Analysis of Thickness Variation in 2219 Aluminum Alloy Ellipsoid Shell with Differential Thickness by Hydroforming

Abstract
:1. Introduction
2. Experimental Section
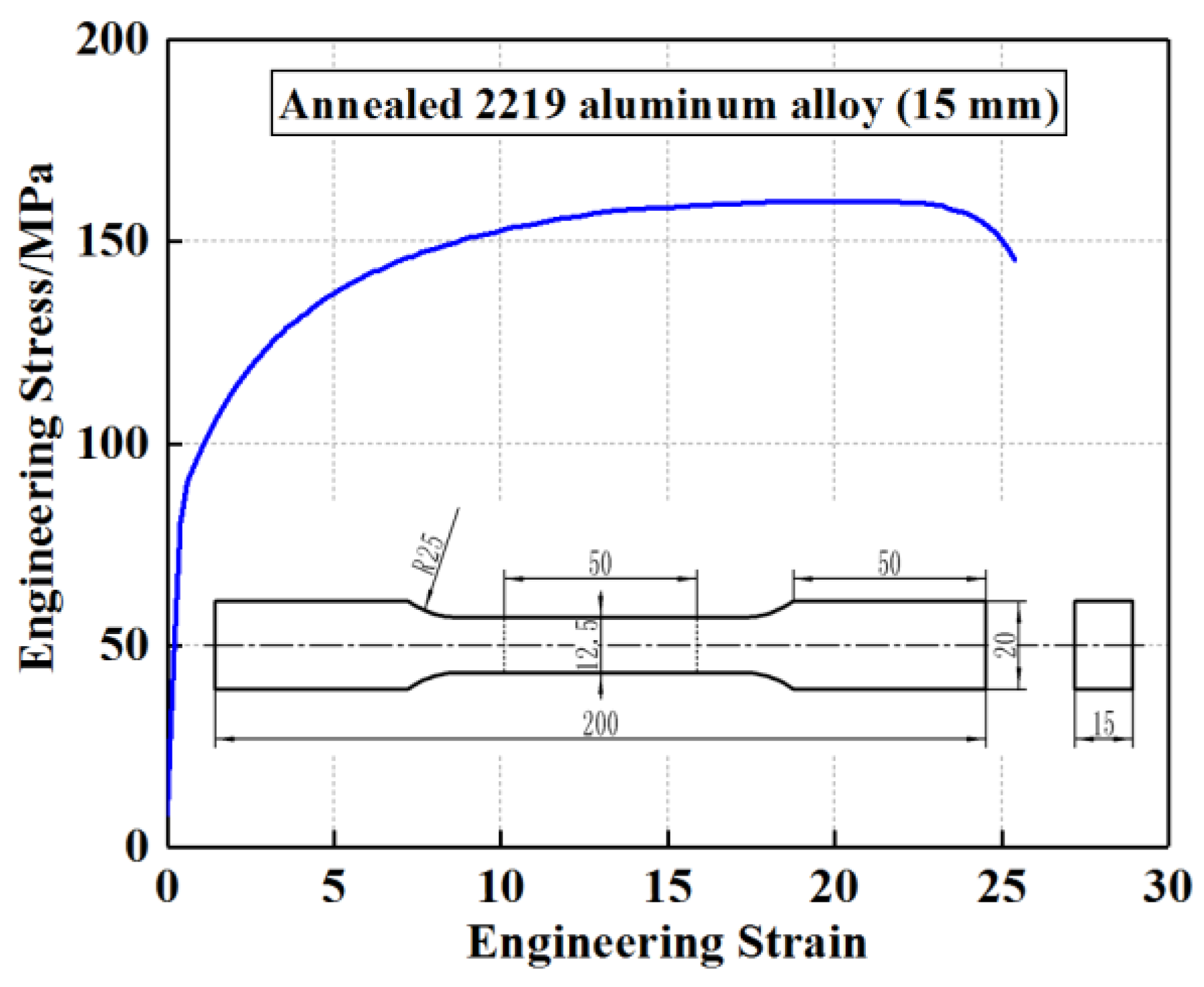
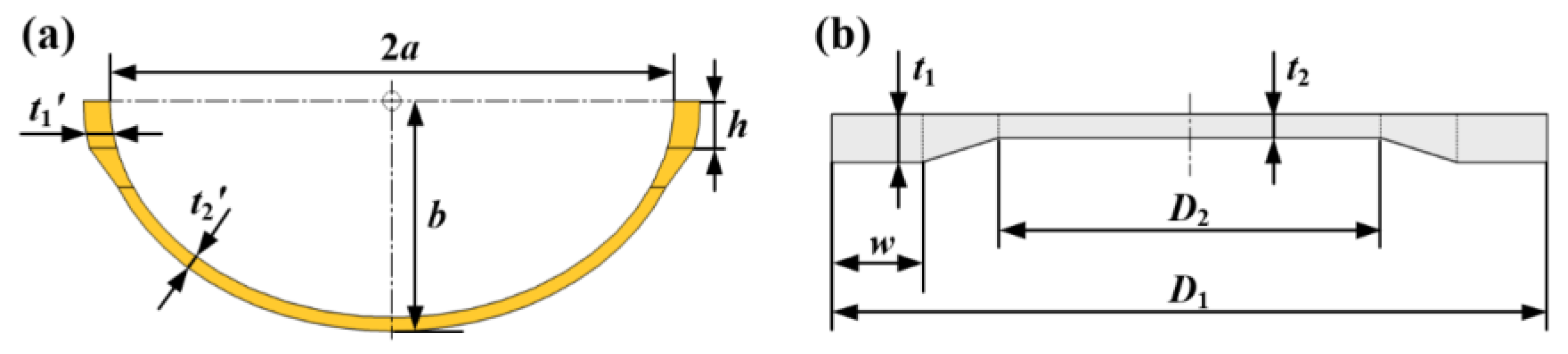
2.1. Sheet Material and Ellipsoid Shell Size
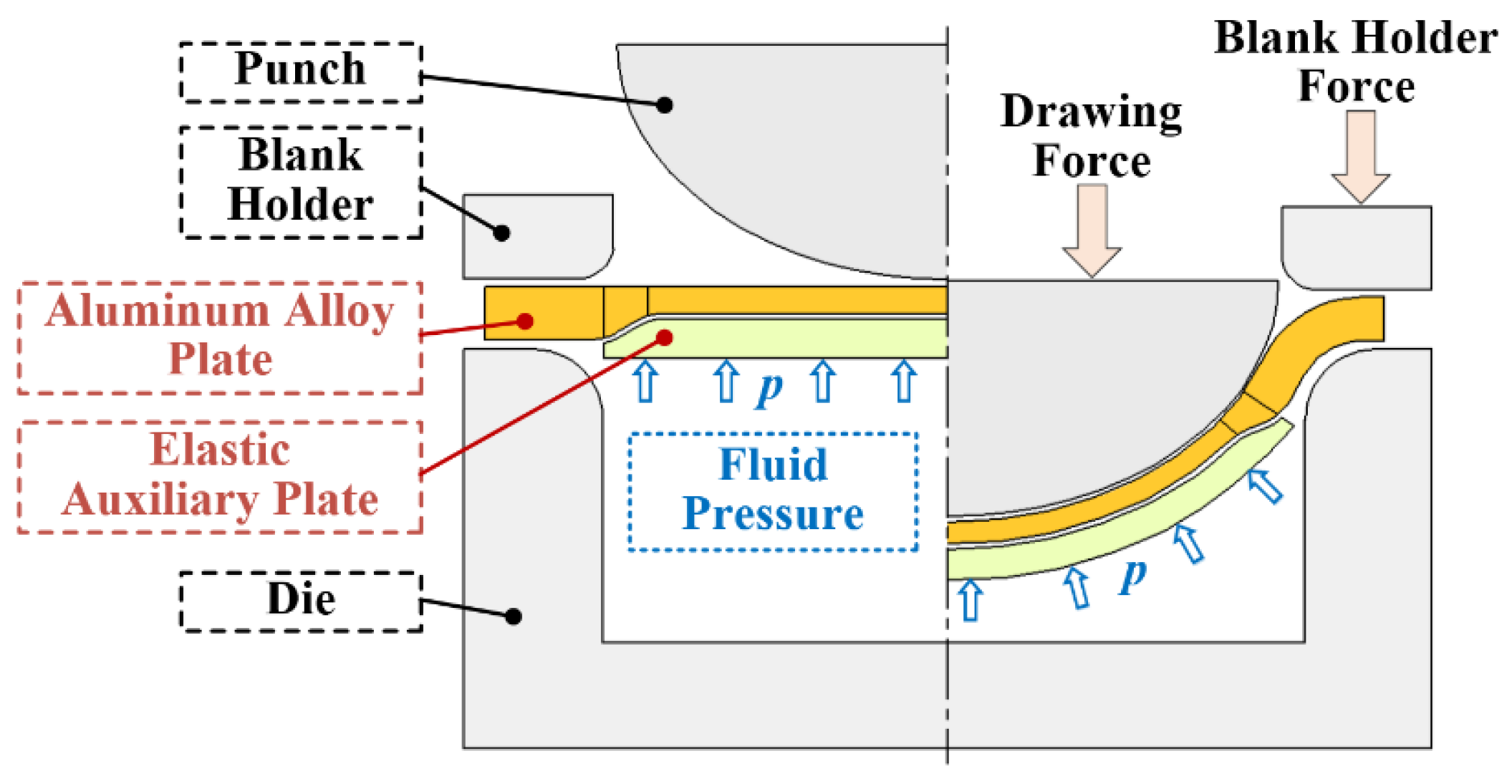
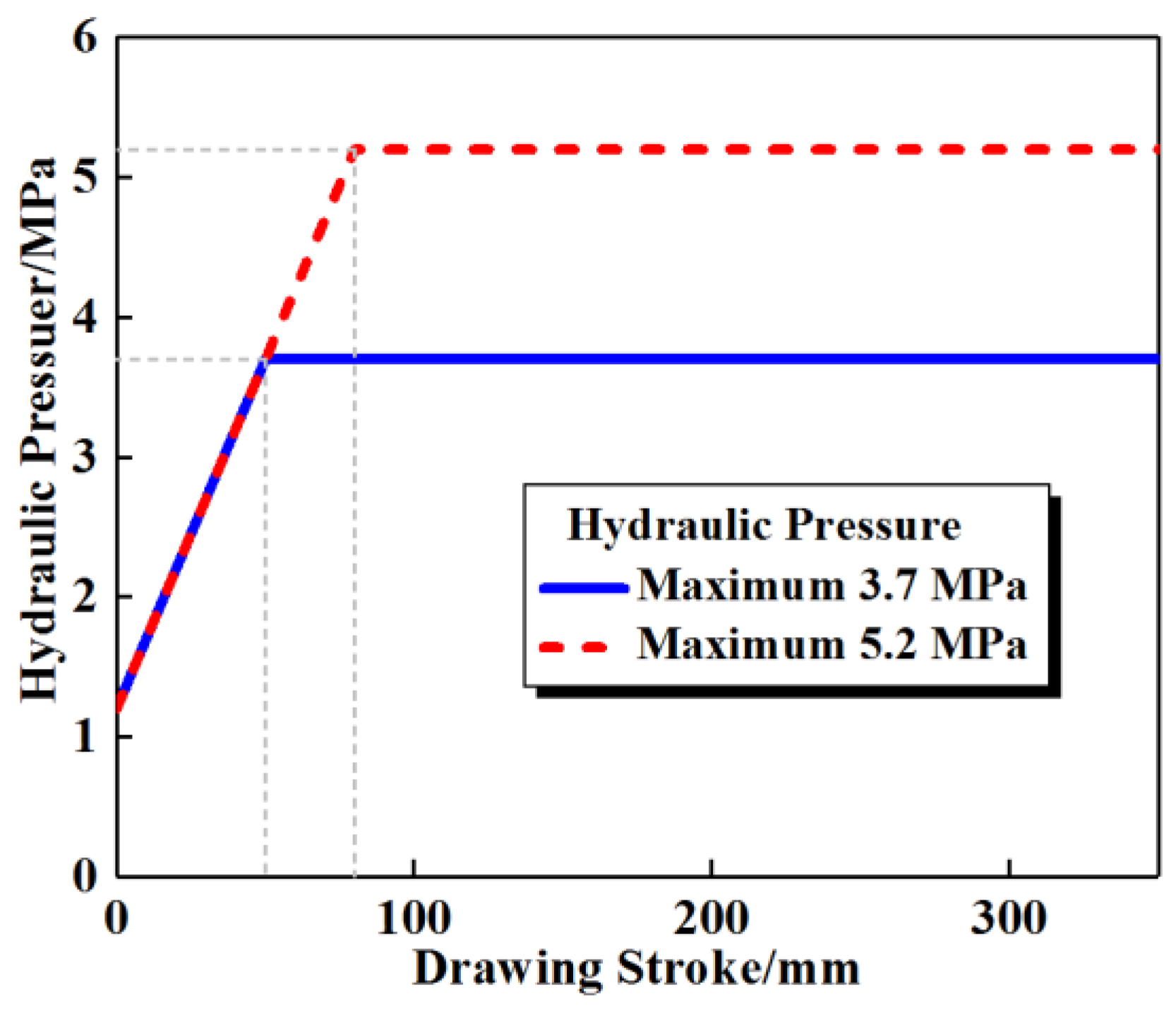
2.2. Hydroforming Process of Plates with Differential Thickness
2.3. Setup and Procedure
3. Thickness and Strain Distributions
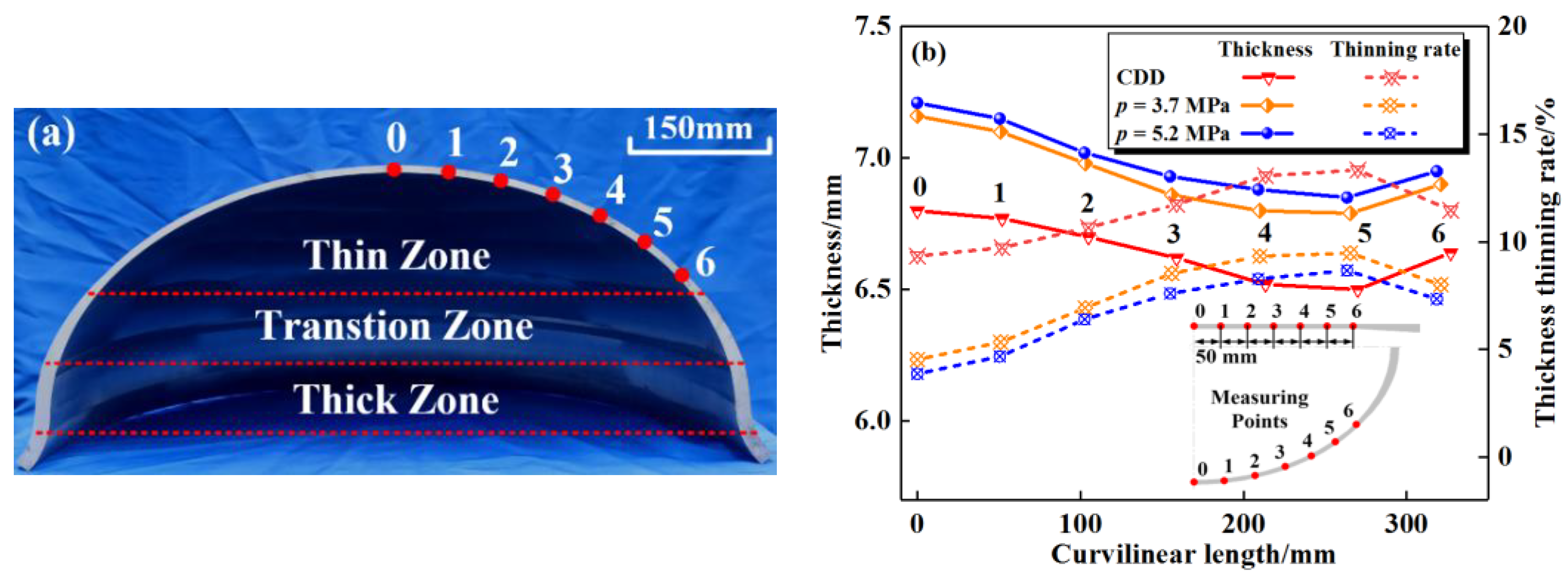
3.1. Thickness Distributions
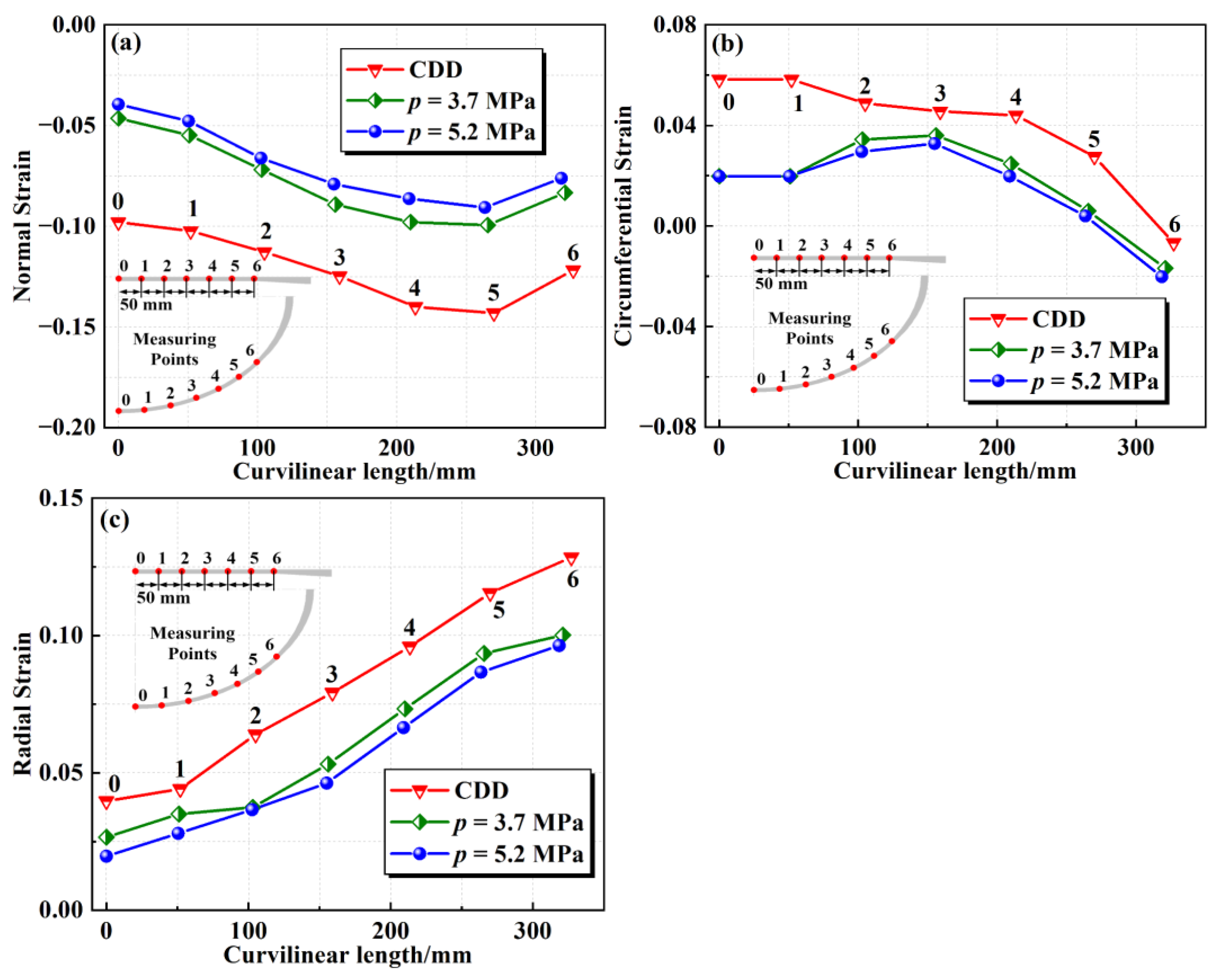
3.2. Strain Distributions
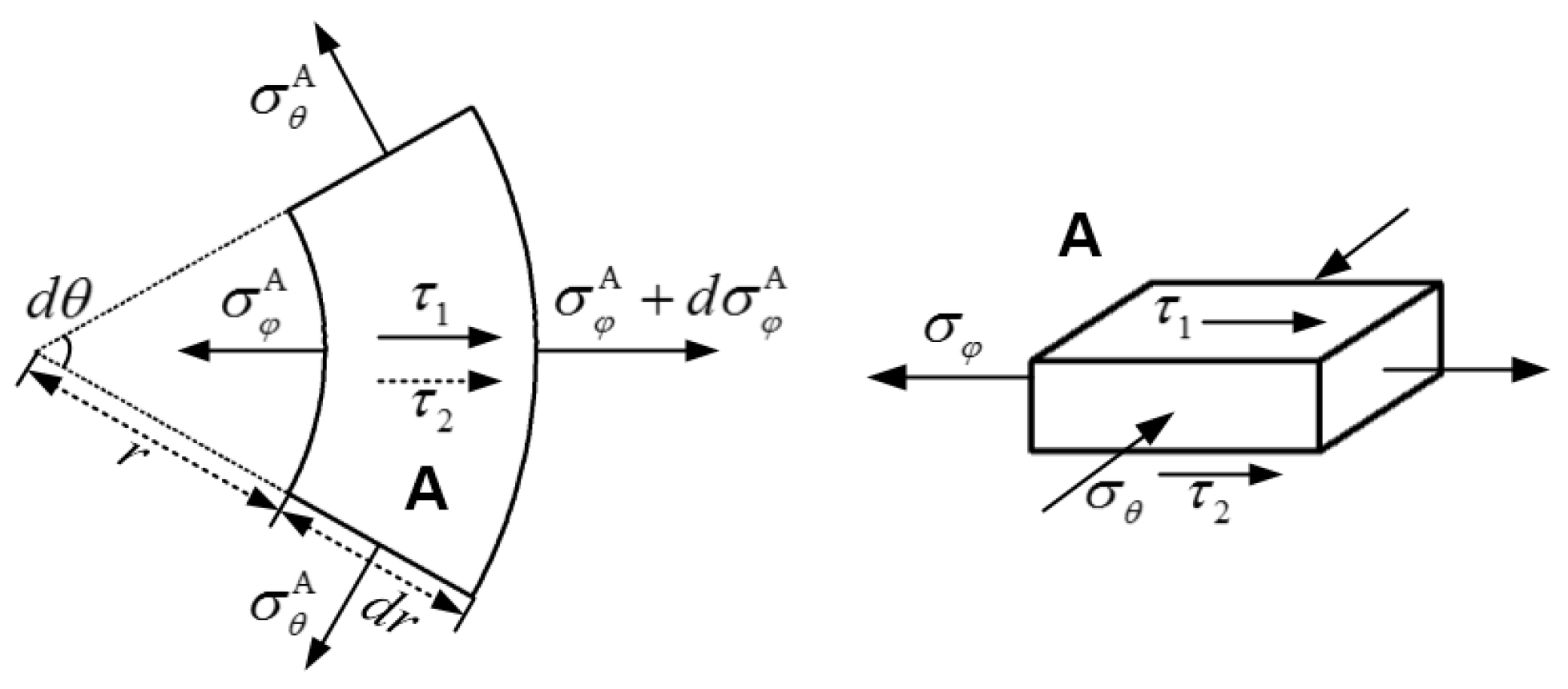
4. Mechanical Analysis of the Influence of Friction on Hydroforming
- The unsupported zone is not deformed under the action of hydraulic pressure, and the shape of the unsupported zone is approximately a cone;
- The material of the plate is an elastic–perfectly plastic material;
- The deformation is a simple loading process.
5. Conclusions
- (1)
- Compared with conventional deep drawing, hydroforming can improve the thickness distribution within the thin zone of the differential thickness plates. With the increase in hydraulic pressure, the overall thickness thinning rate within the thin zone of the drawn ellipsoid shell decreases. When the hydraulic pressures are 0, 3.7 MPa, and 5.2 MPa, the maximum thickness thinning rates are 13.3%, 9.6%, and 8.8%, respectively.
- (2)
- With the increase in hydraulic pressure, the radial strain and circumferential strain in the thin zone will both decrease, along with the absolute value of the normal strain. Consequently, the overall degree of plastic deformation in the thin zone will also be reduced.
- (3)
- During hydroforming, the occurrence of interfacial shear stress between the aluminum plate and the elastic auxiliary plate and the punch is beneficial for the formability of differential thickness plates. This interfacial friction can reduce the radial stress within the thin zone, alter the deformation state of the aluminum plate, and restrain excessive thinning. With increases in hydraulic pressure and friction coefficient, the influence of friction on hydroforming becomes more significant.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zheng, K.; Politis, D.J.; Wang, L.; Lin, J. A review on forming techniques for manufacturing lightweight complex-shaped aluminium panel components. Int. J. Lightweight Mater. Manuf. 2018, 1, 55–80. [Google Scholar] [CrossRef]
- Li, S.; Yue, X.; Li, Q.; Peng, H.; Dong, B.; Liu, T.; Yang, H.; Fan, J.; Shu, S.; Qiu, F.; et al. Development and applications of aluminum alloys for aerospace industry. J. Mater. Res. Technol. 2023, 27, 944–983. [Google Scholar] [CrossRef]
- Akafzadeh, E.; Salmani-Tehrani, M.; Shayan, M. Deep drawing of a thin hemispherical cup using a novel die without a blank holder: Experimental and numerical investigations. J. Braz. Soc. Mech. Sci. Eng. 2022, 44, 281. [Google Scholar] [CrossRef]
- Daniluk, A.Y.; Klyushnikov, V.Y.; Kuznetsov, I.I.; Osadchenko, A.S. The past, present, and future of super-heavy launch vehicles for research and exploration of the Moon and Mars. Solar. Syst. Res. 2015, 49, 490–499. [Google Scholar] [CrossRef]
- Lee, J.R.; Dhital, D. Review of flaws and damages in space launch vehicle: Structures. J. Intell. Mater. Syst. Struct. 2013, 24, 4–20. [Google Scholar] [CrossRef]
- Zhang, H.; Zhan, M.; Zheng, Z.; Li, R.; Lyu, W.; Cui, X.; Chen, S.; Shen, S. Manufacture of thin-walled axisymmetric components by friction stir welding and spinning of Al-Li alloy. JOM 2022, 74, 3248–3260. [Google Scholar] [CrossRef]
- Yuan, S. Fundamentals and processes of fluid pressure forming technology for complex thin-walled components. Engineering 2021, 7, 358–366. [Google Scholar] [CrossRef]
- Yang, R.; Chen, W.; Wang, J.; Cong, Y. Low-cost and fast manufacturing technology for commercial liquid rocket structure, in Chinese. J. Deep. Space. Explor. 2021, 8, 70–79. [Google Scholar] [CrossRef]
- Precision Meets Progress in Welding on SLS Liquid Oxygen Tank Hardware. Available online: https://www.nasa.gov/exploration/systems/sls/multimedia/progress-in-welding-on-sls-liquid-oxygen-tank.html (accessed on 24 March 2016).
- Habibi, M.; Hashemi, R.; Tafti, M.F.; Assempour, A. Experimental investigation of mechanical properties, formability and forming limit diagrams for tailor-welded blanks produced by friction stir welding. J. Manuf. Process. 2018, 31, 310–323. [Google Scholar] [CrossRef]
- Ou, H.; Yang, Y.; Hu, M.; Li, G.; Cui, J. Forming study on a tailor rolled blank (TRB) structure-formability evaluation and model verification. J. Manuf. Process. 2019, 44, 397–407. [Google Scholar] [CrossRef]
- Zhang, H.; Sun, G.; Xiao, Z.; Li, G.; Li, Q. Bending characteristics of top-hat structures through tailor rolled blank (TRB) process. Thin-Walled. Struct. 2018, 123, 420–440. [Google Scholar] [CrossRef]
- Zhang, M.; Saad, M.; Zheng, H.; Vilotic, M.; Liu, B.; Zou, Z.; Li, Y. A novel active hydroforming & curing process to manufacture GLARE laminates: Numerical and experimental investigations. Thin-Walled Struct. 2024, 196, 111508. [Google Scholar] [CrossRef]
- Chen, D.; Xu, Y.; Zhang, S.; Zhao, Z.; El-Aty, A.; Ma, Y.; Li, J. Evaluation of numerical and experimental investigations on the hybrid sheet hydroforming process to produce a novel high-capacity engine oil pan. Int. J. Adv. Manuf. Technol. 2018, 97, 3625–3636. [Google Scholar] [CrossRef]
- Reza, G.; Majid, E.; Hamid, B.; Javad, M.M. Microstructural analysis of sheet hydroforming process assisted by radial ultrasonic punch vibration in a hydro-mechanical deep drawing die. Int. J. Adv. Manuf. Technol. 2023, 125, 5359–5368. [Google Scholar] [CrossRef]
- Liu, W.; Chen, Y.; Hu, L.; Zhang, Z. Deformation of large curved shells using double-sided pressure sheet hydroforming process. Int. J. Lightweight Mater. Manuf. 2022, 5, 397–410. [Google Scholar] [CrossRef]
- Wang, Y.; Cui, J.; Li, Y.; Zhang, Y.; Zhang, S.; Zhao, L.; Hu, N. Deformation behavior and scale effects in microchannel hydroforming in ultra-thin TA1/CFRP fuel cell bipolar plates. Compos. Struct. 2024, 339, 118164. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhou, L.; Xu, F.; Sun, X.; Zhang, Z. Multi-objective optimization of loading path for sheet hydroforming of tank bottom. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2024, 238, 625–637. [Google Scholar] [CrossRef]
- Zhang, Q.; Dean, T.; Wang, Z. Numerical simulation of deformation in multi-point sandwich forming. Int. J. Mach. Tools Manuf. 2006, 46, 699–707. [Google Scholar] [CrossRef]
- Jiang, W.; Xie, W.; Song, H.; Lazarescu, L.; Zhang, S.; Banabic, D. A modified thin-walled tube push-bending process with polyurethane mandrel. Int. J. Adv. Manuf. Technol. 2020, 106, 2509–2521. [Google Scholar] [CrossRef]
- Feng, H.; Han, C. Deformation behavior in the hydroforming of overlapping tubular blanks. Int. J. Mach. Tools Manuf. 2020, 158, 103624. [Google Scholar] [CrossRef]
- ASTM E8/E8M-21; Standard Test Methods for Tension Testing of Metallic Materials. ASTM: West Conshohocken, PA, USA, 2021. [CrossRef]
- Jia, X.; Zhao, C.; Li, J.; He, L. Study on the deformation theory of a parabolic part based on solid granules medium forming. J. Zhejiang Univ.-Sci. A. (Appl. Phys. Eng.) 2017, 18, 194–211. [Google Scholar] [CrossRef]
- Zheng, K.; Lee, J.; Lin, J.; Dean, T. A buckling model for flange wrinkling in hot deep drawing aluminium alloys with macro-textured tool surfaces. Int. J. Mach. Tools Manuf. 2017, 114, 21–34. [Google Scholar] [CrossRef]
- Zhang, S.; Lang, L.; Kang, D.; Danckert, J.; Nielsen, K. Hydromechanical deep-drawing of aluminum parabolic workpieces—Experiments and numerical simulation. Int. J. Mach. Tools Manuf. 2000, 40, 1479–1492. [Google Scholar] [CrossRef]
- Shafaat, M.; Abbasi, M.; Ketabchi, M. Investigation into wall wrinkling in deep drawing process of conical cups. J. Mater. Process. Technol. 2011, 211, 1783–1795. [Google Scholar] [CrossRef]
- Abedrabbo, N.; Zampaloni, M.; Pourboghrat, F. Wrinkling control in aluminum sheet hydroforming. Int. J. Mech. Sci. 2005, 47, 333–358. [Google Scholar] [CrossRef]
- Yossifon, S.; Tirosh, J.; Kochavi, E. On suppression of plastic buckling in hydroforming processes. Int. J. Mech. Sci. 1984, 26, 389–402. [Google Scholar] [CrossRef]
- Lo, S.; Hsu, T.; Wilson, W. An analysis of the hemispherical-punch hydroforming processes. J. Mater. Process. Technol. 1993, 37, 225–239. [Google Scholar] [CrossRef]
- Lee, B.; Keum, Y.; Wagoner, R. Modeling of the friction caused by lubrication and surface roughness in sheet metal forming. J. Mater. Process. Technol. 2002, 130–131, 60–63. [Google Scholar] [CrossRef]
- Algarin, M.; Ghazali, S.; Zwawi, M. The Emerging of Stress Triaxiality and Lode Angle in Both Solid and Damage Mechanics: A Review. Mech. Solids 2021, 56, 787–806. [Google Scholar] [CrossRef]
- Xie, J.; Shi, P.; Li, F. Exact solutions for the symmetric elastoplastic response of functionally graded pressure vessels. Thin-Walled Struct. 2023, 192, 111165. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Yield Strength /MPa | Tensile Strength /MPa | Elongation /% |
|---|---|---|
| 86.2 | 159.6 | 25.4 |
| Measuring Point | 0 | 1 | 2 | 3 | 4 | 5 | 6 | |
|---|---|---|---|---|---|---|---|---|
| Thickness (mm) | CDD | 6.80 | 6.76 | 6.70 | 6.62 | 6.52 | 6.50 | 6.64 |
| 3.7 MPa | 7.16 | 7.10 | 6.98 | 6.86 | 6.80 | 6.78 | 6.90 | |
| 5.2 MPa | 7.20 | 7.14 | 7.02 | 6.92 | 6.88 | 6.84 | 6.94 | |
| Thickness thinning rate (%) | CDD | 9.3 | 9.9 | 10.7 | 11.7 | 13.1 | 13.3 | 11.5 |
| 3.7 MPa | 4.5 | 5.3 | 6.9 | 8.5 | 9.3 | 9.6 | 8.0 | |
| 5.2 MPa | 4.0 | 4.8 | 6.4 | 7.7 | 8.3 | 8.8 | 7.5 | |
| Measuring Point | 0 | 1 | 2 | 3 | 4 | 5 | 6 | |
|---|---|---|---|---|---|---|---|---|
| Normal strain | CDD | −0.098 | −0.104 | −0.113 | −0.125 | −0.140 | −0.143 | −0.122 |
| 3.7 MPa | −0.046 | −0.055 | −0.072 | −0.089 | −0.098 | −0.101 | −0.083 | |
| 5.2 MPa | −0.041 | −0.049 | −0.066 | −0.080 | −0.086 | −0.092 | −0.078 | |
| Circumferential strain | CDD | 0.058 | 0.058 | 0.049 | 0.046 | 0.044 | 0.028 | −0.007 |
| 3.7 MPa | 0.020 | 0.020 | 0.034 | 0.036 | 0.025 | 0.006 | −0.017 | |
| 5.2 MPa | 0.020 | 0.020 | 0.030 | 0.033 | 0.020 | 0.004 | −0.020 | |
| Radial strain | CDD | 0.040 | 0.046 | 0.064 | 0.079 | 0.096 | 0.115 | 0.128 |
| 3.7 MPa | 0.027 | 0.035 | 0.037 | 0.053 | 0.073 | 0.095 | 0.100 | |
| 5.2 MPa | 0.021 | 0.029 | 0.037 | 0.048 | 0.066 | 0.088 | 0.098 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mo, C.; Xu, Y.; Yuan, S. Analysis of Thickness Variation in 2219 Aluminum Alloy Ellipsoid Shell with Differential Thickness by Hydroforming. Metals 2024, 14, 1140. https://doi.org/10.3390/met14101140
Mo C, Xu Y, Yuan S. Analysis of Thickness Variation in 2219 Aluminum Alloy Ellipsoid Shell with Differential Thickness by Hydroforming. Metals. 2024; 14(10):1140. https://doi.org/10.3390/met14101140
Chicago/Turabian StyleMo, Chen, Yongchao Xu, and Shijian Yuan. 2024. "Analysis of Thickness Variation in 2219 Aluminum Alloy Ellipsoid Shell with Differential Thickness by Hydroforming" Metals 14, no. 10: 1140. https://doi.org/10.3390/met14101140