4.2. Influence of WC-np on the Microstructure of Manufactured Specimens
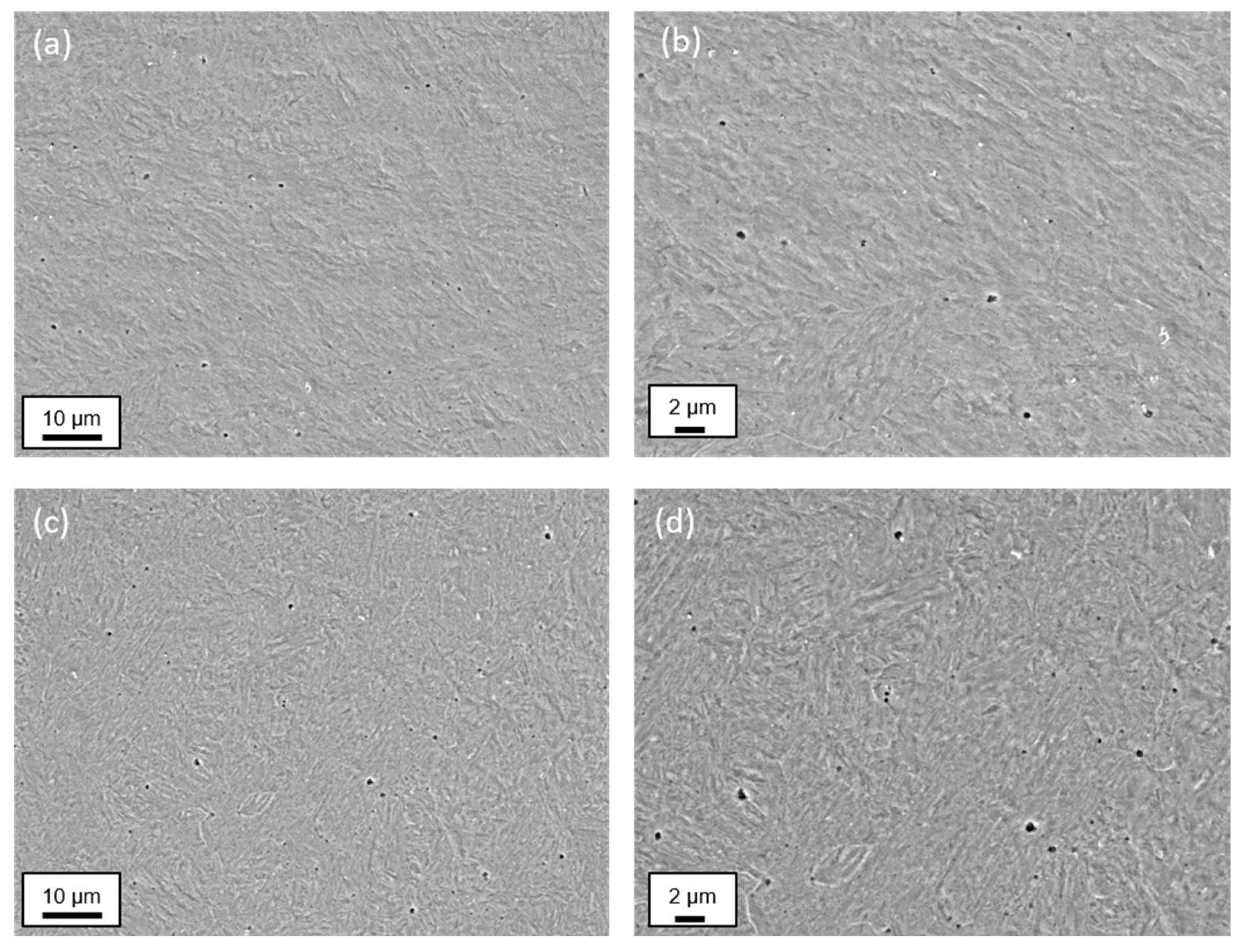
By analyzing chemically etched cross-sections of the generated specimens in as-built conditions using SEM imaging, at the first look, no significant differences of the resulting microstructure with respect to the WC-np content added can be verified; see
Figure 7.
Due to the small melt pool volume and the process-specific high cooling rates, a fine-grained and locally inhomogeneous dendritic microstructure formed in both the pure AISI H11 specimen and the specimens made from the WC-np-enriched AISI H11 powder blends. Independent on the powder mixture processed, a fine needle-like internal structure can be seen within the dendrites. This characteristic structure is most likely martensite with an additional small amount of a ferritic phase (e.g., bainitic ferrite) and retained austenite (RA) (see also XRD and EBSD measurements below).
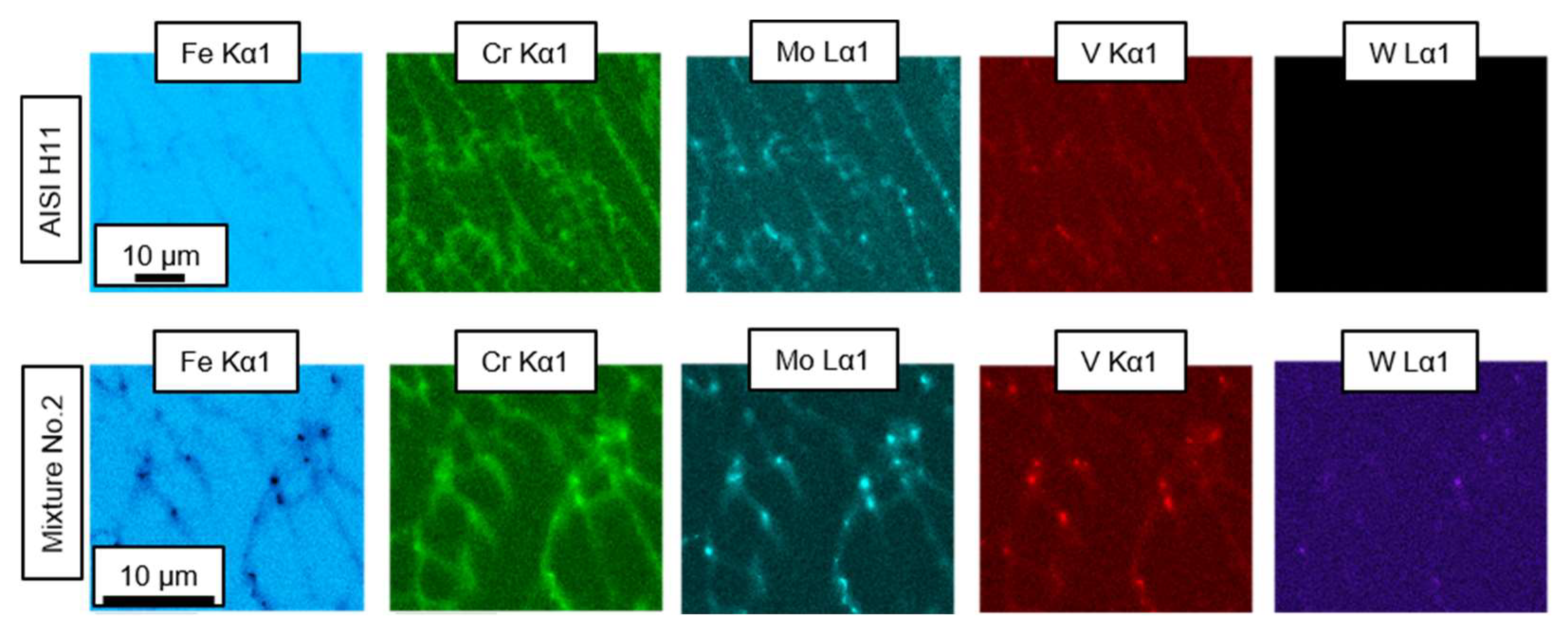
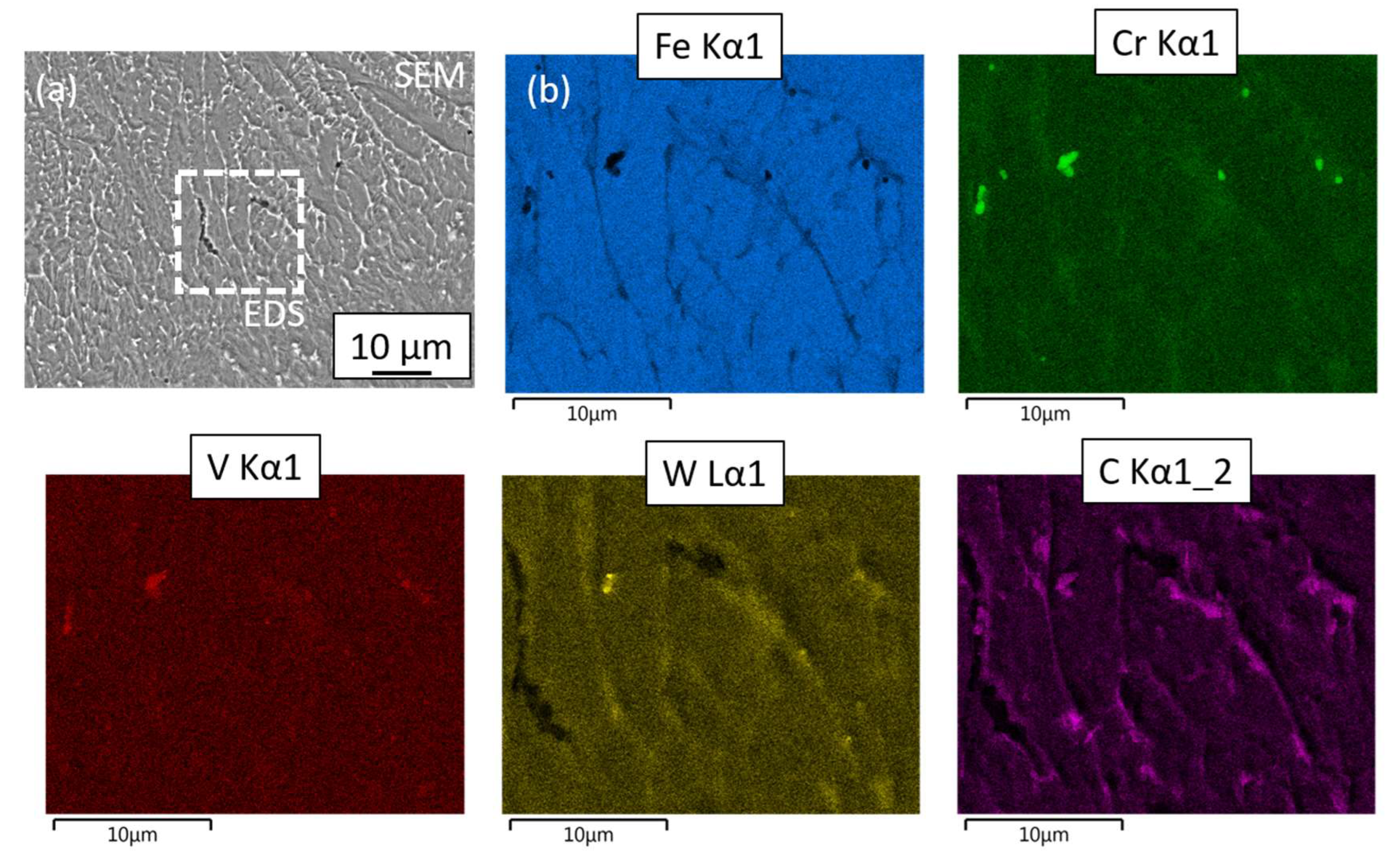
In addition, as demonstrated using EDS area scans, an accumulation of the main alloying elements and carbide formers Cr, Mo, Mn and V was detected in the interdendritic regions or at the grain boundaries independently on the powder mixture examined (see, e.g.,
Figure 8). In contrast, the iron (Fe) content appears to be reduced and the carbon concentration slightly increased in these areas; cf.
Figure A2 and
Figure A4. This indicates the formation of hardness- and strength-enhancing carbides, in particular, Cr and Mo mixed carbides of type M
7C
3 or M
23C
6 and VC and Mo
2C special carbides. These observations are also in good agreement with the results of others who have investigated the processing of AISI H11 or similar hot work tool steels using laser-based Additive Manufacturing processes such as LPBF-M [
29] and DED-LB/M [
10].
The extensive examination of the samples produced using SEM imaging and EDS mapping revealed only a few local clusters of tungsten (W) and, at the same time, carbon at the grain boundaries (interdendritic spaces), indicating the presence of WC or W2C precipitates; cf.
Figure 8,
Figure A2 and
Figure A4. On the contrary, it appears that most of the tungsten is homogeneously and finely distributed in the steel matrix through solid solution formation; cf.
Figure 8,
Figure A2 and
Figure A4. For the few detected tungsten clusters, the local tungsten content measured using EDS increased compared to the matrix (
Figure A2). The tungsten clusters/particles typically have an average size between 300 nm and 1000 nm. They are therefore larger than the originally added WC-np. This points out that these particles are interdendritic WC precipitates formed as the melt pool cools down and solidifies.
According to [
27,
30,
31], the solubility of WC in iron/steel is high. Tungsten Carbide begins to dissolve at temperatures below the solidus temperature of steels. As reported in [
31], up to 7% by weight of WC can be dissolved in the iron matrix at a temperature of around 1250 °C. With increasing temperature, the solubility of WC in iron (steel) continues to increase and reaches its maximum when the steel is molten and the melt is heated up using absorbed laser energy. Due to the high solubility of WC in steel, combined with the high surface area to volume ratio of the nanoscale WC additives and the low number of detected tungsten clusters, it can therefore be assumed that most of the initially added WC-np are dissolved in the steel melt during the laser process. After the cooling and solidification of the melt pool, most of the tungsten is homogeneously distributed in the solidified AISI H11 matrix, forming a solid solution. In contrast, it seems that only a small proportion of the dissolved tungsten is re-excreted as interdendritic WC or W
2C precipitates (special carbides). This conclusion is also in good agreement with the findings of the authors of [
17], who investigated the processing of WC-np-reinforced 1.265 steel powder in DED-LB/M. According to [
17], most of the initially added WC-np are dissolved in the steel melt and only a small fraction of the dissolved tungsten is re-precipitated in the form of carbides at the grain boundaries.
Due to the high melting temperature of WC of approximately 2800 °C, it seems unlikely that the overall melt pool temperature is high enough to achieve complete melting of the nanoscale additives. If this had been the case, the evaporation temperature of the alloying element Cr (Tevap = 2482 °C) would have been reached at the same time. This would probably have resulted in a measurable deviation in concentration between the powder material and the manufactured test specimens. However, such a deviation could not be detected within the metrological capabilities. Therefore, melting of the added WC-np in the melt pool does not appear to be the dominant effect.
It should be noted that the individual WC particles are unlikely to dissolve completely in the laser-induced melt pool. There is some likelihood that a small solid core, a few nm in size, of the original WC particle will remain. In addition, it cannot be ruled out that nanoscale WC precipitates are also formed during the solidification of the melt pool due to the high cooling rates inherent in the process. In both cases, these particles would not be detectable due to the lack of resolution of the methods applied. Further investigation, such as Transmission Electron Microscopy (TEM), would be required to detect such small precipitates.
The examination of the microstructure using SEM and OM as a function of specimen height reveals slight local differences in the internal structure for all specimens in the as-built condition (
Figure 8 and
Figure 9).
Looking at the low-magnification microscope images of chemically etched specimen cross-sections shown in
Figure 9a–d, two characteristic regions appear independently on the investigated tool steel powder mixture. The lower part of the manufactured specimens appears to be over-etched and dark in color. This indicates the presence of multiple re-austenitized, quenched and tempered martensite. In contrast, the middle and top sections appear as bright areas in the microscopic images. This indicates freshly formed martensite. As already reported by others who have investigated the processing of AISI H11 or similar hot work tool steels in DED-LB/M, these layer-dependent microstructural differences result from a kind of in-process heat treatment during the AM process [
10,
11,
18].
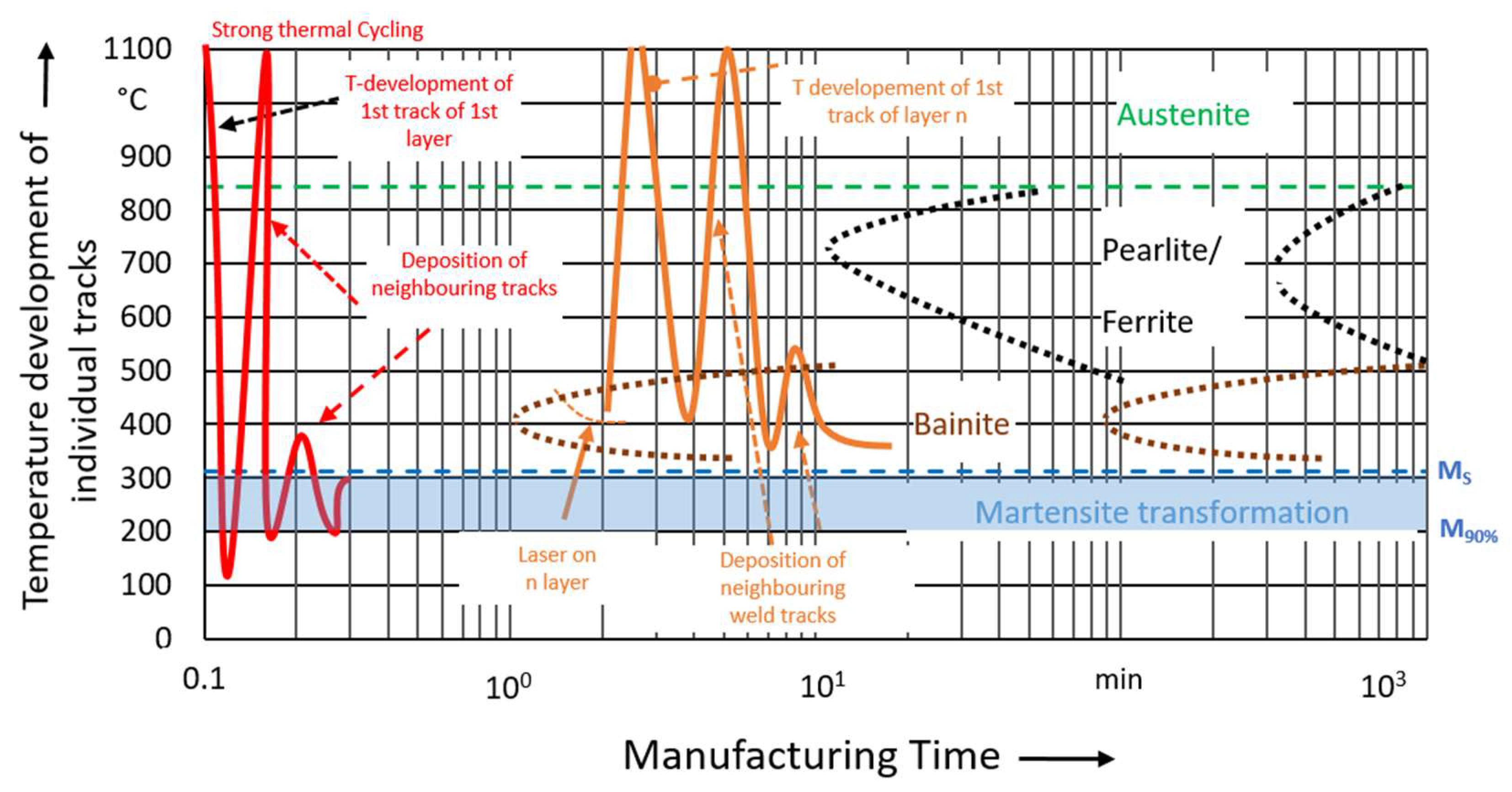
As shown schematically for the red curve in
Figure 10, the lower layers of the weld seam are melted, re-austenitized and rapidly cooled down below the martensite starting temperature (M
s) several times at the beginning of the manufacturing process.
As a result, these lower layers are subject to severe thermal cycling. When the AM process progresses, thermal energy is continuously introduced into the built-up structure as weld tracks are deposited next to and on top of each other. The consequences include an increase in the average interlayer temperature and a decrease in the local temperature gradients and cooling rates at the surface. Depending on the set of process parameters, the absorbed laser energy, the deposition strategy and the prevailing thermal and geometrical boundary conditions, the interlayer temperature can reach an average value of the order of or above M
s of the tool steel powder being investigated. Once this occurs, the transformation from austenite to martensite can no longer take place during the ongoing AM process; see the orange curve in
Figure 10. Consequently, the phase transformation from austenite to martensite will not take place until the manufacturing process has been completed and the entire sample volume has been rapidly cooled down (quenched) below Ms.
As shown by the orange curve in
Figure 10, the process-specific in situ heat treatment means that, in addition to martensite, ferrite or bainite is very likely to be present proportionally in the microstructure. The volume fraction of ferrite (bainitic ferrite) in the microstructure essentially depends on how long the average temperature of the deposited weld track layer remains above the martensite starting temperature. Since the formation of the intermediate bainite structure is based on diffusion processes, a correspondingly long time is required for complete transformation. The production time for a 30-layer steel sample was approximately 45 min. Considering the time–temperature transformation diagram of the starting material AISI H11, as shown schematically in
Figure 9, a proportion of ferrite or bainitic ferrite (presumably lower bainite) should be present in the microstructure, at least in the middle part of the specimens. However, due to the limited production time, it can be assumed that the volume fraction of these phases is lower than that of martensite. It should be noted that a quantitative statement about the martensite to ferrite ratio, or the extent to which lower or upper bainite is formed, cannot be made without precise knowledge of the temporal evolution of the average interlayer temperature, which in turn depends on the shape and size of the manufactured component and may vary.
In order to gain an in-depth understanding of how the added WC-np influence the microstructure, XRD and EBSD investigations were carried out. The main objectives were to investigate and identify their effect on the RA content, crystallite (domain) size and grain size of the detected phases.
Figure 11 shows the measured diffraction plots and the Rietveld reconstruction for the lower region of the specimens in the as-built state. Irrespective of the sample examined, the diffraction diagrams could be reconstructed correctly using the Rietveld method; cf.
Figure 11b–d.
For all samples, diffraction peaks were detected at the reference positions of RA and ferrite or martensite. On the contrary, no diffraction peaks were detected at the reference positions of alloy-typical carbides. For example, Cr-Mo mixed carbides of type M
7C
3 or M
23C
6 are at least semi-coherent with the steel matrix and have a similar lattice structure to martensite and ferrite (α-Fe). Therefore, they cannot be clearly identified in the diffraction patterns as their reflections overlap with those of α-Fe. The primary carbides, VC (cubic) and Mo
2C (hexagonal), which are typical of AISI H11, can only be found in small amounts of less than 1%; see chemical composition measurements in
Table 4. This is below the detection limit of the XRD setup used. In addition, no peaks could be detected at the reference positions of WC (hexagonal), which would be incoherent with the AISI H11 steel matrix. This indicates either that the concentrations of WC precipitates in the samples analyzed must be less than 1 vol.-% or that the WC particles are extremely small (a few nm in size) and cannot be detected using the measurement technique.
Diffraction peaks at the reference positions of RA and ferrite or martensite were detected for all samples. Conversely, no peaks were identified at the reference positions of alloy-typical carbides. For example, Cr-Mo mixed carbides of type M7C3 or M23C6 are at least semi-coherent with the steel matrix and have a similar lattice structure to martensite and ferrite (α-Fe). Therefore, their reflections overlap with those of alpha-Fe and cannot be clearly identified in the diffraction patterns. The primary carbides, VC (cubic) and Mo2C (hexagonal), which are typical of AISI H11, are only present in small amounts of less than 1 vol.-%. This is below the detection limit of the XRD setup used. In addition, no peaks of WC (hexagonal) could be detected at the reference positions, which would be incoherent with the AISI H11 steel matrix. This indicates either that the concentrations of WC precipitates in the samples analyzed must be less than 1% by volume, or that the WC particles are extremely small (a few nm in size) and cannot be detected using the measurement technique.
As can be seen from a closer consideration of the diffraction diagrams shown in
Figure 11b–d, the peaks at the reference positions of ferrite and martensite could not be clearly separated from each other. The reasons for this are the large peak widths and the limited measurement resolution of the XRD equipment. However, it was found that Rietveld regressions better describe the original diffraction patterns when both martensite and ferrite phases are included in the reconstruction. Without considering the ferrite peaks, the Rietveld fit of the spectra deviates significantly from the series data. This indicates that both martensite and ferrite phases are likely to be present in the microstructure of the samples examined.
The observed ferrite reflections most likely indicate the presence of bainitic ferrite, considering that bainite corresponds to dislocation-rich ferrite surrounded by cementite (Fe3C, iron carbide). This would also be consistent with the in-process heat treatment theory described above. A precise quantification of the phase fractions is not possible due to the high correlation between the scaling factors of martensite and ferrite. However, as the reflections of RA are single peaks, see
Figure 11b–d, this is not necessary for the determination of the RA content.
Both the unmodified and the WC-np-enriched AISI H11 specimens have the same martensite, ferrite and RA peaks. As it was the case for carbon-nanoparticle-reinforced AISI H11 samples [
44], a total of 10 martensite, 5 ferrite and 5 RA peaks were detected and applied to fit and reconstruct the diffraction patterns.
Table A1 in
Appendix B gives an overview of the martensite, ferrite and RA reflections considered with the corresponding Miller indices.
However, the intensities and full width at half peak (FWHM) of individual reflections seem to be dependent on the concentration of nanoscale WC additions. By analyzing the intensities of RA peaks of the same spatial orientation (same Miller indices), the trend is apparent that a higher WC-np content favors higher RA peak intensities and leads to a stabilization of the high-temperature austenitic phase in the tool steel specimens. In contrast, the peak intensities of martensite and ferrite tend to decrease as the amount of WC-np added increases. These observations can be attributed to the fact that more carbon is present in the WC-enriched samples due to the dissolution of the added WC-np in the molten steel during the laser process. As the additional dissolved carbon acts as a strong austenite former, the formation of austenite is ultimately favored at the expense of ferrite and martensite in the WC-np-enriched samples. A higher total carbon and tungsten content in the steel sample leads to a decrease in both the martensite transformation temperatures and the austenitization temperature. In combination, both effects cause a stabilization and higher concentrations of RA in the WC-np-enriched samples compared to the pure AISI H11 sample.
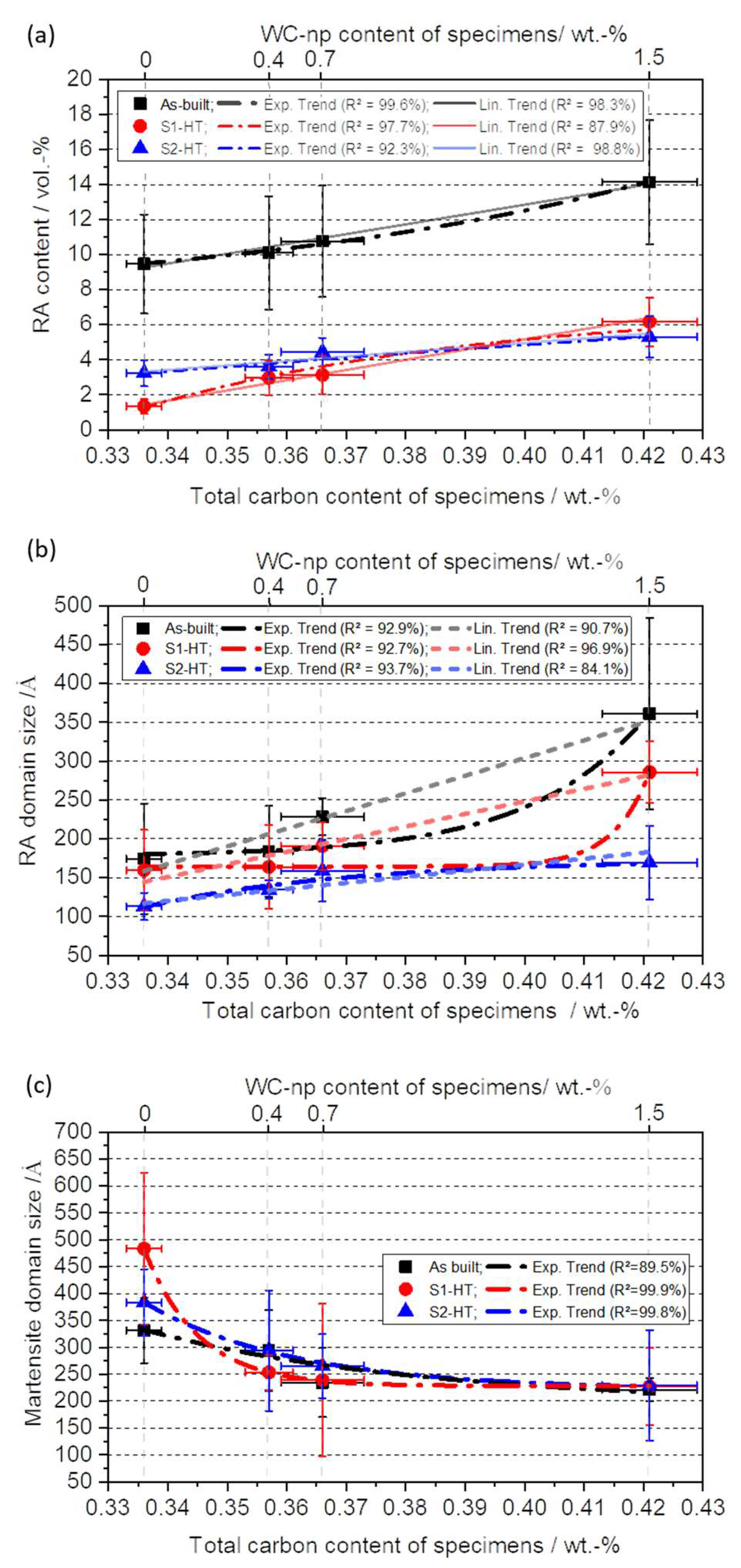
Figure 12a shows the mean values of the RA content for the as-built and heat-treated tool steel specimens with respect to the total carbon content (and estimated WC-np content) of specimens.
The mean value of the RA content of the as-built specimens increases from 9.5 ± 2.8 vol.-% for the pure AISI H11 specimen [
44] to 10.1 ± 3.2 vol.-% for the specimen made from powder mixture No. 1 (1 wt.-% of WC-np). For the sample made from mixture No. 2 (2.5 wt.-% of WC-np), the value corresponds to 11 ± 3.5 vol.-% and to a maximum value of 14.1 ± 3.6 vol.-% for the sample made from mixture No. 3 with the maximum total carbon content or WC-np content, respectively. The increase in RA content as a function of total carbon content can be approximated with a linear or exponential trend.
The large standard deviations of the mean RA content, in the order of more than 20%, indicate a dependence of the RA content on sample height or measurement location. The local measurements of RA content shown in
Table 6 confirm this assumption. For all samples, the minimum RA content was found for the lower area (bottom). As the height of the specimen increases, the RA content appears to decrease, reaching its minimum in the middle and upper part of the manufactured specimens. The dependence of RA content on the measurement location observed for all the samples studied can be attributed to the in-process heat treatment of the lower weld layers, including severe thermal cycling and multiple re-melting and re-austenitization of the deposited welds, especially at the beginning of the AM process.
Figure 12b,c show the mean values of the domain size of martensite and RA of analyzed tool steel samples as a function of the total carbon content in as-built conditions and after carrying out thermal post processing. The domain size of martensite appears to decrease as the amount of WC-np added to the host powder increases. For the unmodified AISI H11 specimen, the mean value of the domain size of martensite is 330 ± 61 Å [
44] and decreases to a smaller mean value of 290 ± 75 Å for the specimen made with powder mixture No. 1 (+1 wt.-% of WC-np). For the specimen made with powder mixture No. 2 (+2.5 wt.-% of WC-np), the mean value of the martensite domain size reaches 234 ± 64 Å. Finally, the smallest value of 220 ± 21 Å is obtained for the specimen with the maximum WC-np content of 5 wt.-% (mixture No. 3). As follows from
Figure 12c, the decrease in martensite domain size as a function of total carbon content can be fitted with a first-order exponential decrease.
Contrary to the crystallite size of martensite, the domain size of RA increases with an increasing amount of WC-np added to the AISI H11 host powder. The increase in RA domain size with respect to the total carbon content can be empirically estimated using a linear or exponential model function; see
Figure 12b. For the unmodified AISI H11 sample, the mean value of the RA domain size is 175 ± 71 Å [
44] and increases slightly to 184 ± 58 Å for the sample made from powder mixture No. 1 (+1 wt.-% of WC-np). As the amount of WC-np added increases, the domain size of RA continues to increase and reaches a mean value of 228 ± 24 Å for the sample manufactured using mixture No. 2 (+2.5 wt.-% of WC-np). The maximum domain size is found for the sample with the highest content of WC-np or total carbon content, respectively. This maximum value is 361 ± 100 Å.
The increase in austenite domain size is due to the increased carbon content resulting from the dissolution of the added WC-np in the melt pool during the ongoing laser process. This is accompanied by a corresponding increase in the volume fraction of retained austenite. Therefore, due to the higher RA content, the likelihood of blocky RA forming in the sample made from the WC-np-enriched powder blends also increases. In contrast, the smaller martensite domain size measurements indicate a finer martensite (ferrite) in the WC-np-enriched AISI H11 samples. Consequently, it can be concluded at this stage that the WC-np tend to favor the formation of finer martensite grains within the dendrites.
However, it is important to note that the domain size measured using XRD does not necessarily equate to the grain size of martensite in the traditional sense. Instead, the domain size refers to the area within a grain where the lattice planes are parallel to each other, resulting in reciprocal lattice vectors with the same orientation (Miller indices). Nonetheless, small domain size values can be a strong indication of the presence of finer grains, unless there is a dominant preferential direction of crystal orientation. To identify and quantify the influence of WC-np on grain size and confirm the results of the XRD studies, EBSD measurements were carried out on the unmodified AISI H11 specimen and the specimen produced with a maximum WC-np content of 5 wt.-% (mixture No. 3). The focus was on the specimens in the as-built condition.
Figure 13a,b show the phase fractions of RA (FCC) and martensite (BCC) and the inverse pole figures for both the specimen made from the pure AISI H11 powder and the one made from powder mixture No. 3 with the maximum WC-np content. The exemplary measurements shown were taken at the center position of both samples.
The AISI H11 sample was not modified. Its RA content was approximately 1.1 vol.-% [
44]. However, the sample from mixture No. 3 (5 wt.-% of WC-np) had a significantly higher RA content of 4.3 vol.-%. Further EBSD measurements were conducted in the lower middle and upper regions of the tool steel samples, which confirmed this correlation. These results are in good agreement with the XRD results. The average RA content of the pure tool steel sample was measured to be between 1 and 2 vol.-% [
44], while the RA values for the mixture No. 3 (5 wt.-% of WC-np) sample averaged between 4 and 5 vol.-%. The electron backscatter diffraction (EBSD) analysis also revealed a slight tendency for the RA content to vary depending on the location, with higher values in the bottom areas.
By comparing the inverse pole figures of the pure AISI H11 sample with those of the specimen manufactured using mixture No. 3, no preferred directions of crystallite orientation were observed. The crystallites in both samples have more or less the same spatial orientations (Miller indices). The XRD measurements also support this finding, as a clear preferred orientation of the crystallites could not be identified.
However, the WC-np have a tendency to influence the grain size. The specimen made from powder mixture No. 3 (maximum WC-np content) has a finer grain structure compared to the AISI H11 specimen, as shown in
Figure 13. To quantify the martensite grain size, the EBSD data were further processed and evaluated.
Figure 14a–d display the area-weighted fraction distribution of the cross-sectional martensite grains examined for the pure AISI H11 sample and the one made from mixture No. 3 (5 wt.-% of WC-np). The analysis was conducted for two different threshold angles (low-angle grain boundaries ≤ 10°; high-angle grain boundaries ≤ 15°).
The bar plots in
Figure 14 show that adding WC-np to the AISI H11 powder promotes the formation of martensite grains with smaller cross-sections. This is indicated by higher values of the area-weighted fraction for small grain cross-sections, as found for both low angle (≤10°) and high angle (≤15°) grain boundaries.
Table 7 summarizes the results of the EBSD grain size analysis, including the number of grains considered and the mean values of the martensite grain cross-sections. The EBSD measurements confirm the results of the XRD analysis, indicating that the added WC-np used to modify the initial AISI H11 hot work tool steel powder favor grain refinement, resulting in a finer martensitic or ferritic structure.
There are probably several overlapping reasons that explain the finer martensitic structure with increasing WC-np content. As discussed at the beginning of this section, due to the high solubility of WC in the molten steel, the majority of the introduced WC nanoparticles appear to initially dissolve partially or completely. This makes more carbon available for the precipitation of hardness- and strength-enhancing carbides during the cooling and solidification of the laser-induced melt pool. In particular, the high-melting special carbides VC and Mo2C of AISI H11 and WC-np, which are likely to be re-precipitated from the melt during solidification in small amounts, favor the formation of a finer microstructure by inhibiting the growth of primary austenite grains. Due to the process-specific high cooling rates, this effect could be further enhanced through the precipitation of very small WC particles of a few nanometers in size. However, to prove this, further investigations using Transmission Electron Microscopy (TEM) would be required.
In addition to the aforementioned reasons, it is probable that not all of the initially added WC-np will dissolve in the molten steel. Consequently, a few nanometer nuclei remain undissolved and are present in the melt. These particles act as additional crystallization nuclei, increasing the rate of crystallization and ultimately favoring the formation of finer martensite by counteracting the expansion of the primary austenite grains.
4.3. Influence of Heat Treatment on Microstructure
The microstructure of the investigated AISI H11 steel powder mixture appears to remain unchanged after S1-HT (one-time tempering at 580 °C for 2 h) when compared to the microstructure of the specimens in as-built conditions. The fine-grained dendritic microstructure showed no significant differences based on the analysis of chemically treated cross-sections of heat-treated specimens using SEM and OM (
Figure 15). The dendrites retained their acicular martensitic or ferritic inner structure even after one-time tempering (S1-HT), as shown in
Figure 15b–d.
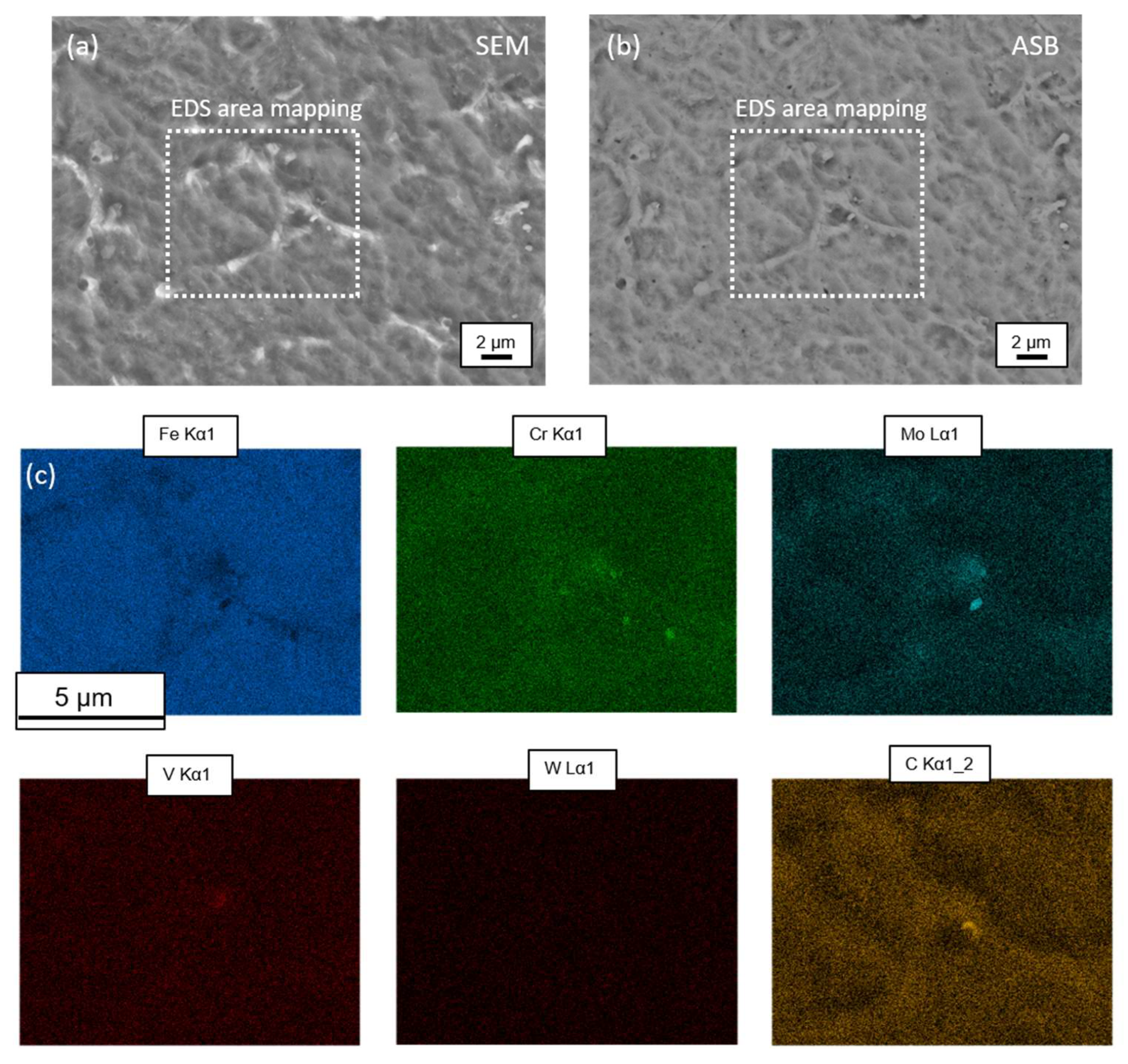
In addition, EDS area mappings (e.g.,
Figure A5) show that the main alloying elements, Cr, Mo, Mn and V, also tend to be concentrated in the interdendritic spaces, as is the case in the as-built specimens. In addition, the homogeneous distribution of tungsten within the dendrites does not seem to be affected by the implementation of S1-HT.
Nevertheless, the impact of the one-time tempering process (S1-HT) on the resulting microstructure is apparent in the RA content determined using XRD (refer to
Table 6 and
Figure 12a). There is a decrease in the RA content for all samples. The unmodified AISI H11 specimen was most affected by the one-time tempering, likely due to the parameters selected in accordance with the material specifications for AISI H11 [
13].
For the pure AISI H11 specimen, the RA content is 1.3 ± 0.4 vol.-% on average and is reduced by a factor of 7.27 after S1-HT compared to the as-built specimen [
44]. The specimen made from powder mixture No. 1 (1 wt.-% of WC-np) has a lower average RA content of 2.9 ± 1 vol.-% after heat treatment. This corresponds to a decrease of about 7 vol.-% compared to the as-built specimens. For the specimen made with powder mixture No. 2 (+2.5 wt.-% of WC-np), the RA content after S1-HT is 3.1 ± 1.1 vol.-%, which is a decrease of 7.5 vol.-% compared to the as-built material. The maximum RA content is found in the sample made from mixture No. 3, which contains the maximum WC-np content of 5 wt.-%. This value is 6.2 ± 1.4 vol.-%, which is a decrease of almost 8 vol.-% compared to the as-built sample.
The RA content of the WC-np-enriched tool steel specimens can be reduced by S1-HT using tempering parameters designed for the thermal treatment of unmodified AISI H11. S1-HT favors diffusion processes that, given sufficient time, result in the transformation of soft RA into a harder mixture of ferrite and cementite (iron carbide). This process leads to a reconfiguration and homogenization of the microstructure. It is important to note that by repeating the tempering process or optimizing the tempering parameters, while considering the exact chemical composition, it may be possible to further reduce the RA content in the specimens produced using the WC-np-enriched AISI H11 powder blends. From the unmodified AISI H11 to the specimens made out of mixture No. 3 with the maximum WC-np concentration, the trend in as-built samples and ones thermally post-processed using S1-HT seems to be the same: an increase in RA domain size with an increasing amount of WC-np or total carbon content, respectively (
Figure 12).
However, the domain size of RA decreases for specimens of the same chemical composition after undergoing S1-HT. This decrease appears to be a direct consequence of S1-HT and the decomposition of RA due to its conversion into ferrite and cementite. The unmodified AISI H11 specimen has a domain size of RA that corresponds to a mean value of 159 ± 52 Å, which is only 15 Å smaller than that of the as-built specimen [
44]. The average domain size of RA for the specimen made from powder mixture No. 1 (+1 wt.-%) decreased by about 20 Å compared to the non-heat-treated specimen, measuring 164 ± 53 Å. The specimen made from powder mixture No. 2 (2.5 wt.-% of WC-np) also showed a decrease of approximately 40 Å compared to the as-built samples, with a mean value of the RA domain size of 191 ± 30 Å. For the specimen with the highest WC-np content (powder mixture No. 3), the domain size of RA decreased from 361 ± 100 Å in as-built conditions to a mean value of 285 ± 40 Å after S1-HT treatment.
In contrast to the domain size of RA, the domain size of martensite is only marginally affected by S1-HT. The one-time tempering process (S1-HT) does not have a substantial effect on the domain size of martensite compared to the as-built specimens, as shown by the large standard deviations (
Figure 12b). The values are approximately of the same order of magnitude; see
Figure 12b. However, the relationship between the domain (crystallite) size of martensite and RA and the added WC-np content (total carbon content) is consistent with that of the as-built specimens.
After S2-HT, which consists of a hardening step followed by a single tempering step at 580 °C for 2 h, the microstructure of all specimens resembles a needle-like martensitic or ferritic microstructure, similar to that found in conventionally heat-treated AISI H11 steel.
Figure 16a–d show the martensitic microstructure for both the unmodified AISI H11 sample and the sample made from the powder mixture with the maximum WC-np content of 5 wt.-% of WC-np (mixture No. 3). The EDS mapping in
Figure A5 shows that the process-inherent dendritic microstructure and the dense carbide network, consisting mainly of Cr and Mo mixed carbides, have been completely dissolved. However, the VC, Mo2C and WC carbides appear to be present, as in the case of one-time tempered or as-built samples. During the austenitization step, the entire specimen is first converted to the high-temperature austenitic phase. Subsequently, the specimen is quenched in an oil bath below the martensite starting temperature (Ms), predominantly converting RA to martensite. The quenching process maintains constant thermal boundary conditions, resulting in similar cooling for all specimens. As a result, layer-dependent differences in microstructure almost disappear, and the microstructure homogenizes after a subsequent one-time tempering process.
As can be concluded from the XRD measurements shown in
Figure 12a and
Table 6, the RA content decreases significantly after thermal treatment with S2-HT compared to the specimens in the as-built condition. The RA content has average values that are in the order of magnitude of, or only slightly different from, the values obtained after S1-HT. For the specimen made with the pure AISI H11 powder, the mean value of the RA content is equal to 3.2 ± 0.7 vol.-% and increases to 3.6 ± 0.7 vol.-% for the specimen made with mixture No. 1 (1 wt.-% of WC-np). For the sample prepared with mixture No. 2 (2.5 wt.-% of WC-np), the RA content increases to an average of 4.4 ± 0.8 vol.-% and reaches its maximum value of 5.3 ± 1.2 vol.-% for the sample prepared with mixture No. 3, containing the maximum amount of WC-np. Consequently, the effect of the added WC-np on the resulting mean values of the RA content persists after the S2-HT carried out, as is the case for the as-built specimens or for the specimens post-processed using S1-HT.
The XRD measurements presented in
Figure 12a and
Table 6 indicate a significant decrease in RA content after thermal treatment with S2-HT compared to the as-built specimens. The average values of RA content are similar to or slightly lower than those obtained after S1-HT. The RA content mean value for the pure AISI H11 powder specimen is 3.2 ± 0.7 vol.-% [
44]. The RA content increases to 3.6 ± 0.7 vol.-% for the specimen made with mixture No. 1 (1 wt.-% of WC-np). The RA content increases to an average of 4.4 ± 0.8 vol.-% for the sample prepared with mixture No. 2 (2.5 wt.-% of WC-np) and reaches its maximum value of 5.3 ± 1.2 vol.-% for the sample prepared with mixture No. 3, containing the maximum amount of WC-np. Consequently, the effect of the added WC-np on the resulting mean values of the RA content persists after the S2-HT is carried out. This is also observed in the as-built specimens or in the specimens post-processed using S1-HT.
Irrespective of the WC content in the tool steel specimen investigated, a significant reduction in the domain size of RA was observed for all heat-treated specimens compared to the as-built specimens. The values of the RA domain size vary on average between 110 Å and 170 Å in the different materials. The observed low values of the RA domain size can be attributed to the decomposition of RA into ferrite and cementite associated with the one-time tempering process carried out as the last sub-step in the S2-HT. The mean value of the domain size of RA corresponds to 113 ± 17 Å for the unmodified AISI H11 specimen and increases slightly to 134 ± 12 Å for the specimen made from mixture No. 1 (+1 wt.-% of WC-np). For the specimen made with mixture No. 2 (+2.5 wt.-% of WC-np), the value is 159 ± 17 Å and reaches its maximum of about 170 Å for the specimen made with mixture No. 3 (+5 wt.-% of WC-np). The effect of the added nanoscale WC additives on the RA content is still present in the same way as for the samples in as-built conditions and those heat-treated with S1-HT.
Contrary to the domain size of RA, the domain size of martensite decreased with an increasing amount of WC-np added to the AISI H11 powder. The martensite domain size has a mean value of 382 ± 61 Å for the pure AISI H11 sample and decreases to 293 ± 61 Å when only 1 wt.-% of WC-np is added to the AISI H11 powder. The martensite domain size for the sample made from mixture No. 2 (+2.5 wt.-% of WC-np) has a smaller mean value of 265 ± 59 Å. The minimum domain size of martensite was observed for the sample from mixture No. 3 with the maximum WC-np concentration of 5 wt.-%. This value corresponds to 225 Å.
Finally, at this stage, it can be concluded that the addition of the WC-np favors the formation of a finer martensitic or ferritic structure in the manufactured solids even after carrying out different post-heat treatment strategies close to industrial application.
Regardless of the WC content in the tool steel specimen investigated, all heat-treated specimens showed a significant reduction in the domain size of RA compared to the as-built specimens. The average values of the RA domain size varied between 110 Å and 170 Å in the different materials. The small size of the RA domain can be attributed to the decomposition of RA into ferrite and cementite during the one-time tempering process carried out as the last sub-step in the S2-HT. The average domain size of RA is 113 ± 17 Å [
44] for the unmodified AISI H11 specimen and slightly increases to 134 ± 12 Å for the specimen made from mixture No. 1 (+1 wt.-% of WC-np). The domain size of the specimen made with mixture No. 2 (+2.5 wt.-% of WC-np) is 159 ± 17 Å, while it reaches a maximum of about 170 Å for the specimen made with mixture No. 3 (+5 wt.-% of WC-np). The effect of the added nanoscale WC additives on the RA content remains the same as for the samples in as-built conditions and those heat-treated with S1-HT.
The domain size of martensite decreased with an increasing amount of WC-np added to the AISI H11 powder, unlike the domain size of RA. The mean martensite domain size of the pure AISI H11 sample is 382 ± 61 Å [
44]. When only 1 wt.-% of WC-np is added to the AISI H11 powder, the mean martensite domain size decreases to 293 ± 61 Å. The sample made from mixture No. 2 (+2.5 wt.-% of WC-np) has a smaller mean value of 265 ± 59 Å for the martensite domain size. The minimum domain size of martensite was observed for the sample from mixture No. 3, which had the maximum WC-np concentration of 5 wt.-%. This value corresponds to 225 Å.
Finally, it can be concluded that the addition of WC-np promotes the formation of a finer martensite or ferrite in the manufactured solids, even after undergoing various post-heat treatment strategies close to industrial application.
4.4. Impact of WC-np on Vickers Hardness
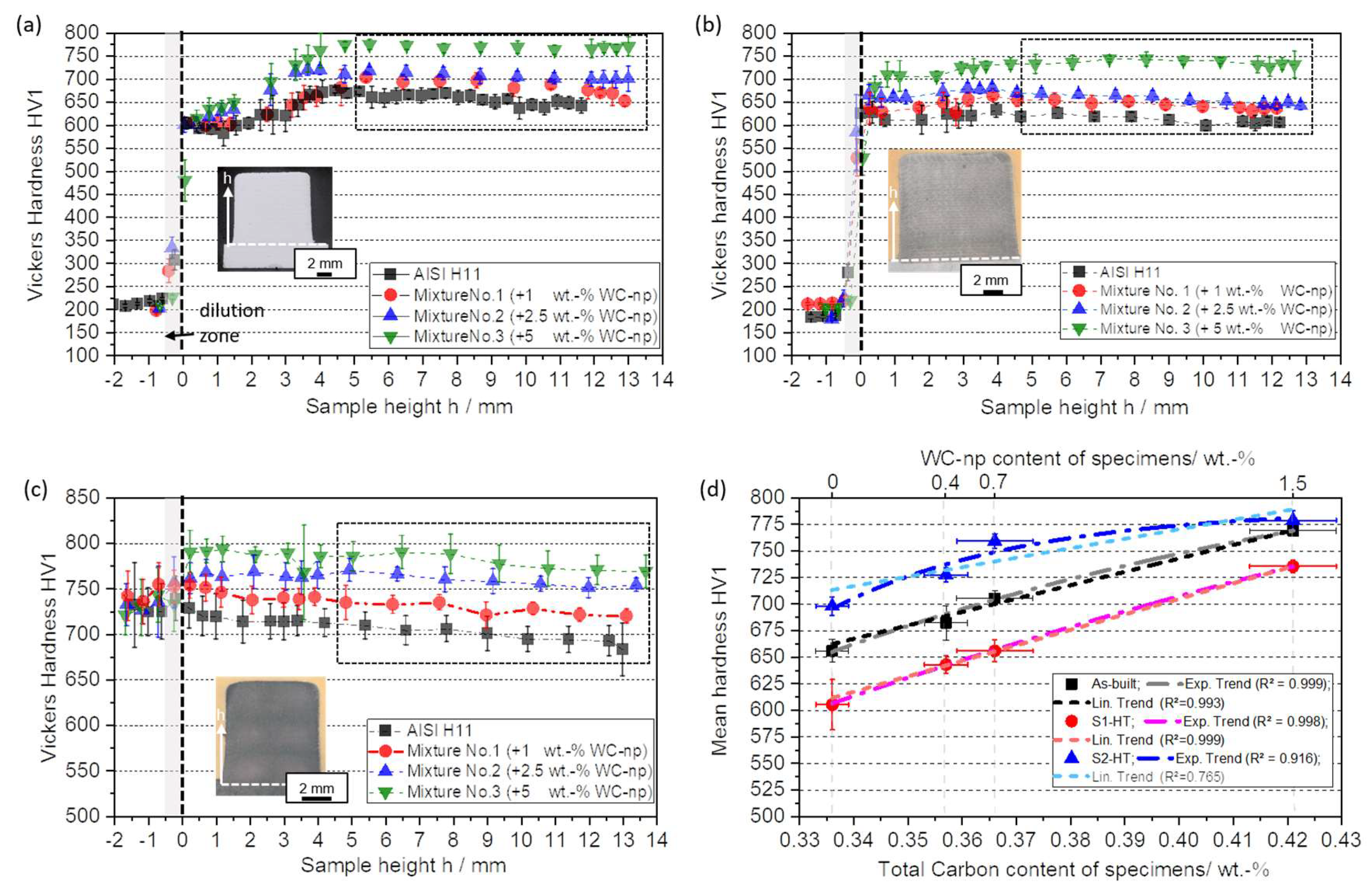
Figure 17a displays the Vickers hardness HV1 measurements plotted against sample height for all 30-layer specimens under as-built conditions. Regardless of the processed tool steel powder mixture, all builds exhibit a characteristic non-linear hardness profile. The lower area consistently exhibits the lowest hardness values. The hardness of the specimen increases as its height increases, resulting in a hardness gradient that reaches a constant maximum level in the middle and upper parts of the specimen (see
Figure 17a). These characteristic hardness courses and gradients can be attributed to the in-process heat treatment of the lower layers due to strong thermal cycling during the ongoing layer-by-layer manufacturing process, as described in
Section 4.2. The measured hardness profiles correlate well with the specimen height dependence of the RA content (
Table 6), providing a plausible explanation for the low hardness in the lower region, the hardness gradient and the constant high hardness in the center and upper part of the manufactured AI-SI H11 specimens.
Comparing the hardness profiles and mean hardness of the manufactured specimens reveals a steady increase in hardness with higher amounts of WC-np used to modify the initial AISI H11 powder (
Figure 17a,d). The unmodified AISI H11 specimen has an average hardness of approximately 653 ± 10 HV1 [
44] in the middle and upper part of the specimen, while the addition of 1 wt.-% of WC-np increases the hardness to about 682 ± 16 HV1. As the content of WC-np increases, the average hardness also increases. For instance, the sample made from powder mixture No. 2 (2.5 wt.-% of WC-np) corresponds to 705 ± 7 HV1. The maximum hardness of 770 ± 4 HV1 is measured for the specimen made from powder mixture No. 3, which contains the highest concentration of WC-np or total carbon. The mean hardness increase can be estimated through a linear or exponential increase, depending on the total carbon content or WC-NP content of the produced specimens (refer to
Figure 17d).
There are several overlapping reasons for the observed increase in hardness as a function of total carbon or WC-np content. First, the higher carbon content in the WC-np-enriched specimens, resulting from the dissolution of the initially added WC-np in the steel melt, promotes a greater distortion of the formed martensite. The induced change in martensite morphology results in an increase in local hardness and strength. In addition, the dissolution of the initially added WC-np may ultimately leave more carbon available for the precipitation of various hardness- and strength-enhancing carbides (e.g., special carbides WC, VC, Mo2C or alloy-specific Cr and Mo mixed carbides). Apart from this, another reason for the observed hardness increase is that the WC-np seem to favor grain refinement and thus the formation of a finer martensitic or ferritic structure within the dendrites.
Figure 17b shows the hardness profiles of 30-layer manufactured specimens as a function of specimen height after post-treatment with S1-HT. Irrespective of the tool steel specimen examined, the hardness gradient between the lower layers and the middle and upper parts of the specimen can be significantly reduced by carrying out S1-HT.
There is an increase in hardness in the lower part compared to the as-received specimens, which can be attributed to the transformation of (soft) RA into a (harder) mixture of ferrite and cementite. Conversely, taking into account the standard deviation, there is a slight decrease in hardness in the upper part compared to the as-built specimens. Finally, the local decomposition of RA caused by the diffusion process associated with the single heat treatment (S1-HT) homogenized the microstructure and more or less completely compensated for the layer-related hardness differences.
The hardness-increasing effect of the added WC-np is maintained even after S1-HT, and there is a clear correlation between the maximum hardness and the total carbon content or WC-np added to the AISI H11 powder. The increase in hardness as a function of carbon content or added WC-np can be well approximated with a linear or exponential trend.
The specimen produced using powder mixture No. 3, which contains the maximum concentration of WC-np or total carbon content, respectively, had a maximum hardness value of 735 ± 6 HV1. This value is slightly lower than the average hardness in the as-built condition (cf.
Figure 17d), which is 605 ± 6 HV1 [
44] for the pure AISI H11 sample after S1-HT. Therefore, the hardness value is approximately 130 HV1 higher than the average hardness of 605 ± 6 HV1 [
44] for the pure AISI H11 sample after S1-HT. The mean hardness value in the middle and upper part of the specimen made with powder mixture No. 2 (2.5 wt.-% of WC-np) was determined to be 656 ± 10 HV1, which is a decrease of approximately 45 HV1 compared to the as-built specimen. Similarly, for the specimen made with powder mixture No. 1 (1 wt.-% of WC-np), the average hardness measured in the middle and upper part was 643 ± 8 HV1, which is a decrease of about 40 HV1 compared to the as-built condition.
Figure 17c displays the Vickers hardness profile based on sample height after thermal post-treatment using S2-HT, which involves a two-step hardening process followed by single tempering (580 °C, 2 h). Similar to the tempered specimens, the local hardness differences resulting from the in-process heat treatment were largely compensated for through the reconfiguration of the microstructure after S2-HT. As a result, the specimen height did not affect the observed level of hardness on the investigated tool steel sample. However, the effect of added WC-np on a hardness increase remained unchanged after S2-HT, as shown in
Figure 17c,d.
The maximum hardness was measured for the specimen made with powder mixture No. 3 (+5 wt.-% of WC-np). It assumes an average value of 778 ± 9 HV1 in the middle and upper part of the specimen. This corresponds to an increase of approximately 80 HV1 compared to the unmodified AISI H11 specimen with a mean hardness of 698 ± 9 HV1. For the specimen made from powder mixture No. 2 (2.5 wt.-% of WC-np), the average hardness was determined to be 759 ± 7 HV1, an increase of approximately 60 HV1 compared to the AISI H11 specimen. The average hardness of the sample prepared from powder mixture No. 1 (1 wt.-% of WC-np) is 727 HV1 ± 6 HV1, which is almost 30 HV1 higher than the mean hardness of the pure AISI H11 sample; see
Figure 17d.
The maximum hardness measured for the specimen made with powder mixture No. 3 (+5 wt.-% of WC-np) was 778 ± 9 HV1 in the middle and upper part of the specimen. This represents an increase of approximately 80 HV1 compared to the unmodified AISI H11 specimen, which had a mean hardness of 698 ± 9 HV1 [
44]. The average hardness of the specimen made from powder mixture No. 2 (2.5 wt.-% of WC-np) was determined to be 759 ± 7 HV1, which is approximately 60 HV1 higher than that of the AISI H11 specimen. The average hardness of the sample prepared from powder mixture No. 1 (1 wt.-% of WC-np) is 727 HV1 ± 6 HV1, which is almost 30 HV1 higher than the mean hardness of the pure AISI H11 sample (see
Figure 17d).
4.5. Impact of WC-np on Compression Properties
Regardless of the post-treatment performed, the compressive yield strength significantly increased with the addition of WC-np to the tool steel powder compared to the unmodified AISI H11 specimens. The yield strength increases approximately linearly with increasing total carbon content or WC-np content.
Figure 18a shows that under as-built conditions, the Y
0.2% increases from 1839 ± 61 MPa [
44] for the AISI H11 specimen to 2013 ± 64 MPa for the specimen made with powder mixture No. 1 (+1 wt.-% of WC-np). The concentration of nanoscale WC additives directly correlates with the increase in Y
0.2% of the manufactured specimens. For specimens made from powder mixture No. 2 (+ 2.5 wt.-% of WC-np), the average value of Y
0.2% is 2046 ± 41 MPa. The specimens made from mixture No. 3 have a maximum mean value of Y
0.2% of 2188 ± 26 MPa, which is an increase of almost 350 MPa compared to the pure AISI H11 specimens. This indicates a clear correlation between the maximum achievable yield strength and the concentration of WC-np in the as-built condition. The trend observed for hardness is similar (
Section 4.4).
In contrast to the observed increase in Y
0.2% and hardness, the addition of WC-np leads to a decrease in ductility. This is shown in
Figure 18b, where a noticeable decrease in the maximal strain (ductility) is observed. The maximal strain decreases approximately linearly with increasing carbon content and is therefore inversely related to Y
0.2%.
While the maximum strain for the unmodified AISI H11 specimens has a comparatively high mean value of 32 ± 1.3% [
44], it decreases with increasing WC-np content to an average of 24 ± 0.3% for the specimens made from powder mixture No. 1 (+1 wt.-% of WC-np). For the specimens made with powder mixture No. 2 (+2.5 wt% of WC-np), the maximum strain was determined to be 22 ± 2.3%. The minimum mean value for the maximum strain of 12 ± 0.7% was determined for the specimen prepared using powder mixture No. 3, containing the maximum WC-np content.
After undergoing a one-time tempering process at 580 °C for 2 h (S1-HT), the microstructure is homogenized by transforming the soft RA into a harder mixture of ferrite and cementite, while simultaneously reducing internal stresses. As a result, the yield strength shows a slight increase. For the pure AISI H11 specimens, Y
0.2% has a mean value of 1930 ± 25 MPa [
44], which is an increase of approximately 90 MPa compared to the as-built specimens. The mean value of Y
0.2% for specimens made with powder mixture No. 1 (1 wt.-%) is 1992 ± 12 MPa. For specimens made with powder mixture No. 2 (2.5 wt.-% of WC-np), it increases to 2068 ± 16 MPa. The maximum Y
0.2% observed for specimens made with powder mixture No. 3, containing the maximum WC-np concentration, was also observed after S1-HT, similar to the specimen tested under as-built conditions. This value corresponds to 2251 ± 16 MPa. The Y
0.2% increases approximately linearly depending on the total carbon content and remains unchanged.
Irrespective of the concentration of WC-np in the initial powder mixture, the one-time tempering process (S1-HT) significantly improved the ductility of all specimens; see
Figure 19b. This is manifested in an increase in the maximum achievable strain compared to the specimens under as-built conditions. The improvement in ductility is likely to be related to a reduction in process-specific internal stress and the decomposition of RA caused by the reconfiguration of the microstructure during the tempering process. As expected, the maximum strain achieved for the unmodified AISI H11 specimens takes on an average value of 40 ± 2.6%, which is 8% higher than in the as-built condition. For the specimens made with powder mixture No. 1 (1 wt.-% of WC-np), a maximum strain of 38 ± 1.5% was determined on average. The maximum strain decreases to an average value of 35 ± 0.6% for the specimens made with powder mixture No. 2 (2.5 wt.-% of WC-np) and reaches its minimum value of 25 ± 3.9% for the specimens made with powder mixture No. 3 (+5 wt.-% of WC-np).
Regardless of the concentration of WC-np in the initial powder mixture, the one-time tempering process (S1-HT) significantly improved the ductility of all specimens, as shown in
Figure 18b. This improvement is demonstrated by an increase in the maximum achievable strain compared to the specimens under as-built conditions. The increase in ductility is likely due to a reduction in process-specific internal stress and the decomposition of RA caused by the reconfiguration of the microstructure during the tempering process. The maximum strain achieved for the unmodified AISI H11 specimens is on average 40 ± 2.6% [
44], which is 8% higher than in the as-built condition. The strain values for the specimens made with different powder mixtures are as follows: For powder mixture No. 1 (1 wt.-% of WC-np), the maximum strain was determined to be 38 ± 1.5% on average. For powder mixture No. 2 (2.5 wt.-% of WC-np), the maximum strain decreases to an average value of 35 ± 0.6%. Finally, for powder mixture No. 3 (+5 wt.-% of WC-np), the maximum strain reaches its minimum value of 25 ± 3.9%.
After thermal post processing of manufactured test specimens, applying S2-HT, the mean value of Y
0.2% of the unmodified AISI H11 is equal to 1859 ± 13 MPa [
44]. Considering the standard deviation, this value is close to the Y
0.2% for the AISI H11 samples without additional heat treatment. As it is the case for all specimens under as-built conditions and tempered ones, Y
0.2% enhances with an increasing content of WC-np even after carrying out S2-HT. For test specimens made out of powder mixture No. 1, Y
0.2% takes on a mean value of 1945 ± 22 MPa and increases to 2041 ± 11 MPa for ones from powder mixture No. 2 (+2.5 wt.-% of WC-np). As in the case of the non-heat-treated and one-time-tempered specimens, the maximum Y
0.2% was detected for test specimens from powder mixture No. 3 and it corresponds to 2097 ± 28 MPa.
As already proven for specimens in the tempered state, after carrying out S2-HT, the ductility of manufactured specimens improves due to induced microstructural changes compared to as-built specimens; see
Figure 18b. The maximal strain for the unmodified AISI H11 samples corresponds to 38 ± 1.1% [
44] on average and decreases to a mean value of 33.1 ± 1.1% for specimens made out of mixture No. 1 (+1 wt.-% of WC-np). For builds made from powder mixture 2 (+2.5 wt.-% of WC-np), the ductility continues to decrease and the maximum strain is on average only 33%. A minimum value of about 31% for the maximum strain occurs for specimens made from powder mixture 3 (+5 wt.-% of WC-np), i.e., the highest concentration, 5 wt.-% of WC-np, was added.
At this stage, it can be concluded that the tool steel specimens manufactured and post processed using heat treatments (S1-HT, S2-HT) close to industrial use exhibit high compression yield strength and at the same time improved ductility compared to the specimens under as-built conditions.
In order to determine the role of the WC-np in the forming behavior of the as-manufactured specimens, the strain–stress curves shown in
Figure 19a–d were examined in detail, focusing on the plastic deformation region. Irrespective of the tool steel powder blend used, all specimens in the as-built condition show a steep increase in compressive stress during plastic deformation in the compression tests. This course of the strain–stress curves appears to be characteristic of additively manufactured tool steel specimens and is due to strain hardening effects that occur during forming. Others [
21,
33] who have examined the mechanical properties of tool steel specimens with similar chemical composition produced in DED-LB/M via compression testing have already reported comparable behavior. In particular, the conversion of soft RA to harder martensite due to deformation-induced phase transformation could be a major contributor to strain hardening. Therefore, the strain hardening effect tends to be much more pronounced in the as-built specimens made with the WC-np-enriched powder blends due to the higher RA contents; see also
Figure 19a and
Table 6.
When the specimens were thermally post-treated using the two strategies studied (S1-HT, S2-HT), the strain hardening effect was significantly weakened due to the decomposition of RA and the homogenization of the microstructure resulting from the heat treatment. As can be seen from the strain–stress curves presented in
Figure 19a–d, this is manifested in particular through the reduction in the slopes in the plastic deformation range for tool steel specimens thermally post-treated with S1-HT and S2-HT.



 ,
, 








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}