
Analysis of Edge Drop on Strip Due to Bending and Elastic Deformation of Back up Rolls in a Four-High Cold Mill

 , ,
, ,  ,
,  ,
, 
Abstract

1. Introduction
2. Materials and Methods
3. Results
3.1. Theorical Analysis
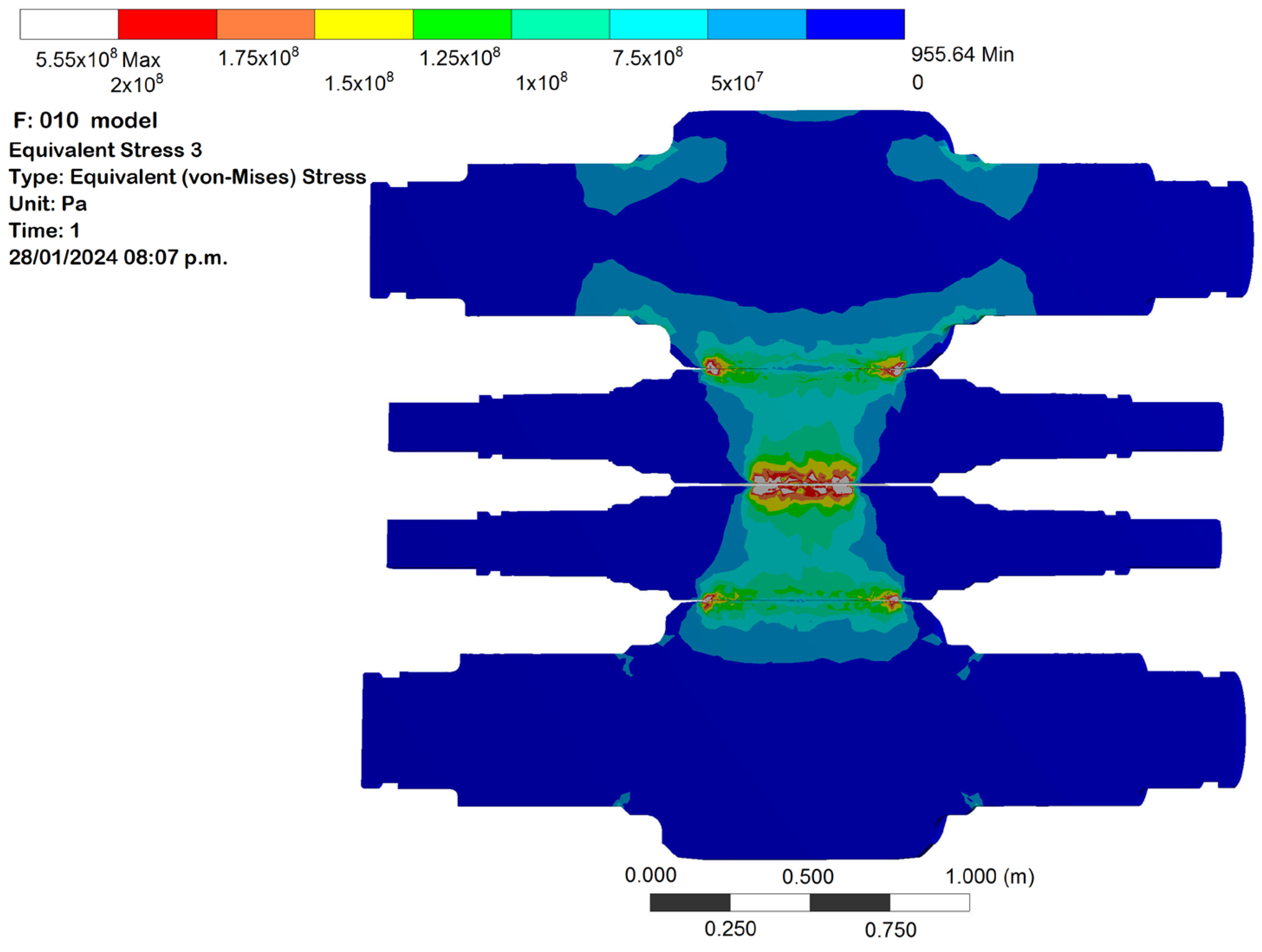
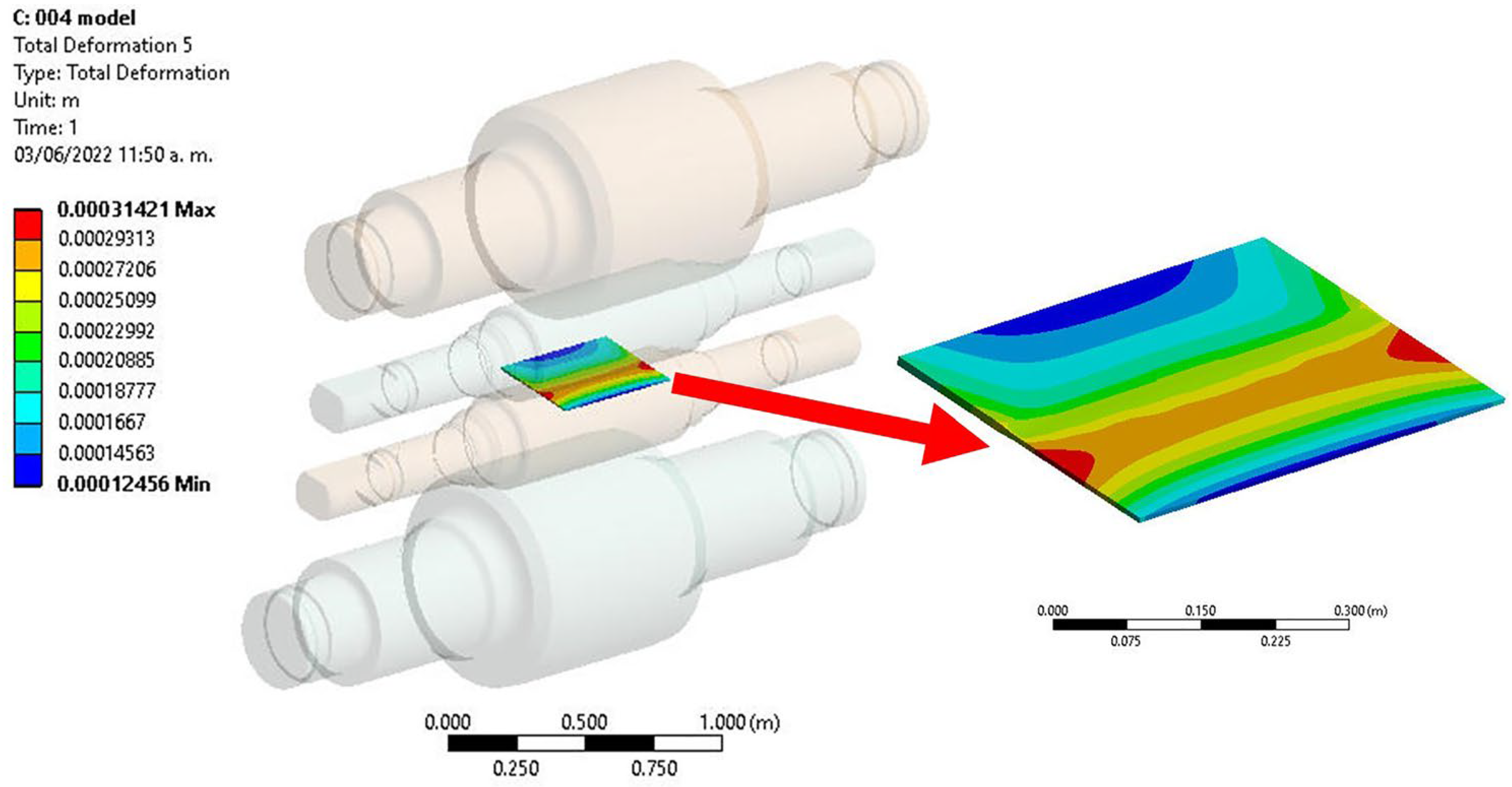
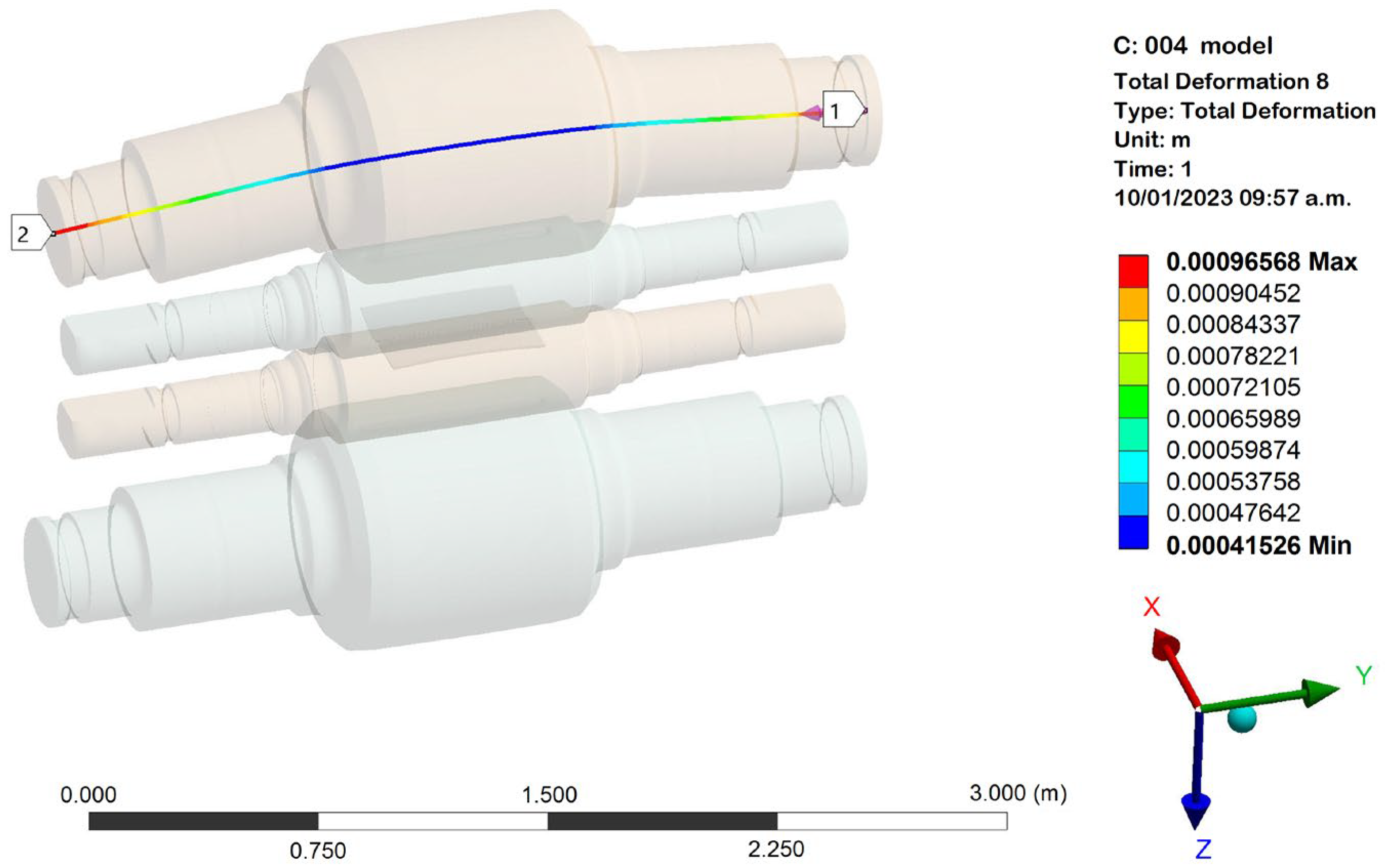
3.2. Results of the Simulation
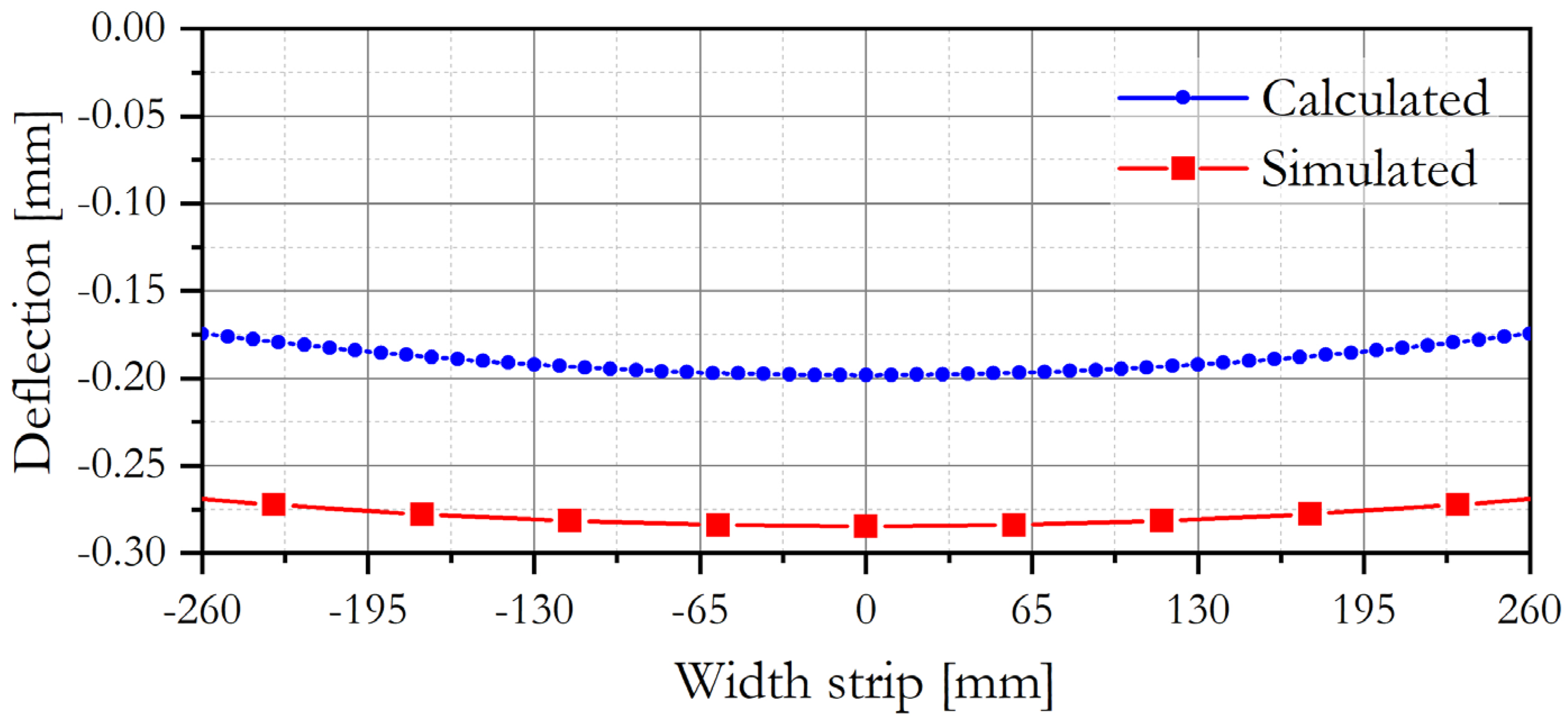
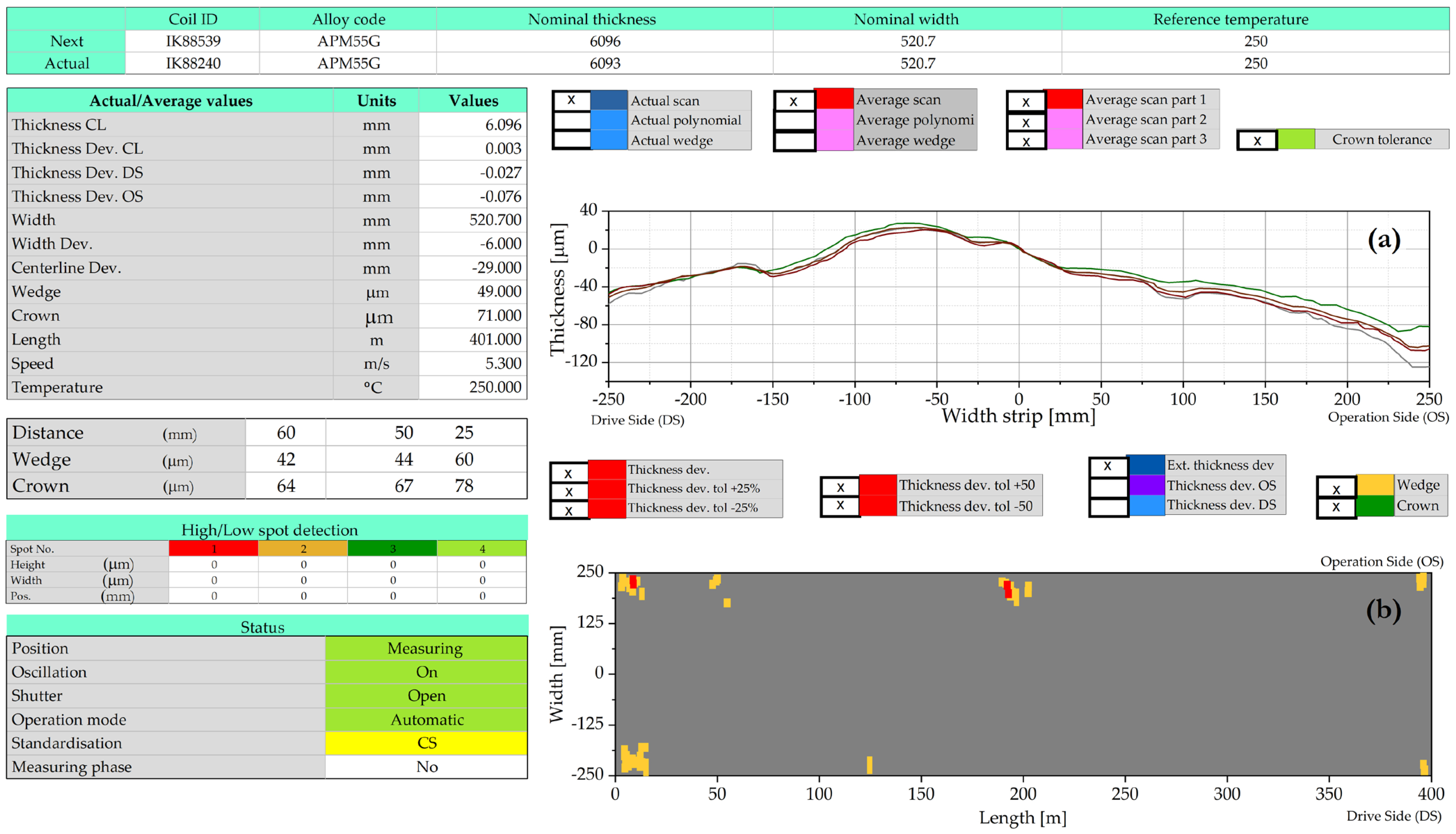
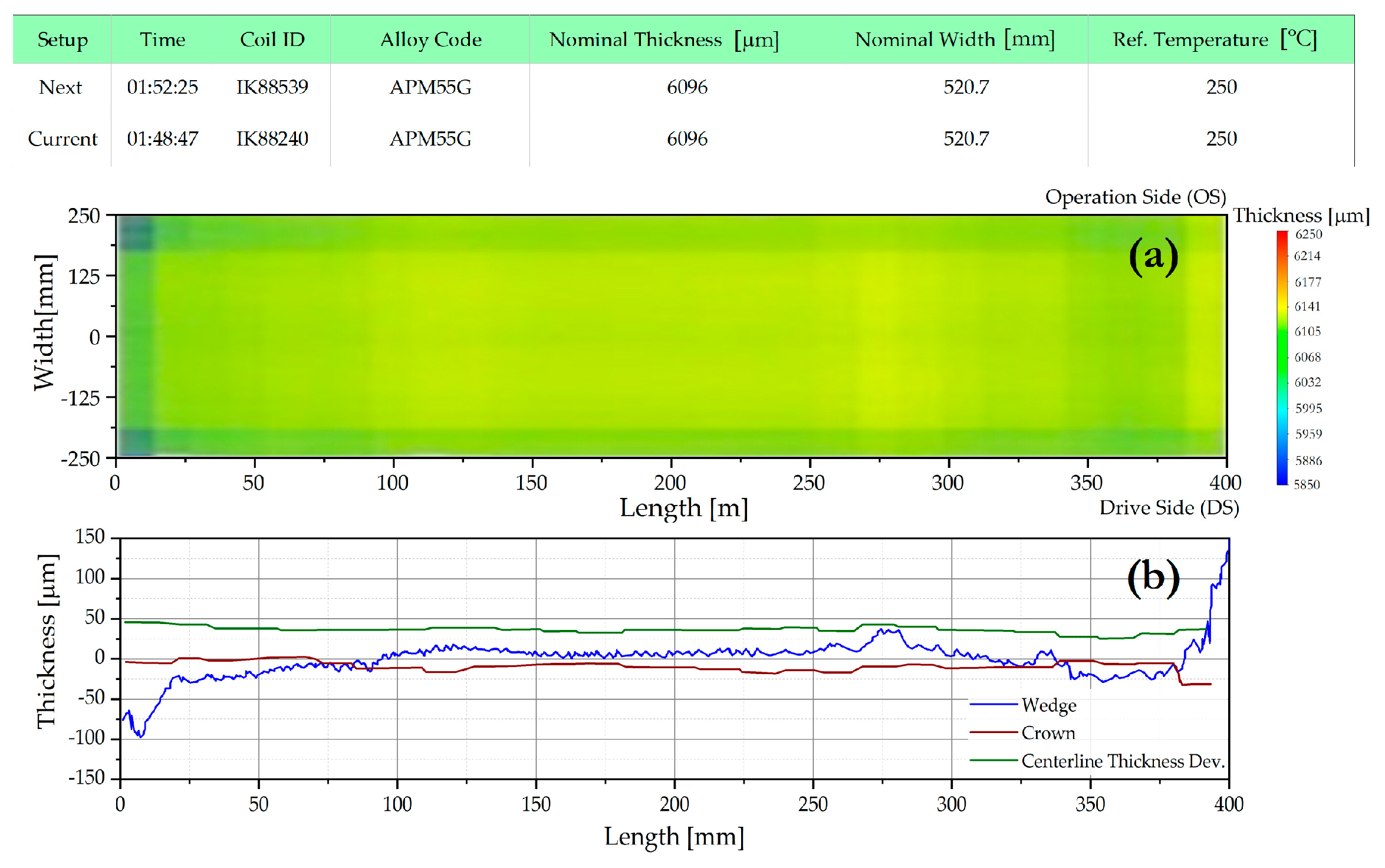
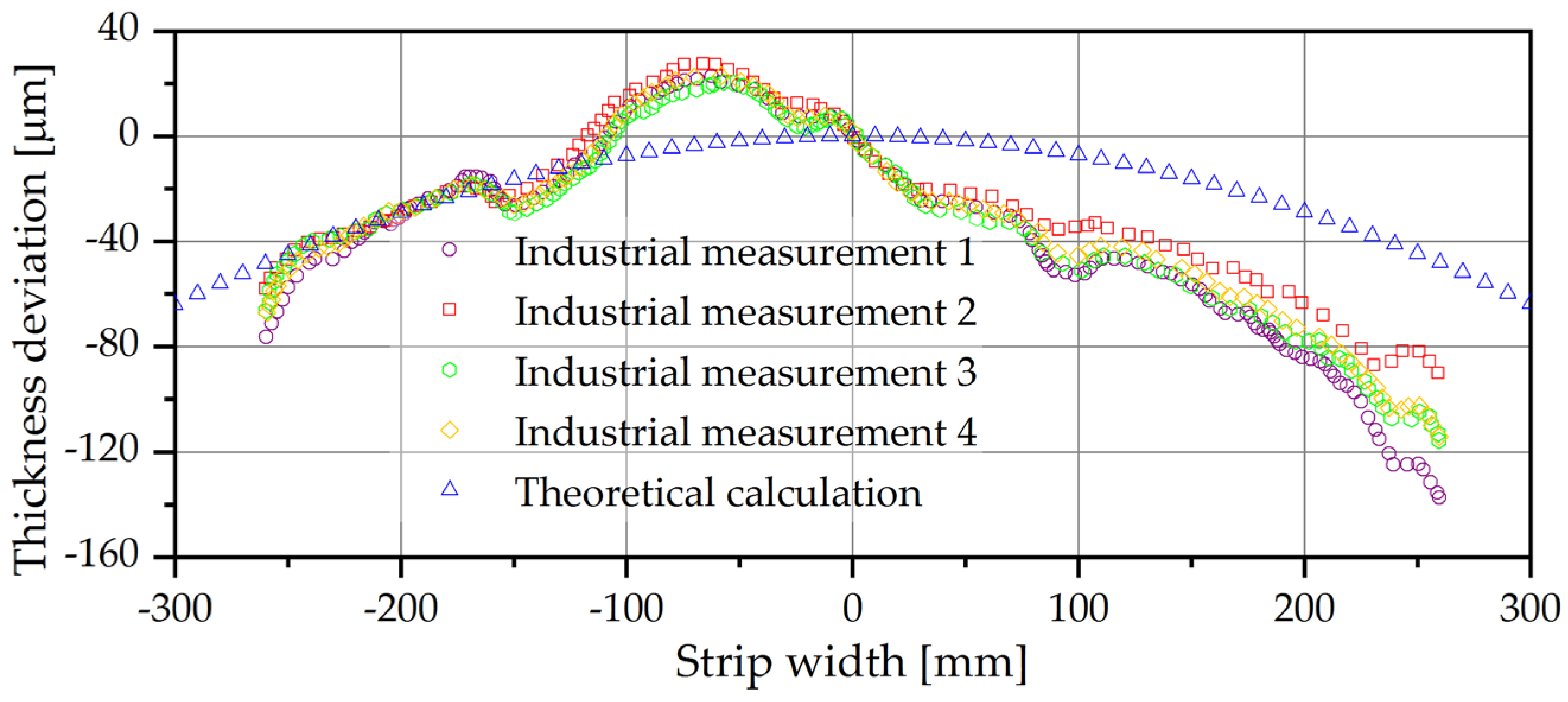
3.3. Industrial Results
4. Discussion
5. Conclusions
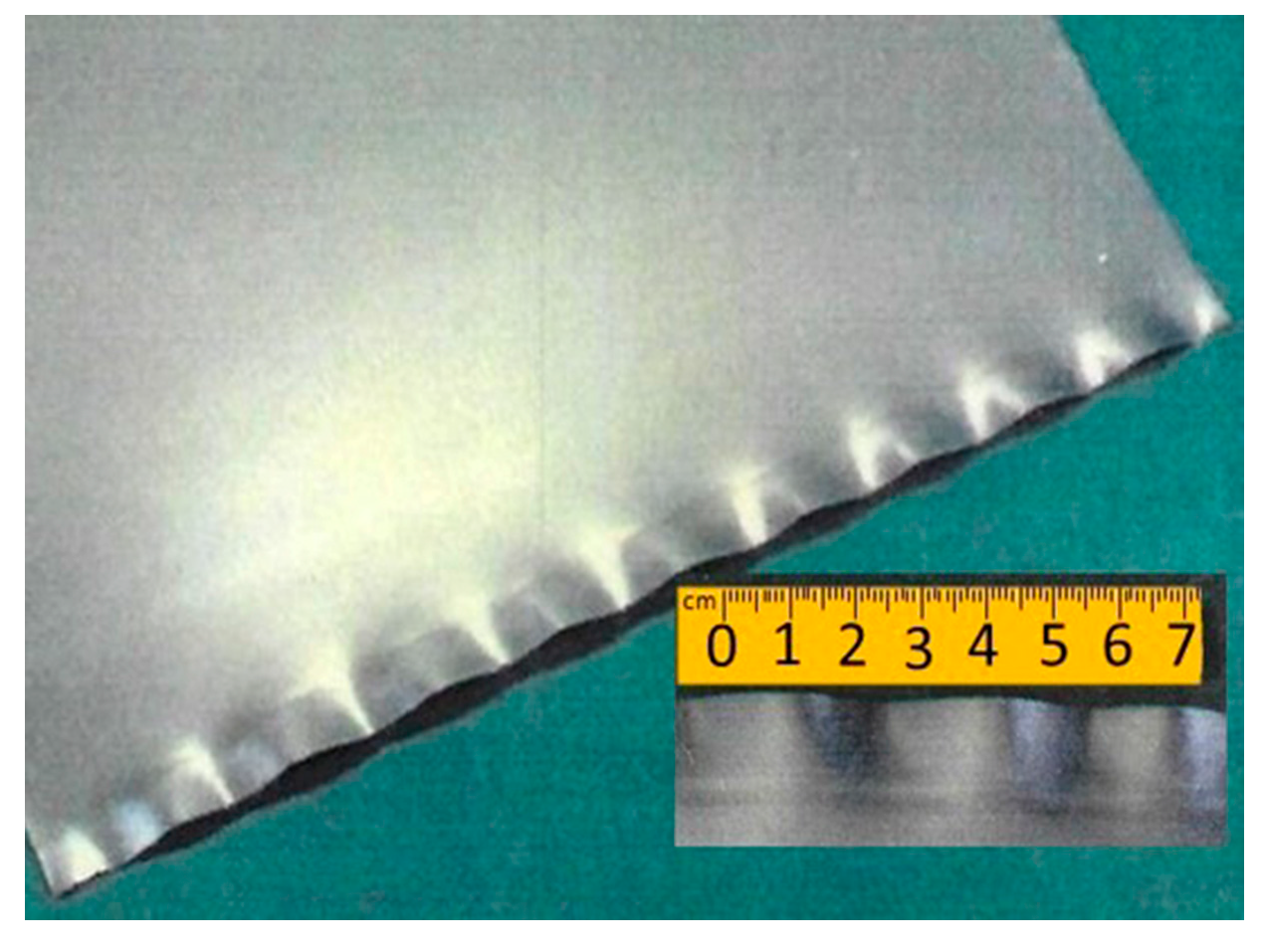
- As a result of the distribution of forces and stress distribution on the trip, the phenomenon of edge drop in the cold rolling process is common, since the profile of the strip takes the geometry of the elastic curve of BUR. To reduce it, it is necessary to carry out an analysis of every roll mill as a particular case, looking to decrease or invert the elastic curve of BUR.
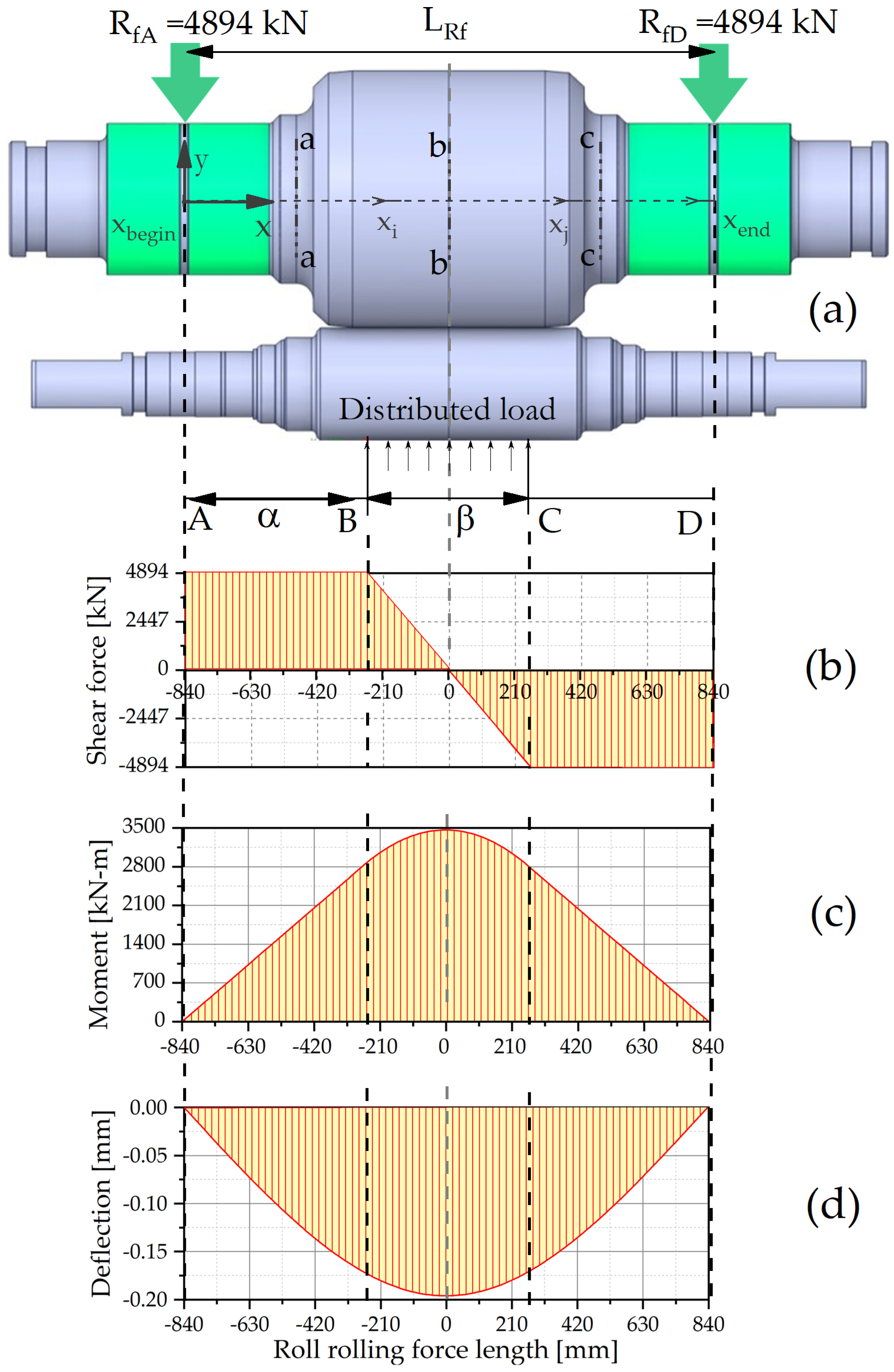
- The evidence documents that the mathematical analysis and simulation are validated on an industrial scale and consistent results can be obtained, which helps considerably to understand the principle of edge drop. The elastic curve is a function of rolling mill design, mechanical properties of rolls, and operation variables for the rolling process. The problem of edge drop is a function of these variables, and to decrease the elastic curve, the use of adequate crowns of rolls is suggested for each rolling mill combined with the use of roll bending moment.
- To decrease the elastic curve and consequently edge drop, it is recommendable to use BURs in a six-high cold mill over BURs in a four-high cold mill, combined with the use of positive crowns.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Cao, J.-G.; Chai, X.-T.; Li, Y.-L.; Kong, N.; Jia, S.-H.; Zeng, W. Integrated design of roll contours for strip edge drop and crown control in tandem cold rolling mills. J. Am. Acad. Dermatol. 2018, 252, 432–439. [Google Scholar] [CrossRef]
- Wang, X.; Yang, Q.; He, H.; Sun, Y.; Xu, D.; Liu, Y. Effect of work roll shifting control on edge drop for 6-hi tandem cold mills based on finite element method model. Int. J. Adv. Manuf. Technol. 2020, 107, 2497–2511. [Google Scholar] [CrossRef]
- Yao, C.-H.; He, A.-R.; Shao, J.; Zhang, Y.-J.; Zhao, H.-S. Edge drop and high spot control of hot-rolled non-oriented electrical steel strip by taper roll shifting strategy. Ironmak. Steelmak. 2020, 47, 138–144. [Google Scholar] [CrossRef]
- Li, L.; Xie, H.; Liu, T.; Li, X.; Liu, X.; Huo, M.; Wang, E.; Li, J.; Liu, H.; Sun, L.; et al. Effects of Rolling Force on Strip Shape during Tandem Cold Rolling Using a Novel Multistand Finite Element Model. Steel Res. Int. 2022, 93, 2100359. [Google Scholar] [CrossRef]
- Li, L.; Xie, H.; Liu, T.; Huo, M.; Li, X.; Liu, X.; Wang, E.; Li, J.; Liu, H.; Sun, L.; et al. Numerical analysis of the strip crown inheritance in tandem cold rolling by a novel 3D multi-stand FE model. Int. J. Adv. Manuf. Technol. 2022, 120, 3683–3704. [Google Scholar] [CrossRef]
- Cao, J.-G.; Wang, Y.-L.; Li, H.-B.; Song, M.-Q.; Jia, S.-H.; Gong, G.-L. Study on the Shifting Model of Edge Drop Control in Ultra-Wide 6-High Tandem Cold Rolling Mill. Adv. Mater. Res. 2012, 452–453, 1257–1261. [Google Scholar] [CrossRef]
- Chang, A.; Di, H.S.; Bai, J.L.; Dong, Q.; Yang, D.J. Effect of Rolling Parameters on Edge-Drop in Cold Rolling. Iron Steel 2007, 42, 51–56. [Google Scholar] [CrossRef]
- Yang, G.; Cao, J.; Zhang, J.; Jia, S.; Tan, R. Backup roll contour of a SmartCrown tandem cold rolling mill. J. Univ. Sci. Technol. Beijing Miner. Met. Mater. 2008, 15, 357–361. [Google Scholar] [CrossRef]
- Li, L.; Xie, H.; Zhang, T.; Pan, D.; Li, X.; Chen, F.; Liu, T.; Liu, X.; Liu, H.; Sun, L.; et al. Influence of intermediate roll shifting on strip shape in a CVC-6 tandem cold mill based on a 3D multi-stand FE model. Int. J. Adv. Manuf. Technol. 2022, 121, 4367–4385. [Google Scholar] [CrossRef]
- Wang, X.; Li, F.; Li, B.; Dong, L.; Zhang, B. Design and Application of an Optimum Backup Roll Contour Configured with CVC Work Roll in Hot Strip Mill. ISIJ Int. 2012, 52, 1637–1643. [Google Scholar] [CrossRef]
- Cao, J.-G.; Wei, G.-C.; Zhang, J.; Chen, X.-L.; Zhou, Y.-Z. VCR and ASR technology for profile and flatness control in hot strip mills. J. Cent. South Univ. Technol. 2008, 15, 264–270. [Google Scholar] [CrossRef]
- Feng, X.; Wang, X.; Yang, Q.; Sun, J.; Wu, Z.; Guo, Y. Analysis of thin strip edge drop formation during cold rolling process. Aust. J. Mech. Eng. 2020, 20, 1–11. [Google Scholar] [CrossRef]
- Liu, X.-H.; Shi, X.; Li, S.-Q.; Xu, J.-Y.; Wang, G.-D. FEM Analysis of Rolling Pressure Along Strip Width in Cold Rolling Process. J. Iron Steel Res. Int. 2007, 14, 22–26. [Google Scholar] [CrossRef]
- Zhang, G.-M.; Xiao, H.; Wang, C.-H. Three-Dimensional Model for Strip Hot Rolling. J. Iron Steel Res. Int. 2006, 13, 23–26. [Google Scholar] [CrossRef]
- Kong, N.; Cao, J.; Wang, Y.; Tieu, A.K.; Yang, L.; Hou, A.; Wang, Z. Development of Smart Contact Backup Rolls in Ultra-wide Stainless Strip Rolling Process. Mater. Manuf. Process. 2014, 29, 129–133. [Google Scholar] [CrossRef]
- Li, Y.; Cao, J.; Qiu, L.; Kong, N.; He, A.; Zhou, Y. Effect of strip edge temperature drop of electrical steel on profile and flatness during hot rolling process. Adv. Mech. Eng. 2019, 11, 1–11. [Google Scholar] [CrossRef]
- Kim, T.H.; Lee, W.H.; Hwang, S.M. An Integrated FE Process Model for the Prediction of Strip Profile in Flat Rolling. ISIJ Int. 2003, 43, 1947–1956. [Google Scholar] [CrossRef]
- Liu, J.; Wan, L.; Xiao, D. Flatness Prediction of Cold Rolled Strip Based on EM-TELM. IEEE Access 2021, 9, 51484–51493. [Google Scholar] [CrossRef]
- Wang, Y.; Li, C.; Peng, L.; An, R.; Jin, X. Application of convolutional neural networks for prediction of strip flatness in tandem cold rolling process. J. Manuf. Process. 2021, 68, 512–522. [Google Scholar] [CrossRef]
- Sikdar, S.; Kumari, S. Neural network model of the profile of hot-rolled strip. Int. J. Adv. Manuf. Technol. 2009, 42, 450–462. [Google Scholar] [CrossRef]
- Aljabri, A.; Tibar, H.; Mahmoud, E.R.I.; Almohamadi, H.; Qu, F.; Jiang, Z. Theoretical Analysis of Rolling Force during Cold Rolling with Roll Crossing and Shifting System. J. Manuf. Mater. Process. 2023, 7, 104. [Google Scholar] [CrossRef]
- Servin-Castañeda, R.; Arreola-Villa, S.A.; Perez-Alvarado, A.; Calderón-Ramos, I.; Torres-Gonzalez, R.; Martinez-Hurtado, A. Influence of Work Hardening on the Surface of Backup Rolls for a 4-High Rolling Mill Fractured during Rolling Campaign. Materials 2022, 15, 3524. [Google Scholar] [CrossRef]
- Peng, R.; Zhang, X.; Shi, P. Vibration Characteristics of Hot Rolling Mill Rolls Based on Elastoplastic Hysteretic Deformation. Metals 2021, 11, 869. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Application | Material | Chemical Composition (%Wt) | Mechanical Properties | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | Cr | Mo | V | Yield Limit (MPa) | Hardness Range | Poisson Ratio | Modulus Elasticity (GPa) | ||
| BUR | Forged Steel 5% Cr | 0.55 | 0.15 | 0.60 | 5.37 | 0.80 | 0.15 | 1200 | 530–545 (HV) | 0.30 | 200 |
| WR | Forged Steel 3% Cr | 0.80 | 0.15 | 0.60 | 3.13 | 0.40 | 0.18 | 1000 | 840–900 (HV) | 0.28 | 190 |
| Strip | Structural Steel | 0.26 | 0.40 | 250 | 119–162 (HBW) | 0.26 | 200 | ||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Servin, R.; Calderon, I.; Arreola, S.A.; Perez, A.; Mendez, A.R.; Vergara, H.J. Analysis of Edge Drop on Strip Due to Bending and Elastic Deformation of Back up Rolls in a Four-High Cold Mill. Metals 2024, 14, 181. https://doi.org/10.3390/met14020181
Servin R, Calderon I, Arreola SA, Perez A, Mendez AR, Vergara HJ. Analysis of Edge Drop on Strip Due to Bending and Elastic Deformation of Back up Rolls in a Four-High Cold Mill. Metals. 2024; 14(2):181. https://doi.org/10.3390/met14020181
Chicago/Turabian StyleServin, Rumualdo, Ismael Calderon, Sixtos A. Arreola, Alejandro Perez, Alma R. Mendez, and Hector J. Vergara. 2024. "Analysis of Edge Drop on Strip Due to Bending and Elastic Deformation of Back up Rolls in a Four-High Cold Mill" Metals 14, no. 2: 181. https://doi.org/10.3390/met14020181
APA StyleServin, R., Calderon, I., Arreola, S. A., Perez, A., Mendez, A. R., & Vergara, H. J. (2024). Analysis of Edge Drop on Strip Due to Bending and Elastic Deformation of Back up Rolls in a Four-High Cold Mill. Metals, 14(2), 181. https://doi.org/10.3390/met14020181