
Influence of Ageing Treatment on Microstructure and Mechanical Properties of GH4169 Alloy Prepared Using Wire Arc Additive Manufacturing

Abstract
:1. Introduction
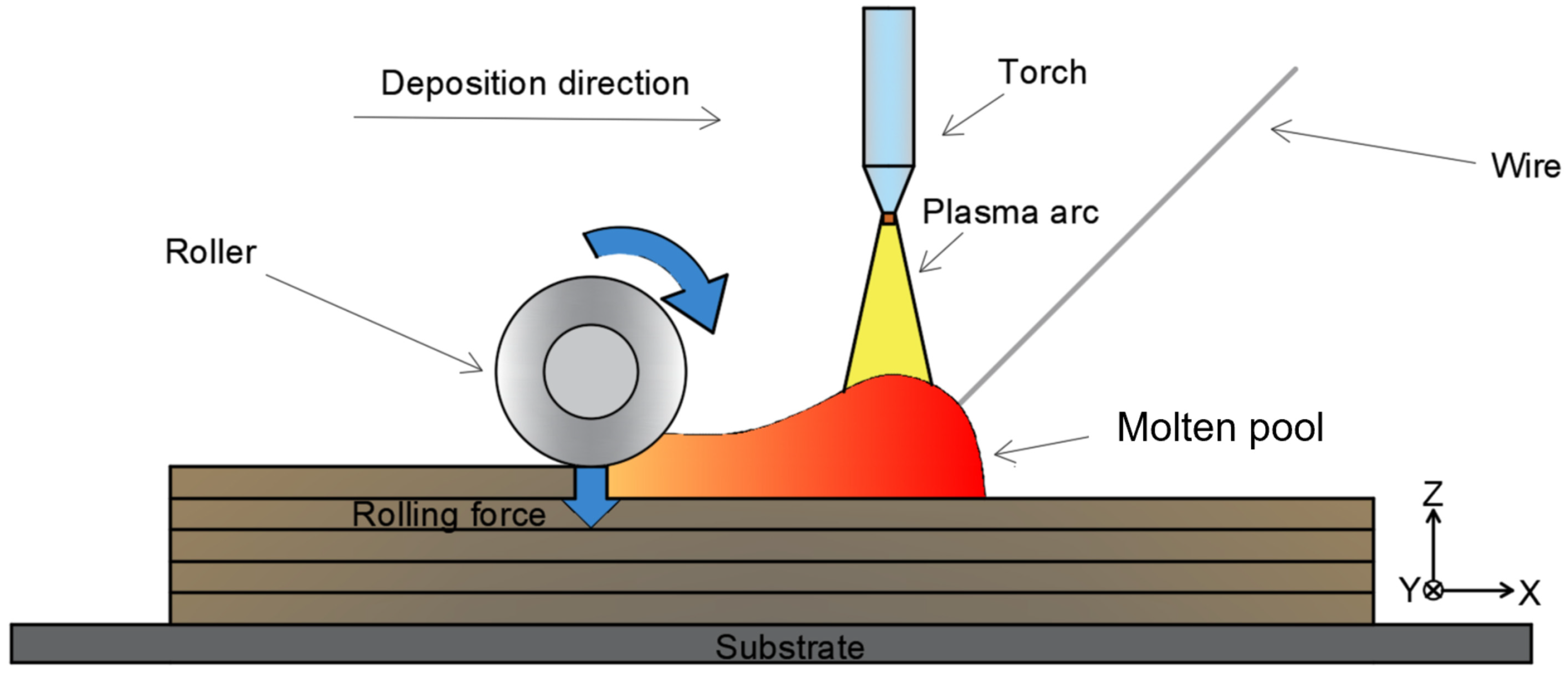
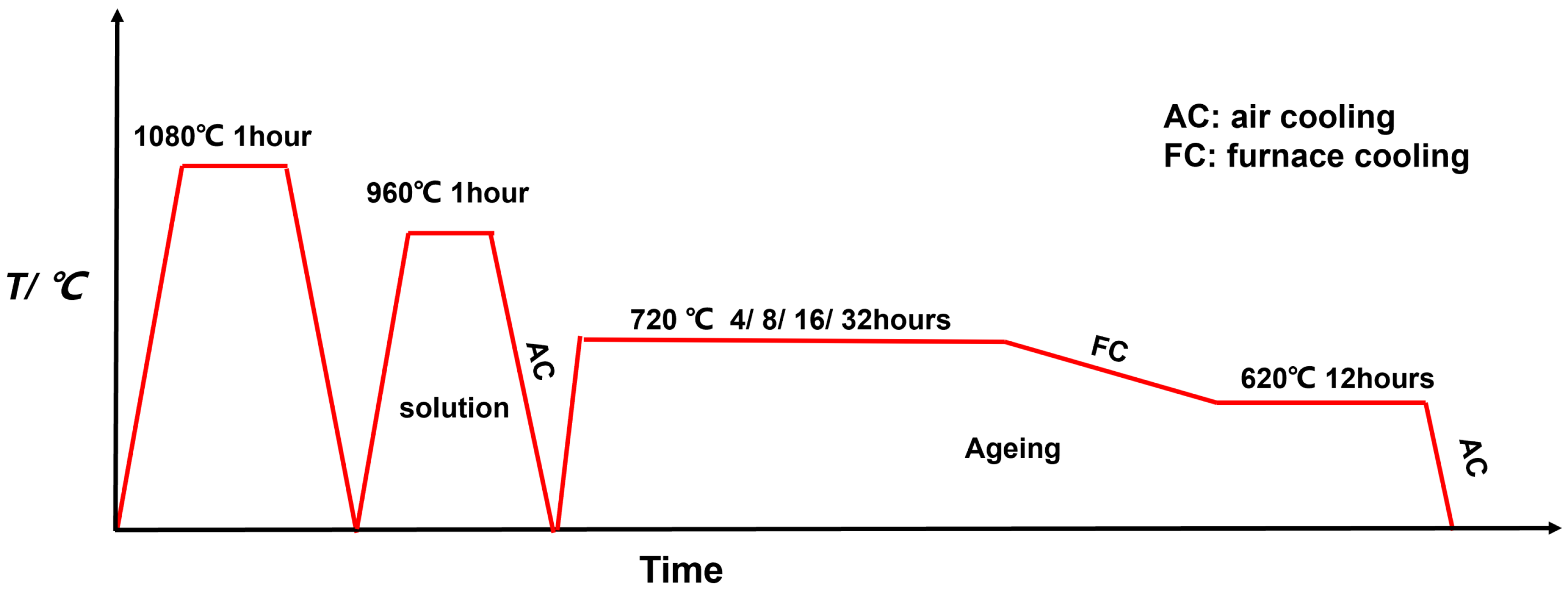
2. Experimental Materials and Methods
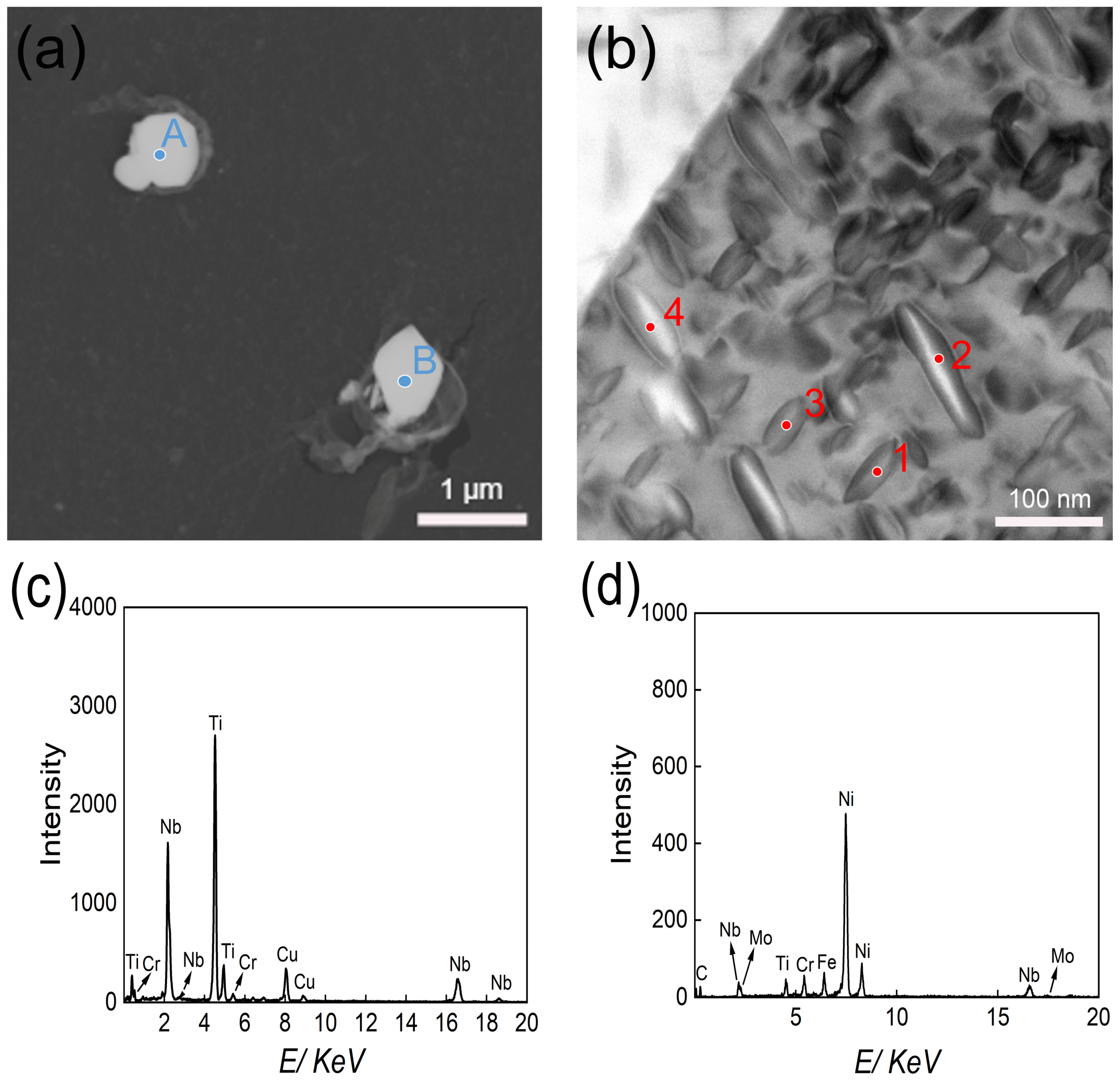
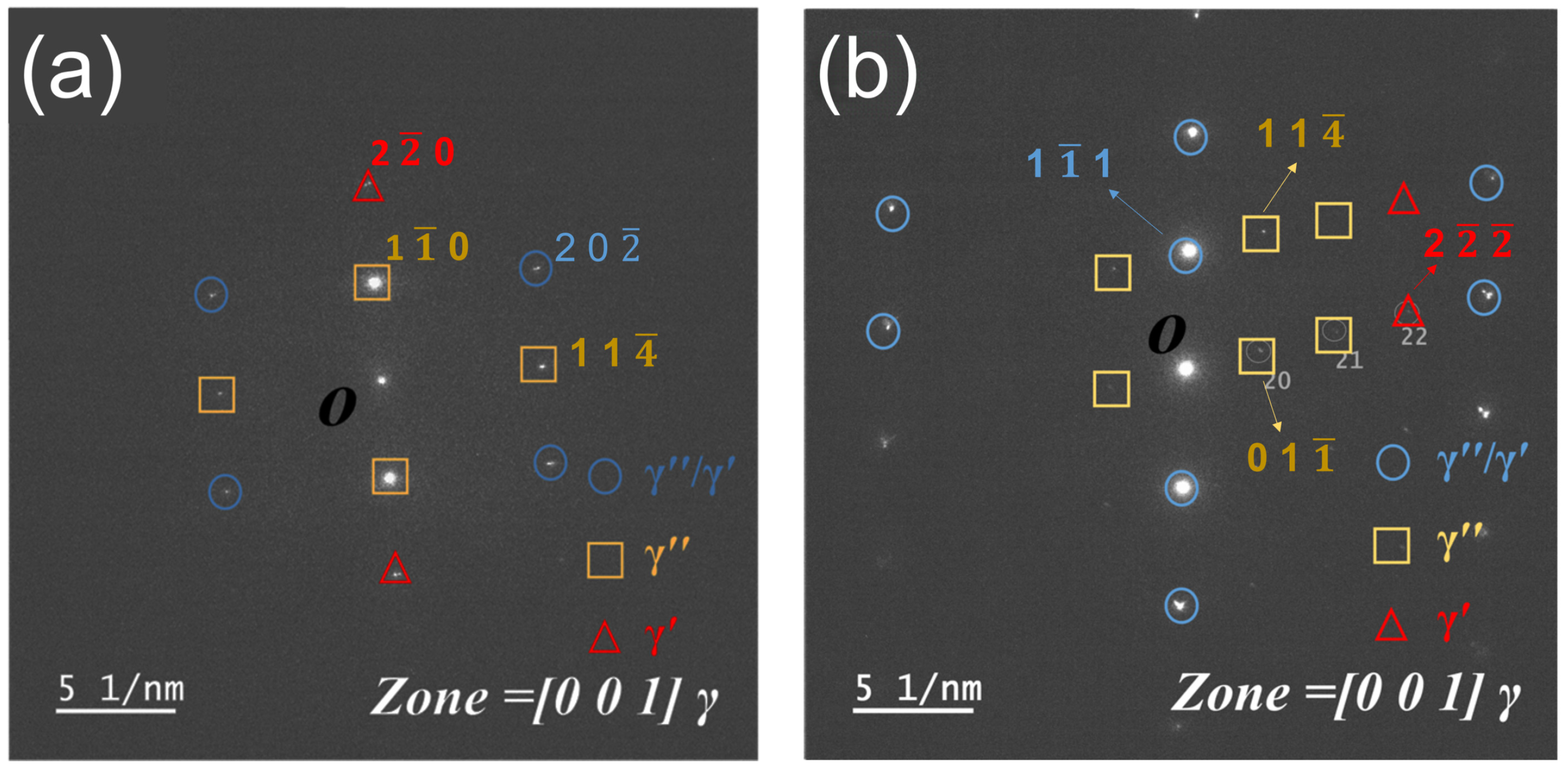
3. Experimental Results
4. Analysis and Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Deng, D.; Peng, R.; Brodin, H.; Moverare, J. Microstructure and mechanical properties of Inconel 718 produced by selective laser melting: Sample orientation dependence and effects of post heat treatments. Mater. Sci. Eng. A-Struct. 2018, 713, 294–306. [Google Scholar] [CrossRef]
- Yan, S.; Wang, Q.; Chen, X.; Zhang, C.; Cui, G. Fabrication of highly compact Inconel 718 alloy by spark plasma sintering and solution treatment followed by aging. Vacuum 2019, 163, 194–203. [Google Scholar] [CrossRef]
- Chang, S.-H. In situ TEM observation of γ′, γ″ and δ precipitations on Inconel 718 superalloy through HIP treatment. J. Alloys Compd. 2009, 486, 716–721. [Google Scholar] [CrossRef]
- Hosseini, E.; Popovich, V.A. A review of mechanical properties of additively manufactured Inconel 718. Addit. Manuf. 2019, 30, 100877. [Google Scholar] [CrossRef]
- Rielli, V.V.; Theska, F.; Godor, F.; Stanojevic, A.; Oberwinkler, B.; Primig, S. Evolution of nanoscale precipitates during common Alloy 718 ageing treatments. Mater. Des. 2021, 205, 109762. [Google Scholar] [CrossRef]
- Ram, G.D.J.; Reddy, A.V.; Rao, K.P.; Reddy, G.M. Control of Laves phase in Inconel 718 GTA welds with current pulsing. Sci. Technol. Weld. Join. 2004, 9, 390–398. [Google Scholar] [CrossRef]
- Xue, H.; Zhao, J.; Liu, Y.; Zhang, C.; Luo, J. δ-phase precipitation regularity of cold-rolled fine-grained GH4169 alloy plate and its effect on mechanical properties. Trans. Nonferrous Met. Soc. China 2020, 30, 3287–3295. [Google Scholar] [CrossRef]
- Stavropoulos, P.; Foteinopoulos, P. Modelling of additive manufacturing processes: A review and classification. Manuf. Rev. 2018, 5, 2. [Google Scholar] [CrossRef]
- Yan, L.; Chen, Y.; Liou, F. Additive manufacturing of functionally graded metallic materials using laser metal deposition. Addit. Manuf. 2020, 31, 100901. [Google Scholar] [CrossRef]
- Dobbelstein, H.; Thiele, M.; Gurevich, E.L.; George, E.P.; Ostendorf, A. Direct metal deposition of refractory high entropy alloy MoNbTaW. Phys. Procedia 2016, 83, 624–633. [Google Scholar] [CrossRef]
- Tan, H.; Chen, J.; Zhang, F.; Lin, X.; Huang, W. Estimation of laser solid forming process based on temperature measurement. Opt. Laser Technol. 2010, 42, 47–54. [Google Scholar] [CrossRef]
- Shamsaei, N.; Yadollahi, A.; Bian, L.; Thompson, S.M. An overview of Direct Laser Deposition for additive manufacturing; Part II: Mechanical behavior, process parameter optimization and control. Addit. Manuf. 2015, 8, 12–35. [Google Scholar] [CrossRef]
- Alonso, U.; Veiga, F.; Suárez, A.; Val, A.G.D. Characterization of Inconel 718® superalloy fabricated by wire Arc Additive Manufacturing: Effect on mechanical properties and machinability. J. Mater. Res. Technol. 2021, 14, 2665–2676. [Google Scholar] [CrossRef]
- Benakis, M.; Costanzo, D.; Patran, A. Current mode effects on weld bead geometry and heat affected zone in pulsed wire arc additive manufacturing of Ti-6-4 and Inconel 718. J. Manuf. Process. 2020, 60, 61–74. [Google Scholar] [CrossRef]
- Jia, Z.; Wan, X.; Guo, D. Heat Treatment Microstructure of GH4169 Alloy for Additive Manufacturing of UHF. Shaanxi J. Tradit 2019, 40, 154–160. (In Chinese) [Google Scholar]
- Hönnige, J.; Seow, C.E.; Ganguly, S.; Xu, X.; Cabeza, S.; Coules, H.; Williams, S. Study of residual stress and microstructural evolution in as-deposited and inter-pass rolled wire plus arc additively manufactured Inconel 718 alloy after ageing treatment. Mater. Sci. Eng. A-Struct. 2021, 801, 140368. [Google Scholar] [CrossRef]
- Cao, Y.; Bai, P.; Liu, F.; Hou, X. Study on Component Homogenization of IN718 Alloy in Solution Process by Selective Laser Melting. MR 2023, 37, 231–237. (In Chinese) [Google Scholar] [CrossRef]
- Zhang, Q.; Zhang, J.; Li, D.; Tong, W.; Liu, R.; Song, L.; Yao, J. Study on Microstructure and Properties of IN718 Alloy Layer by Laser Additive Remanufacturing at Different Ageing Temperatures. Rare Met. Mater. Eng. 2020, 49, 1785–1792. (In Chinese) [Google Scholar]
- ASTM B670-07; ASTM International, Standard Specification for Precipitation-Hardening Nickel Alloy (UNS N07718) Plate, Sheet, and Strip for High-Temperature Service. ASTM International: West Conshohocken, PA, USA, 2018; pp. 1–4.
- Thomas, A.; El-Wahabi, M.; Cabrera, J.M.; Prado, J.M. High temperature deformation of Inconel 718. J. Mater. Process. Technol. 2006, 177, 469–472. [Google Scholar] [CrossRef]
- Fayed, E.M.; Saadati, M.; Shahriari, D.; Brailovski, V.; Jahazi, M.; Mamoun, M. Effect of homogenization and solution treatments time on the elevated-temperature mechanical behavior of Inconel 718 fabricated by laser powder bed fusion. Sci. Rep. 2021, 11, 2020. [Google Scholar] [CrossRef]
- Zhang, D.; Niu, W.; Cao, X.; Liu, Z. Effect of standard heat treatment on the microstructure and mechanical properties of selective laser melting manufactured Inconel 718 superalloy. Mater. Sci. Eng. A-Struct. 2015, 644, 32–40. [Google Scholar] [CrossRef]
- ASTM E9-09; Standard Test Methods of Compression Testing of Metallic Materials at Room Temperature. ASTM International: West Conshohocken, PA, USA, 2018; pp. 1–9.
- Ni, M.; Chen, C.; Wang, X.; Wang, P.; Li, R.; Zhang, X.; Zhou, K. Anisotropic tensile behavior of in situ precipitation strengthened Inconel 718 fabricated by additive manufacturing. Mater. Sci. Eng. A-Struct. 2017, 701, 344–351. [Google Scholar] [CrossRef]
- Mohammad, J.S.; Hamed, M.; Mohsen, R. Solidification behavior and Laves phase dissolution during homogenization heat treatment of Inconel 718 superalloy. Vacuum 2018, 154, 235–243. [Google Scholar] [CrossRef]
- Zhang, H.; Liu, J.; Wang, Z. Effect of Electric Pulse Treatment on Microstructure and Mechanical Property of Laser Powder Bed Fused IN718. Metals 2024, 14, 751. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, L.; Sun, N.; Sun, Y.; Shan, A. Effects of prior deformation and annealing process on microstructure and annealing twin density in a nickel based alloy. Mater. Charact. 2014, 95, 299. [Google Scholar] [CrossRef]
- Chen, Q.; Wang, G.; Zhang, H.; Li, R. Research on microstructure and mechanical properties of hybrid plasma arc and micro-rolling additive manufacturing of Inconel 718 superalloy. Rapid Prototyp. J. 2022, 28, 1509–1519. [Google Scholar] [CrossRef]
- Dodaran, M.S.; Muhammad, M.; Shamsaei, N.; Shao, S. Synergistic effect of microstructure and defects on the initiation of fatigue cracks in additively manufactured Inconel 718. Int. J. Fatigue 2022, 162, 107002. [Google Scholar] [CrossRef]
- Caliari, F.R.; Guimarães, N.M.; Reis, D.A.P.; Couto, A.A.; Neto, C.D.M.; Gandolpho, K.C. Study of the secondary phases in Inconel 718 aged superalloy using thermodynamics modeling. KEM 2013, 553, 23–28. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, Z.; Guan, Y. Thermodynamics analysis and rapid solidification of laser polished Inconel 718 by selective laser melting. Appl. Surf. Sci. 2020, 511, 145423. [Google Scholar] [CrossRef]
- Wu, Y.; Li, C.; Xia, X.; Liang, H.; Qi, Q.; Liu, Y. Precipitate coarsening and its effects on the hot deformation behavior of the recently developed γ′-strengthened superalloys. J. Mater. Sci. Technol. 2021, 67, 95–104. [Google Scholar] [CrossRef]
- Zhong, C.; Gasser, A.; Kittel, J.; Fu, J.; Ding, Y.; Poprawe, R. Microstructures and tensile properties of Inconel 718 formed by high deposition-rate laser metal deposition. J. Laser Appl. 2016, 28, 22010. [Google Scholar] [CrossRef]
- Čapek, J.; Polatidis, E.; Knapek, M.; Lyphout, C.; Casati, N.; Pederson, R.; Strobl, M. The effect of γ″ and δ phase precipitation on the mechanical properties of inconel 718 manufactured by selective laser melting: An in situ neutron diffraction and acoustic emission study. JOM 2021, 73, 223–232. [Google Scholar] [CrossRef]
- Xu, X.; Ganguly, S.; Ding, J.; Seow, C.E.; Williams, S. Enhancing mechanical properties of wire+ arc additively manufactured INCONEL 718 superalloy through in-process thermomechanical processing. Mater. Des. 2018, 160, 1042–1051. [Google Scholar] [CrossRef]
- Lee, G.H.; Park, M.; Kim, B.; Jeon, J.B.; Noh, S.; Kim, B.J. Evaluation of precipitation phase and mechanical properties according to aging heat treatment temperature of Inconel 718. J. Mater. Res. Technol. 2023, 27, 4157–4158. [Google Scholar] [CrossRef]
- Wu, Y.; Liu, Y.; Li, C.; Xia, X.; Wu, J.; Li, H. Coarsening behavior of γ′ precipitates in the γ’+ γ area of a Ni3Al-based alloy. J. Alloys Compd. 2019, 771, 526–533. [Google Scholar] [CrossRef]
- He, J.; Han, G.; Fukuyama, S.; Yokogawa, K. Interfaces in a modified Inconel 718 with compact precipitates. Acta Mater. 1998, 46, 215–223. [Google Scholar] [CrossRef]
- Xu, C.; Dai, W.; Chen, Y.; Qi, Z.; Zheng, G.; Cao, Y.; Zhang, J.P.; Bu, C.C.; Chen, G. Control of dislocation density maximizing precipitation strengthening effect. J. Mater. Sci. Technol. 2022, 127, 133–143. [Google Scholar] [CrossRef]
- Anbarasan, N.; Jerome, S.; Manikandan, S.G.K. Hydrogen and molybdenum control on laves phase formation and tensile properties of Inconel 718 GTA welds. Mater. Sci. Eng. A-Struct. 2020, 773, 138874. [Google Scholar] [CrossRef]
- Liu, H.; Guo, K.; Sun, J.; Shi, H. Effect of Nb addition on the microstructure and mechanical properties of Inconel 718 fabricated by laser directed energy deposition. Mater. Charact. 2022, 183, 111601. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Experimental Samples | ASTMB670-07 [19] |
|---|---|---|
| Ni | 53.75 | 50.0~55.0 |
| Cr | 18.10 | 17.0~21.0 |
| Fe | Bal | Bal. |
| C | 0.04 | ≤0.08 |
| Si | 0.24 | ≤0.35 |
| P | <0.01 | ≤0.015 |
| S | <0.01 | ≤0.015 |
| Cu | 0.08 | ≤0.30 |
| Mo | 3.04 | 2.80~3.30 |
| Ti | 0.85 | 0.65~1.15 |
| Mn | 0.32 | ≤0.35 |
| Nb+Ta | 5.13 | 4.75~5.50 |
| Co | 0.82 | ≤1.0 |
| Al | 0.46 | 0.20~0.80 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
You, X.; Song, X.; Geng, W.; Li, Z. Influence of Ageing Treatment on Microstructure and Mechanical Properties of GH4169 Alloy Prepared Using Wire Arc Additive Manufacturing. Metals 2024, 14, 1111. https://doi.org/10.3390/met14101111
You X, Song X, Geng W, Li Z. Influence of Ageing Treatment on Microstructure and Mechanical Properties of GH4169 Alloy Prepared Using Wire Arc Additive Manufacturing. Metals. 2024; 14(10):1111. https://doi.org/10.3390/met14101111
Chicago/Turabian StyleYou, Xuewen, Xinli Song, Wei Geng, and Zhishen Li. 2024. "Influence of Ageing Treatment on Microstructure and Mechanical Properties of GH4169 Alloy Prepared Using Wire Arc Additive Manufacturing" Metals 14, no. 10: 1111. https://doi.org/10.3390/met14101111