
Residual Stress Evolution during Slot Milling for Repair Welding and Wire Arc Additive Manufacturing of High-Strength Steel Components

 , , ,
, , , 
Abstract
1. Introduction
2. Experimental
2.1. Digital Imaging Correlation
2.2. Residual Stresses Analysis
2.3. Coordinate Measurement
2.4. Hardness Measurement
3. Results
4. Summary
- (1)
- Digital image correlation, X-ray diffraction, and coordinate measurement were used to analyze the influence of milling on the slot specimen and the AM wall structure.
- (2)
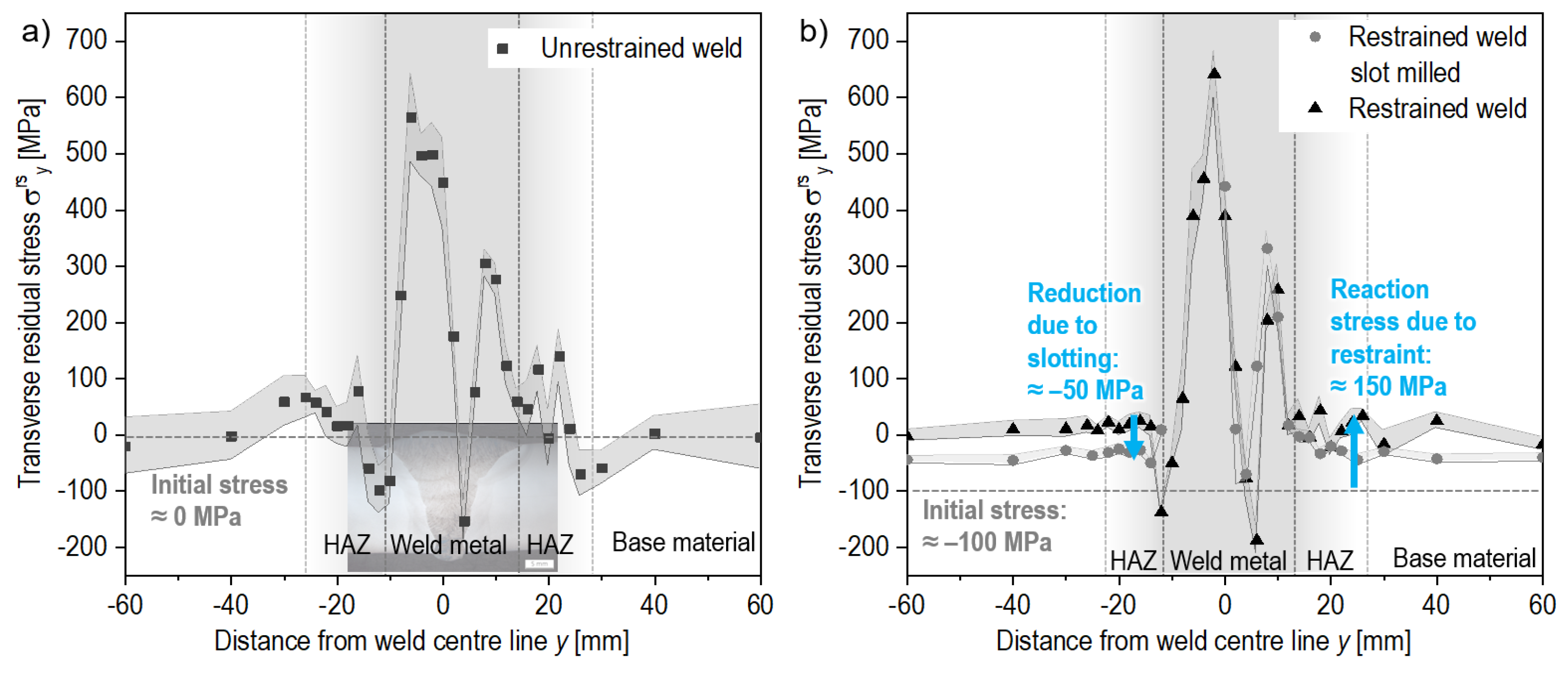
- Slot milling of a welded self-restrained slot specimen for a repair preparation reveals only a significant effect by a reduction of approx. 30% in the transverse residual stress level in the HAZ and base material surrounding the weld seam and no effect on the weld metal.
- (3)
- The released strains due to slotting perpendicular to the weld are rather small, with a trend of become greater with increasing slotting depth above 50% of the plate thickness (exceeding the neutral axis). Therefore, it can be assumed that a repair weld of the milled slot would introduce increased welding stresses into the weld and the surrounding area, which would be detrimental to the component performance and crack safety during production and service.
- (4)
- The displacement of the base material in the z-direction due to the milling process is significantly determined by the inhomogeneous microstructure. The relaxation of the residual stresses during machining causes the component to deform in the vertical direction. This displacement occurs in opposing directions. In the area of high hardness, the residual compressive stress causes a shift in the positive z-direction. In the area of tempered material, the tensile residual stress caused a shift in the negative z-direction.
- (5)
- The residual stresses on the top layer of the AM wall segment were reduced by an average of 30–40% by slot milling in the center axis.
- (6)
- The angular distortion of the substrate plate is reduced by 50% due to the milling of the slot. The resulting decrease in distortion is in good correlation with the analyzed residual stress relief. This shows that in the AM wall, tensile residual stresses occur predominantly in the longitudinal direction, the direction with the most severe shrinkage restraint.
- (7)
- The strain as a function of slot depth shows no significant increase up to a depth of 9 mm, which is assumed to be the result of a divergent microstructure. Beyond a slot depth of 22 mm, the strain shows a linear progression, presumably resulting from the displacement of the substrate plate.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Günther, H.-P.; Raoul, J. Use and Application of High-Performance Steels for Steel Structures; IABSE: Zürich, Switzerland, 2005; Available online: http://app.knovel.com/hotlink/toc/id:kpUAHPSSS1/use-and-application (accessed on 24 August 2023).
- Hulka, K.; Kern, A.; Schriever, U. Application of Niobium in Quenched and Tempered High-Strength Steels. Mater. Sci. Forum 2005, 500–501, 519–526. [Google Scholar] [CrossRef]
- ISO/ASTM 52900; Additive Manufacturing—General Principles—Terminology. Beuth: Berlin, Germany, 2015.
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Plangger, J.; Schabhüttl, P.; Vuherer, T.; Enzinger, N. CMT Additive Manufacturing of a High Strength Steel Alloy for Application in Crane Construction. Metals 2019, 9, 650. [Google Scholar] [CrossRef]
- Treutler, K.; Wesling, V. The Current State of Research of Wire Arc Additive Manufacturing (WAAM): A Review. Appl. Sci. 2021, 11, 8619. [Google Scholar] [CrossRef]
- Schasse, R.; Kannengiesser, T.; Kromm, A.; Mente, T. Residual stresses in repair welds of high-strength low-alloy steels. Weld. World 2015, 59, 757–765. [Google Scholar] [CrossRef]
- Christian, H.; Elfinger, F.-X. Eigenspannungen in Schweißnähten. Der Maschinenschaden 1978, 51, 124–130. [Google Scholar]
- Wu, Q.; Mukherjee, T.; De, A.; DebRoy, T. Residual stresses in wire-arc additive manufacturing—Hierarchy of influential variables. Addit. Manuf. 2020, 35, 101355. [Google Scholar] [CrossRef]
- Ding, J.; Colegrove, P.; Mehnen, J.; Ganguly, S.; Sequeira Almeida, P.M.; Wang, F.; Williams, S. Thermo-mechanical analysis of Wire and Arc Additive Layer Manufacturing process on large multi-layer parts. Comput. Mater. Sci. 2011, 50, 3315–3322. [Google Scholar] [CrossRef]
- Schroepfer, D.; Kromm, A.; Schaupp, T.; Kannengiesser, T. Welding stress control in high-strength steel components using adapted heat control concepts. Weld. World 2019, 63, 647–661. [Google Scholar] [CrossRef]
- Wongpanya, P. Effects of Heat Treatment Procedures on the Cold Cracking Behaviour of High Strength Steel Welds; Bundesanstalt für Materialforschung und -prüfung (BAM): Berlin, Germany, 2008. [Google Scholar]
- Wongpanya, P.; Boellinghaus, T.; Kannengiesser, T.; Lothongkum, G. Effects of preheating and interpass temperature on stresses in S 1100 QL multi-pass butt-welds. Weld. World 2008, 52, 79–92. [Google Scholar] [CrossRef]
- Schulze, G. Die Metallurgie des Schweißens: Eisenwerkstoffe—Nichteisenmetallische Werkstoffe; Springer: Berlin/Heidelberg, Germany, 2004. [Google Scholar]
- Miltyutin, V.S. The effect of arc-air cutting on the quality of metal. Weld. Prod. 1979, 26, 44–46. [Google Scholar]
- Satoh, K.; Ueda, Y.; Kihara, H. Recent trends of research into restraint stresses and strains in relation to weld cracking. Weld. World 1973, 11, 133–156. [Google Scholar]
- Amadeus, B.; Dirk, S.; Arne, K.; Thomas, K. Determination of residual stress evolution during repair welding of high-strength steel components. Forces Mech. 2022, 6, 100073. [Google Scholar] [CrossRef]
- Schroepfer, D.; Kromm, A.; Kannengiesser, T. Load analyses of welded high-strength steel structures using image correlation and diffraction techniques. Weld. World 2018, 62, 459–469. [Google Scholar] [CrossRef]
- Boruah, D.; Dewagtere, N.; Ahmad, B.; Nunes, R.; Tacq, J.; Zhang, X.; Guo, H.; Verlinde, W.; De Waele, W. Digital Image Correlation for Measuring Full-Field Residual Stresses in Wire and Arc Additive Manufactured Components. Materials 2023, 16, 1972. [Google Scholar] [CrossRef]
- Cunha, F.G.; Santos, T.G.; Xavier, J. In Situ Monitoring of Additive Manufacturing Using Digital Image Correlation: A Review. Materials 2021, 14, 1511. [Google Scholar] [CrossRef] [PubMed]
- Tabatabaeian, A.; Ghasemi, A.R.; Shokrieh, M.M.; Marzbanrad, B.; Baraheni, M.; Fotouhi, M. Residual Stress in Engineering Materials: A Review. Adv. Eng. Mater. 2022, 24, 2100786. [Google Scholar] [CrossRef]
- Zhang, Y.; Nelson, D. Residual Stresses in Bone as Determined by a Slotting Method. Exp. Mech. 2017, 57, 967–978. [Google Scholar] [CrossRef]
- Shokrieh, M.M. Residual Stresses in Composite Materials; Woodhead Publishing: Oxford, UK, 2021. [Google Scholar]
- Olson, M.D.; DeWald, A.T.; Hill, M.R. Measurement Layout for Residual Stress Mapping Using Slitting. Exp. Mech. 2022, 62, 393–402. [Google Scholar] [CrossRef]
- Olson, M.D.; Hill, M.R. Two-Dimensional Mapping of In-plane Residual Stress with Slitting. Exp. Mech. 2018, 58, 151–166. [Google Scholar] [CrossRef]
- Olson, M.D.; Watanabe, B.T.; Wong, T.A.; DeWald, A.T.; Hill, M.R. Near Surface Residual Stress Measurement Using Slotting. Exp. Mech. 2022, 62, 1401–1410. [Google Scholar] [CrossRef]
- DIN EN ISO 16834; Welding Consumables–Wire Electrodes, Wires, Rods and Deposits for Gas Shielded Arc Welding of High Strength Steels. Beuth: Berlin; Germany, 2012.
- Withers, P.J.; Bhadeshia, H.K.D.H. Residual stress. Part 1—Measurement techniques. Mater. Sci. Technol. 2001, 17, 355–365. [Google Scholar] [CrossRef]
- DIN 50159-1; Metallic Materials—Hardness Testing with the UCI Method—Part 1: Test Method. Beuth: Berlin, Germany, 2022.
- Withers, P.J.; Bhadeshia, H.K.D.H. Residual stress. Part 2—Nature and origins. Mater. Sci. Technol. 2001, 17, 366–375. [Google Scholar] [CrossRef]
- Wandtke, K.; Schröpfer, D.; Scharf-Wildenhain, R.; Hälsig, A.; Kromm, A.; Kannengießer, T. WAAM Process Influences on Local Microstructure and Residual Stresses in High-Strength Steels. In Proceedings of the 46th MPA-Seminar Manuscripts, Stuttgart, Germany, 12–13 October 2021; pp. 296–306. Available online: https://opus4.kobv.de/opus4-bam/frontdoor/index/index/docId/53571 (accessed on 28 July 2023).
- Nitschke-Pagel, T.; Dilger, K. Sources and Consequences of Residual Stresses due to Welding. Mater. Sci. Forum 2014, 783–786, 2777–2785. [Google Scholar] [CrossRef]
- Sun, J.; Nitschke-Pagel, T.; Dilger, K. Generation and distribution mechanism of welding-induced residual stresses. J. Mater. Res. Technol. 2023, 27, 3936–3954. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Base/Filler Metal | C | Si | Mn | Cr | Mo | Ni | Rp0.2 | Rm | A5 |
|---|---|---|---|---|---|---|---|---|---|
| S960QL | 0.16 | 0.21 | 1.18 | 0.20 | 0.58 | 0.05 | 1006 | 1053 | 17 |
| G 89 6 M21 Mn4Ni2CrMo | 0.11 | 0.81 | 1.80 | 0.45 | 0.57 | 2.24 | 1040 | 1108 | 15 |
| Welding Current/Voltage | Welding Speed | Preheat/Interpass Temperature | Heat Input | Δt8/5 Cooling Time |
|---|---|---|---|---|
| 222 A/23.1 V | 240 mm/min | 100 °C/100 °C | 1.3 kJ/mm | 8.5 s |
| C | Si | Mn | Cr | Ni | Mo |
|---|---|---|---|---|---|
| 0.12 | 0.40 | 1.91 | 0.36 | 2.21 | 0.61 |
| Welding Gas | Wire Feed | Energy Per Unit Length | Wire Diameter | Interlayer Temperature |
|---|---|---|---|---|
| 97.5% Ar, 2.5% CO2 | 4.0 m/min | 425 kJ/m | 1.2 mm | 200 °C |
| Measuring Mode | Radiation | Detector | Diffraction Line | 2Θ Angle |
| sin2ψ | Cr-Kα | Linear solid-state | (211) | 156.4° |
| Collimator Ø | Tube power | ψ–tilting | ψ-step | Exposure time |
| 2 mm | 30 kV/6.7 mA | 0° to ± 45° | 10 | 5 s |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wandtke, K.; Becker, A.; Schroepfer, D.; Kromm, A.; Kannengiesser, T.; Scharf-Wildenhain, R.; Haelsig, A.; Hensel, J. Residual Stress Evolution during Slot Milling for Repair Welding and Wire Arc Additive Manufacturing of High-Strength Steel Components. Metals 2024, 14, 82. https://doi.org/10.3390/met14010082
Wandtke K, Becker A, Schroepfer D, Kromm A, Kannengiesser T, Scharf-Wildenhain R, Haelsig A, Hensel J. Residual Stress Evolution during Slot Milling for Repair Welding and Wire Arc Additive Manufacturing of High-Strength Steel Components. Metals. 2024; 14(1):82. https://doi.org/10.3390/met14010082
Chicago/Turabian StyleWandtke, Karsten, Amadeus Becker, Dirk Schroepfer, Arne Kromm, Thomas Kannengiesser, Ronny Scharf-Wildenhain, André Haelsig, and Jonas Hensel. 2024. "Residual Stress Evolution during Slot Milling for Repair Welding and Wire Arc Additive Manufacturing of High-Strength Steel Components" Metals 14, no. 1: 82. https://doi.org/10.3390/met14010082
APA StyleWandtke, K., Becker, A., Schroepfer, D., Kromm, A., Kannengiesser, T., Scharf-Wildenhain, R., Haelsig, A., & Hensel, J. (2024). Residual Stress Evolution during Slot Milling for Repair Welding and Wire Arc Additive Manufacturing of High-Strength Steel Components. Metals, 14(1), 82. https://doi.org/10.3390/met14010082