 30 | 2.3 | 26.3 |
| Mn–Fe–P–Si (3) | 15 | 21 | 2.2 | 17.7 | 20 | 22 | 0.7 | 21.0 |
| Mn–Fe–P–C | 11 | 22 | 4.0 | 16.2 | 21 | 26 | 1.9 | 24.0 |
| Alloy | H2–N2 Mixture—Contact Angles θ [°] | Ar 4.6—Contact Angles θ [°] | ||||||
|---|---|---|---|---|---|---|---|---|
| Min. | Max. | SD | Mean | Min. | Max. | SD | Mean | |
| Fe–P | 8 | 10 | 0.7 | 9.0 | 7 | 11 | 1.5 | 8.8 |
| Fe–P–B (3) | 7 | 12 | 1.9 | 9.8 | 2 | 7 | 1.8 | 4.5 |
| Fe–P–C | 7 | 8 | 0.5 | 7.5 | 13 | 19 | 2.3 | 15.3 |
| Fe–P–C–B (4) | 10 | 19 | 3.6 | 14.5 | 7 | 14 | 2.7 | 10.5 |
| Mn-Fe–P | 10 | 18 | 2.9 | 13.3 | 20 | 25 | 1.8 | 22.5 |
| Mn–Fe–P-B (3) | 17 | 23 | 2.1 | 20.0 | 18 | 23 | 2.1 | 20.5 |
| Mn–Fe–P-Si (3) | 19 | 28 | 3.2 | 23.5 | 20 | 23 | 1.3 | 21.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zorc, M.; Zorc, B.; Medved, J.; Nagode, A. A Preliminary Study of New Experimental Low-Cost Fe–P-Based and Mn–Fe–P-Based Brazing Filler Metals for Brazing of Non-Alloy and Low-Alloy Steels. Metals 2023, 13, 1513. https://doi.org/10.3390/met13091513
Zorc M, Zorc B, Medved J, Nagode A. A Preliminary Study of New Experimental Low-Cost Fe–P-Based and Mn–Fe–P-Based Brazing Filler Metals for Brazing of Non-Alloy and Low-Alloy Steels. Metals. 2023; 13(9):1513. https://doi.org/10.3390/met13091513
Chicago/Turabian StyleZorc, Matija, Borut Zorc, Jožef Medved, and Aleš Nagode. 2023. "A Preliminary Study of New Experimental Low-Cost Fe–P-Based and Mn–Fe–P-Based Brazing Filler Metals for Brazing of Non-Alloy and Low-Alloy Steels" Metals 13, no. 9: 1513. https://doi.org/10.3390/met13091513
APA StyleZorc, M., Zorc, B., Medved, J., & Nagode, A. (2023). A Preliminary Study of New Experimental Low-Cost Fe–P-Based and Mn–Fe–P-Based Brazing Filler Metals for Brazing of Non-Alloy and Low-Alloy Steels. Metals, 13(9), 1513. https://doi.org/10.3390/met13091513