
Welding Pores Evolution in the Detector Bottom-Locking Structure Fabricated Using the Hybrid Pulsed Arc–Laser Method


Abstract
:1. Introduction
2. Experimental System and Materials
3. Experimental Results
4. Analysis and Discussion
4.1. Numerical Simulation
4.2. Discussion and Analysis
5. Conclusions
- As the pulse frequency increases, the stability of the arc improves, and the arc energy becomes more concentrated. At the same time, too high a frequency adversely affects the stability of the arc, and the stability of the arc decreases, affecting the stability of the molten pool.
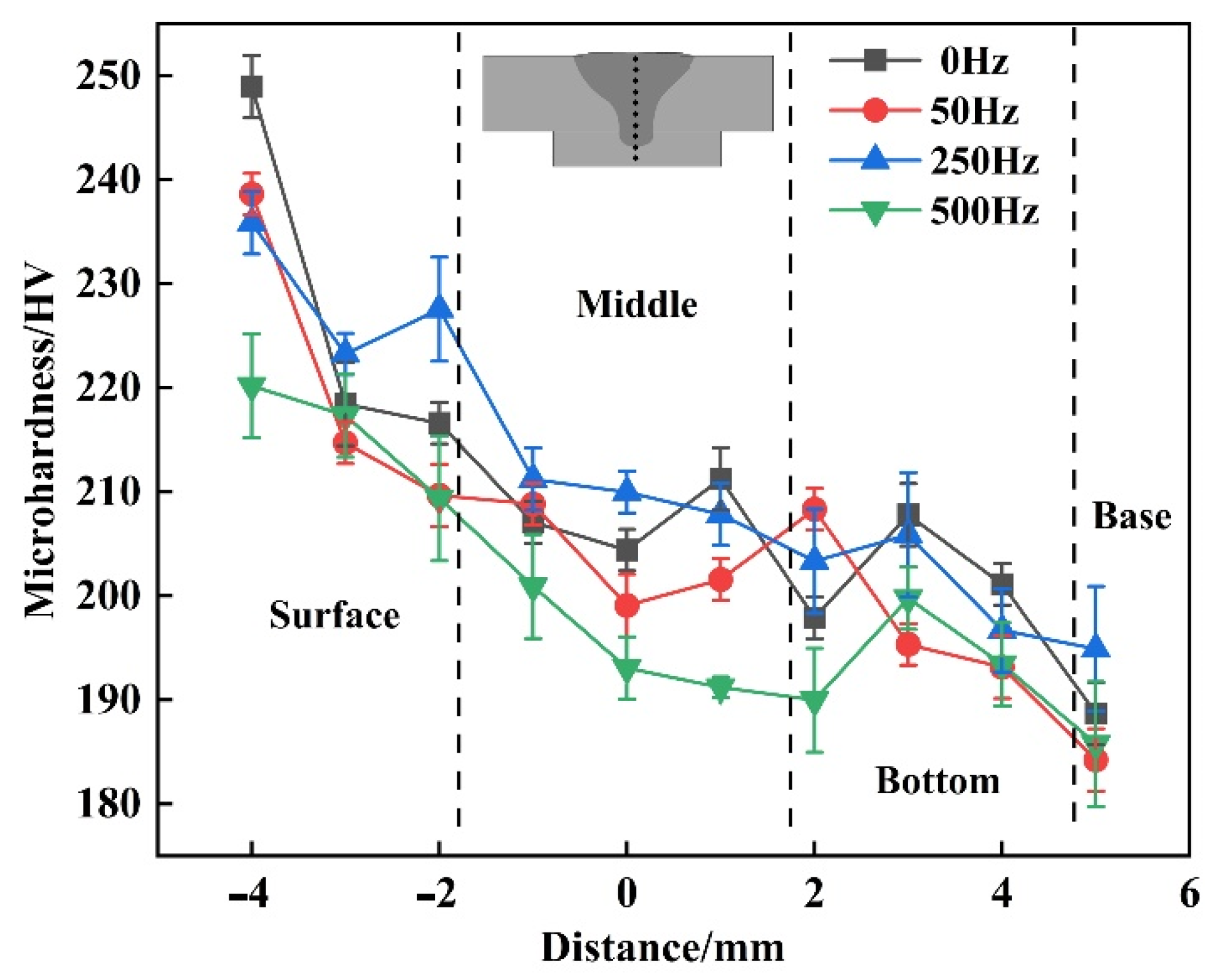
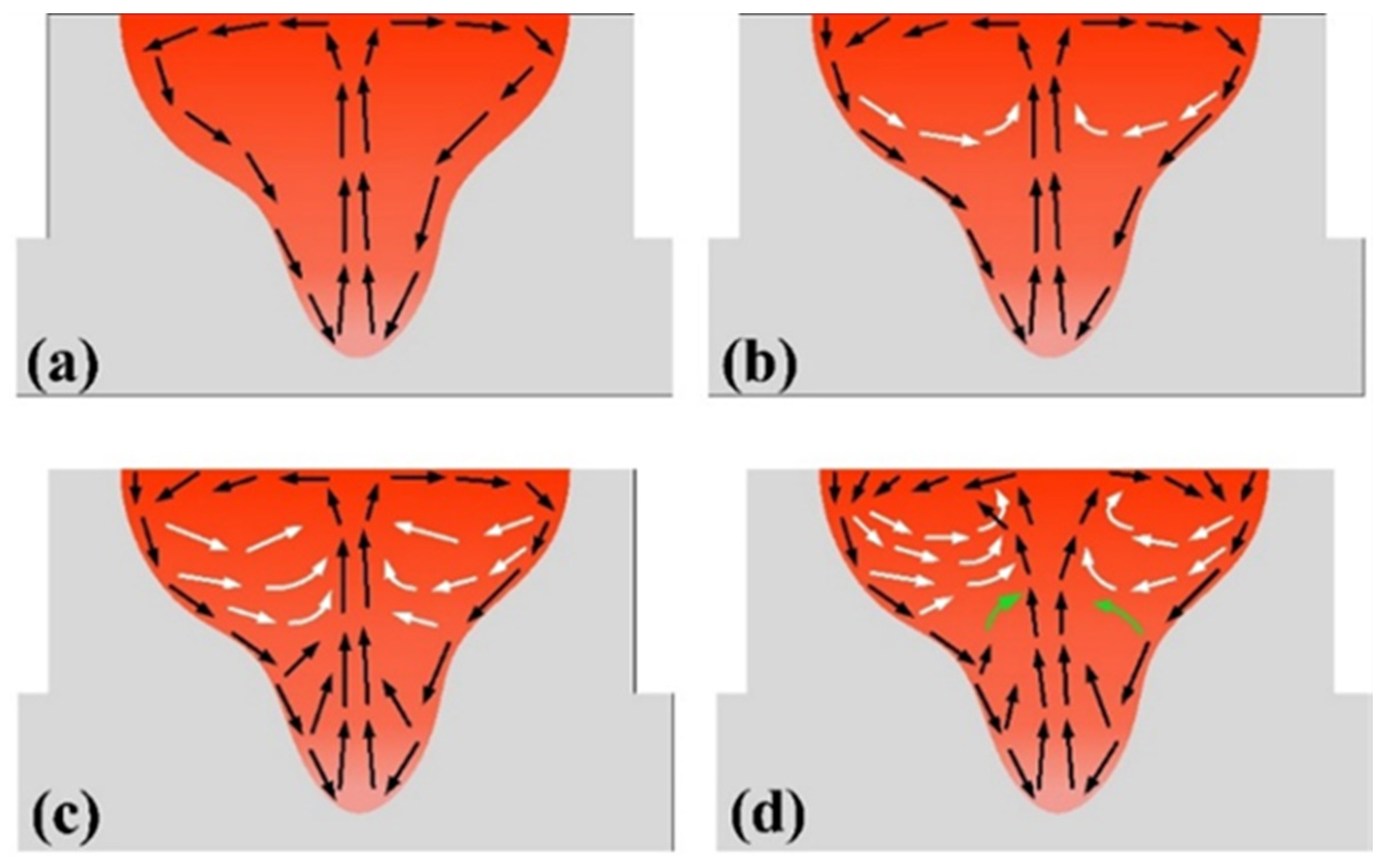
- As the pulse frequency increases, the flow of the molten pool gradually increases with the pulse frequency, which improves the cooling rate of the molten pool and inhibits the growth of the grains, which plays a role in refining the grains.
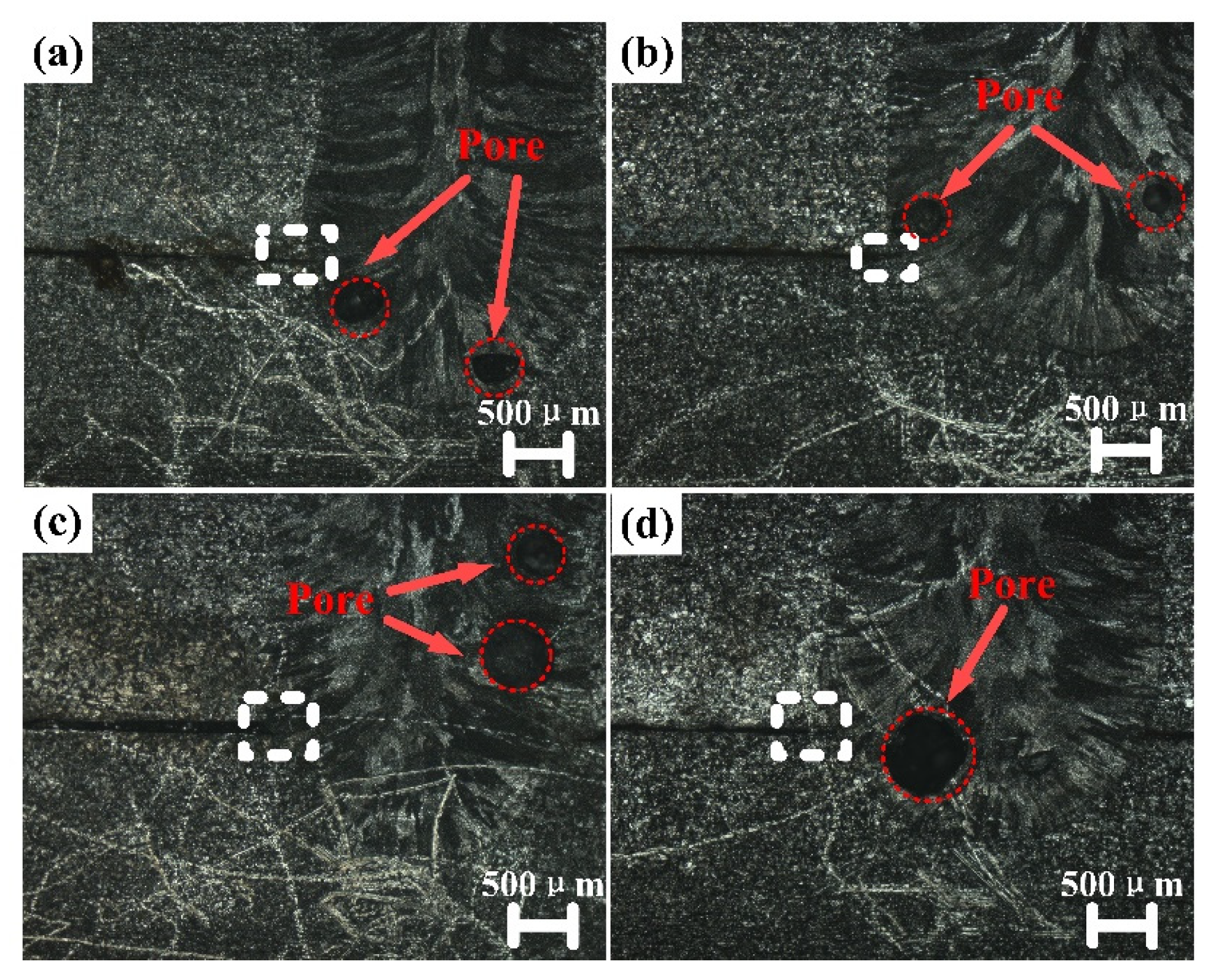
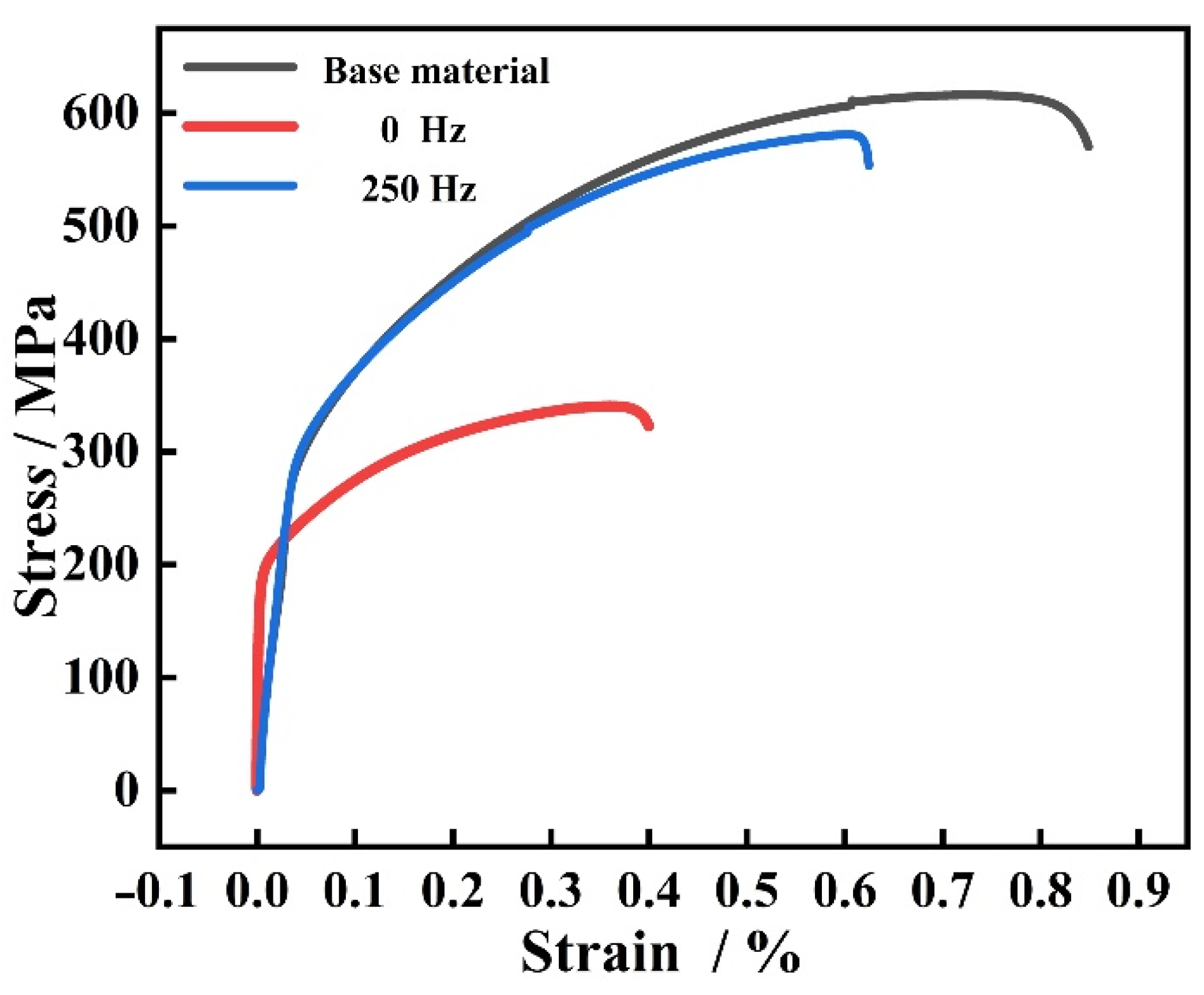
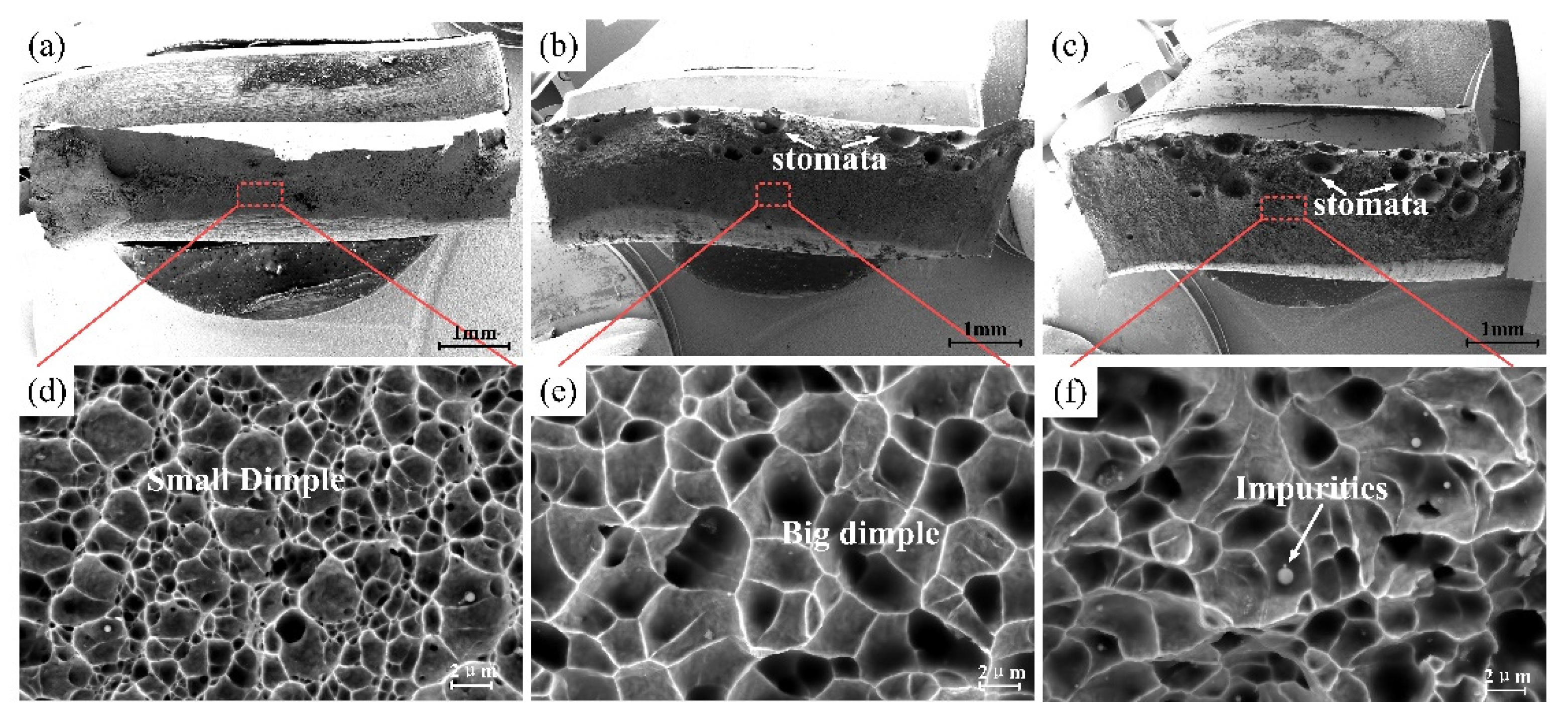
- With the increase in pulse frequency, the number of pores in the joint decreases, and the tensile strength of the joint increases by 67% compared with 0 Hz, which effectively improves the tensile strength of the joint. The ultimate tensile strength gradually approaches that of the parent material. The dimple size in the joint fracture increases, and the plastic deformation is further enhanced.
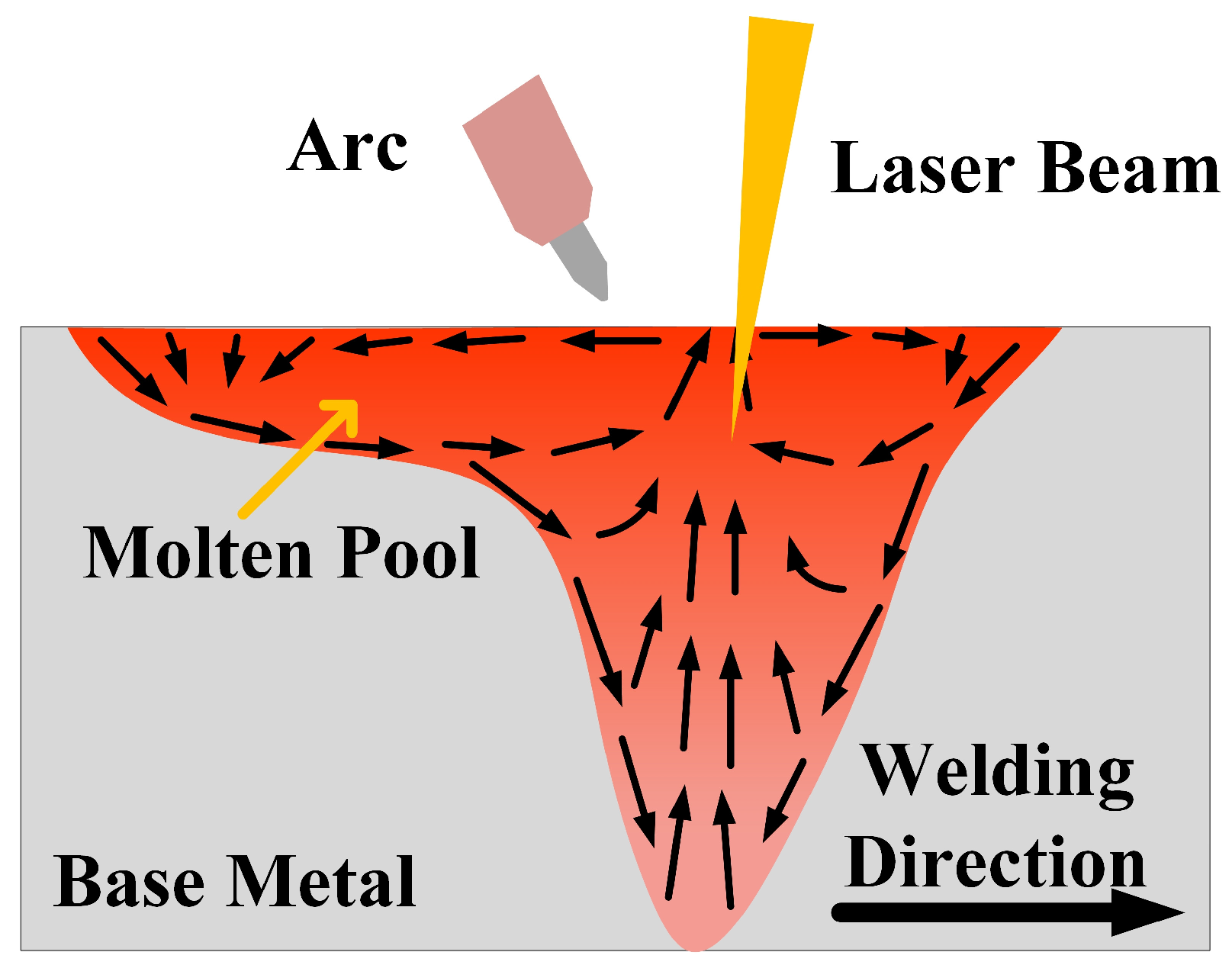
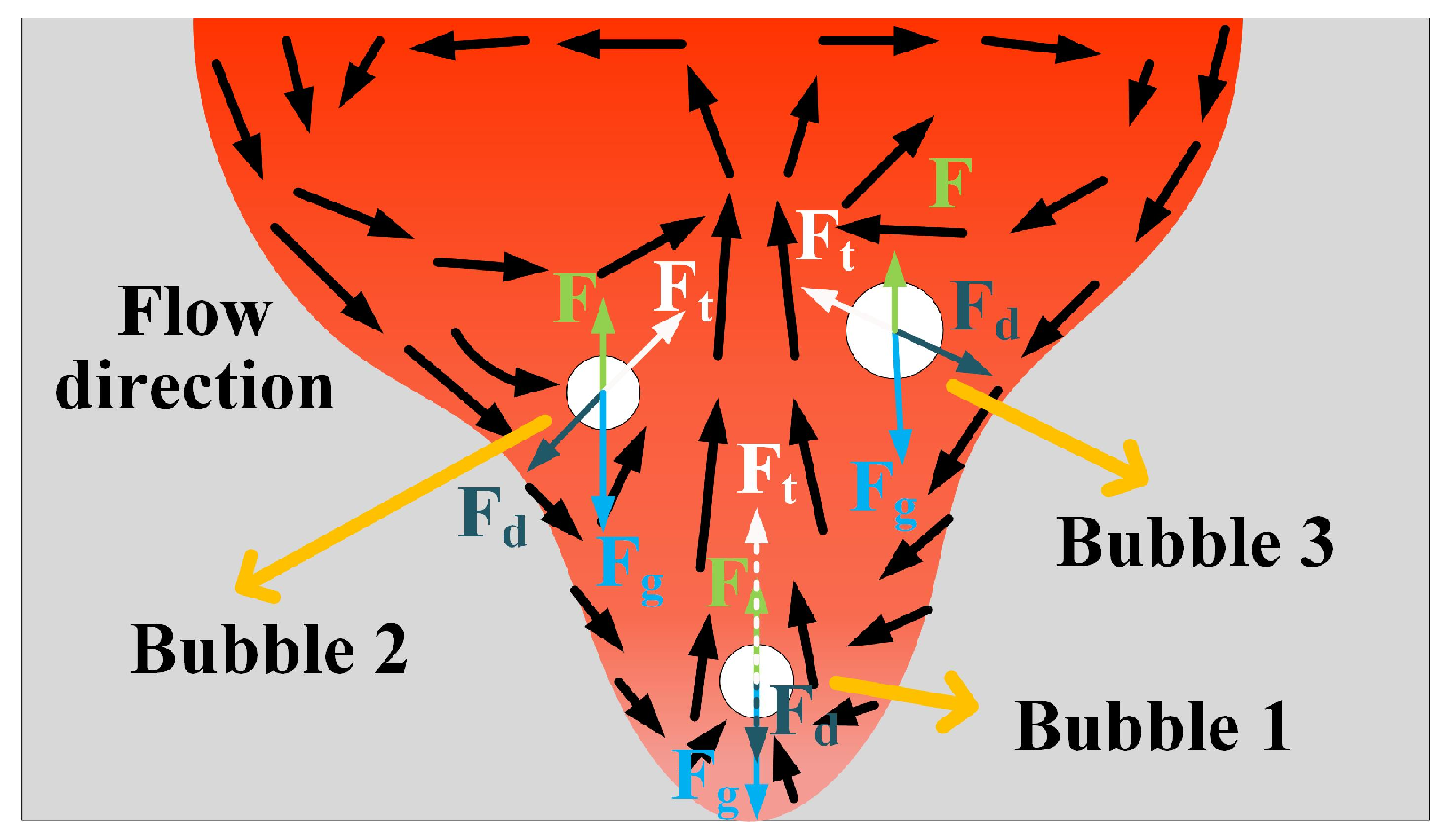
- Pulse frequency has a significant effect on the escape of pores. As the pulse frequency increases, the flow of the middle region of the melt pool increases, resulting in greater thrust forces acting on the bubbles present in the melt pool and facilitating the escape of bubbles to the surface.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Baldev, R.; Mudali, U.K.; Vijayalakshmi, M.; Mathew, M.; Bhaduri, A.; Chellapandi, P.; Venugopal, S.; Sundar, C.; Rao, B.; Venkatraman, B. Development of stainless steels in nuclear industry: With emphasis on sodium cooled fast spectrum reactors history, technology and foresight. Adv. Mater. Res. 2013, 794, 3–25. [Google Scholar] [CrossRef]
- Alekseev, I.; Belov, V.; Brudanin, V.; Danilov, M.; Egorov, V.; Filosofov, D.; Fomina, M.; Hons, Z.; Kazartsev, S.; Kobyakin, A.; et al. DANSS: Detector of the reactor Anti Neutrino based on Solid Scintillator. J. Instrum. 2016, 11, P11011. [Google Scholar] [CrossRef]
- Dhaiveegan, P.; Elangovan, N.; Nishimura, T.; Rajendran, N. Corrosion behavior of 316L and 304 stainless steels exposed to industrial-marine-urban environment: Field study. RSC Adv. 2016, 6, 47314–47324. [Google Scholar] [CrossRef]
- D’andrea, D. Additive manufacturing of AISI 316L stainless steel: A review. Metals 2023, 13, 1370. [Google Scholar] [CrossRef]
- Vukkum, V.B.; Gupta, R.K. Review on corrosion performance of laser powder-bed fusion printed 316L stainless steel: Effect of processing parameters, manufacturing defects, post-processing, feedstock, and microstructure. Mater. Des. 2022, 221, 110874. [Google Scholar] [CrossRef]
- Sghaier, T.A.M.; Sahlaoui, H.; Mabrouki, T.; Sallem, H.; Rech, J. Selective laser melting of stainless-steel: A review of process, microstructure, mechanical properties and post-processing treatments. Int. J. Mater. Form. 2023, 16, 41. [Google Scholar] [CrossRef]
- Ghumman, K.Z.; Ali, S.; Khan, N.B.; Khan, M.I.; Ali, H.T.; Ashurov, M. Optimization of TIG welding parameters for enhanced mechanical properties in AISI 316L stainless steel welds. Int. J. Adv. Manuf. Technol. 2024, 1–13. [Google Scholar] [CrossRef]
- Ghosh, N.; Pal, P.K.; Nandi, G. Parametric optimization of MIG welding on 316L austenitic stainless steel by Taguchi method. Arch. Mater. Sci. Eng. 2016, 79, 27–36. [Google Scholar] [CrossRef]
- Ragavendran, M.; Vasudevan, M. Laser and hybrid laser welding of type 316L (N) austenitic stainless steel plates. Mater. Manuf. Process. 2020, 35, 922–934. [Google Scholar] [CrossRef]
- Kumar, H.; Somireddy, A.; Gururaj, K. A review on critical aspects of 316ln austenitic stainless steel weldability. Int. J. Mater. Sci. Appl. 2012, 1, 1–7. [Google Scholar] [CrossRef]
- Segura, I.; Mireles, J.; Bermudez, D.; Terrazas, C.; Murr, L.; Li, K.; Injeti, V.; Misra, R.; Wicker, R. Characterization and mechanical properties of cladded stainless steel 316L with nuclear applications fabricated using electron beam melting. J. Nucl. Mater. 2018, 507, 164–176. [Google Scholar] [CrossRef]
- Li, G.; Lu, X.; Zhu, X.; Huang, J.; Liu, L.; Wu, Y. The interface microstructure, mechanical properties and corrosion resistance of dissimilar joints during multipass laser welding for nuclear power plants. Opt. Laser Technol. 2018, 101, 479–490. [Google Scholar] [CrossRef]
- Hong, K.M.; Shin, Y.C. Prospects of laser welding technology in the automotive industry: A review. J. Mater. Process. Technol. 2017, 245, 46–69. [Google Scholar] [CrossRef]
- Li, Y.; Li, Y.; Feng, Y.; Zhang, Y.; Li, S.; Zhang, X.; Wang, B.; Yang, M. Investigation on the Morphology and Formation Mechanism of Porosity in Different Heat Source Regions of Nickel-Based Alloy Laser Hybrid Welding. J. Mater. Eng. Perform. 2024, 33, 6432–6441. [Google Scholar] [CrossRef]
- Acherjee, B. Hybrid laser arc welding: State-of-art review. Opt. Laser Technol. 2018, 99, 60–71. [Google Scholar] [CrossRef]
- Zhang, Z.; Wang, Q.; Li, Z.; Wang, X.; Song, G. Research on 316 stainless steel low-power pulsed laser-induced arc additive manufacturing by different deposition routes. Weld. Int. 2022, 36, 679–692. [Google Scholar] [CrossRef]
- Rizvi, S.A.; Ali, W. Welding defects, Causes and their Remedies: A Review. Indian Weld. J. 2020, 53, 42–47. [Google Scholar] [CrossRef]
- Górka, J.; Stano, S. Microstructure and properties of hybrid laser arc welded joints (laser beam-MAG) in thermo-mechanical control processed S700MC steel. Metals 2018, 8, 132. [Google Scholar] [CrossRef]
- Zhan, X.; Zhao, Y.; Liu, Z.; Gao, Q.; Bu, H. Microstructure and porosity characteristics of 5A06 aluminum alloy joints using laser-MIG hybrid welding. J. Manuf. Process. 2018, 35, 437–445. [Google Scholar] [CrossRef]
- Atabaki, M.M.; Ma, J.; Liu, W.; Kovacevic, R. Pore formation and its mitigation during hybrid laser/arc welding of advanced high strength steel. Mater. Des. 2015, 67, 509–521. [Google Scholar] [CrossRef]
- Cui, B.; Liu, S.; Zhang, F.; Luo, T.; Feng, M. Effect of welding heat input on pores in laser-arc hybrid welding of high nitrogen steel. Int. J. Adv. Manuf. Technol. 2022, 119, 421–434. [Google Scholar] [CrossRef]
- Chen, C.; Shen, Y.; Gao, M.; Zeng, X. Influence of welding angle on the weld morphology and porosity in laser-arc hybrid welding of AA2219 aluminum alloy. Weld. World 2020, 64, 37–45. [Google Scholar] [CrossRef]
- Su, R.; Li, H.; Chen, H.; Wang, H.; Wang, W.; Wang, D.; Guo, J. Stability analysis and porosity inhibition mechanism of oscillating laser-arc hybrid welding process for medium-thick plate TC4 titanium alloy. Opt. Laser Technol. 2024, 174, 110569. [Google Scholar] [CrossRef]
- Gupta, M.; Khan, M.A.; Butola, R.; Singari, R.M. Advances in applications of Non-Destructive Testing (NDT): A review. Adv. Mater. Process. Technol. 2022, 8, 2286–2307. [Google Scholar] [CrossRef]
- Kik, T.; Górka, J. Numerical simulations of laser and hybrid S700MC T-joint welding. Materials 2019, 12, 516. [Google Scholar] [CrossRef]
- Zhang, R.; Tang, X.; Xu, L.; Lu, F.; Cui, H. Study of molten pool dynamics and porosity formation mechanism in full penetration fiber laser welding of Al-alloy. Int. J. Heat Mass Transf. 2020, 148, 119089. [Google Scholar] [CrossRef]
- Wang, Z.; Oliveira, J.; Zeng, Z.; Bu, X.; Peng, B.; Shao, X. Laser beam oscillating welding of 5A06 aluminum alloys: Microstructure, porosity and mechanical properties. Opt. Laser Technol. 2019, 111, 58–65. [Google Scholar] [CrossRef]
- Shi, L.; Jiang, L.; Gao, M. Numerical research on melt pool dynamics of oscillating laser-arc hybrid welding. Int. J. Heat Mass Transf. 2022, 185, 122421. [Google Scholar] [CrossRef]
- Huang, Y.; Hou, S.; Sun, T.; Yang, L.; Li, S.; Chen, S. An improved model of porosity formation during pulsed GTA welding of aluminum alloys. Mater. Sci. Eng. B 2018, 238, 122–129. [Google Scholar] [CrossRef]
- Ghosh, N.; Pal, P.K.; Nandi, G. Parametric optimization of MIG welding on 316L austenitic stainless steel by grey-based Taguchi method. Procedia Technol. 2016, 25, 1038–1048. [Google Scholar] [CrossRef]
- Gui, H.; Zhang, K.; Li, D.; Li, Z. Effect of relative position in low-power pulsed-laser–tungsten-inert-gas hybrid welding on laser-arc interaction. J. Manuf. Process. 2018, 36, 426–433. [Google Scholar] [CrossRef]
- Shi, J.P.; Zhou, Y.B.; Liu, L.M. Application of pulsed laser-TIG hybrid heat source in root welding of thick plate titanium alloys. Appl. Sci. 2017, 7, 527. [Google Scholar] [CrossRef]
- Tani, G.; Campana, G.; Fortunato, A.; Ascari, A. The influence of shielding gas in hybrid LASER–MIG welding. Appl. Surf. Sci. 2007, 253, 8050–8053. [Google Scholar] [CrossRef]
- Li, Y.; Jiang, P.; Li, Y.; Mi, G.; Geng, S. Microstructure evolution and mechanical properties in the depth direction of ultra-high power laser-arc hybrid weld joint of 316L stainless steel. Opt. Laser Technol. 2023, 160, 109093. [Google Scholar] [CrossRef]
- Zhang, C.; Li, G.; Gao, M.; Zeng, X.Y. Microstructure and mechanical properties of narrow gap laser-arc hybrid welded 40 mm thick mild steel. Materials 2017, 10, 106. [Google Scholar] [CrossRef]
- Yang, S.; Yang, L.; Wang, D.; Zhang, F.; Liu, C.; Huang, G. Effect of welding stability on process porosity in laser arc hybrid welding of dissimilar steel. Optik 2022, 271, 170165. [Google Scholar] [CrossRef]
- Sriba, A.; Vogt, J.B.; Amara, S.E. Microstructure, micro-hardness and impact toughness of welded austenitic stainless steel 316L. Trans. Indian Inst. Met. 2018, 71, 2303–2314. [Google Scholar] [CrossRef]
- Xie, L.; Shi, W.; Wu, T.; Gong, M.; Cai, D.; Han, S.; He, K. Effect of Hybrid Laser Arc Welding on the Microstructure and Mechanical and Fracture Properties of 316L Sheet Welded Joints. Metals 2022, 12, 2181. [Google Scholar] [CrossRef]
- Wu, M.; Luo, Z.; Li, Y.; Liu, L.; Ao, S. Effect of heat source parameters on weld formation and defects of oscillating laser-TIG hybrid welding in horizontal position. J. Manuf. Process. 2022, 83, 512–521. [Google Scholar] [CrossRef]
- Gao, Z.; Jiang, P.; Mi, G.; Cao, L.; Liu, W. Investigation on the weld bead profile transformation with the keyhole and molten pool dynamic behavior simulation in high power laser welding. Int. J. Heat Mass Transf. 2018, 116, 1304–1313. [Google Scholar] [CrossRef]
- Kik, T. Computational techniques in numerical simulations of arc and laser welding processes. Materials 2020, 13, 608. [Google Scholar] [CrossRef] [PubMed]
- Ma, C.; Li, Y.; Cheng, L.; Zhao, Y.; Wang, J.; Zhan, X. Numerical analysis of gravity-induced coupling dynamics of keyhole and molten pool in laser welding. Int. J. Therm. Sci. 2024, 201, 108987. [Google Scholar] [CrossRef]
- Huang, J.; Pan, W.; Chen, J.; Shao, Y.; Yang, M.; Zhang, Y. The transient behaviours of free surface in a fully penetrated weld pool in gas tungsten arc welding. J. Manuf. Process. 2018, 36, 405–416. [Google Scholar] [CrossRef]
- Yan, T.; Zhan, X.; Gao, Q.; Wang, F.; Ling, W. Influence of laser power on molten pool flow field of laser-MIG hybrid welded Invar alloy. Opt. Laser Technol. 2021, 133, 106539. [Google Scholar] [CrossRef]
- Li, J.; Jiang, P.; Geng, S.; Xiong, J. Numerical and experimental study on keyhole dynamics and pore formation mechanisms during adjustable-ring-mode laser welding of medium-thick aluminum alloy. Int. J. Heat Mass Transf. 2023, 214, 124443. [Google Scholar] [CrossRef]
- Berger, P.; Hügel, H.; Graf, T. Understanding pore formation in laser beam welding. Phys. Procedia 2011, 12, 241–247. [Google Scholar] [CrossRef]
- Huang, J.L.; Warnken, N.; Gebelin, J.-C.; Strangwood, M.; Reed, R.C. On the mechanism of porosity formation during welding of titanium alloys. Acta Mater. 2012, 60, 3215–3225. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | C | Si | Mn | P | S | Ni | Cr | Mo | Fe |
|---|---|---|---|---|---|---|---|---|---|
| 316L | 0.015 | 0.52 | 1.11 | 0.022 | 0.0011 | 12.11 | 17.11 | 2.10 | Bal. |
| Material | Melting Point (°C) | Thermal Conductivity (W/m·K) | Density (g/cm3) | Tensile Strength σb/(MPa) |
|---|---|---|---|---|
| 316L | 1700 | 16.3 | 7.98 | 616 |
| Number | Laser Power (P/W) | DC Current (I/A) | Pulse Frequency (f/Hz) | Peak Current (Ia/A) | Base Value Current (Ib/A) | Duty Cycle (δ/%) | Welding Speed (V/mm/min) | Protective Gas Flow (Q/L/min) |
|---|---|---|---|---|---|---|---|---|
| 1# | 1800 | 60 | 0 | - | - | 100 | 300 | 15 |
| 2# | 1800 | - | 50 | 90 | 30 | 50 | 300 | 15 |
| 3# | 1800 | - | 250 | 90 | 30 | 50 | 300 | 15 |
| 4# | 1800 | - | 500 | 90 | 30 | 50 | 300 | 15 |
| Parameter | Symbol | Value |
|---|---|---|
| Arc effective power factor | 0.9 | |
| Spot radius (mm) | R | 0.4 |
| Cylinder heat source depth (mm) | H | 3.2 |
| Laser utilization | A | 0.5 |
| Ambient temperature (K) | Ta | 300 |
| Liquid-phase line temperature (K) | TL | 1733 |
| Vaporization temperature (K) | Tv | 5000 |
| Solid-phase line (K) | Ts | 1693 |
| Latent heat of fusion (KJ/Kg) | Hf | 300 |
| Coefficient of thermal expansion (1/K) | α | 10−4 |
| Stefan–Boltzmann | 1 | 5.67 × 10−8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, Y.; Xu, J.; Yu, X.; Guo, L.; Zhu, T.; Fan, D. Welding Pores Evolution in the Detector Bottom-Locking Structure Fabricated Using the Hybrid Pulsed Arc–Laser Method. Metals 2024, 14, 1469. https://doi.org/10.3390/met14121469
Yu Y, Xu J, Yu X, Guo L, Zhu T, Fan D. Welding Pores Evolution in the Detector Bottom-Locking Structure Fabricated Using the Hybrid Pulsed Arc–Laser Method. Metals. 2024; 14(12):1469. https://doi.org/10.3390/met14121469
Chicago/Turabian StyleYu, Yonglong, Jianzhou Xu, Xiaoquan Yu, Liang Guo, Tongyu Zhu, and Ding Fan. 2024. "Welding Pores Evolution in the Detector Bottom-Locking Structure Fabricated Using the Hybrid Pulsed Arc–Laser Method" Metals 14, no. 12: 1469. https://doi.org/10.3390/met14121469
APA StyleYu, Y., Xu, J., Yu, X., Guo, L., Zhu, T., & Fan, D. (2024). Welding Pores Evolution in the Detector Bottom-Locking Structure Fabricated Using the Hybrid Pulsed Arc–Laser Method. Metals, 14(12), 1469. https://doi.org/10.3390/met14121469