
The Feasibility of Static Shoulder Friction Stir Welding in Joining Dissimilar Metals of Al6061 and Ti6Al4V


Abstract
:1. Introduction
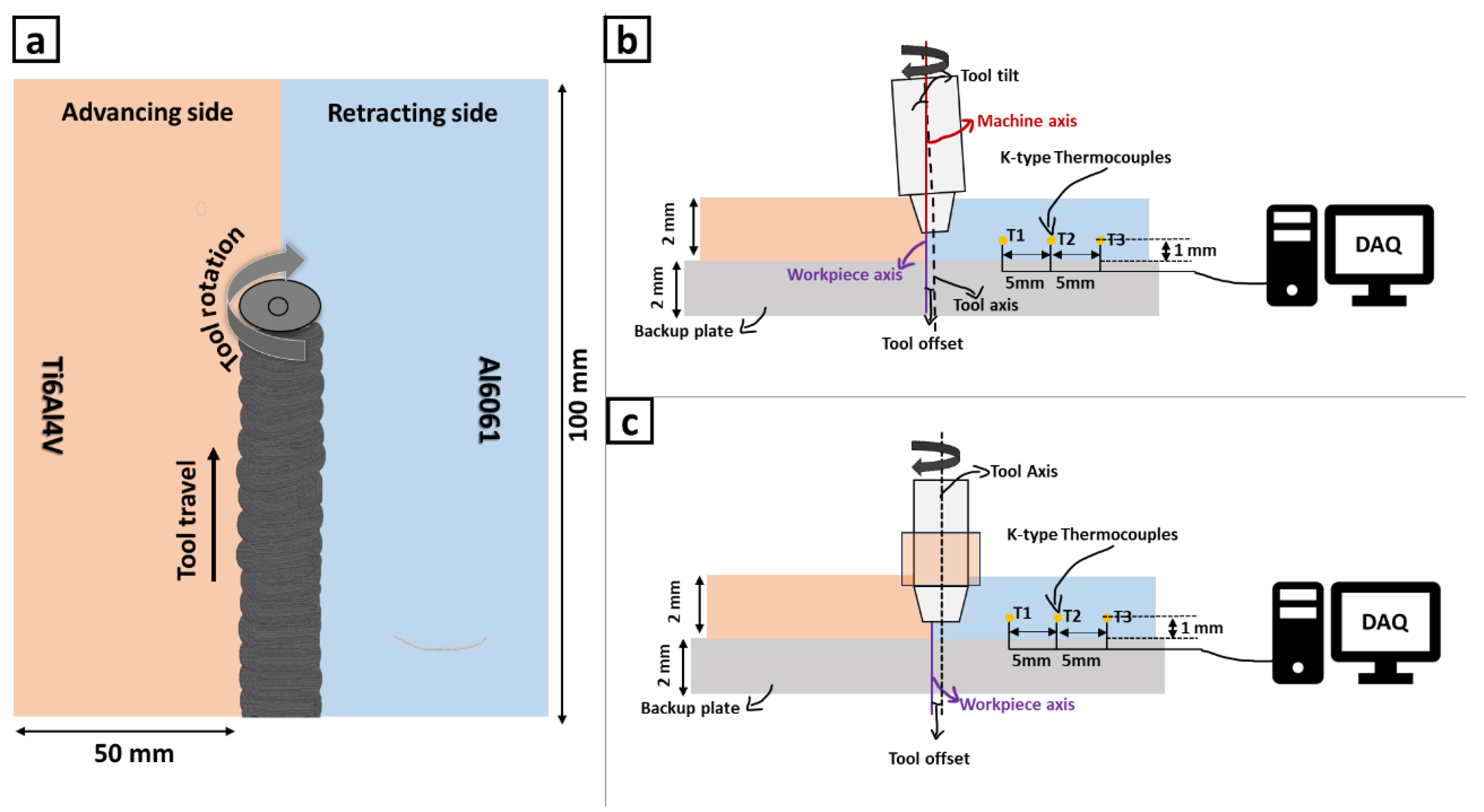
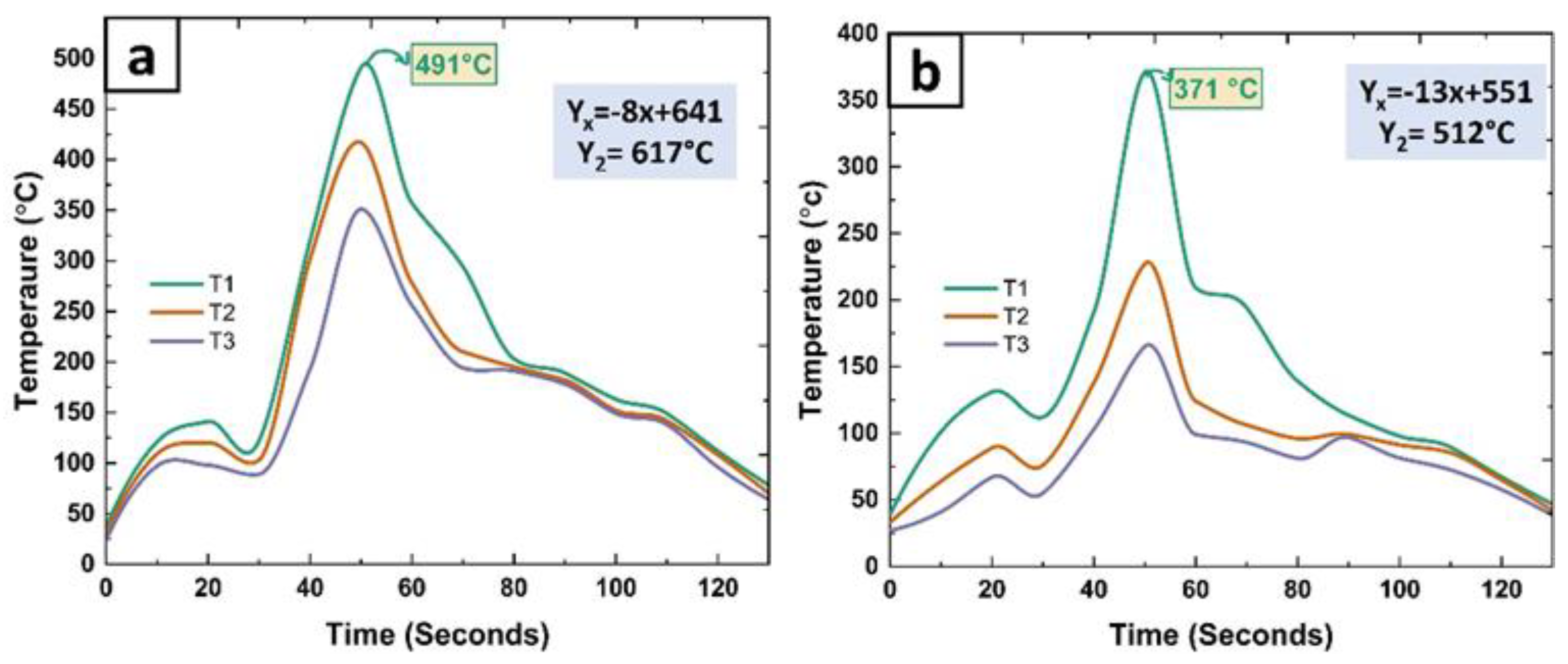
2. Materials and Methods
3. Results and Discussion
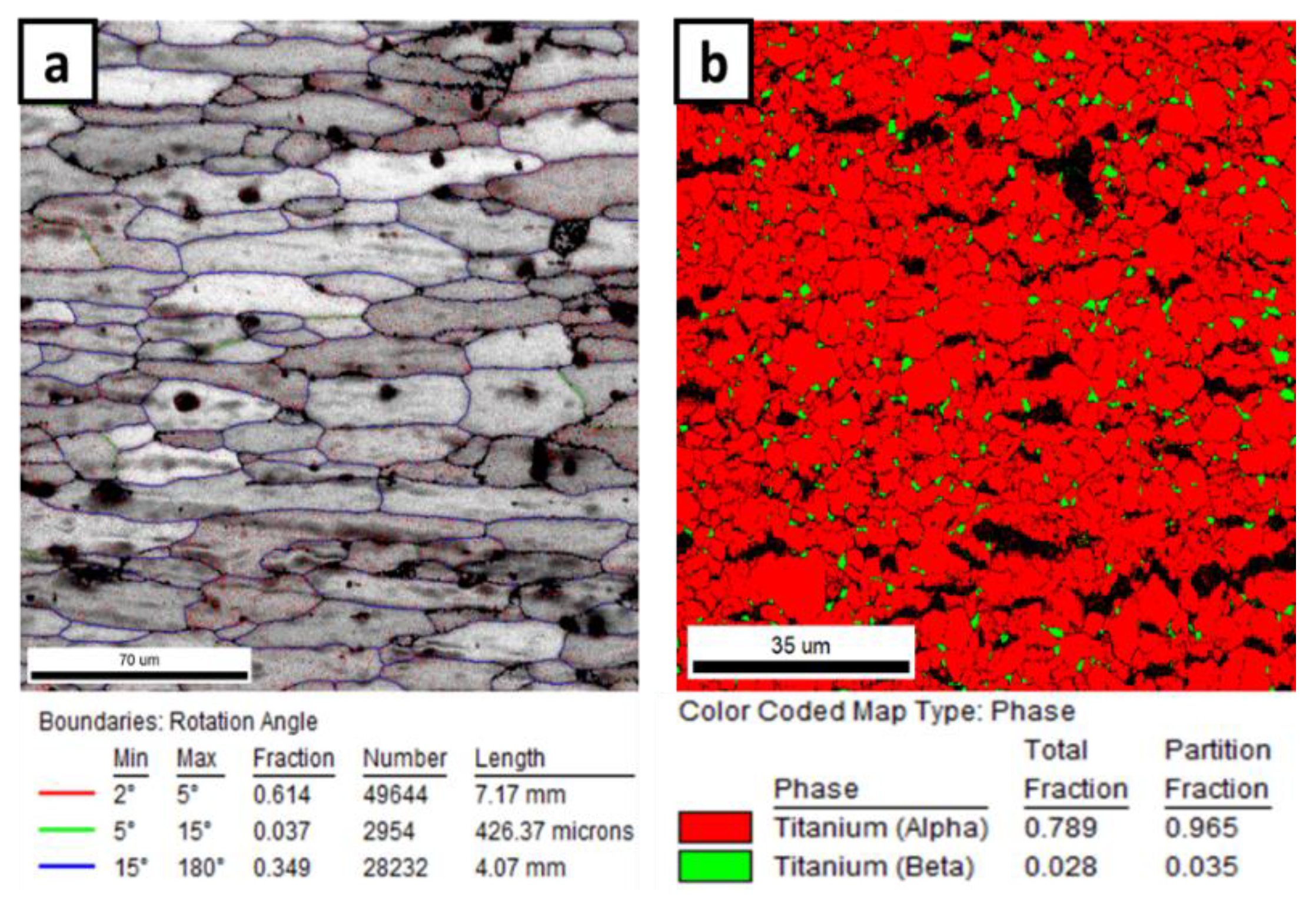
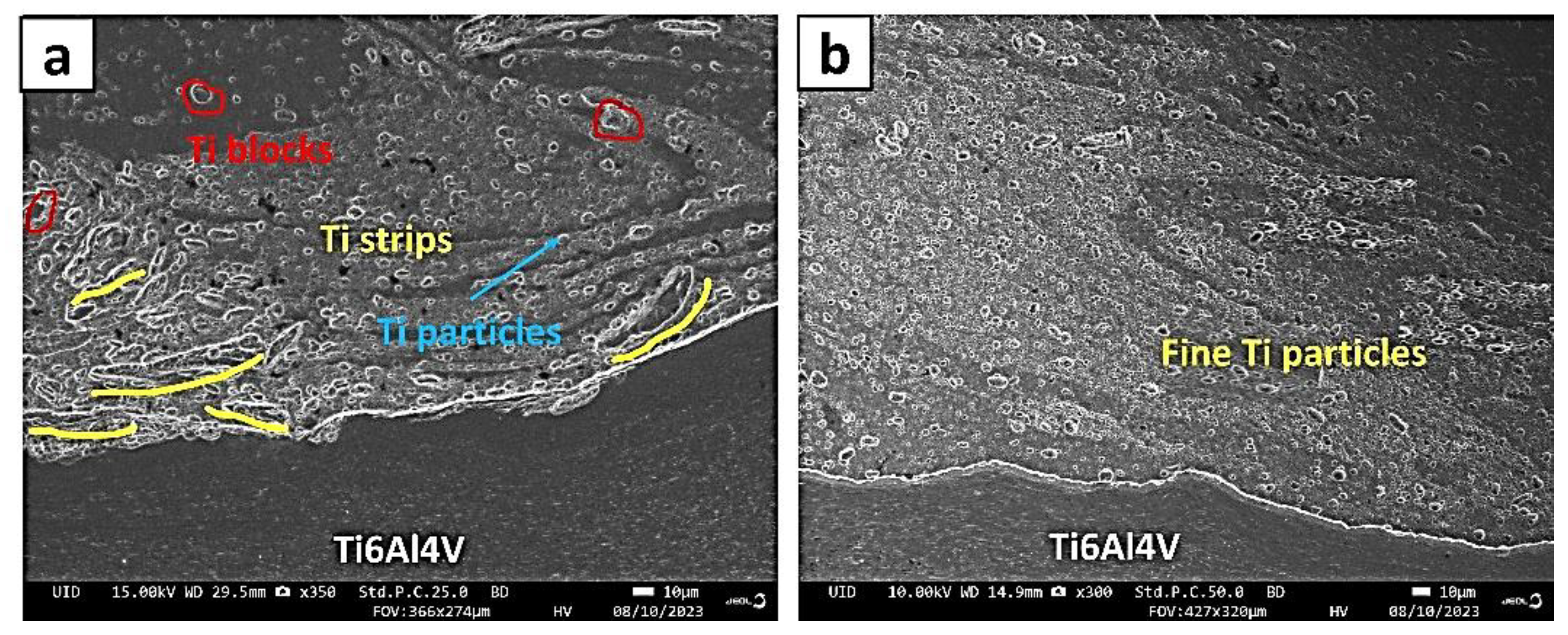
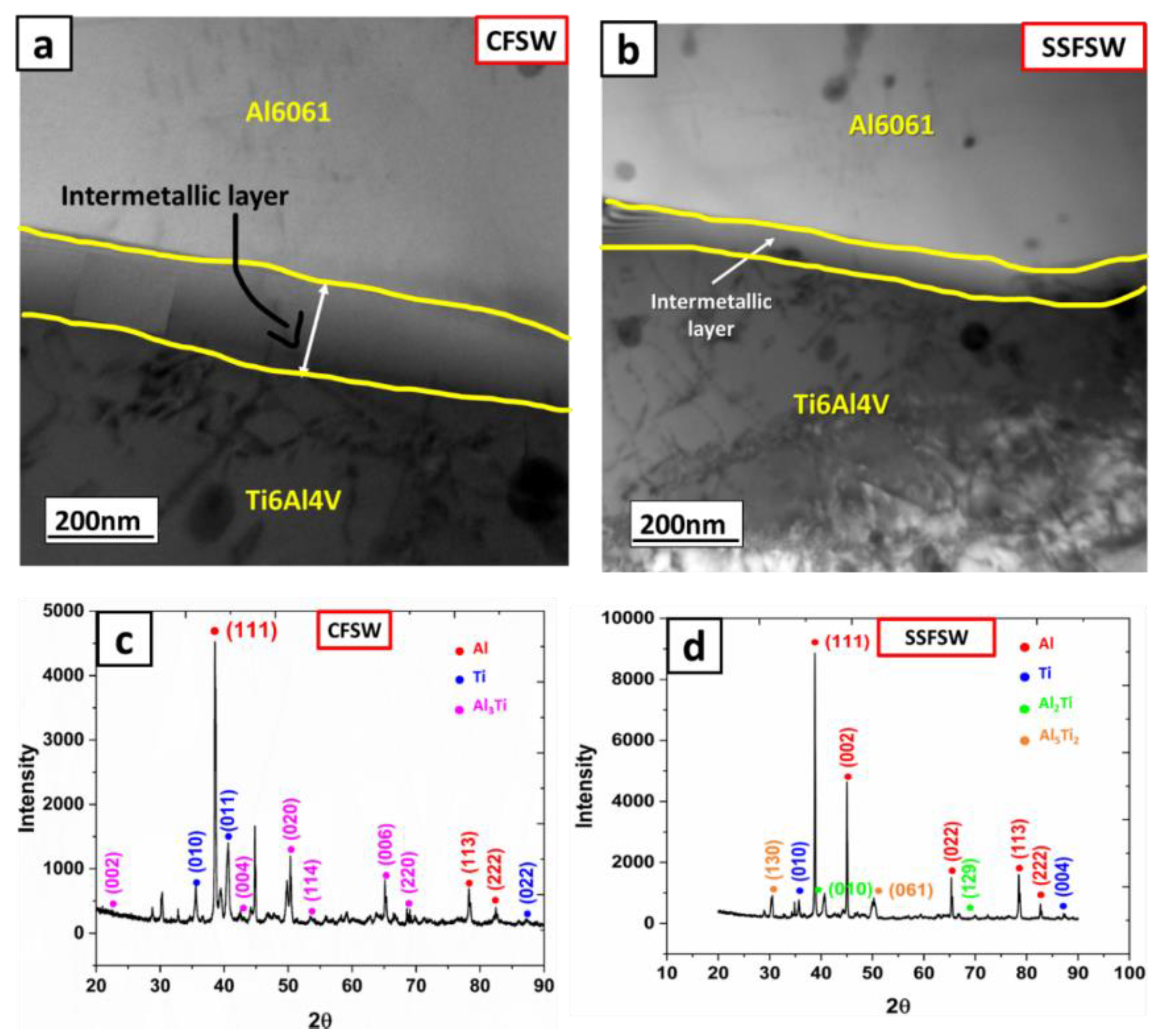
3.1. Interfacial Microstructural Characteristics
3.2. Mechanisms Associated with the Recrystallization of Ti and Al
3.3. Interface Reaction and Phase Evolution
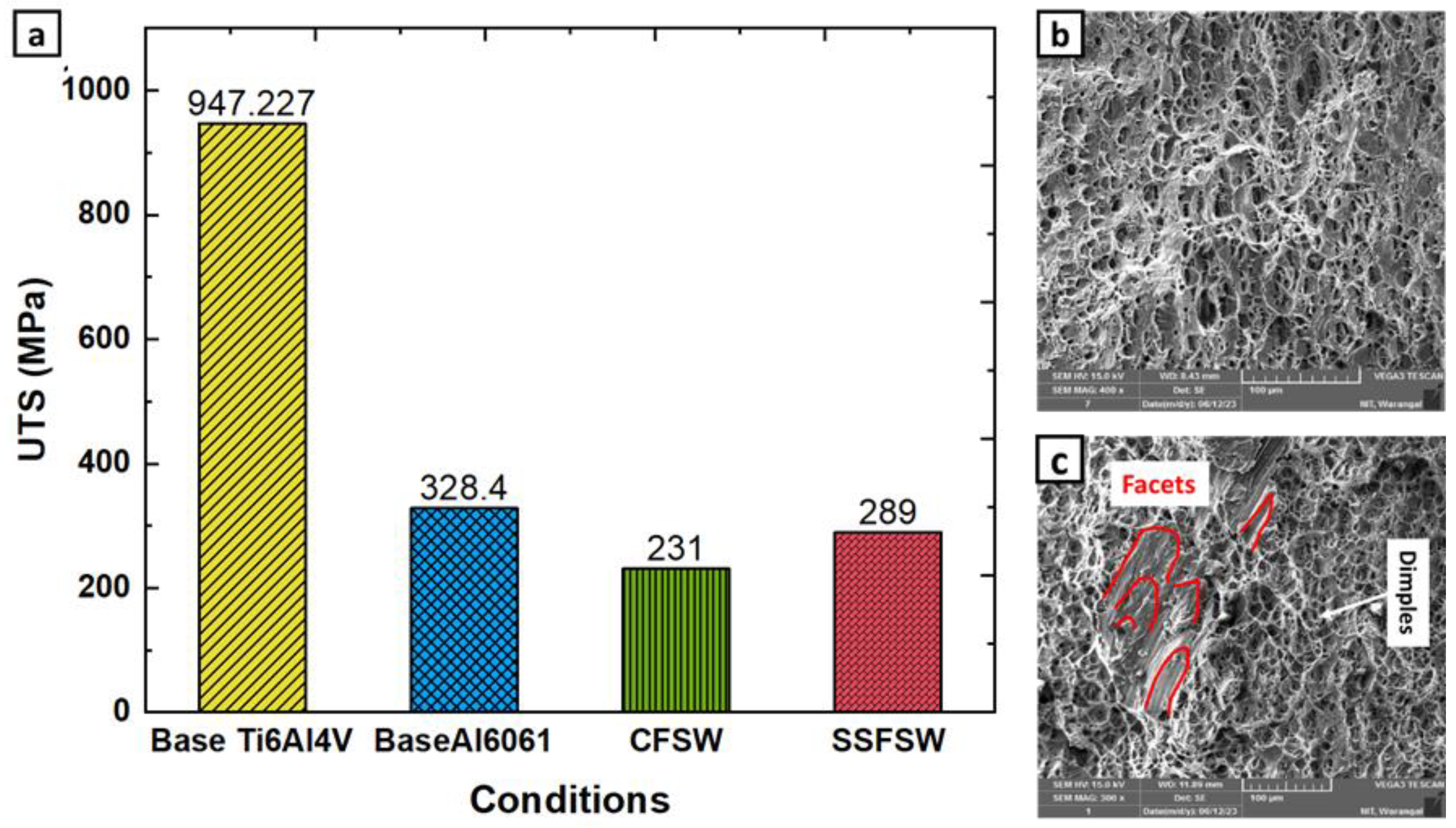
3.4. Cross Tensile Testing and Fracture Mechanism
3.5. Microhardness Distribution
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Möller, F.; Thomy, C.; Vollertsen, F. Joining of Titanium-Aluminium seat tracks for aircraft applications—System technology and joint properties. Weld. World 2012, 56, 108–114. [Google Scholar] [CrossRef]
- Beygi, R.; Galvão, I.; Akhavan-Safar, A.; Pouraliakbar, H.; Fallah, V.; da Silva, L.F.M. Effect of Alloying Elements on Intermetallic Formation during Friction Stir Welding of Dissimilar Metals: A Critical Review on Aluminum/Steel. Metals 2023, 13, 768. [Google Scholar] [CrossRef]
- El-Sayed, M.M.; Shash, A.; Abd-Rabou, M.; ElSherbiny, M.G. Welding and processing of metallic materials by using friction stir technique: A review. J. Adv. Join. Process. 2021, 3, 100059. [Google Scholar] [CrossRef]
- Kumar, N.; Yuan, W.; Mishra, R.S. Friction Stir Welding of Dissimilar Alloys and Materials. Frict. Stir Weld. Dissimilar Alloys Mater. 2015, 1–126. [Google Scholar] [CrossRef]
- Ivanov, A.; Chumaevskii, A.; Amirov, A.; Utyaganova, V.; Savchenko, N.; Rubtsov, V.; Tarasov, S. Features of Structure and Properties of Lap-Welded Joints of Aluminum Alloy Al–4Cu–1Mg with Titanium Alloy Ti–6Al–4V, Obtained by Friction Stir Welding. Metals 2023, 13, 1385. [Google Scholar] [CrossRef]
- Kim, Y.-C.; Fuji, A. Factors dominating joint characteristics in Ti–Al friction welds. Sci. Technol. Weld. Join. 2002, 7, 149–154. [Google Scholar] [CrossRef]
- Balos, S.; Zlatanovic, D.L.; Kulundzic, N.; Janjatovic, P.; Dramicanin, M.; Lanc, Z.; Hadzistevic, M.; Radisic, S.; Rajnovic, D.; Pecanac, M. Influence of Tool–Base Metal Interference on the Performance of an Aluminium–Magnesium Alloy Joined via Bobbin Tool Friction Stir Welding. Metals 2023, 13, 1215. [Google Scholar] [CrossRef]
- Song, Z.; Nakata, K.; Wu, A.; Liao, J.; Zhou, L. Influence of probe offset distance on interfacial microstructure and mechanical properties of friction stir butt welded joint of Ti6Al4V and A6061 dissimilar alloys. Mater. Des. 2014, 57, 269–278. [Google Scholar] [CrossRef]
- Li, W.; Fu, T.; Hütsch, L.; Hilgert, J.; Wang, F.; dos Santos, J.; Huber, N. Effects of tool rotational and welding speed on microstructure and mechanical properties of bobbin-tool friction-stir welded Mg AZ31. Mater. Des. 2014, 64, 714–720. [Google Scholar] [CrossRef]
- Yang, H.; Zhao, H.; Xu, X.; Zhou, L.; Zhao, H.; Liu, H. Effect of Stirring Pin Rotation Speed on Microstructure and Mechanical Properties of 2A14-T4 Alloy T-Joints Produced by Stationary Shoulder Friction Stir Welding. Materials 2021, 14, 1938. [Google Scholar] [CrossRef]
- Chen, K.; Liu, X.; Ni, J. A review of friction stir–based processes for joining dissimilar materials. Int. J. Adv. Manuf. Technol. 2019, 104, 1709–1731. [Google Scholar] [CrossRef]
- Chen, Y.; Nakata, K. Microstructural characterization and mechanical properties in friction stir welding of aluminum and titanium dissimilar alloys. Mater. Des. 2009, 30, 469–474. [Google Scholar] [CrossRef]
- Wu, A.; Song, Z.; Nakata, K.; Liao, J. Defects and the properties of the dissimilar materials FSW joints of titanium alloy TC4 with aluminum alloy 6061. In Proceedings of the 1st International Joint Symposium on Joining and Welding, Osaka, Japan, 6–8 November 2013; pp. 243–248. [Google Scholar] [CrossRef]
- Li, B.; Zhang, Z.; Shen, Y.; Hu, W.; Luo, L. Dissimilar friction stir welding of Ti–6Al–4V alloy and aluminum alloy employing a modified butt joint configuration: Influences of process variables on the weld interfaces and tensile properties. Mater. Des. 2014, 53, 838–848. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Seleman, M.M.E.-S.; Fydrych, D.; Çam, G. Friction Stir Welding of Aluminum in the Aerospace Industry: The Current Progress and State-of-the-Art Review. Materials 2023, 16, 2971. [Google Scholar] [CrossRef]
- Kar, A.; Suwas, S.; Kailas, S.V. Two-pass friction stir welding of aluminum alloy to titanium alloy: A simultaneous improvement in mechanical properties. Mater. Sci. Eng. A 2018, 733, 199–210. [Google Scholar] [CrossRef]
- Kar, A.; Alam, Z. Solid State Additive Manufacturing, Solid State Additive Manufacturing; Taylor & Francis Ltd.: London, UK, 2023. [Google Scholar] [CrossRef]
- Ji, H.; Deng, Y.; Xu, H.; Lin, S.; Wang, W.; Dong, H. The mechanism of rotational and non-rotational shoulder affecting the microstructure and mechanical properties of Al-Mg-Si alloy friction stir welded joint. Mater. Des. 2020, 192, 108729. [Google Scholar] [CrossRef]
- Barbini, A.; Carstensen, J.; dos Santos, J.F. Influence of a non-rotating shoulder on heat generation, microstructure and mechanical properties of dissimilar AA2024/AA7050 FSW joints. J. Mater. Sci. Technol. 2018, 34, 119–127. [Google Scholar] [CrossRef]
- You, J.; Zhao, Y.; Dong, C.; Miao, S.; Liu, Z.; Liu, L.; Su, Y. Microstructural evolution and mechanical properties of the Al–Cu dissimilar joint enhanced by stationary-dynamic shoulder friction stir welding. J. Mater. Process. Technol. 2022, 300, 117402. [Google Scholar] [CrossRef]
- Sundar, A.S.; Kar, A.; Mugada, K.K.; Kumar, A. Enhancement of microstructure, micro-texture, and mechanical properties of Al6061 friction stir welds using the developed static shoulder welding tool. Mater. Charact. 2023, 203, 113148. [Google Scholar] [CrossRef]
- Ji, S.M.; Jang, S.M.; Lee, Y.S.; Kwak, H.M.; Choi, J.M.; Joun, M.S. Characterization of Ti-6Al-4V alloy in the temperature range of warm metal forming and fracture analysis of the warm capping process. J. Mater. Res. Technol. 2022, 18, 1590–1606. [Google Scholar] [CrossRef]
- Ranc, N.; Taravella, L.; Pina, V.; Herve, P. Temperature field measurement in titanium alloy during high strain rate loading—Adiabatic shear bands phenomenon. Mech. Mater. 2008, 40, 255–270. [Google Scholar] [CrossRef]
- Kailas, S.V.; Prasad, Y.V.R.K.; Biswas, S.K. Flow Instabilities and Fracture in Ti-6AI-4V Deformed in Compression at 298 K to 673 K. Metall. Mater. Trans. A 1994, 25, 2173–2179. [Google Scholar] [CrossRef]
- Jagadeesha, C. Flow analysis of materials in friction stir welding. J. Mech. Behav. Mater. 2018, 27, 20180020. [Google Scholar] [CrossRef]
- Zhao, Y.; You, J.; Qin, J.; Dong, C.; Liu, L.; Liu, Z.; Miao, S. Stationary shoulder friction stir welding of Al–Cu dissimilar materials and its mechanism for improving the microstructures and mechanical properties of joint. Mater. Sci. Eng. A 2022, 837, 142754. [Google Scholar] [CrossRef]
- Lee, I.; Hsu, C.; Chen, C.; Ho, N.; Kao, P. Particle-reinforced aluminum matrix composites produced from powder mixtures via friction stir processing. Compos. Sci. Technol. 2011, 71, 693–698. [Google Scholar] [CrossRef]
- Mishra, R.S.; Haridas, R.S.; Agrawal, P. Friction stir-based additive manufacturing. Sci. Technol. Weld. Join. 2022, 27, 141–165. [Google Scholar] [CrossRef]
- Gangwar, K.; Ramulu, M. Friction stir welding of titanium alloys: A review. Mater. Des. 2018, 141, 230–255. [Google Scholar] [CrossRef]
- Beygi, R.; Talkhabi, A.A.; Mehrizi, M.Z.; Marques, E.A.S.; Carbas, R.J.C.; da Silva, L.F.M. A Novel Lap-Butt Joint Design for FSW of Aluminum to Steel in Tee-Configuration: Joining Mechanism, Intermetallic Formation, and Fracture Behavior. Metals 2023, 13, 1027. [Google Scholar] [CrossRef]
- Zhang, Q.; Xiao, B.; Ma, Z. Mechanically activated effect of friction stir processing in Al–Ti reaction. Mater. Chem. Phys. 2013, 139, 596–602. [Google Scholar] [CrossRef]
- Liu, F.C.; Hovanski, Y.; Miles, M.P.; Sorensen, C.D.; Nelson, T.W. A review of friction stir welding of steels: Tool, material flow, microstructure, and properties. J. Mater. Sci. Technol. 2018, 34, 39–57. [Google Scholar] [CrossRef]
- A, S.S.; Mugada, K.K.; Kumar, A. Microstructural Evolution, Intermetallic Formation, and Mechanical Performance of Dissimilar Al6061–Ti6Al4V Static Shoulder Friction Stir Welds. Adv. Eng. Mater. 2023, 25, 2300973. [Google Scholar] [CrossRef]
- Zhao, C.; Li, S.; Wang, B.; Wang, N.; Zhang, Q.; Sun, Y.; Wang, L.; Guan, S. Microstructure and Mechanical Properties of Friction Stir Welded DP1180 Steel Plates. Metals 2023, 13, 1164. [Google Scholar] [CrossRef]
- Gong, F.; Feng, G.; Wang, Y.; Lan, S.; Zhang, J.; Wang, C.; Zhao, J.; Yang, Q.; Wang, Z. The Effect of Fe Content on the Microstructure and Tensile Properties of Friction-Stir-Welded Joints in Recycled Cast Aluminum Alloy. Materials 2024, 17, 64. [Google Scholar] [CrossRef] [PubMed]
- A, S.S.; Kumar, A.; Mugada, K.K. Investigation of material flow, microstructure evolution, and texture development in dissimilar friction stir welding of Al6061 to Ti6Al4V. Mater. Today Commun. 2022, 33, 104424. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Chemical Composition (wt.%) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| AA6061-T6 | Al | Cu | Fe | Mn | Si | Zn | Mg | Cr | Ti |
| Bal | 0.27 | 0.29 | 0.07 | 0.63 | 0.01 | 1.00 | 0.17 | 0.02 | |
| Ti-6Al-4V | Ti | Al | V | C | O | N | Fe | - | - |
| Bal | 6.14 | 4.29 | <0.10 | <0.20 | <0.05 | <0.3 | - | - | |
| Process Conditions | CFSW | SSFSW |
|---|---|---|
| Spindle speed (mm/rev) | 1200 | 1400 |
| Travel speed (mm/min) | 45 | 45 |
| Tool offset (on Al side) | 3 mm | 3 mm |
| Tool tilt (°) | 1.5 | 0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sundar, S.A.; Kar, A.; Mugada, K.K.; Kumar, A. The Feasibility of Static Shoulder Friction Stir Welding in Joining Dissimilar Metals of Al6061 and Ti6Al4V. Metals 2024, 14, 128. https://doi.org/10.3390/met14010128
Sundar SA, Kar A, Mugada KK, Kumar A. The Feasibility of Static Shoulder Friction Stir Welding in Joining Dissimilar Metals of Al6061 and Ti6Al4V. Metals. 2024; 14(1):128. https://doi.org/10.3390/met14010128
Chicago/Turabian StyleSundar, Saravana A., Amlan Kar, Krishna Kishore Mugada, and Adepu Kumar. 2024. "The Feasibility of Static Shoulder Friction Stir Welding in Joining Dissimilar Metals of Al6061 and Ti6Al4V" Metals 14, no. 1: 128. https://doi.org/10.3390/met14010128