

Purification of Copper Concentrate from Arsenic under Autoclave Conditions

Abstract
:1. Introduction
2. Materials and Methods
2.1. Analysis
2.2. Materials and Reagents
2.3. Experimental Procedure
3. Results and Discussion
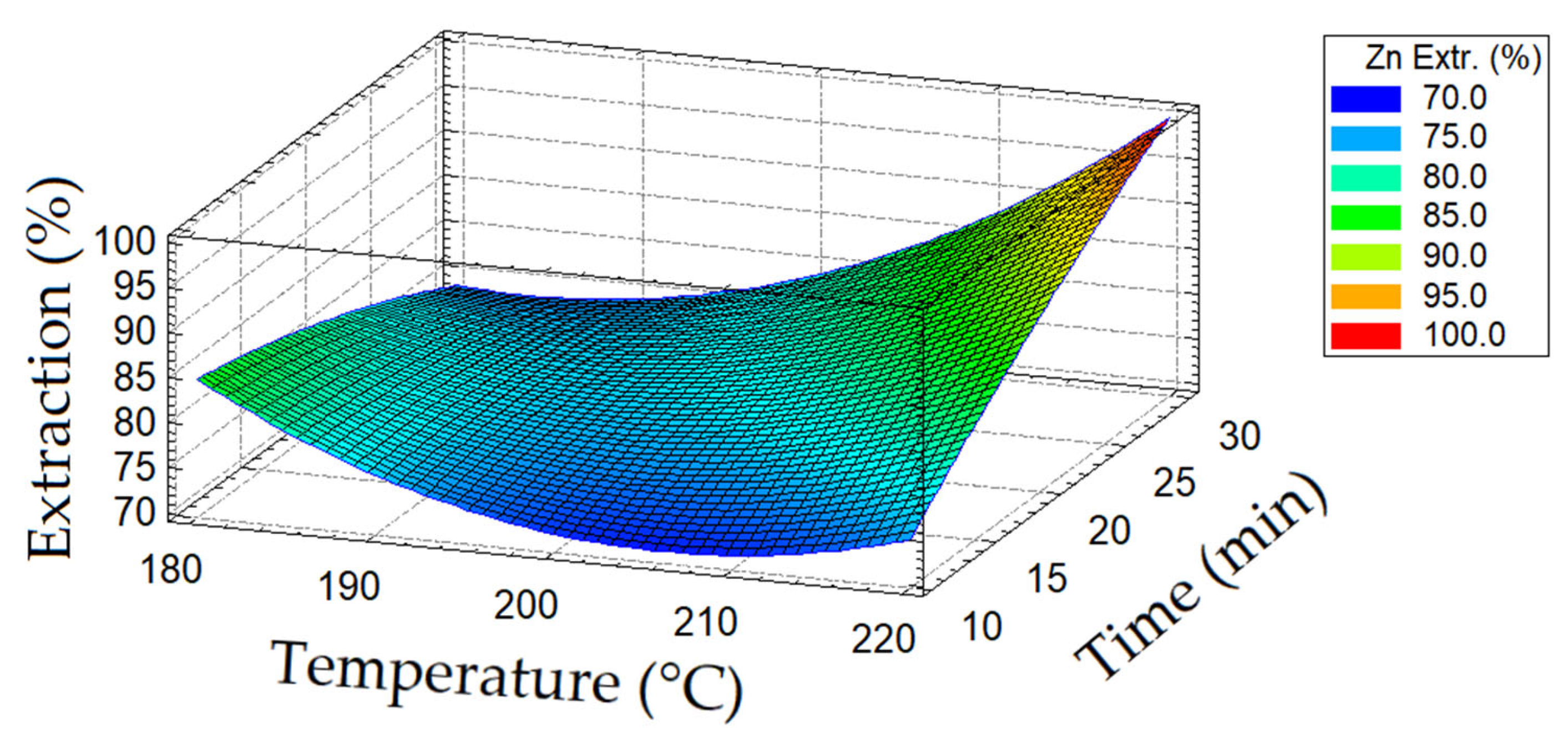
3.1. Study of Two-Stage Autoclave Processing of Copper–Arsenic Concentrate
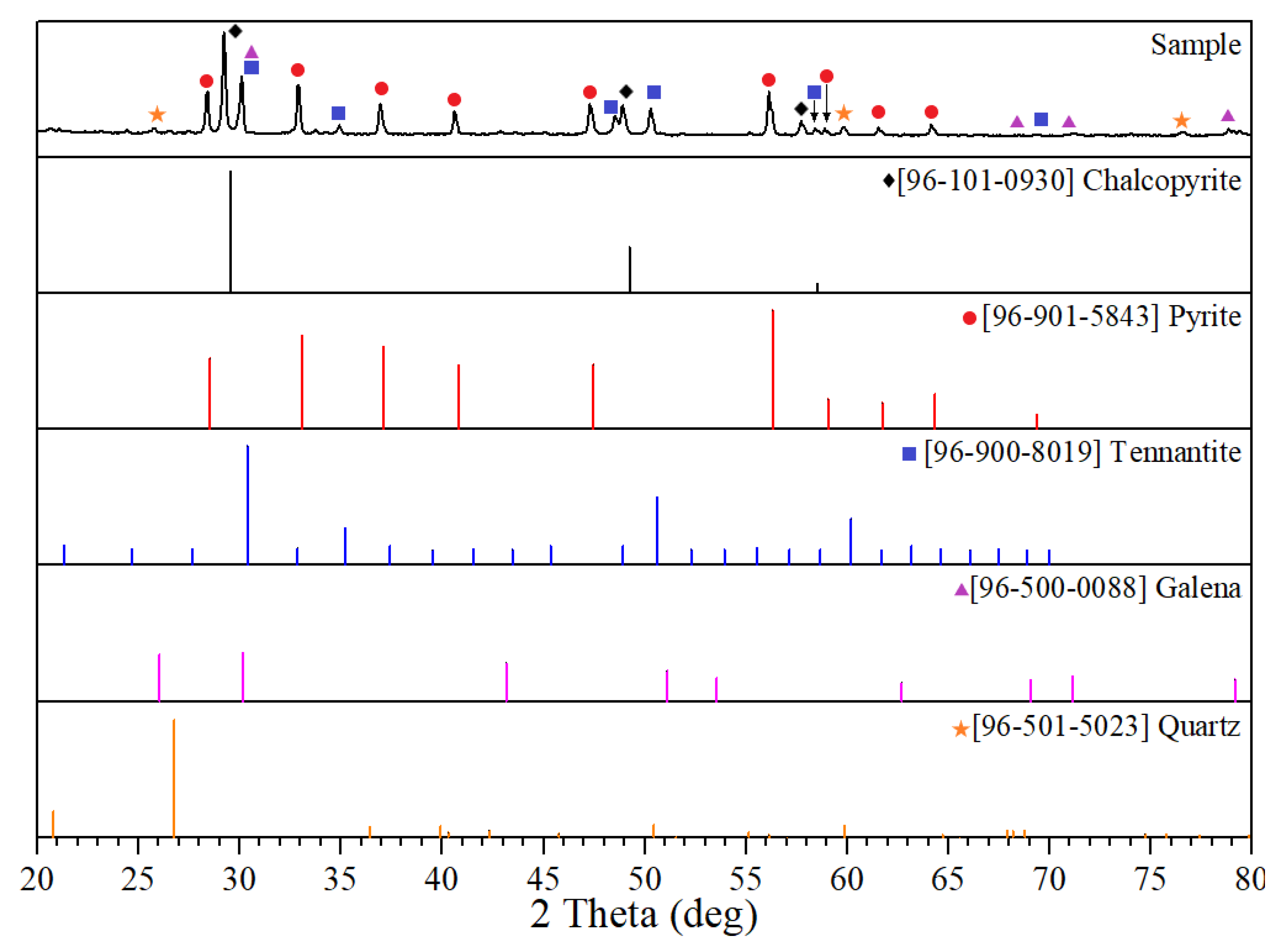
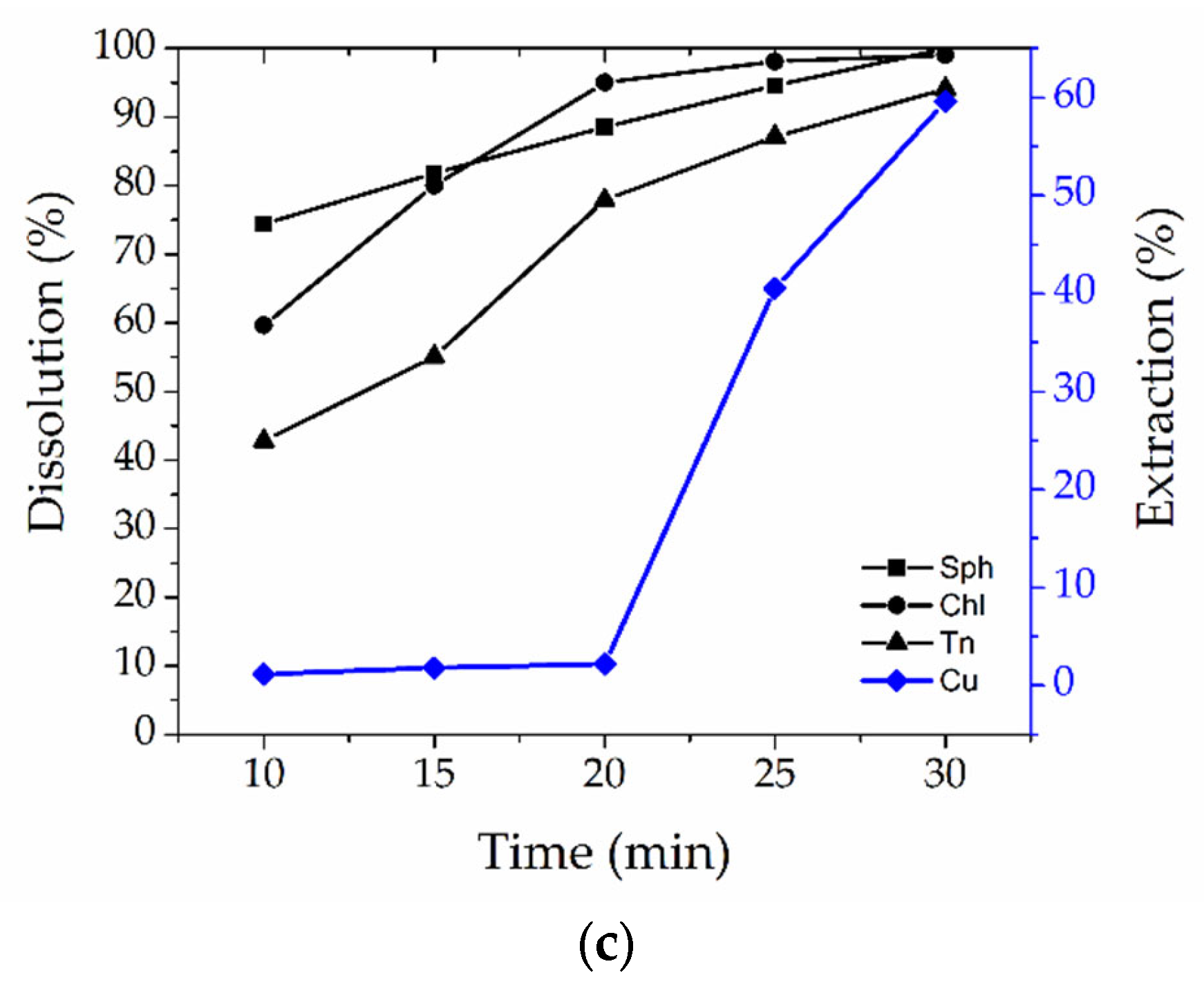
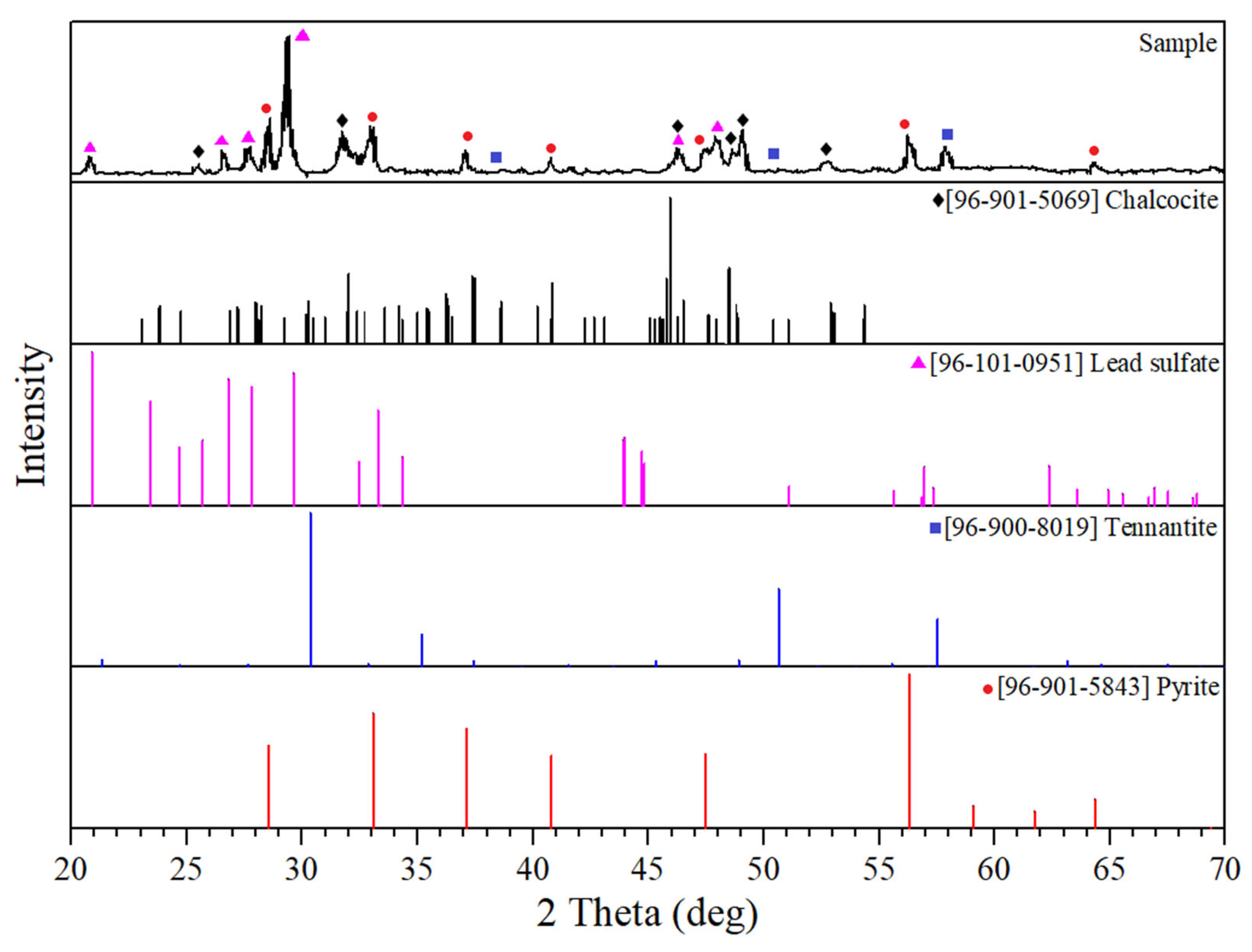
3.2. Study of Mineral Dissolution of Copper Concentrate
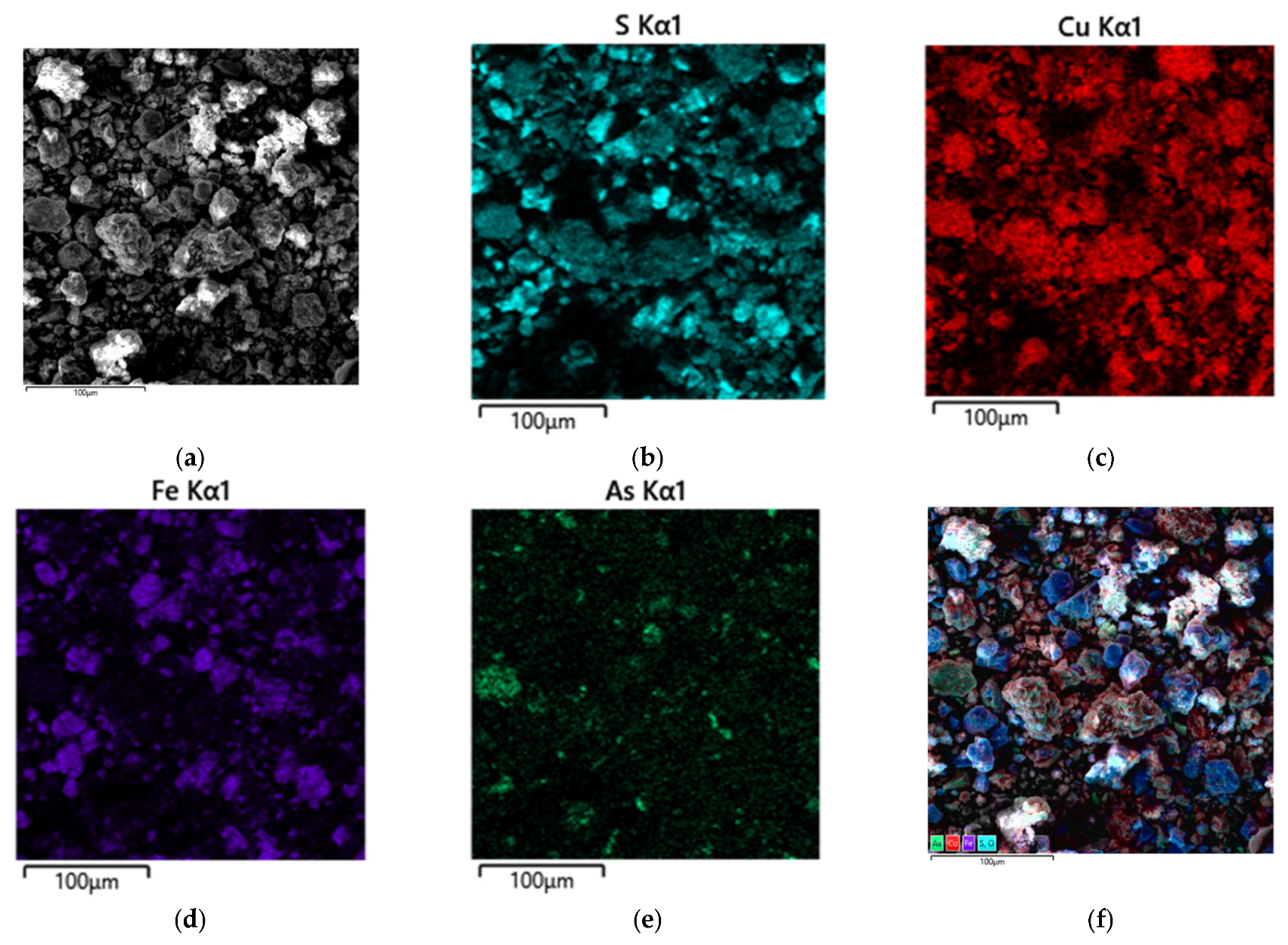
3.3. Microphotographs
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Vikentev, A. Selenium, tellurium and precious metal mineralogy in Uchalinsk copper-zinc-pyritic district, the Urals. IOP Conf. Ser. Mater. Sci. Eng. 2016, 123, 012027. [Google Scholar] [CrossRef]
- Lane, D.J.; Cook, N.J.; Grano, S.R.; Ehrig, K. Selective leaching of penalty elements from copper concentrates: A review. Miner. Eng. 2016, 98, 110–121. [Google Scholar] [CrossRef]
- Hernández, M.C.; Benavente, O.; Roca, A.; Melo, E.; Quezada, V. Selective Leaching of Arsenic from Copper Concentrates in Hypochlorite Medium. Minerals 2023, 13, 1372. [Google Scholar] [CrossRef]
- Jahromi, F.G.; Alvial-Hein, G.; Cowan, D.H.; Ghahreman, A. The kinetics of enargite dissolution in chloride media in the presence of activated carbon and AF 5 catalysts. Miner. Eng. 2019, 143, 106013. [Google Scholar] [CrossRef]
- Yang, W.; Qian, L.; Jin, B.; Feng, Q.; Li, L.; He, K.; Yang, J. Leaching behaviors of copper and arsenic from high-arsenic copper sulfide concentrates by oxygen-rich sulfuric acid leaching at atmospheric pressure. J. Environ. Chem. Eng. 2022, 10, 107358. [Google Scholar] [CrossRef]
- Lin, H.K. Electrochemical Behaviour of Tennantite in Chloride Solutions. J. Electrochem. Soc. 2006, 153, 74–79. [Google Scholar] [CrossRef]
- Velásquez-Yévenes, L.; Álvarez, H.; Quezada, V.; García, A. The Enhancement of Enargite Dissolution by Sodium Hypochlorite in Ammoniacal Solutions. Materials 2021, 14, 4529. [Google Scholar] [CrossRef] [PubMed]
- Aghazadeh, S.; Abdollahi, H.; Gharabaghi, M.; Mirmohammadi, M. Selective leaching of antimony from tetrahedrite rich concentrate using alkaline sulfide solution with experimental design: Optimization and kinetic studies. J. Taiwan Inst. Chem. Eng. 2021, 119, 298–312. [Google Scholar] [CrossRef]
- Zhang, F.; Cui, Y.; He, X.; Lv, C.; Li, L.; Zhang, J.; Nan, J. Selective alkaline leaching of antimony from Low-grade refractory gold ores and process optimization. Miner. Eng. 2023, 201, 108198. [Google Scholar] [CrossRef]
- Cuevas, J.; Bruckard, W.J.; Pownceby, M.I.; Sparrow, G.J.; Torpy, A. Alkaline sulphide leaching of tennantite in copper flotation concentrates to selectively dissolve arsenic. Miner. Process. Extr. Metall. 2022, 131, 229–238. [Google Scholar] [CrossRef]
- Artykova, A.; Elkina, Y.; Nechaeva, A.; Melamud, V.; Boduen, A.; Bulaev, A. Options for Increasing the Rate of Bioleaching of Arsenic Containing Copper Concentrate. Microbiol. Res. 2022, 13, 466–479. [Google Scholar] [CrossRef]
- Anderson, C.G.; Twidwell, L.G. Hydrometallurgical processing of gold-bearing copper enargite concentrates. Can. Metall. Quart. 2008, 47, 337–346. [Google Scholar] [CrossRef]
- Rogozhnikov, D.A.; Shoppert, A.A.; Dizer, O.A.; Karimov, K.A.; Rusalev, R.E. Leaching Kinetics of Sulfides from Refractory Gold Concentrates by Nitric Acid. Metals 2019, 9, 465. [Google Scholar] [CrossRef]
- Karimov, K.A.; Rogozhnikov, D.A.; Kuzas, E.A.; Shoppert, A.A. Leaching Kinetics of Arsenic Sulfide-Containing Materials by Copper Sulfate Solution. Metals 2020, 10, 7. [Google Scholar] [CrossRef]
- Rogozhnikov, D.A.; Karelov, S.V.; Mamyachenkov, S.V.; Anisimova, O.S. Technology for the Hydrometallurgical Processing of a Complex Multicomponent Sulfide-Based Raw Material. Metallurgist 2013, 57, 247–250. [Google Scholar] [CrossRef]
- Zhou, H.; Liu, G.; Zhang, L.; Zhou, C. Mineralogical and morphological factors affecting the separation of copper and arsenic in flash copper smelting slag flotation beneficiation process. J. Hazard. Mater. 2021, 401, 123293. [Google Scholar] [CrossRef]
- Kovyazin, A.; Timofeev, K.; Krauhin, S. Copper smelting fine dust autoclave leaching. Mater. Sci. Forume. 2019, 946, 615–620. [Google Scholar] [CrossRef]
- Jarošíková, A.; Ettler, V.; Mihaljevič, M.; Penížek, V.; Matoušek, T.; Culka, A.; Drahota, P. Transformation of arsenic-rich copper smelter flue dust in contrasting soils: A 2-year field experiment. Environ. Pollut. 2018, 237, 83–92. [Google Scholar] [CrossRef]
- Lv, X.-D.; Li, G.; Xin, Y.-T.; Yan, K.; Yi, Y. Selective Leaching of Arsenic from High-Arsenic Dust in the Alkaline System and its Prediction Model Using Artificial Neural Network. Min. Metall. Explor. 2021, 28, 2133–2144. [Google Scholar] [CrossRef]
- Guo, X.-Y.; Yi, Y.; Shi, J.; Tian, Q.-H. Leaching behavior of metals from high-arsenic dust by NaOH-Na2S alkaline leaching. Trans. Nonferrous Met. Soc. China 2016, 26, 575–580. [Google Scholar] [CrossRef]
- Isabaev, S.M.; Kuzgibekova, K.M.; Zikanova, T.A.; Zhinova, E.V. Complex hydrometallurgical processing of lead arsenic-containing dust from copper production. Tsvetnye Met. 2017, 8, 33–38. [Google Scholar] [CrossRef]
- Nazari, A.M.; Radzinski, R.; Ghahreman, A. Review of Arsenic Metallurgy: Treatment of Arsenical Minerals and the Immobilization of Arsenic. Hydrometallurgy 2017, 174, 258–281. [Google Scholar] [CrossRef]
- Montenegro, V.; Sano, H.; Fujisawa, T. Recirculation of high arsenic content copper smelting dust to smelting and converting processes. Miner. Eng. 2013, 49, 184–189. [Google Scholar] [CrossRef]
- Schmidt, A.; Guy, B.; Montenegro, V.; Reuter, M.; Charitos, A.; Stelter, M.; Richter, A. Flue Dust Reactions and Sticking Mechanisms in a Copper Flash Smelting Furnace Waste Heat Boiler: A Sampling Study. J. Sustain. Metall. 2023, 9, 848–859. [Google Scholar] [CrossRef]
- Xue, J.; Long, D.; Zhong, H.; Wang, S.; Liu, L. Comprehensive recovery of arsenic and antimony from arsenic-rich copper smelter dust. J. Hazard. Mater. 2021, 413, 125365. [Google Scholar] [CrossRef]
- Mayhew, K.; Parhar, P.; Salomon-de-Frieberg, H. CESL process as applied to enargite-rich concentrates. Copper 2010, 5, 1983–1998. [Google Scholar]
- Karimov, K.; Rogozhnikov, D.; Kuzas, E.; Dizer, O.; Golovkin, D.; Tretiak, M. Deposition of Arsenic from Nitric Acid Leaching Solutions of Gold–Arsenic Sulphide Concentrates. Metals 2021, 11, 889. [Google Scholar] [CrossRef]
- Wu, X.; Zeng, L.; Wu, S.; Jialin, Q.; Li, Q.; Cao, Z.; Wang, M.; Zhang, G.; Guan, W. Eco-friendly extraction of arsenic and tungsten from hazardous tungsten residue waste by pressure oxidation leaching in alkaline solutions: Mechanism and kinetic model. J. Environ. Manag. 2023, 325, 116586. [Google Scholar] [CrossRef]
- Karimov, K.; Shoppert, A.; Rogozhnikov, D.; Kuzas, E.; Zakhar’yan, S.; Naboichenko, S. Effect of Preliminary Alkali Desilication on Ammonia Pressure Leaching of Low-Grade Copper–Silver Concentrate. Metals 2020, 10, 812. [Google Scholar] [CrossRef]
- Han, B.; Altansukh, B.; Haga, K.; Takasaki, Y.; Shibayama, A. Leaching and Kinetic Study on Pressure Oxidation of Chalcopyrite in H2SO4 Solution and the Effect of Pyrite on Chalcopyrite Leaching. J. Sustain. Metall. 2017, 3, 528–542. [Google Scholar] [CrossRef]
- Fuentes, G.; Viñals, J.; Herreros, O. Hydrothermal Purification and Enrichment of Chilean Copper Concentrates: Part 1: The Behavior of Bornite, Covellite and Pyrite. Hydrometallurgy 2009, 95, 104–112. [Google Scholar] [CrossRef]
- Padilla, R.; Rivas, C.A.; Ruiz, M.C. Kinetics of Pressure Dissolution of Enargite in Sulfate-Oxygen Media. Met. Mater Trans B 2008, 39, 399–407. [Google Scholar] [CrossRef]
- Padilla, R.; Jerez, O.; Ruiz, M.C. Kinetics of the Pressure Leaching of Enargite in FeSO4–H2SO4–O2 Media. Hydrometallurgy 2015, 158, 49–55. [Google Scholar] [CrossRef]
- Ruiz, M.C.; Vera, M.V.; Padilla, R. Mechanism of Enargite Pressure Leaching in the Presence of Pyrite. Hydrometallurgy 2011, 105, 290–295. [Google Scholar] [CrossRef]
- Padilla, R.; Rodríguez, G.; Ruiz, M.C. Copper and arsenic dissolution from chalcopyrite-enargite concentrate by sulfidation and pressure leaching in H2SO4-O2. Hydrometallurgy 2010, 100, 152–156. [Google Scholar] [CrossRef]
- Ji, G.; Liao, Y.; Xi, J.; Liu, Q.; Wu, Y.; Ma, H.; Li, J. Behavior and Kinetics of Copper During Oxygen Pressure Leaching of Complex Chalcopyrite Without Acid. J. Sustain. Metall. 2023, 9, 350–362. [Google Scholar] [CrossRef]
- Fuentes, G.; Viñals, J.; Herreros, O. Hydrothermal Purification and Enrichment of Chilean Copper Concentrates. Part 2: The Behavior of the Bulk Concentrates. Hydrometallurgy 2009, 95, 113–120. [Google Scholar] [CrossRef]
- Weidenbach, M.; Dunn, G.; Teo, Y.Y. Removal of impurities from copper sulfide mineral concentrates. In Proceedings of the ALTA Nickel-Cobalt-Copper Session, Perth, Australlia, 23–25 May 2016; pp. 335–351. [Google Scholar]
- Dobrosz-Gómez, I.; Ramos García, B.D.; GilPavas, E.; Gómez García, M.Á. Kinetic study on HCN volatilization in gold leaching tailing ponds. Miner. Eng. 2017, 110, 185–194. [Google Scholar] [CrossRef]
- Innocenzi, V.; Ippolito, N.M.; De Michelis, I.; Medici, F.; Vegliò, F. A hydrometallurgical process for the recovery of terbium from fluorescent lamps: Experimental design, optimization of acid leaching process and process analysis. J. Environ. Manag. 2016, 184, 552–559. [Google Scholar] [CrossRef]
- Lampinen, M.; Laari, A.; Turunen, I. Kinetic Model for Direct Leaching of Zinc Sulfide Concentrates at High Slurry and Solute Concentration. Hydrometallurgy 2015, 153, 160–169. [Google Scholar] [CrossRef]
- Cháidez, J.; Parga, J.; Valenzuela, J.; Carrillo, R.; Almaguer, I. Leaching Chalcopyrite Concentrate with Oxygen and Sulfuric Acid Using a Low-Pressure Reactor. Metals 2019, 9, 189. [Google Scholar] [CrossRef]
- Kritskii, A.; Naboichenko, S. Hydrothermal Treatment of Arsenopyrite Particles with CuSO4 Solution. Materials 2021, 14, 7472. [Google Scholar] [CrossRef] [PubMed]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | S | Fe | Cu | Zn | As | Pb | Si | Al | Others |
|---|---|---|---|---|---|---|---|---|---|
| Wt., % | 39.4 | 27.9 | 18.0 | 4.8 | 2.9 | 2.1 | 0.8 | 0.5 | 3.36 |
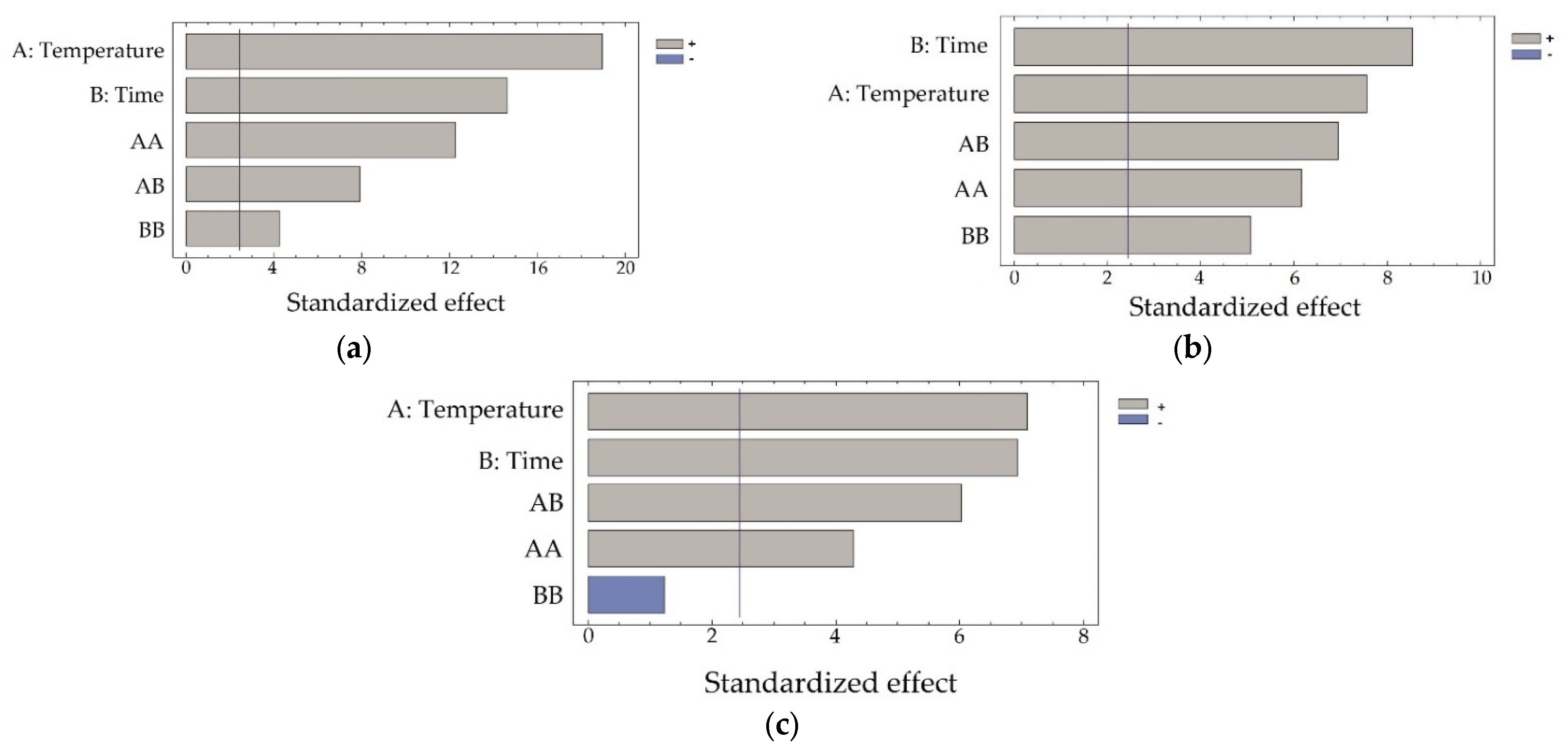
| Source | Sum of Squares | Df | Mean Square | F-Ratio | p-Value |
|---|---|---|---|---|---|
| Fe | |||||
| A: Temperature | 1355.16 | 1 | 1355.16 | 45.31 | 0.0005 |
| B: Time | 1385.61 | 1 | 1385.61 | 46.33 | 0.0005 |
| AA | 925.796 | 1 | 925.796 | 30.95 | 0.0014 |
| AB | 916.224 | 1 | 916.224 | 30.63 | 0.0015 |
| BB | 391.578 | 1 | 391.578 | 13.09 | 0.0111 |
| As | |||||
| A: Temperature | 4144.45 | 1 | 4144.45 | 358.83 | 0.0000 |
| B: Time | 2469.68 | 1 | 2469.68 | 213.82 | 0.0000 |
| AA | 1735.27 | 1 | 1735.27 | 150.24 | 0.0000 |
| AB | 724.279 | 1 | 724.27 | 62.71 | 0.0002 |
| BB | 208.18 | 1 | 208.18 | 18.02 | 0.0054 |
| Zn | |||||
| A: Temperature | 261.77 | 1 | 261.77 | 49.16 | 0.0004 |
| B: Time | 246.04 | 1 | 246.04 | 46.21 | 0.0005 |
| AA | 92.25 | 1 | 92.25 | 17.33 | 0.0059 |
| AB | 186.49 | 1 | 186.49 | 35.02 | 0.0010 |
| BB | 7.37 | 1 | 7.37 | 1.39 | 0.2837 |
| Element | S | Fe | Cu | As | Pb | Others |
|---|---|---|---|---|---|---|
| Wt., % | 33.58 | 22.7 | 29.9 | 4.26 | 3.5 | 6.16 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Karimov, K.; Dizer, O.; Tretiak, M.; Rogozhnikov, D. Purification of Copper Concentrate from Arsenic under Autoclave Conditions. Metals 2024, 14, 150. https://doi.org/10.3390/met14020150
Karimov K, Dizer O, Tretiak M, Rogozhnikov D. Purification of Copper Concentrate from Arsenic under Autoclave Conditions. Metals. 2024; 14(2):150. https://doi.org/10.3390/met14020150
Chicago/Turabian StyleKarimov, Kirill, Oleg Dizer, Maksim Tretiak, and Denis Rogozhnikov. 2024. "Purification of Copper Concentrate from Arsenic under Autoclave Conditions" Metals 14, no. 2: 150. https://doi.org/10.3390/met14020150