
Design and Application of a Miniature Pneumatic Bellows Loading Device for In-Situ Tensile Testing inside the Scanning Electron Microscope

Abstract
:1. Introduction
2. Design and Implementation of the Miniature Pneumatic Bellows Loading Device for SEM In-Situ Testing
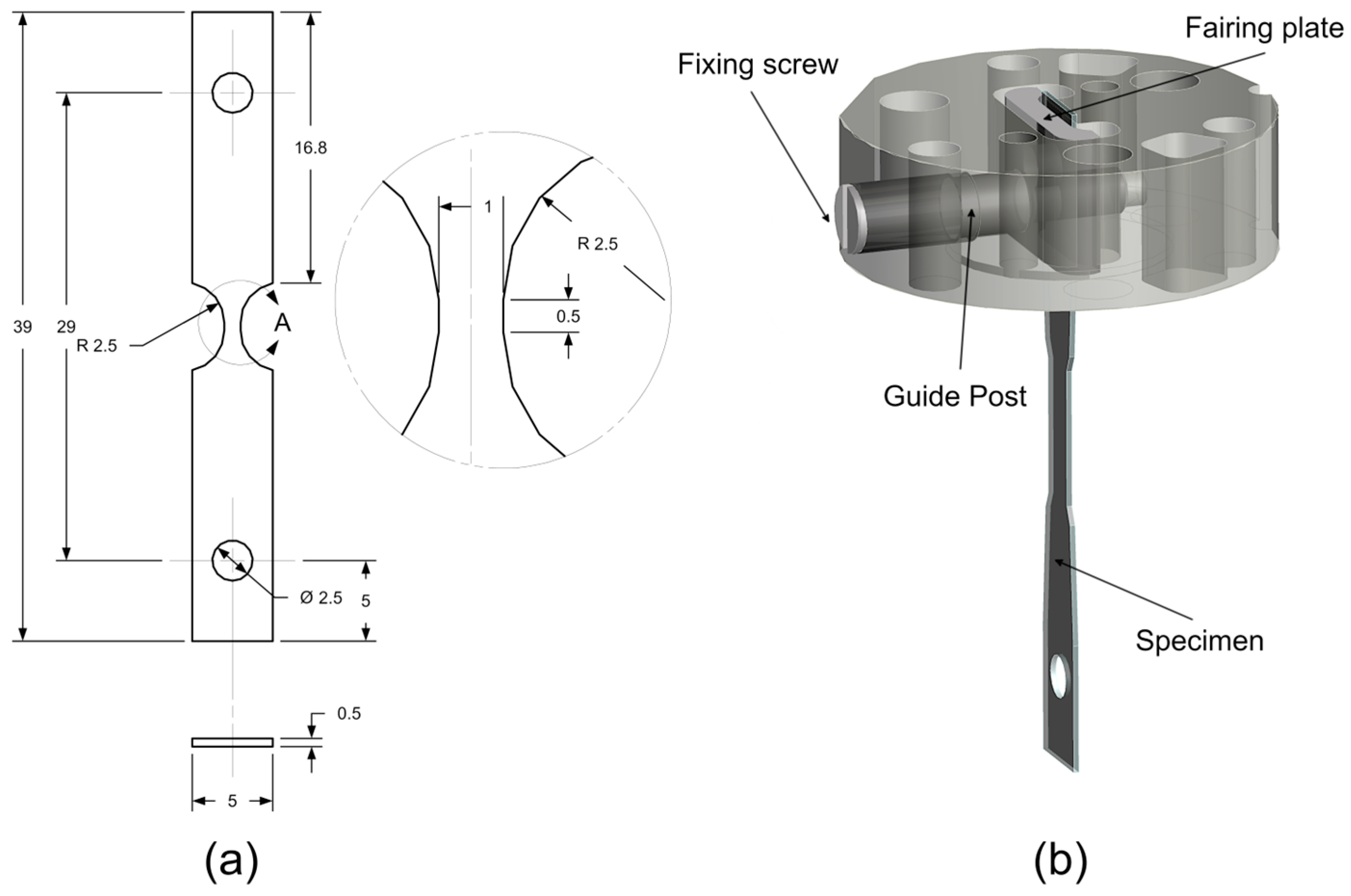
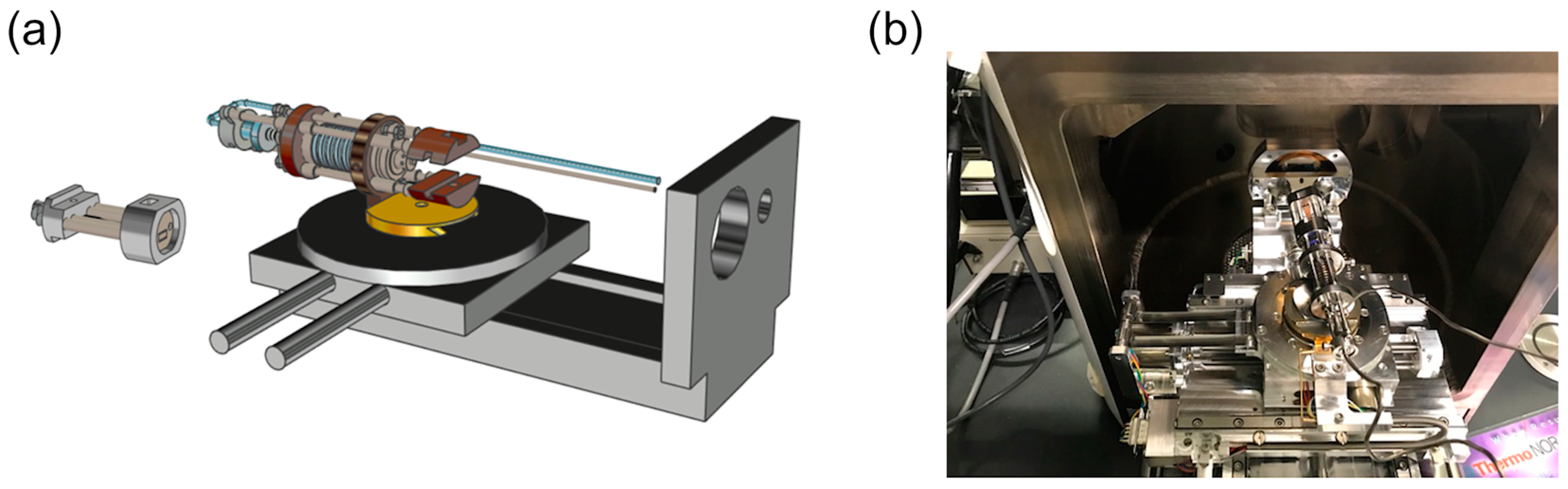
2.1. Development of the Load Frame
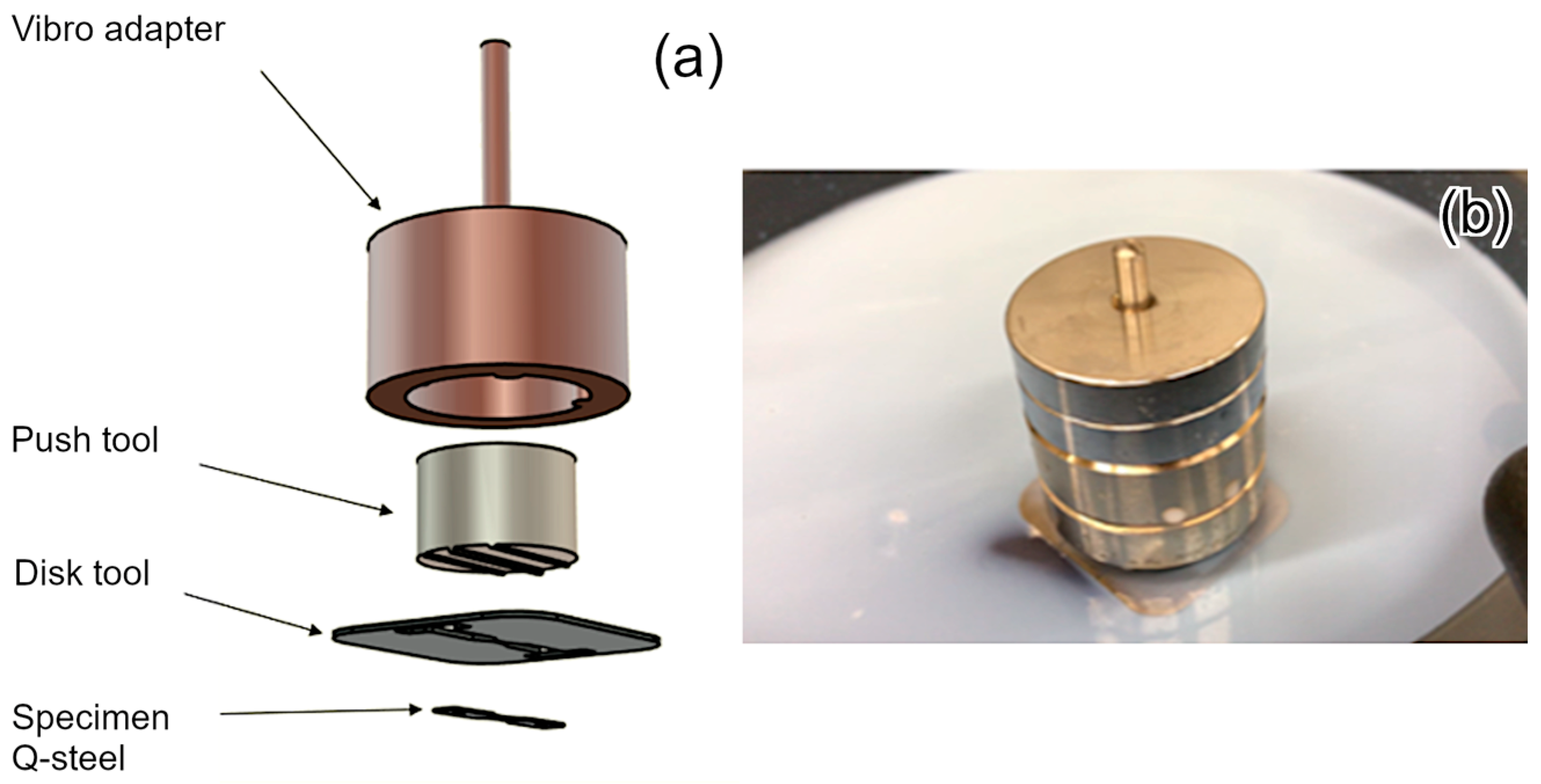
2.2. Fastening System of the Thin Tensile Specimen to the Testing Device
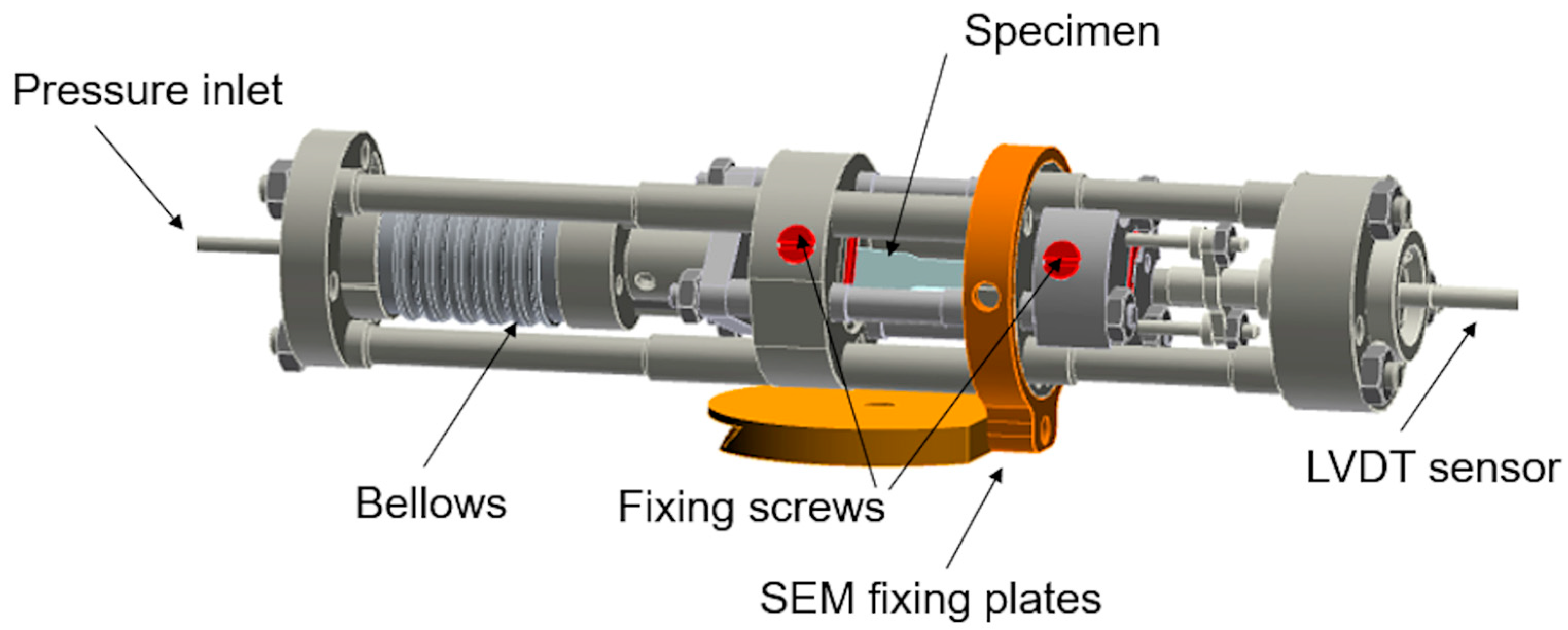
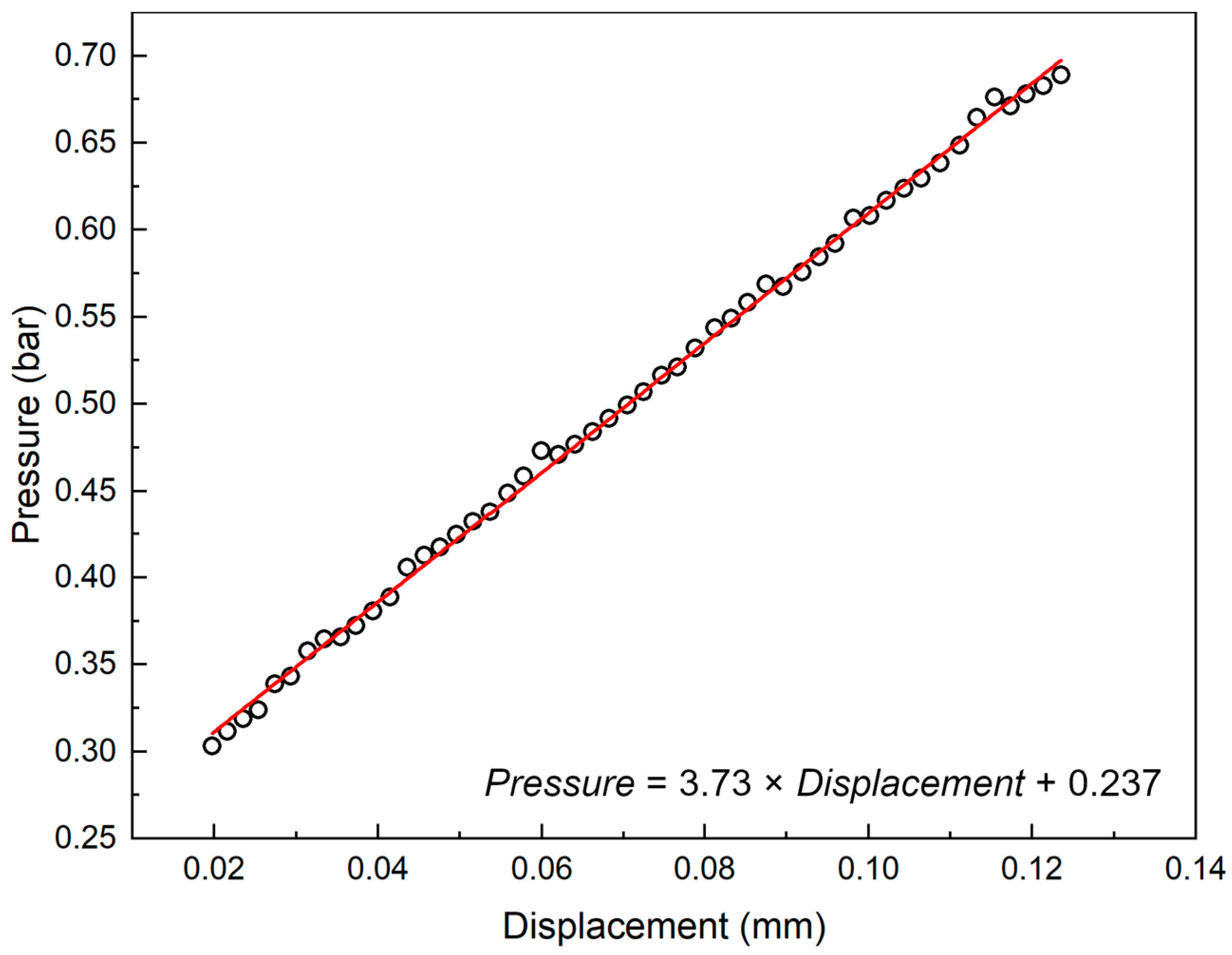
2.3. Pneumatically Driven Testing Device and Calibration of the Loading Unit
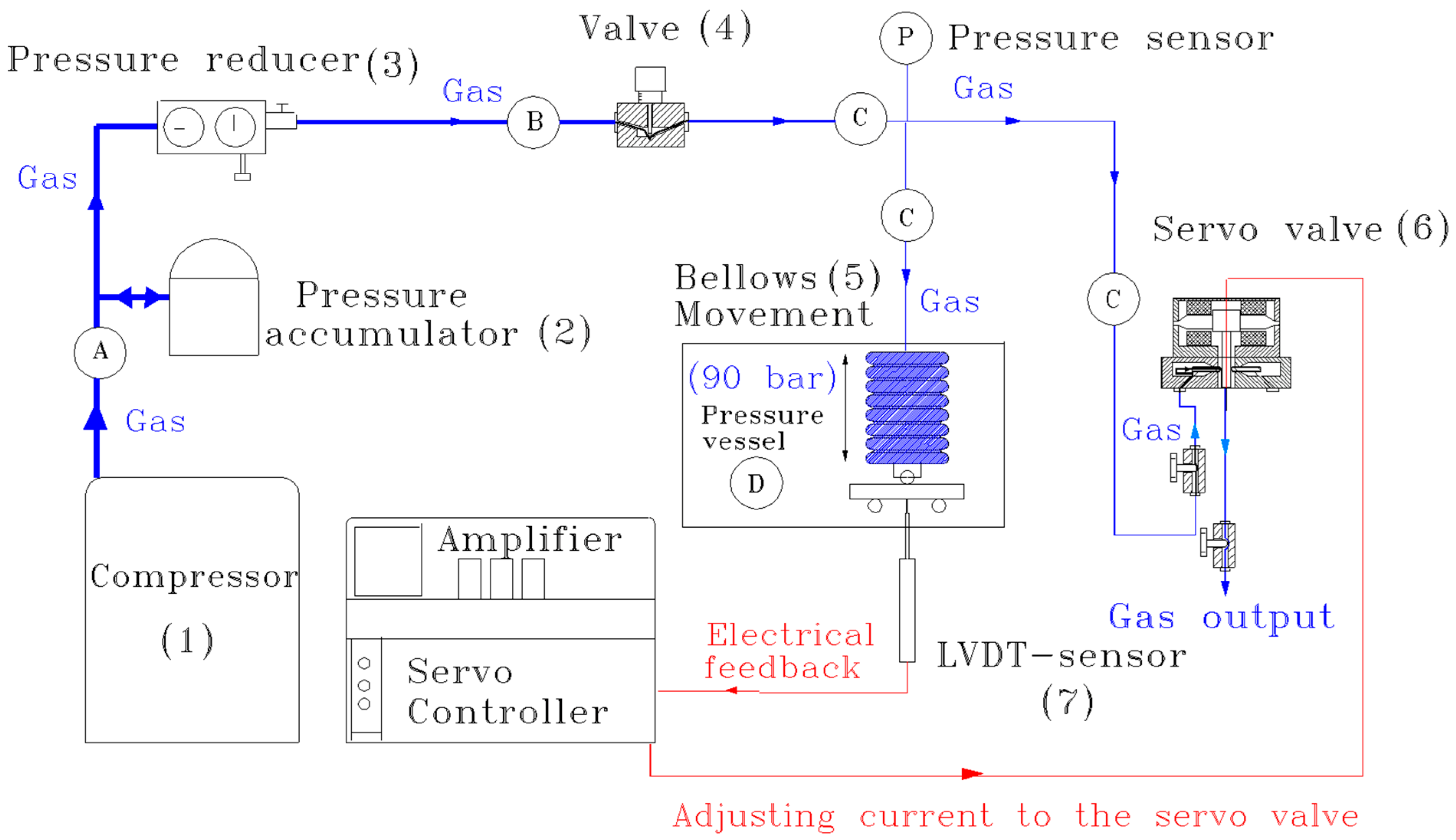
2.4. Design and Operation of the Pneumatically Driven Pressure Regulation System
2.5. Schematic View of the Test System
3. Experimental Results and Applications
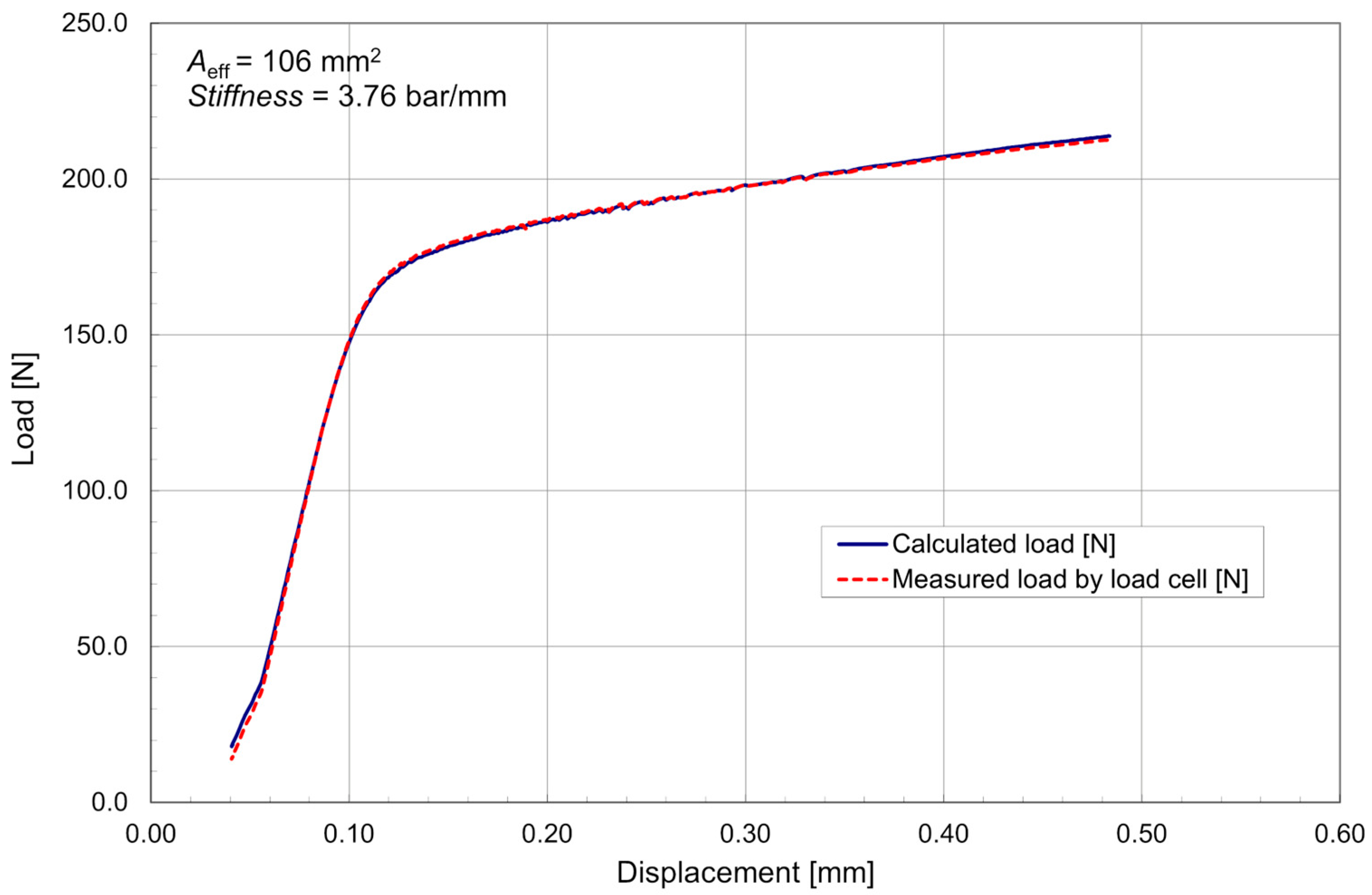
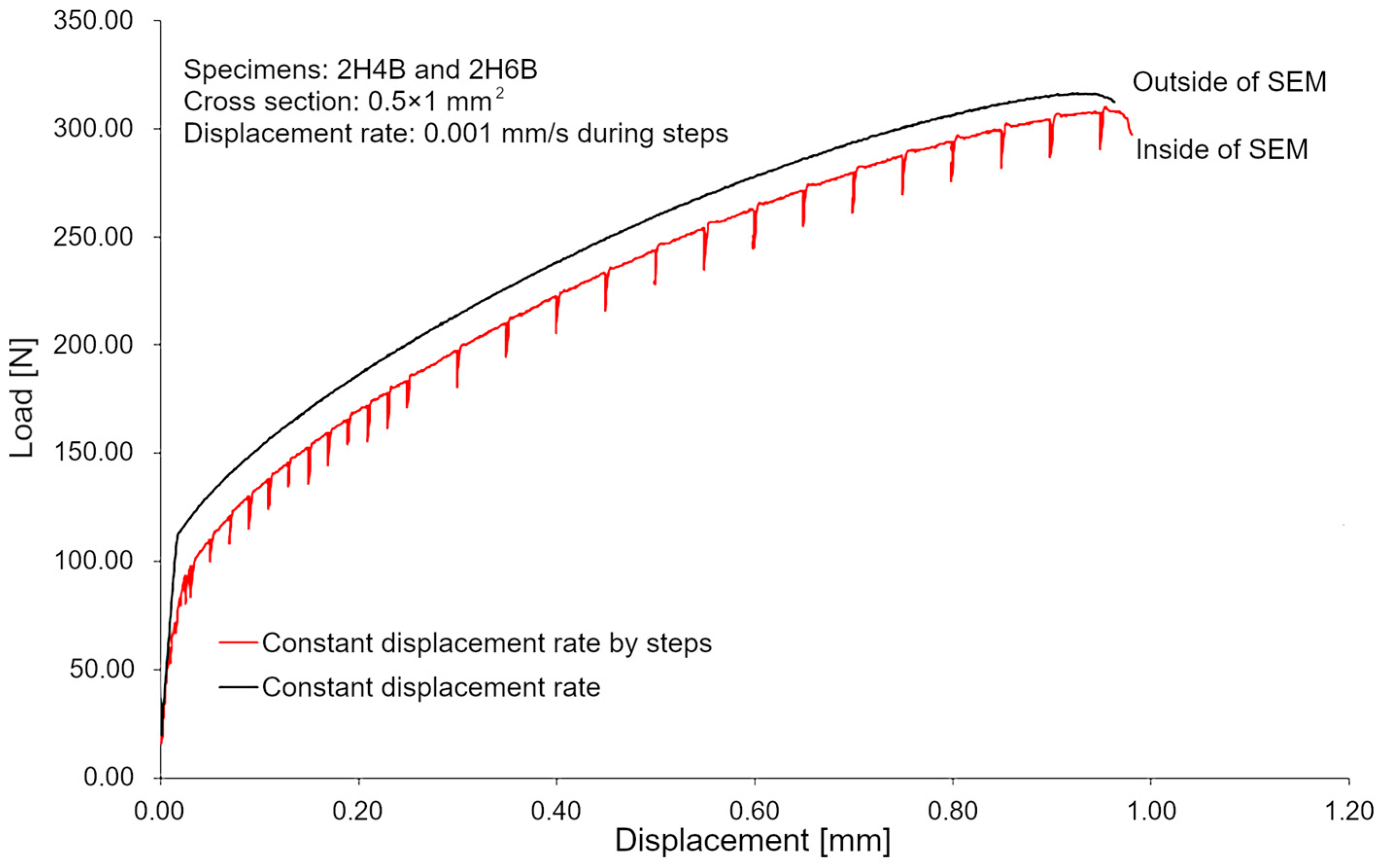
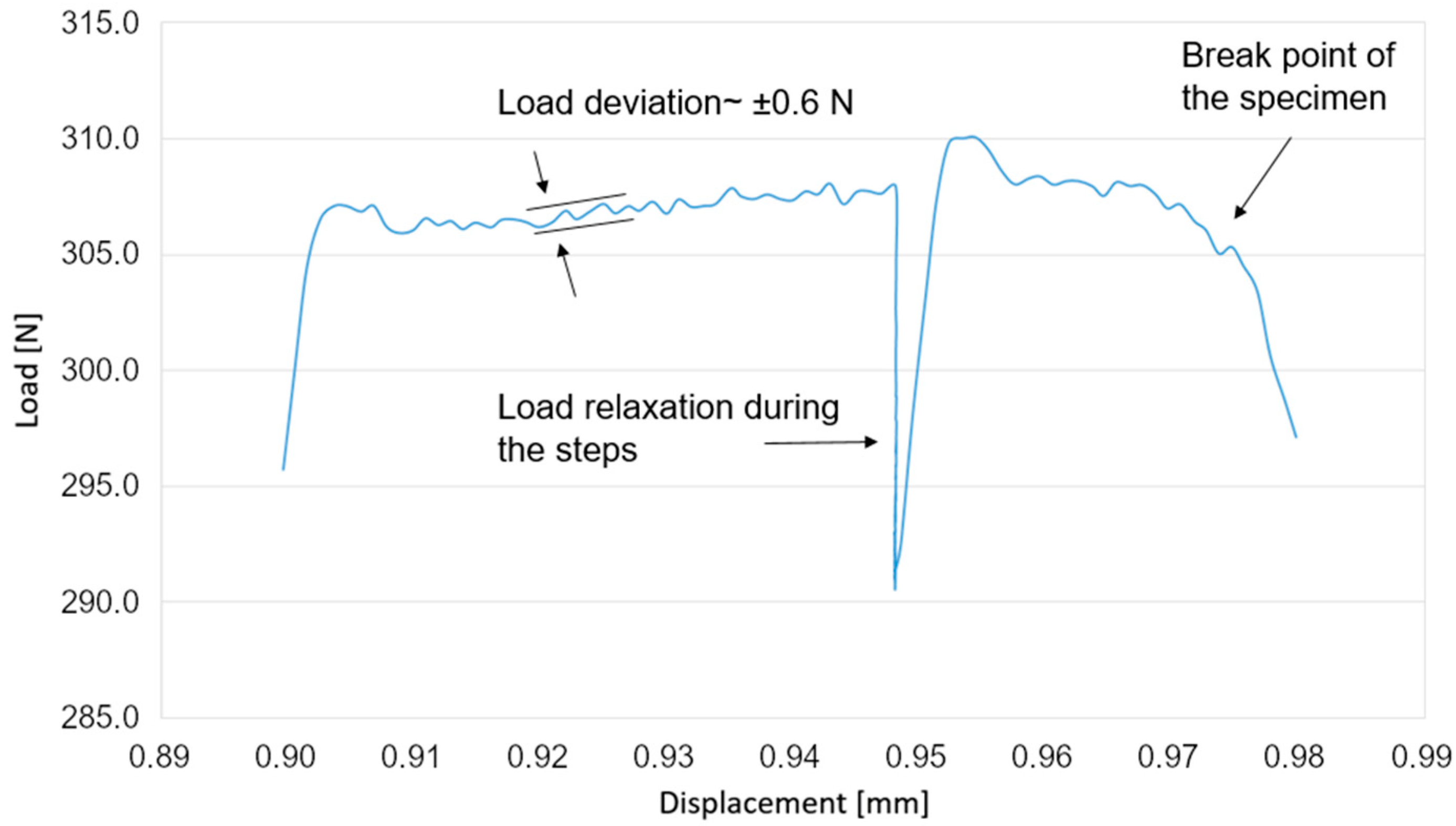
3.1. Performance Assessment of the Device
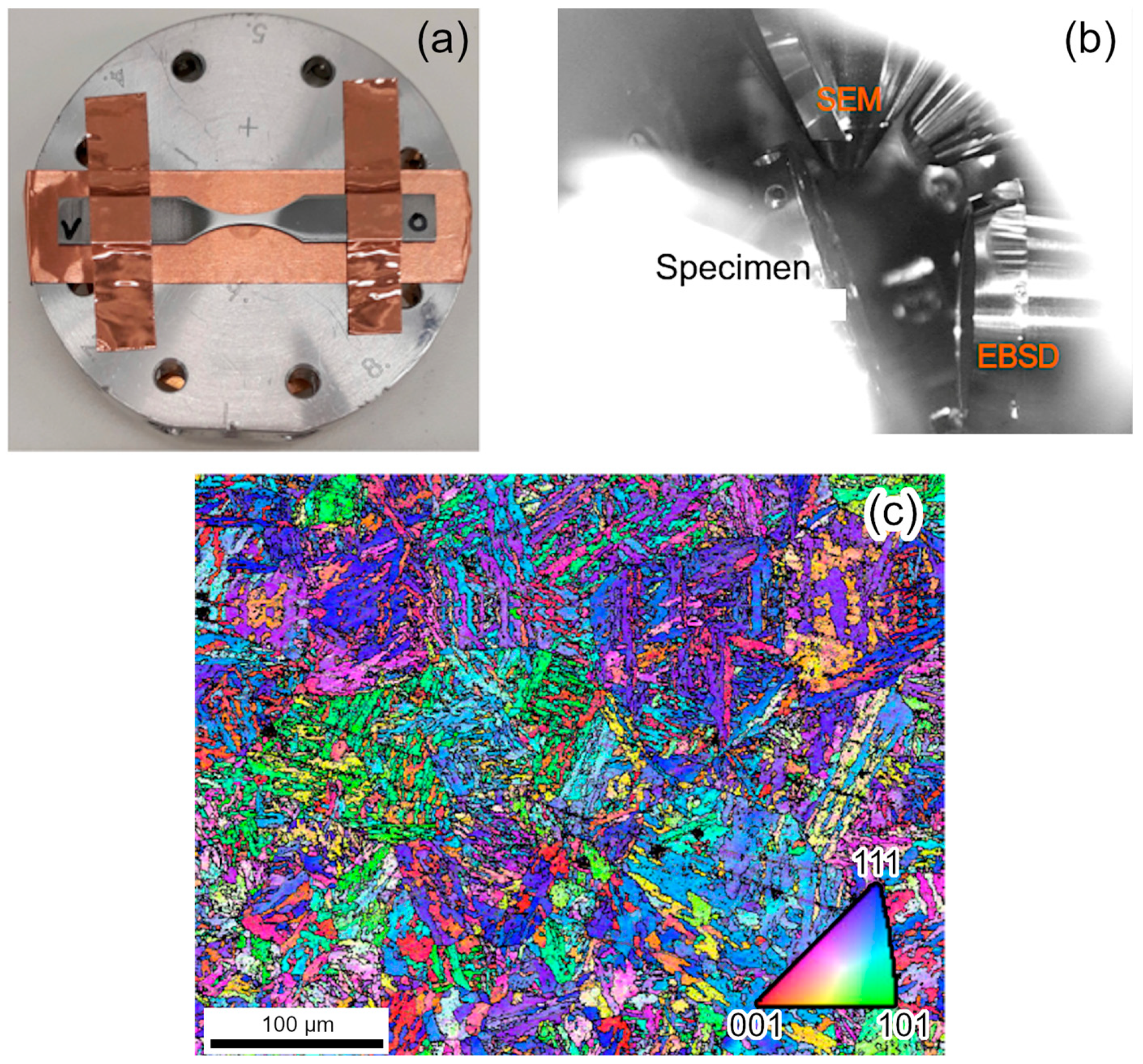
3.2. Specimen Preparation and Complementary Imaging Techniques
3.3. Cassette System for Loading Specimens
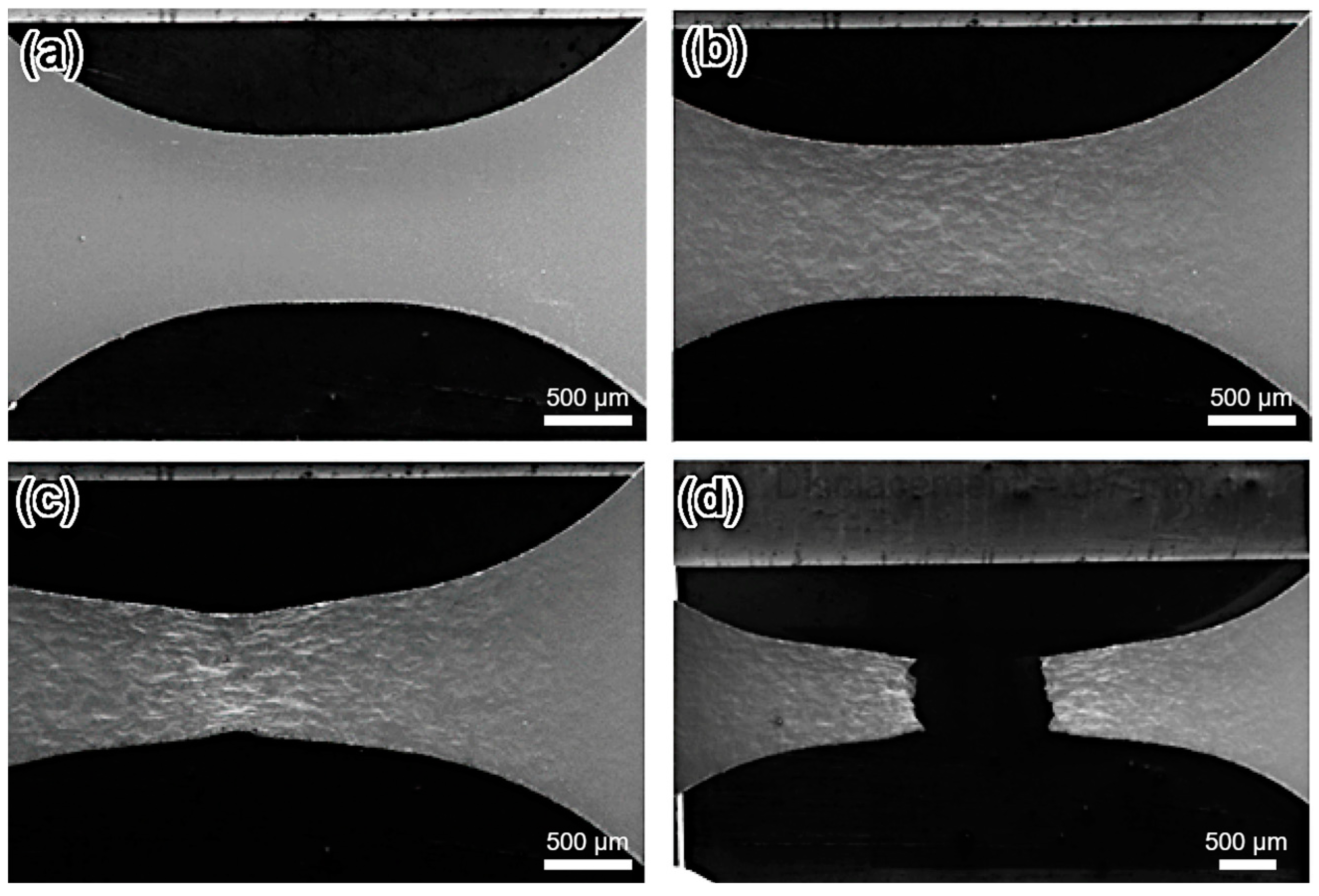
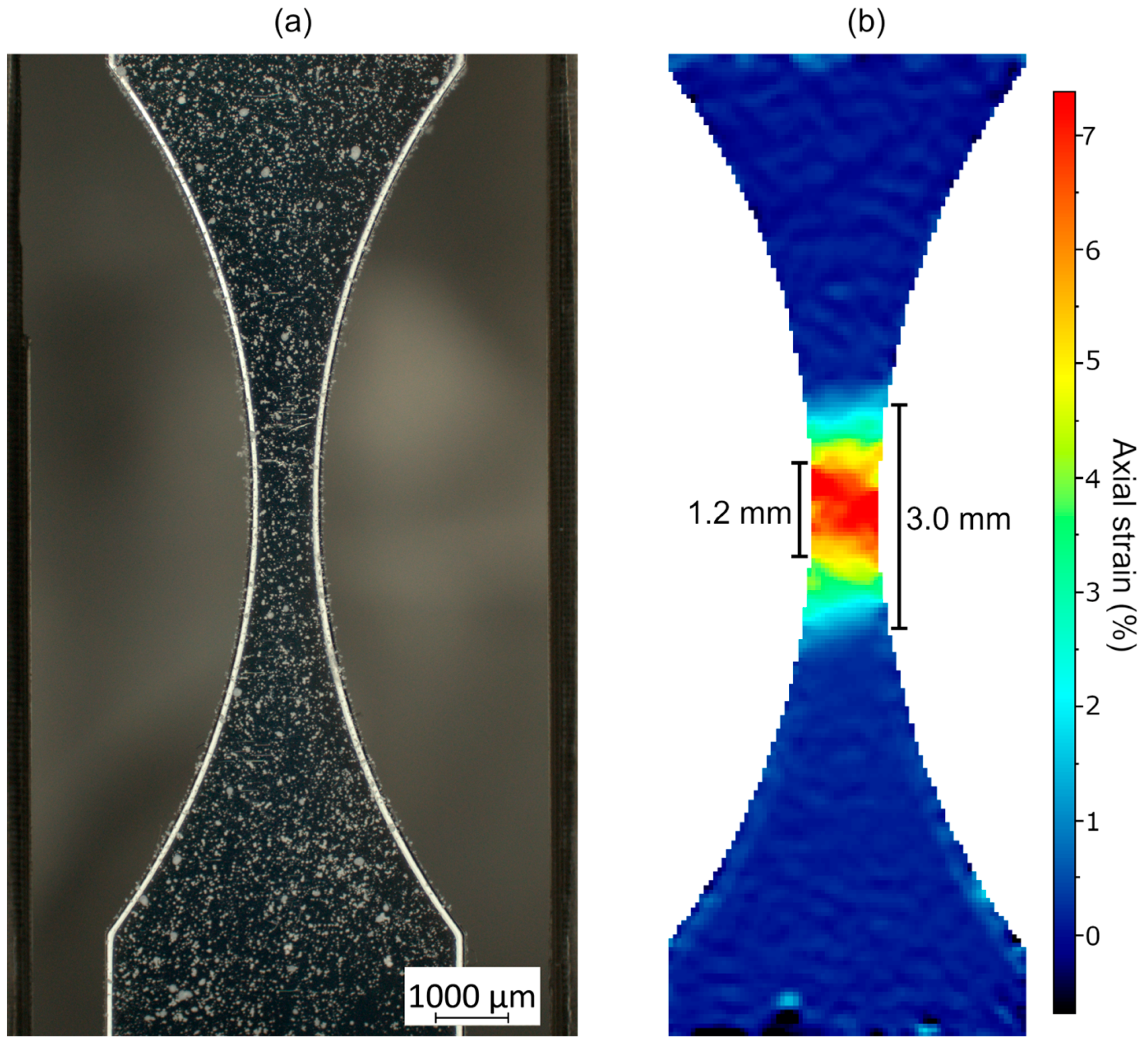
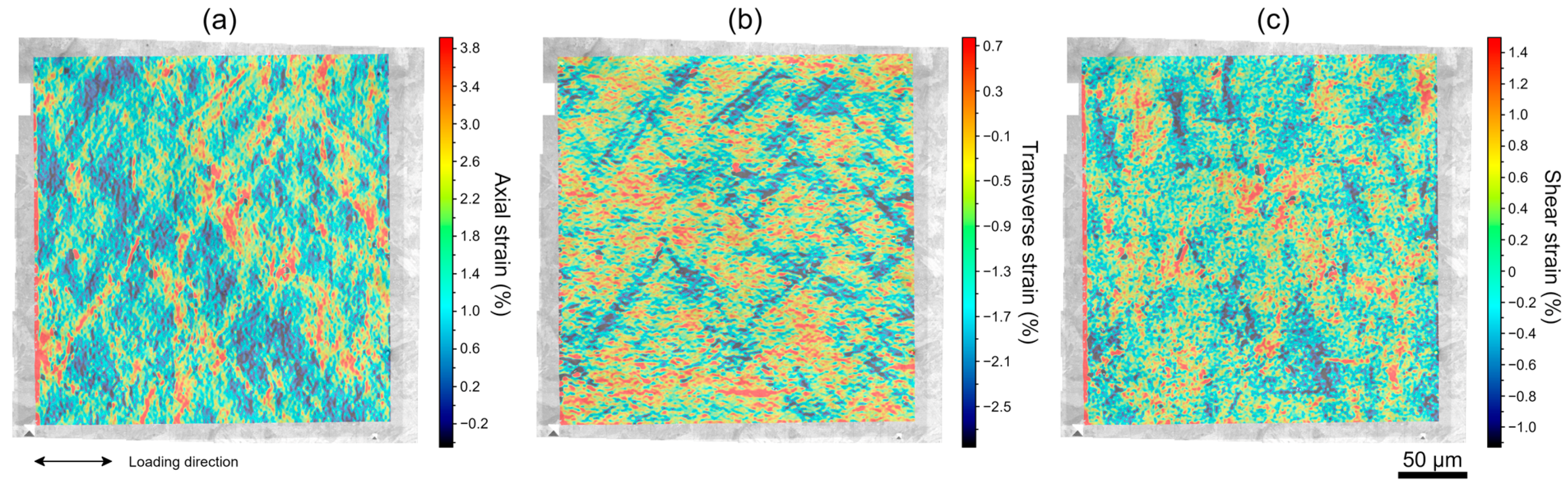
3.4. Full-Field Displacement Measurements Using Micro Digital Image Correlation
3.5. Crystal Plasticity Modelling at Micron Scale
4. Summary
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Murty, K.L.; Charit, I. Structural materials for Gen-IV nuclear reactors: Challenges and opportunities. J. Nucl. Mater. 2008, 383, 189–195. [Google Scholar] [CrossRef]
- Yvon, P.; Carré, F. Structural materials challenges for advanced reactor systems. J. Nucl. Mater. 2009, 385, 217–222. [Google Scholar] [CrossRef]
- Konings, R.; Stoller, R.E. Comprehensive Nuclear Materials; Elsevier: Amsterdam, The Netherlands, 2020. [Google Scholar]
- Natesan, K.; Majumdar, S.; Shankar, P.; Shah, V. Preliminary Materials Selection Issues for the Next Generation Nuclear Plant Reactor Pressure Vessel; Argonne National Laboratory: Argonne, IL, USA, 2007. [Google Scholar]
- Lister, D.; Cook, W. Nuclear plant materials and corrosion. In The Essential CANDU, a Textbook on the CANDU Nuclear Power Plant Technology; University Network of Excellence in Nuclear Engineering (UNENE): Hamilton, ON, Canada, 2014; pp. 1–54. [Google Scholar]
- Zheng, P.; Chen, R.; Liu, H.; Chen, J.; Zhang, Z.; Liu, X.; Shen, Y. On the standards and practices for miniaturized tensile test—A review. Fusion Eng. Des. 2020, 161, 112006. [Google Scholar] [CrossRef]
- Krumwiede, D.; Yamamoto, T.; Saleh, T.; Maloy, S.; Odette, G.; Hosemann, P. Direct comparison of nanoindentation and tensile test results on reactor-irradiated materials. J. Nucl. Mater. 2018, 504, 135–143. [Google Scholar] [CrossRef]
- Aly, O.; Neto, M. Stress corrosion cracking. In Developments in Corrosion Protection; IntechOpen: London, UK, 2014; pp. 65–79. [Google Scholar]
- Jang, C.; Jang, H.; Hong, J.; Cho, H.; Kim, T.; Lee, J. Environmental fatigue of metallic materials in nuclear power plants–a review of Korean test programs. Nucl. Eng. Technol. 2013, 45, 929–940. [Google Scholar] [CrossRef]
- Huang, J.; Yeh, J.; Jeng, S.; Chen, C.; Kuo, R. High-cycle fatigue behavior of type 316L stainless steel. Mater. Trans. 2006, 47, 409–417. [Google Scholar] [CrossRef]
- Kim, B.; Rempe, J.; Knudson, D.; Condie, K.; Sencer, B. In-situ creep testing capability for the advanced test reactor. Nucl. Technol. 2012, 179, 412–428. [Google Scholar] [CrossRef]
- Kim, B.; Rempe, J.; Knudson, D.; Condie, K.; Sencer, B. In-Situ Creep Testing Capability Development for Advanced Test Reactor; No. INL/EXT-10-17779; Idaho National Laboratory: Idaho Falls, ID, USA, 2010. [Google Scholar]
- Zinkle, S.; Tanigawa, H.; Wirth, B. Radiation and thermomechanical degradation effects in reactor structural alloys. In Structural Alloys for Nuclear Energy Applications; Elsevier: Amsterdam, The Netherlands, 2019; pp. 210–263. [Google Scholar]
- Hosemann, P.; Shin, C.; Kiener, D. Small scale mechanical testing of irradiated materials. J. Mater. Res. 2015, 30, 1231–1245. [Google Scholar] [CrossRef]
- Ehrnstén, U.; Saukkonen, T.; Karlsen, W.; Hänninen, H. Deformation localisation and EAC in inhomogeneous microstructures of austenitic stainless steels. In Proceedings of the International Conference on Environmental Degradation of Materials in Nuclear Power Systems, Virginia Beach, VA, USA, 23–27 August 2009; pp. 910–919. [Google Scholar]
- Moilanen, P. Pneumatic Servo-Controlled Material Testing Device Capable of Operating at High Temperature Water and Irradiation Conditions; VTT Technical Research Centre of Finland: Espoo, Finland, 2004; p. 154. [Google Scholar]
- Radek, N.; Filippo, S.; Debarberis, L.; Petr, S.; Kytka, M. Testing environmentally assisted cracking of reactor materials using. Int. J. Press. Vessel. Pip. 2006, 83, 701–706. [Google Scholar] [CrossRef]
- Penttilä, S.; Moilanen, P.; Karlsen, W.; Toivonen, A. Miniature Autoclave and Double Bellows Loading Device for Material Testing in Future Reactor Concept Conditions—Case Supercritical Water. J. Nucl. Eng. Radiat. Sci. 2018, 4, 011016. [Google Scholar] [CrossRef]
- Kyrki-Rajamäki, R.; Salomaa, R.; Vanttola, T.; Suikkanen, H.; Viitanen, T.; Penttilä, S.; Kangas, P. The Finnish Sustainable Energy (SusEn) project on New Type Nuclear Reactors. In Proceedings of the 20th International Conference on Structural Mechanics in Reactor Technology (SMiRT 20), Espoo, Finland, 9–14 August 2009. [Google Scholar]
- Singh, B.N.; Edwards, D.J.; Tähtinen, S.; Moilanen, P.; Jacquet, P.; Dekeyser, J. Final Report on In-Reactor Tensile Tests on OFCH-Copper and CuCrZr Alloys; Risoe National Laboratory: Roskilde, Denmark, 2004. [Google Scholar]
- Kurata, Y.; Itabashi, Y.; Mimura, H.; Kikuchi, T.; Amezawa, H.; Shimakawa, S.; Tsuji, H.; Shindo, M. In-pile and post-irradiation creep of type 304 stainless steel under diferent neutron spectra. J. Nucl. Mater. 2000, 283, 386–390. [Google Scholar] [CrossRef]
- Tuček, K.; Száraz, Z.; Novotný, R.; Knapek, M.; Novák, M.; Moniz, D.; Nilsson, K.; Fazio, C. Tensile testing of sub-sized 316L steel specimens in liquid lead. In Proceedings of the International Conference on Fast Reactors and Related Fuel Cycles (FR21), Beijing, China, 10–13 May 2021. [Google Scholar]
- Nilsson, K. Assessment of thin-walled cladding tube mechanical properties by segmented expanding Mandrel test (No. NEA-NSC-WPFC-DOC-2015-9). In Proceedings of the Structural Materials for Innovative Nuclear Systems (SMINS-3) Workshop Proceedings Idaho National Laboratory Idaho Falls, Idaho Falls, ID, USA, 7–10 October 2013. [Google Scholar]
- Zhu, Y.; Espinosa, H. An electromechanical material testing system for in situ electron microscopy and applications. Proc. Natl. Acad. Sci. USA 2005, 102, 14503–14508. [Google Scholar] [CrossRef]
- Ma, Z.; Zhao, H.; Huang, H.; Zhang, L.; Wang, K.; Zhou, X. A novel tensile device for in situ scanning electron microscope mechanical testing. Exp. Tech. 2015, 39, 3–11. [Google Scholar] [CrossRef]
- Wang, X.; Mao, S.; Zhang, J.; Li, Z.; Deng, Q.; Ning, J.; Yang, X.; Wang, L.; Ji, Y.L.; Liu, Y. MEMS device for quantitative in situ mechanical testing in electron microscope. Micromachines 2017, 8, 31. [Google Scholar] [CrossRef]
- Min, H.; Park, J. Development of in-situ SEM testing apparatus for observing behavior of material at high magnification during tensile test. Measurement 2023, 221, 113454. [Google Scholar] [CrossRef]
- Lunt, D.; Thomas, R.; Bowden, D.; Rigby-Bell, M.; de Moraes Shubeita, S.; Andrews, C.; Lapauw, T.; Vleugels, J.; da Fonseca, J.; Lambrinou, K.; et al. Detecting irradiation-induced strain localisation on the microstructural level by means of high-resolution digital image correlation. J. Nucl. Mater. 2023, 580, 154410. [Google Scholar] [CrossRef]
- Jalali, S.I.A.; Sen, M.; Banerjee, D. Strain mapping in fine scale multivariant α structures in titanium alloys. Mater. Charact. 2022, 193, 112260. [Google Scholar] [CrossRef]
- Kammers, A.; Daly, S. Digital image correlation under scanning electron microscopy: Methodology and validation. Exp. Mech. 2013, 53, 1743–1761. [Google Scholar] [CrossRef]
- Tasan, C.; Hoefnagels, J.; Geers, M. Microstructural banding effects clarified through micrographic digital image correlation. Scr. Mater. 2010, 62, 835–838. [Google Scholar] [CrossRef]
- Tasan, C.; Hoefnagels, J.; Diehl, M.; Yan, D.; Roters, F.; Raabe, D. Strain localization and damage in dual phase steels investigated by coupled in-situ deformation experiments and crystal plasticity simulations. Int. J. Plast. 2014, 63, 198–210. [Google Scholar] [CrossRef]
- Tasan, C.; Diehl, M.; Yan, D.; Zambaldi, C.; Shanthraj, P.; Roters, F.; Raabe, D. Integrated experimental–simulation analysis of stress and strain partitioning in multiphase alloys. Acta Mater. 2014, 81, 386–400. [Google Scholar] [CrossRef]
- Githens, A.; Ganesan, S.; Chen, Z.; Allison, J.; Sundararaghavan, V.; Daly, S. Characterizing microscale deformation mechanisms and macroscopic tensile properties of a high strength magnesium rare-earth alloy: A combined experimental and crystal plasticity approach. Acta Mater. 2020, 186, 77–94. [Google Scholar] [CrossRef]
- Preibisch, S.; Saalfeld, S.; Tomancak, P. Globally optimal stitching of tiled 3D microscopic image acquisitions. Bioinformatics 2009, 25, 1463–1465. [Google Scholar] [CrossRef]
- Schindelin, J.; Frise, A.-C.I.E.; Kaynig, V.; Longair, M.; Pietzsch, T.; Preibisch, S.; Rueden, C.; Saalfeld, S.; Schmid, B.; Tinevez, J.-Y.; et al. Fiji: An open-source platform for biological-image analysis. Nat. Methods 2012, 9, 676–682. [Google Scholar] [CrossRef] [PubMed]
- Lee, S.; Cho, H.; Bronkhorst, C.; Pokharel, R.; Brown, D.; Clausen, B.; Vogel, S.; Anghel, V.; Gray, G., III; Mayeur, J. Deformation, dislocation evolution and the non-Schmid effect in body-centered-cubic single-and polycrystal tantalum. Int. J. Plast. 2023, 163, 103529. [Google Scholar] [CrossRef]
- Monnet, G.; Vincent, L.; Gélébart, L. Multiscale modeling of crystal plasticity in Reactor Pressure Vessel steels: Prediction of irradiation hardening. J. Nucl. Mater. 2019, 514, 128–138. [Google Scholar] [CrossRef]
- Que, Z.; Lindroos, M.; Lydman, J.; Hytönen, N.; Lindqvist, S.; Efsing, P.; Nevasmaa, P.; Arffman, P. Brittle fracture initiation in decommissioned boiling water reactor pressure vessel head weld. J. Nucl. Mater. 2022, 569, 153925. [Google Scholar] [CrossRef]
- Scherer, J.; Besson, J.; Forest, S.; Hure, J.; Tanguy, B. Strain gradient crystal plasticity with evolving length scale: Application to voided irradiated materials. Eur. J. Mech. A/Solids 2019, 77, 103768. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Displacement Range/mm | Displacement Step/mm |
|---|---|
| 0–0.03 | 0.005 |
| 0.03–0.25 | 0.02 |
| 0.25–0.97 | 0.05 |
| Elasticity Parameters | |
|---|---|
| 216,000 [MPa] | |
| 134,000 [MPa] | |
| 119,000 [MPa] | |
| 82.3 [GPa] (22 °C), 77.9 [GPa] (288 °C) | |
| Dislocation Slip Parameters | |
| 2 × 1011 s−1 | |
| 1 × 1013 [1/m2] | |
| 7.0 × 1012 [1/m2] | |
| 1 × 1012 [1/m2] | |
| 10 [nm] | |
| 0.248 [nm] | |
| 0.5 | |
| 1.5 | |
| 122 [MPa] | |
| ] | |
| 5.2 [μm] | |
| 4.4204 × 10−19 [J] | |
| 1.0 | |
| 200 [nm] | |
| 7.6000 × 108 [1/mm3] | |
| 3.8 | |
| 2.48 [nm] | |
| 0.1 | |
| 0.7 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Moilanen, P.; Soares, G.C.; Lindroos, M.; Roiko, A. Design and Application of a Miniature Pneumatic Bellows Loading Device for In-Situ Tensile Testing inside the Scanning Electron Microscope. Metals 2024, 14, 154. https://doi.org/10.3390/met14020154
Moilanen P, Soares GC, Lindroos M, Roiko A. Design and Application of a Miniature Pneumatic Bellows Loading Device for In-Situ Tensile Testing inside the Scanning Electron Microscope. Metals. 2024; 14(2):154. https://doi.org/10.3390/met14020154
Chicago/Turabian StyleMoilanen, Pekka, Guilherme Corrêa Soares, Matti Lindroos, and Andrew Roiko. 2024. "Design and Application of a Miniature Pneumatic Bellows Loading Device for In-Situ Tensile Testing inside the Scanning Electron Microscope" Metals 14, no. 2: 154. https://doi.org/10.3390/met14020154