
Crystallographic Study of Transformation Products of Heat-Affected Zone and Correlation with Properties of FH690 Heavy-Gauge Marine Steel by Multi-Pass Submerged Arc Welding


 and
and 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Experimental Procedure
3. Results and Discussion
3.1. Microstructure of the HAZ
3.2. Mechanical Properties
3.3. EBSD Characterization of Grain Size and Crystallographic Features
3.4. Thermo-Dynamics for Weak Variant Selection: Benefit of High Nickel Addition
4. Conclusions
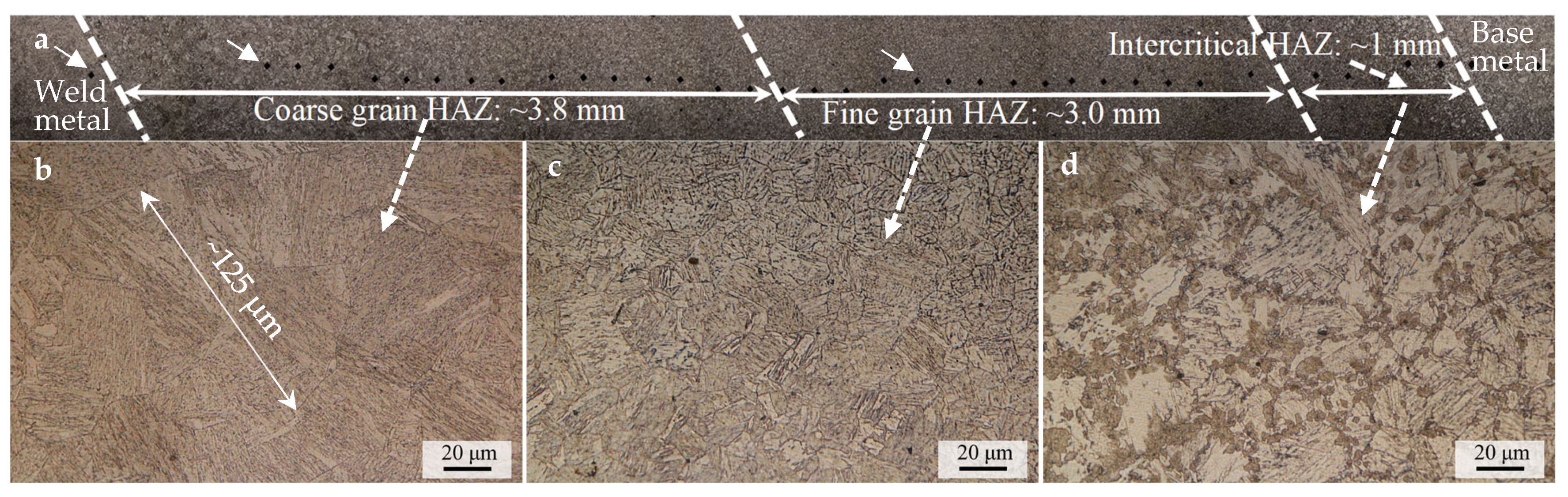
- After multi-pass welding with a heat input of ~30 kJ/cm, an ~8 mm wide HAZ was obtained with a CGHAZ of ~3.8 mm, FGHAZ of ~3.4 mm, and intercritical HAZ (ICHAZ) of ~1 mm. The average prior austenite grain size in the CGHAZ and FGHAZ was ~75 and ~15 μm. A fine lath bainite microstructure was obtained for both the CGHAZ and FGHAZ. For the intercritical HAZ, a multiphase microstructure consisting of tempered bainite and fresh bainite was observed.
- The crystallography analysis revealed that weak variant selection of V1/V4 pairs was obtained for both the CGHAZ and FGHAZ, resulting in a high density of packet boundaries and block boundaries, presenting misorientation angles higher than 15°. Thermo-dynamics calculations indicated that the weak variant selection of V1/V4 pairs was attributed to the decreased phase transformation driving force via high nickel addition.
- Charpy impact testing results indicate that the fine bainite microstructure with a high density of HAGBs contributed to a good low-temperature toughness for both the CGHAZ and FGHAZ of the studied welded joint. The Charpy impact energies at −60 °C were ~120 and 140 J for the CGHAZ and FGHAZ, respectively. In addition, due to the fine bainitic microstructure in the FGHAZ, a high hardness of ~320 HV0.5 was obtained, which was similar to that of the base metal.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mun, D.J.; Shin, E.J.; Choi, Y.W.; Lee, J.S.; Koo, Y.M. Effects of cooling rate, austenitizing temperature and austenite deformation on the transformation behavior of high-strength boron steel. Mater. Sci. Eng. A 2012, 545, 214–224. [Google Scholar] [CrossRef]
- Zhou, T.; Yu, H.; Wang, S.Y. Microstructural Characterization and Mechanical Properties across Thickness of Ultra-Heavy Steel Plate. Steel Res. Int. 2017, 88, 1700132. [Google Scholar] [CrossRef]
- Bian, S.Y.; Zhang, X.; Li, S.L.; Zhang, L.; Li, W.J.; Yan, L. Numerical Simulation, Microstructure, properties of EH40 ultra-heavy plate under gradient temperature rolling. Mater. Sci. Eng. A 2020, 791, 139778. [Google Scholar]
- Revilla, C.; López, B.; Rodriguez-ibabe, J.M. Carbide size refinement by controlling the heating rate during induction tempering in a low alloy steel. Mater. Des. 2014, 62, 296–304. [Google Scholar] [CrossRef]
- Han, P.; Liu, Z.P.; Xie, Z.J.; Wang, H.; Jin, Y.H.; Wang, X.L.; Shang, C.J. Influence of band microstructure on carbide precipitation behavior and toughness of 1 GPa-grade ultra-heavy gauge low-alloy steel. Int. J. Miner. Metall. Mater. 2023, 30, 1329–1337. [Google Scholar] [CrossRef]
- Chen, Y.H.; Sun, S.W.; Zhang, T.M.; Zhou, X.W.; Li, S.H. Effects of post-weld heat treatment on the microstructure and mechanical properties of laser-welded NiTi/304SS joint with Ni filler. Mater. Sci. Eng. A 2020, 771, 138545. [Google Scholar] [CrossRef]
- Chen, Y.H.; Mao, Y.Q.; Lu, W.W.; He, P. Investigation of welding crack in micro laser welded NiTiNb shape memory alloy and Ti6Al4V alloy dissimilar metals joints. Opt. Laser Technol. 2017, 91, 197–202. [Google Scholar] [CrossRef]
- Lee, S.; Kim, B.C.; Lee, D.Y. Fracture mechanism in coarse grained HAZ of HSLA steel welds. Scr. Metall. 1989, 23, 995. [Google Scholar] [CrossRef]
- Davis, C.L.; King, J.E. Cleavage initiation in the intercritically reheated coarse-grained heat-affected zone: Part I. Fractographic evidence. Metall. Mater. Trans. A 1994, 25, 563–573. [Google Scholar] [CrossRef]
- Hu, B.; Wang, Q.M.; Wang, Q.F. Effect of Heat Input on Microstructure and Tensile Properties in Simulated CGHAZ of a V-Ti-N Microalloyed Weathering Steel. Metals 2023, 13, 1607. [Google Scholar] [CrossRef]
- Spachinger, S.J.; Ernst, W.; Enzinger, N. Influence of Ti on the toughness of the FGHAZ and the CGHAZ of high-strength microalloyed S700MC steels. Weld World 2017, 61, 1117–1131. [Google Scholar] [CrossRef]
- Shi, M.H.; Zhang, P.Y.; Zhu, F.X. Toughness and Microstructure of Coarse Grain Heat Affected Zone with High Heat Input Welding in Zr-bearing Low Carbon Steel. ISIJ Int. 2014, 54, 188–192. [Google Scholar] [CrossRef]
- Wang, X.L.; Xie, Z.J.; Su, W.J.; Shang, C.J. Role of Carbon Content on Microstructure Evolution and Impact Toughness in Coarse-Grained Heat-Affected Zone of High-Strength Steel. Metals 2023, 13, 106. [Google Scholar] [CrossRef]
- Wu, B.B.; Wang, Z.Q.; Wang, X.L.; Xu, W.S.; Shang, C.J.; Misra, R.D.K. Toughening of martensite matrix in high strength low alloy steel: Regulation of variant pairs. Mater. Sci. Eng. A 2019, 759, 430–436. [Google Scholar] [CrossRef]
- Sun, S.J.; Du, Y.L.; Zhang, Z.Q.; Jiang, D.Q.; Xu, S.Z.; Ren, Z.M. The Influence of Insertion Depth of Inorganic Materials on Solidification Microstructure and Segregation of 2.5-ton 42CrMo Ingot. Metals 2024, 14, 753. [Google Scholar] [CrossRef]
- Ayçiçek, İ.; Solak, N. Optimization of Macro Segregation and Equiaxed Zone in High-Carbon Steel Use in Prestressed Concrete Wire and Cord Wire Application. Metals 2023, 13, 1435. [Google Scholar] [CrossRef]
- Cayron, C. ARPGE: A computer program to automatically reconstruct the parent grains from electron backscatter diffraction data. J. Appl. Crystallogr. 2007, 40, 1183–1188. [Google Scholar] [CrossRef]
- Li, X.C.; Zhao, J.X.; Cong, J.H.; Misra, R.D.K.; Wang, X.M.; Wang, X.L.; Shang, C.J. Machine learning guided automatic recognition of crystal boundaries in bainitic/martensitic alloy and relationship between boundary types and ductile-to-brittle transition behavior. J. Mater. Sci. Technol. 2021, 84, 49–58. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H.; Keehan, E.; Karlsson, L.; Andrén, H.O. Coalesced bainite. Trans. Indian I Metals 2006, 59, 689–694. [Google Scholar]
- Du, Y.F.; Lu, H.H.; Shen, X.Q. Coupled effects of banded structure and carbide precipitation on mechanical performance of Cr–Ni–Mo–V steel. Mater. Sci. Eng. A 2022, 832, 142478. [Google Scholar] [CrossRef]
- Gáspár, M. Effect of Welding Heat Input on Simulated HAZ Areas in S960QL High Strength Steel. Metals 2019, 9, 1226. [Google Scholar] [CrossRef]
- Tougas, B.; Blais, C.; Chagnon, F.; Pelletier, S. Characterization of Nickel Diffusion and its Effect on the Microstructure of Nickel PM Steels. Metall. Mater. Trans. A 2003, 44, 754–765. [Google Scholar] [CrossRef]
- Luo, H.W.; Qiu, C.H.; Dong, H.; Shi, J. Experimental and numerical analysis of influence of carbide on austenitisation kinetics in 5Mn TRIP steel. Mater. Sci. Technol. 2014, 30, 1367–1377. [Google Scholar] [CrossRef]
- Ma, Y.; Su, L.H.; Shen, C.; Fletcher, L.; Li, H.J.; Sun, L.L.; Zheng, L.; Zhang, C.G. Improving the Weld Heat-Affected-Zone (HAZ) Toughness of High-Strength Thick-Walled Line Pipes. Metals 2023, 13, 2018. [Google Scholar] [CrossRef]
- Huda, N.; Midawi, A.R.H.; Gianetto, J.; Lazor, R. Influence of martensite-austenite (MA) on impact toughness of X80 line pipe steels. Mater. Sci. Eng. A 2016, 662, 481–491. [Google Scholar] [CrossRef]
- Zhu, Z.X.; Han, J.; Li, H.J.; Lu, C. High temperature processed high Nb X80 steel with excellent heat-affected zone toughness. Mater. Lett. 2016, 163, 171–174. [Google Scholar] [CrossRef]
- Wang, J.; Shen, Y.F.; Xue, W.Y.; Jia, N.; Misra, R.D.K. The significant impact of introducing nanosize precipitates and decreased effective grain size on retention of high toughness of simulated heat affected zone (HAZ). Mater. Sci. Eng. A 2021, 803, 140484. [Google Scholar] [CrossRef]
- Poorhaydari, K.; Patchett, B.M.; Ivey, D.G. Microstructure/property examination of weld HAZ in grade 100 microalloyed steel. In Proceedings of the IPC’02: 4th International Pipeline Conference, Calgary, AB, Canada, 29 September–3 October 2002. [Google Scholar]
- Han, X.L.; Wu, D.Y.; Min, X.L.; Wang, X.; Liao, B.; Xiao, F.R. Influence of Post-Weld Heat Treatment on the Microstructure, Microhardness, and Toughness of a Weld Metal for Hot Bend. Metals 2016, 6, 75. [Google Scholar] [CrossRef]
- Abbasi, M.; Kim, D.I.; Nelson, T.W.; Abbasi, M. EBSD and reconstruction of pre-transformation microstructures, examples and complexities in steels. Mater. Charact. 2014, 95, 219–231. [Google Scholar] [CrossRef]
- Morris, J.W., Jr.; Guo, Z.; Krenn, C.R.; Kim, Y.H. The Limits of Strength and Toughness in Steel. ISIJ Int. 2001, 41, 599–611. [Google Scholar] [CrossRef]
- Winning, M.; Rollett, A.D. Transition between low and high angle grain boundaries. Acta Mater. 2005, 53, 2901–2907. [Google Scholar] [CrossRef]
- Brandon, D.G. The structure of high-angle grain boundaries. Acta Metall. 1996, 14, 1479–1484. [Google Scholar] [CrossRef]
- Du, J.; Zhang, W.Z.; Dai, F.Z.; Shi, Z.Z. Caution regarding ambiguities in similar ex pressions of orientation relationships. J. Appl. Crystall. 2016, 49, 40–46. [Google Scholar] [CrossRef]
- Takayama, N.; Miyamoto, G.; Furuhara, T. Effects of transformation temperature on variant pairing of bainitic ferrite in low carbon steel. Acta Mater. 2012, 60, 2387–2396. [Google Scholar] [CrossRef]
- Morito, S.; Tanaka, H.; Konishi, R. The morphology and crystallography of lath martensite in Fe-C alloys. Acta Mater. 2003, 51, 1789–1799. [Google Scholar] [CrossRef]
- Stormvinter, A.; Miyamoto, G.; Furuhara, T.; Hedström, P.; Borgenstam, A. Effect of carbon content on variant pairing of martensite in Fe–C alloys. Acta Mater. 2012, 60, 7265–7274. [Google Scholar] [CrossRef]









Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bai, Y.; Bai, L.; Qian, G.; Sun, X.; Liu, G.; Xie, Z.; Shang, C. Crystallographic Study of Transformation Products of Heat-Affected Zone and Correlation with Properties of FH690 Heavy-Gauge Marine Steel by Multi-Pass Submerged Arc Welding. Metals 2024, 14, 1122. https://doi.org/10.3390/met14101122
Bai Y, Bai L, Qian G, Sun X, Liu G, Xie Z, Shang C. Crystallographic Study of Transformation Products of Heat-Affected Zone and Correlation with Properties of FH690 Heavy-Gauge Marine Steel by Multi-Pass Submerged Arc Welding. Metals. 2024; 14(10):1122. https://doi.org/10.3390/met14101122
Chicago/Turabian StyleBai, Yun, Liqin Bai, Gang Qian, Xianjin Sun, Guanyou Liu, Zhenjia Xie, and Chengjia Shang. 2024. "Crystallographic Study of Transformation Products of Heat-Affected Zone and Correlation with Properties of FH690 Heavy-Gauge Marine Steel by Multi-Pass Submerged Arc Welding" Metals 14, no. 10: 1122. https://doi.org/10.3390/met14101122
APA StyleBai, Y., Bai, L., Qian, G., Sun, X., Liu, G., Xie, Z., & Shang, C. (2024). Crystallographic Study of Transformation Products of Heat-Affected Zone and Correlation with Properties of FH690 Heavy-Gauge Marine Steel by Multi-Pass Submerged Arc Welding. Metals, 14(10), 1122. https://doi.org/10.3390/met14101122