Abstract
Increased welding speeds are often used to achieve high welding efficiency. However, welding defects, including pores and humps, can easily be formed under high-speed welding conditions. Therefore, a numerical calculation method is proposed to analyze the molten pool dynamic behaviors during high-speed oscillation laser welding with the aluminum alloy. The experiments on high-speed oscillation laser welding are conducted to confirm the simulated results, and both are found to be in good agreement. The distribution characteristics of the temperature field under the condition of a high welding speed are discussed. With the influence of the stirring process from the oscillation laser beam, the temperature gradient is reduced and fluid flow velocity is decreased. The fluid flow in non-oscillation laser welding is more intense than that in oscillation laser welding. It is found that the proposed method can be used to guide the selection of the optimal process parameters for improving welding efficiency and quality in the practical welding process.
1. Introduction
Aluminum alloy is attractive to various fields including rail transit, aerospace, automobile, and other related industries owing to its advantages, such as high strength and excellent corrosion resistance [1,2,3,4]. Laser welding is a precise, non-contact advanced technology and is highly flexible and accurate in joining aluminum alloy materials [5]. However, welding defects, including pores and hot cracks, can easily be formed in welds during aluminum alloy welding. Many advanced welding technologies are used to improve the temperature distribution and molten pool dynamic behaviors to suppress the formation of welding defects [5,6]. Welding efficiency is highly related to welding defect formation. Therefore, exploring the formation of welding defects during aluminum alloy laser welding at a high speed is practical for achieving high-quality welding.
Aluminum alloy laser welding has been studied widely by experimental methods to explore welding defect formation. Bunaziv et al. [7] analyzed the solidification, cracking, and porosity during laser beam and laser-arc hybrid welding of aluminum alloys. Ma et al. [8] obtained excellent welded joints without cracks in 7075 aluminum alloy laser welding. The cracking formation mechanism was revealed in their results. Indhu et al. [9] conducted a conduction welding process of a dual-phase steel and aluminum alloy by high-power diode laser. Their results showed that the mechanical properties of welded joints were greatly affected by the microstructure formed in the fusion region of the weld. Xu et al. [10] established a vacuum chamber with an oscillating electromagnetic molten pool support system to study the A5083 aluminum alloy laser welding process. Their observed results showed that the weld width in the upper zone and weld porosity were mainly affected by the ambient pressure. Kang et al. [11] analyzed the influence of beam intensity distribution on the weld during aluminum alloy butt welding. It was found that welding defects were reduced by the modulated beams, and a funnel-shaped weld was formed. Oana et al. [12] used filler material to adjust the chemical composition of the molten pool in the laser welding of some alloys with aluminum bases of the 6xxx series and discussed the effects of the additive materials on the macro- and microstructure in the welded joints. Herinandrianina et al. [13] found that the oscillating laser beam was an innovative technique that led to an important improvement in laser welding quality. Their results indicated that the oscillation amplitude had a great influence on the aluminum alloy welding quality. Jiang et al. [14] determined that the stronger stirring effects from the oscillating laser beam could capture the bubbles in the molten pool to greatly reduce the pores.
Numerical simulation is useful for revealing the underlying physics during the welding process. To understand the formation process of welding defects, the numerical calculation method has been introduced for aluminum alloy laser welding. Liu et al. [15] established a three-dimensional model considering the magnetohydrodynamics and keyhole-free surface to analyze the influence of magnetic field orientation on the suppression of weld porosity. They found that the long molten pool and small penetration depth were formed under the conditions of the magnetic field X-axis and magnetic field Y-axis, and the weld porosity defects were reduced greatly. Chen et al. [16] investigated the influence of oscillating frequency on weld formation and grain structure by numerical simulation. Their results showed that the frequency increase led to a decrease in actual heat input and, hence, the keyhole depth. Ke et al. [17] explored keyhole-induced porosity formation during welding with an oscillating laser beam by the numerical method, and the porosity formation mechanism was revealed. Beiranvand et al. [18] determined the relationship between the effective laser absorption coefficient of four Al alloys and, in parallel, electron-probe microanalyzer (EPMA) techniques by numerical simulation to obtain the Mg losses of the weld metals. Their analyzed results showed that Mg evaporation and the effective laser absorption coefficient were increased with the increase in laser pulse energy. Yin et al. [19] adopted numerical simulation modeling to study the laser mirror welding of aluminum alloys, and the characteristics and evolution mechanism of porosity were revealed. Their results showed that the large process porosities near the fusion line could be divided into two types.
However, the temperature field and fluid flow behaviors in high-speed aluminum alloy laser welding have rarely been studied in previous research, especially high-speed oscillation laser welding. Therefore, a numerical calculation method is proposed to analyze and discuss the temperature field distribution and molten pool dynamic behaviors in oscillation laser welding with aluminum alloy in high-speed welding. The cross sections of welds from non-oscillation laser welding and 8-shaped oscillation laser welding are compared. The dynamic behavior characteristics are extracted, based on the simulated results. It is found that the obtained simulation results are close to the experimental results. Therefore, the proposed method is validated and efficient for achieving an excellent weld with a high welding speed.
2. Mathematical Modeling
2.1. Governing Equations
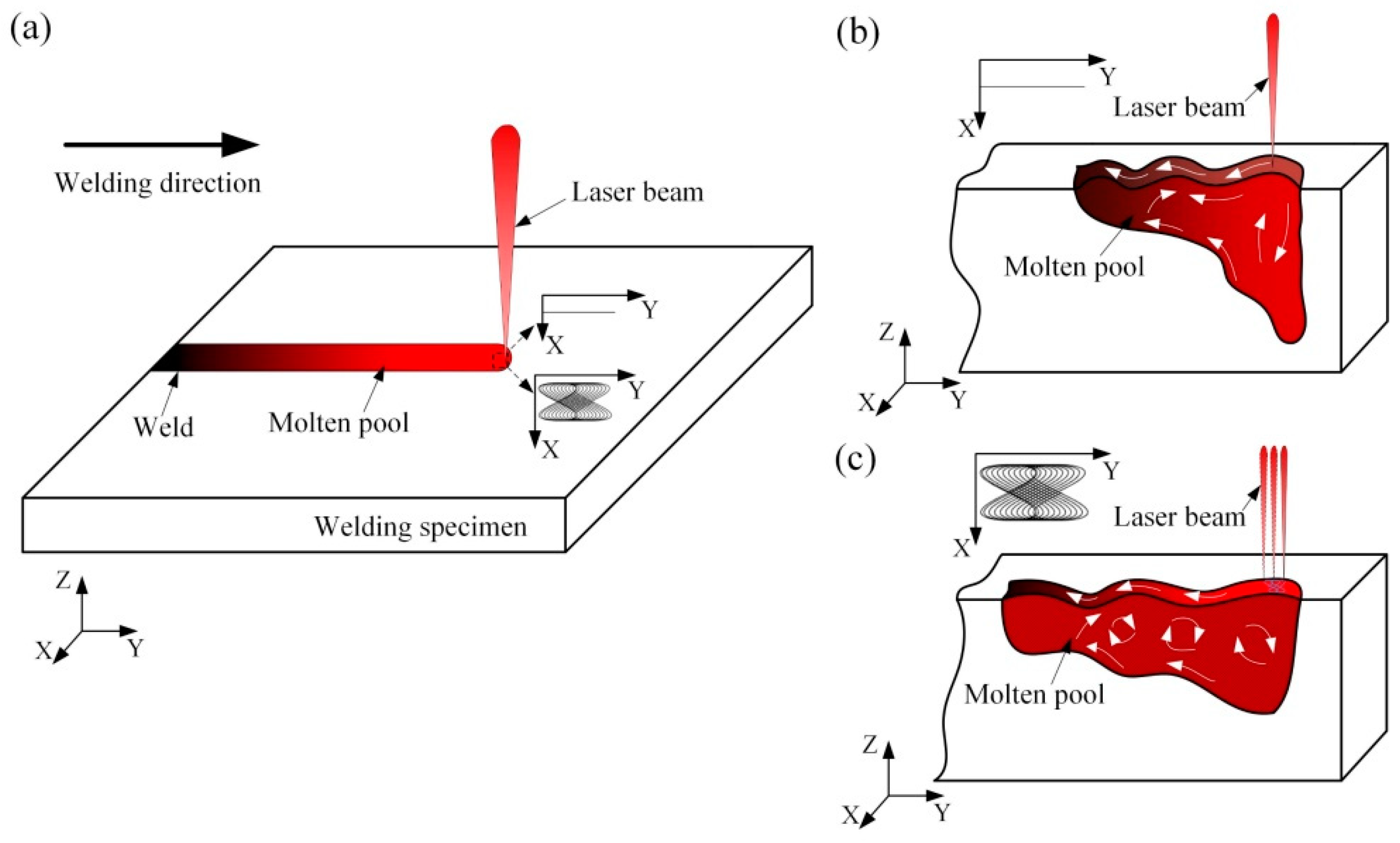
Laser welding is a complex process in which the base material interacts with a laser beam to melt and achieve the joining of materials. It involves many complex physical phenomena including laser radiation, heat conduction, heat convection, etc. The schematic of the non-oscillation and 8-shaped oscillation laser welding processes is shown in Figure 1.
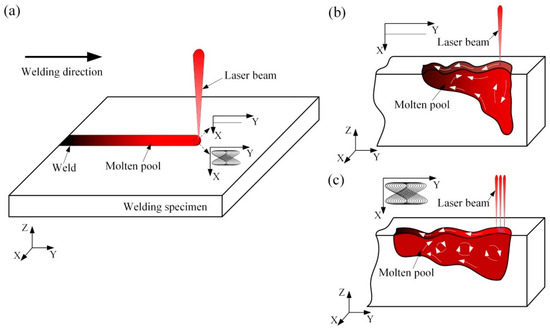
Figure 1.
Schematic of the laser welding processes: (a) laser welding process; (b) non-oscillation laser welding process; (c) 8-shaped oscillation laser welding process.
The heat and mass transfer phenomena involved in non-oscillation and 8-shaped oscillation laser welding can be expressed as follows [20,21]:
Continuity equation:
Momentum equation:
Energy equation:
where , , t, and P are velocity, density, time, and pressure, respectively. μ is viscosity, and is gravitational acceleration. is the thermal expansion coefficient. T, , and K are the workpiece temperature, reference temperature, and Carman–Kozeny coefficient. is the enthalpy. k, , and are thermal conductivity and source terms of momentum equation and energy equation.
The Carman–Kozeny coefficient, K, can be calculated as [22]:
where is an empirical constant and is a small constant for convergence purpose. is the liquid fraction which can be described as [23]:
where and are the solidus temperature and liquidus temperature.
2.2. Laser Energy Absorption
During the laser welding process, the laser beam energy is transferred to the specimen. In the current research, the Gaussian rotating-body heating source model is consistent with the profile of the weld after multiple attempts. Hence the Gaussian rotating-body heating source model is adopted to describe the laser beam absorption. The heat flux of the Gaussian rotating-body heating source, , can be expressed as [24]:
where Q and are the laser power and laser absorption rate. x, y, and z indicate the coordinates of the Cartesian coordinate system in three directions. is the upper-surface radius of Gaussian rotating-body heating source. is the depth of the Gaussian rotating-body heating source and h is the thickness of the welding specimen.
2.3. The VOF Method
The volume fraction, F, is used to describe the change in phases in the computational domain. The volume fraction for the n-phase fluid is Fn, which is defined as follows. If Fn = 0, there is no n-phase fluid in the cell. If Fn = 1, the cell is filled with the n-phase fluid. If 0 < Fn < 1, the cell contains the n-phase fluid and other phase fluids. The volume fraction, F, can be calculated as [25]:
2.4. Boundary Conditions
Considering the energy loss caused by convection and radiation, the boundary condition for the surfaces of the base material is expressed as [26,27]:
where is the convection coefficient and is the radiation emissivity. is the Stefan–Boltzmann constant. is the ambient temperature.
The Marangoni effect in the molten pool is taken into account, and the corresponding Marangoni force can be expressed as [28]:
where is the Marangoni force. and are the surface tension coefficient and unit area, respectively.
2.5. Numerical Implementation
The finite volume method is selected to solve the numerical models for the non-oscillation and 8-shaped oscillation laser welding processes by the computational fluid dynamics software, Fluent 19.2. The calculation time step is set according to the Courant number to ensure the stability of the solution process. The convergence of the iterative calculation process is judged as the calculating residuals. When the residual value is less than the standard convergence value, the iterative calculation process can be terminated. The corresponding thermophysical parameters of the 6061 aluminum alloy are determined by calculation software JMatPro and other published literatures and tabulated in Table 1.

Table 1.
The corresponding thermophysical parameters of 6061 aluminum alloy [29,30,31].
3. Experiments
3.1. Material
During the experimental processes of the non-oscillation and 8-shaped oscillation laser welding, 6061 aluminum alloy is selected as the base material. The corresponding chemical composition is shown in Table 2. The dimensions of the specimens prepared for the welding process are 150 mm × 100 mm × 2 mm. Before welding, the alumina and oil stains on the welding specimen surfaces are removed. To avoid the aluminum alloy surface being oxidized again, the welding experiments are carried out immediately after removing the alumina and oil stains.
Table 2.
Chemical composition (wt.%) [32].
3.2. Laser Welding System
The experimental processes for the non-oscillation and 8-shaped oscillation laser welding are conducted. The oscillation laser is a fiber laser and from the galvanometer scanner. During the welding process, argon is adopted as the side-blow shielding gas, with a flow rate of 20 L/min to protect the welding region on the welding specimens. During the experimental process, the laser power and focal position are set as 1500 W and 0 mm. The effects of welding speeds on the weld morphologies in the 8-shaped oscillation laser welding are analyzed. The selected welding speeds are 3, 5, 7, 9, 11, 13, and 15 m/min in the 8-shaped oscillation laser welding. The oscillation frequency and amplitude are set as 120 Hz and 1.2 mm for the whole 8-shaped oscillation laser welding process. In the non-oscillation laser welding, the welding speed is set as 15 m/min.
3.3. Experimental Results Analysis
The weld morphologies formed under the conditions of different welding speeds are significantly different in the 8-shaped oscillation laser welding process. The weld morphologies in the cross sections and on the upper surfaces are extracted, and the effects of welding speeds on the weld morphologies are analyzed after the 8-shaped oscillation laser welding experiments.
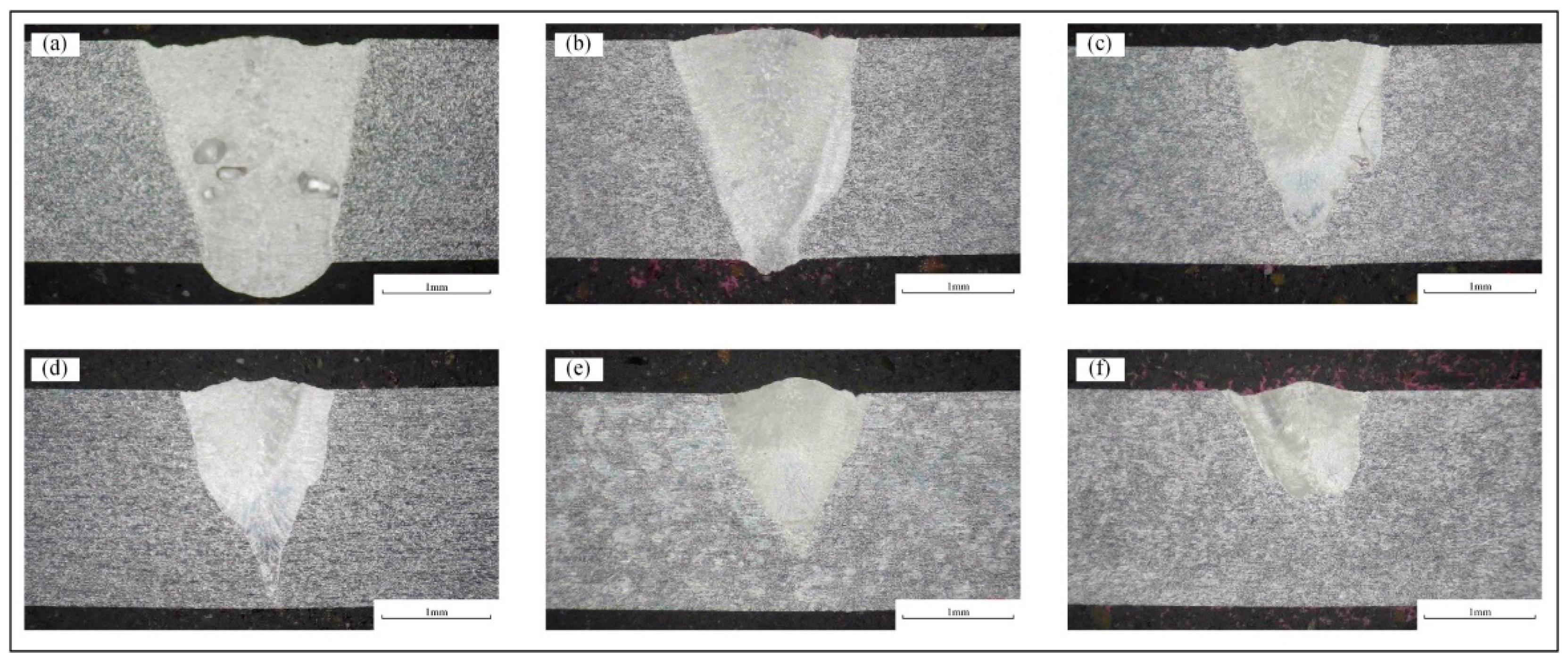
The weld morphologies in the cross sections under the conditions of different welding speeds are shown in Figure 2. In Figure 2, it can be seen that the cross sections of the 8-shaped oscillation laser welding are wide in the upper part of the weld and narrow in the bottom part of the weld. The base material is fully penetrated under the conditions of welding speeds of 3 and 5 m/min, as shown in Figure 2a,b, while the base material is not fully penetrated under the conditions of welding speeds of 7, 9, 11, and 13 m/min, due to the reduction of the laser line energy, as shown in Figure 2c–f.
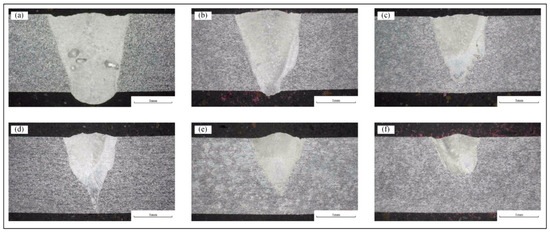
Figure 2.
The weld morphologies in the cross sections: (a–f) the 8-shaped oscillation laser welding under welding speeds of 3, 5, 7, 9, 11, and 13 m/min.
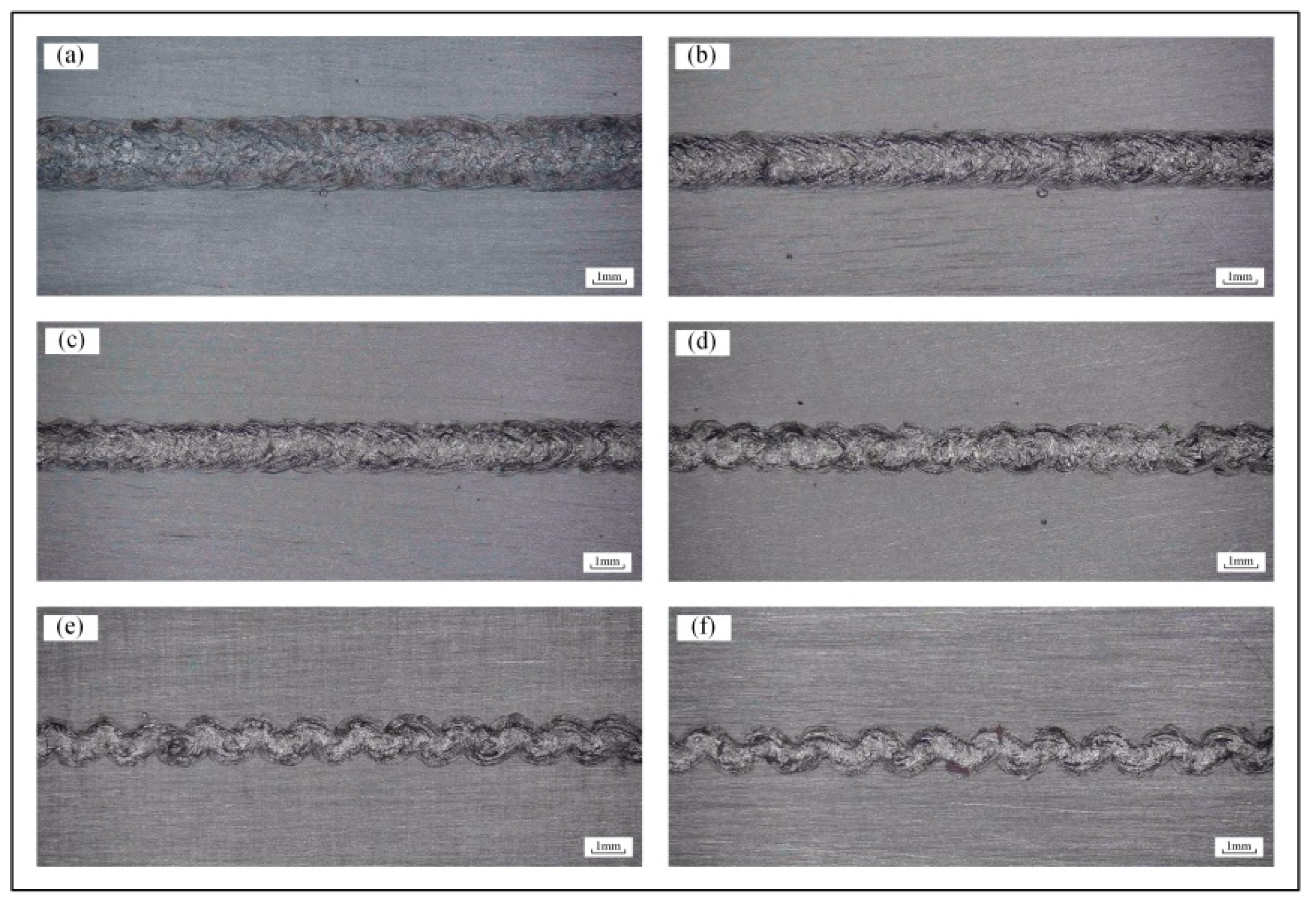
The weld morphologies on the upper surfaces under the conditions of different welding speeds are shown in Figure 3. It can be seen that the width of the weld region is almost uniform. Under the conditions of welding speeds of 3, 5, and 7 m/min, the upper surfaces of the formed welds are better quality, as shown in Figure 3a–c, while the obtained weld upper surfaces exhibit the “w” shape, and the uniformity of the width has been decreased under the conditions of high welding speeds of 9, 11, and 13 m/min, as shown in Figure 3d–f.
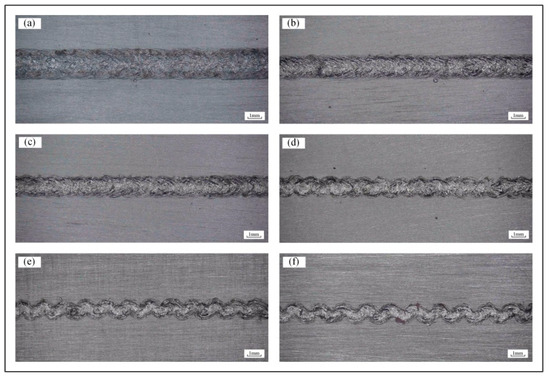
Figure 3.
The weld morphologies on the upper surfaces: (a–f) the 8-shaped oscillation laser welding under welding speeds of 3, 5, 7, 9, 11, and 13 m/min.
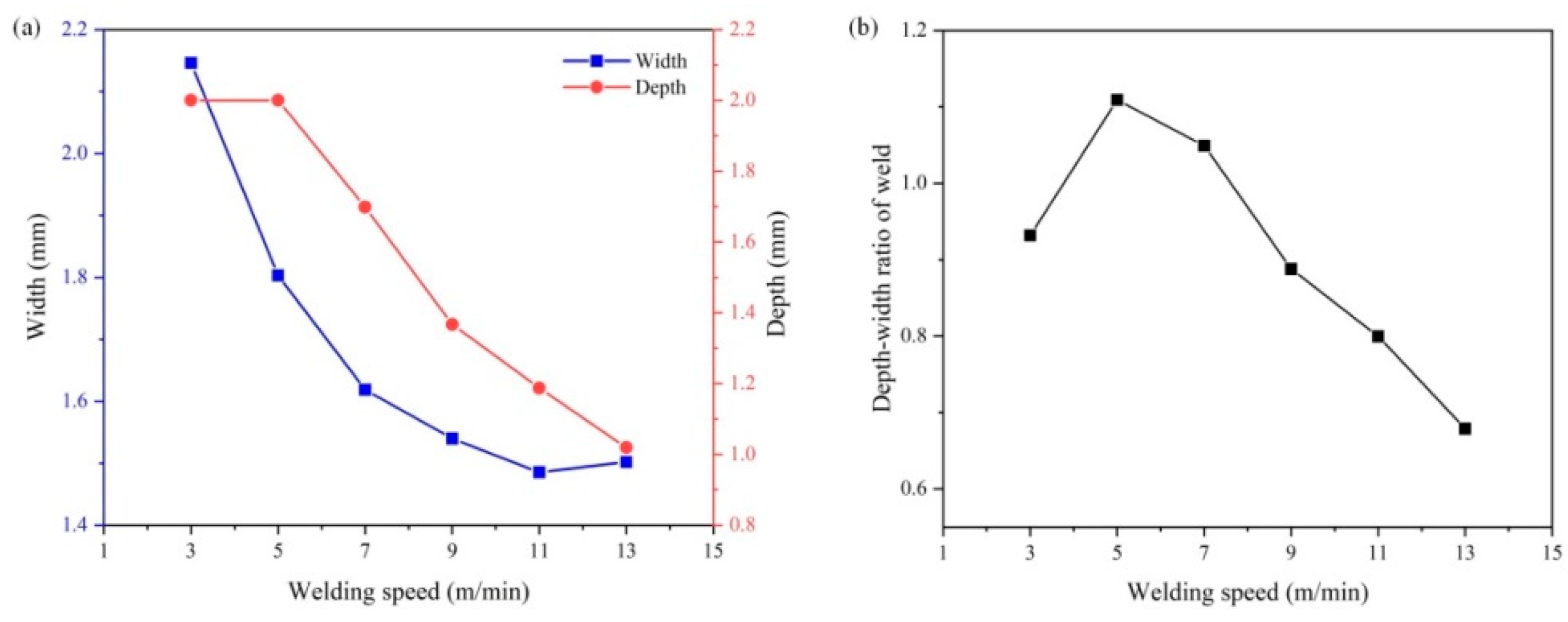
The influences of welding speeds on the weld morphologies are shown in Figure 4. The weld width decreases with the increase in welding speed from 3 m/min to 11 m/min, and the weld depth decreases with the increase in welding speed from 5 m/min to 13 m/min, as shown in Figure 4a. This is because the laser line energy decreases with the welding speed increase. From Figure 4b, the weld depth–width ratio decreases with the increase in welding speed from 5 m/min to 13 m/min, which indicates the weld quality is poor when the welding speed of 8-shaped oscillation laser welding of 6061 aluminum alloy is high.
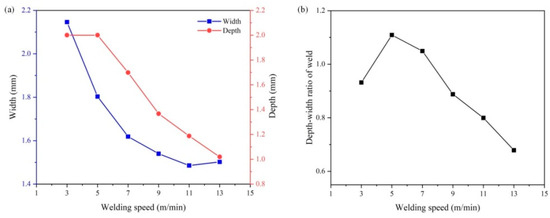
Figure 4.
Influences of different welding speeds on weld morphologies: (a) variation of depth and width in weld; (b) variation of weld depth–width ratio.
4. Results and Discussion
4.1. Model Validation
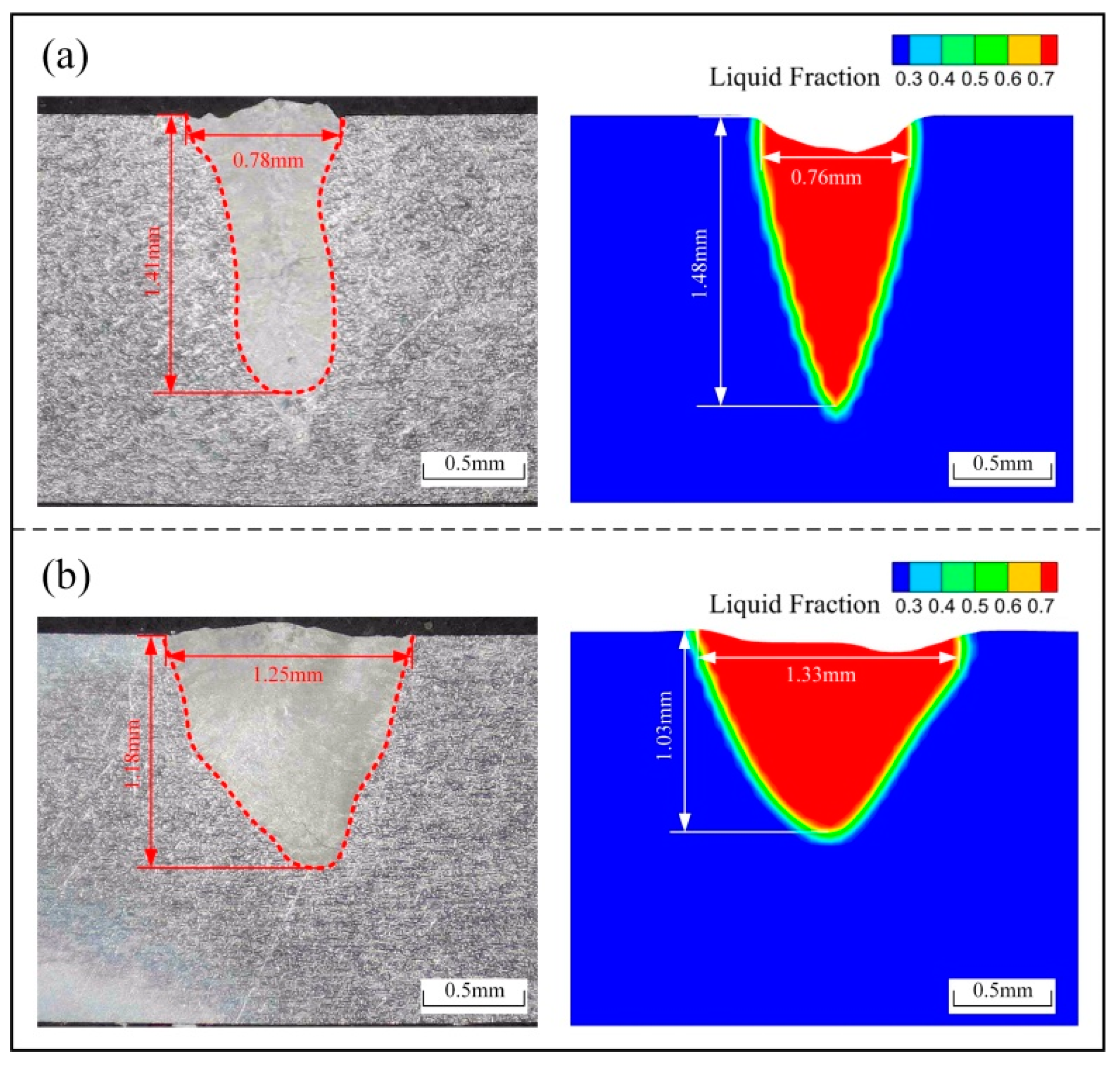
The non-oscillation and 8-shaped oscillation laser welding experiments with aluminum alloy are carried out to validate the numerical calculation model. The process condition for the non-oscillation laser welding with the aluminum alloy is laser power of 1500 W, welding speed of 15 m/min, and focal position of 0 mm. The 8-shaped oscillation laser welding is conducted under the condition of laser power of 1500 W, welding speed of 15 m/min, focal position of 0 mm, oscillation frequency of 120 Hz, and oscillation amplitude of 1.2 mm. The experimental and calculated results for the welds in cross sections are shown in Figure 5. The calculated width and depth are kept consistent with the experimental results during the non-oscillation laser welding process, as shown in Figure 5a. The relative errors for the width and depth are 2.6% and 4.7%. Figure 5b shows the width and depth of welds from the 8-shaped oscillation laser welding with aluminum alloy, and both of them are found in good agreement. The relative errors for the width and depth are 6% and 14.6%, which are greater than those in the non-oscillation laser welding. This is because the laser absorption keeps changing induced by the oscillation laser beam during the welding process. Therefore, the proposed numerical calculation method is effective for the laser welding of aluminum alloy with a high welding speed.
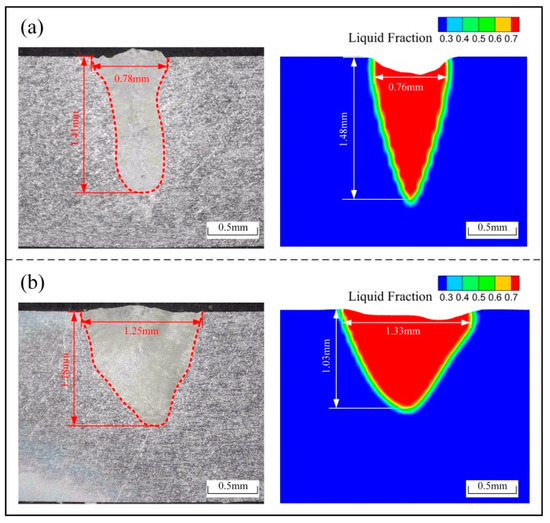
Figure 5.
The experimental and numerical welds in cross sections: (a) non-oscillation laser welding (welding speed, 15 m/min); (b) 8-shaped oscillation laser welding (welding speed, 15 m/min).
4.2. Temperature Distribution of Molten Pool
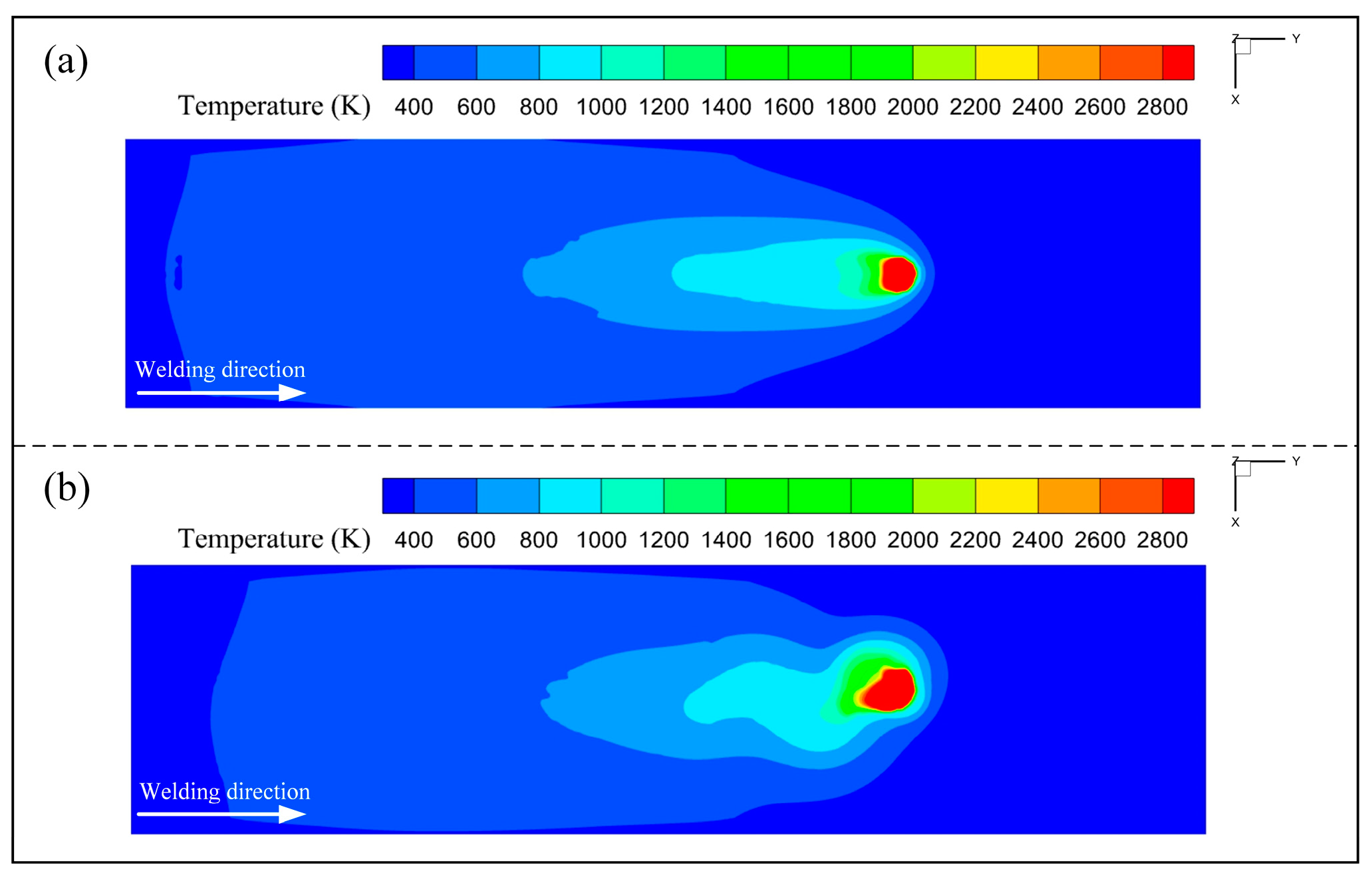
Figure 6 indicates the temperature distribution on the top surface of the molten pool during the non-oscillation and 8-shaped oscillation laser welding with the aluminum alloy. In the molten pool of non-oscillation laser welding, the laser spot region with the high temperature is moving along the welding direction, as shown in Figure 6a. The obtained molten pool is elongated in the rear part of the laser spot region due to the fast-moving speed under the condition of high-speed welding. The length of the molten pool is shown as greater than its width. In Figure 6b, the practical movement direction of the laser is the combination of the welding direction and the oscillation direction of the laser. Compared to the molten pool from the non-oscillation laser welding, the formed molten pool of oscillation laser welding is found to be in different profile which is affected by the 8-shape oscillation path of laser beam. The molten pool width is increased under the oscillation amplitude effect, and hence the corresponding weld penetration is reduced under the certain absorbed laser energy, as shown in Figure 5b.
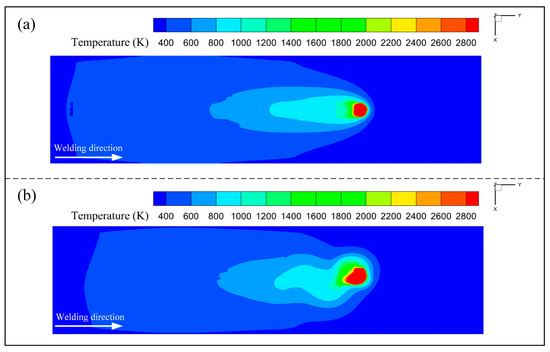
Figure 6.
The calculated temperature distribution: (a) non-oscillation laser welding; (b) 8-shaped oscillation laser welding.
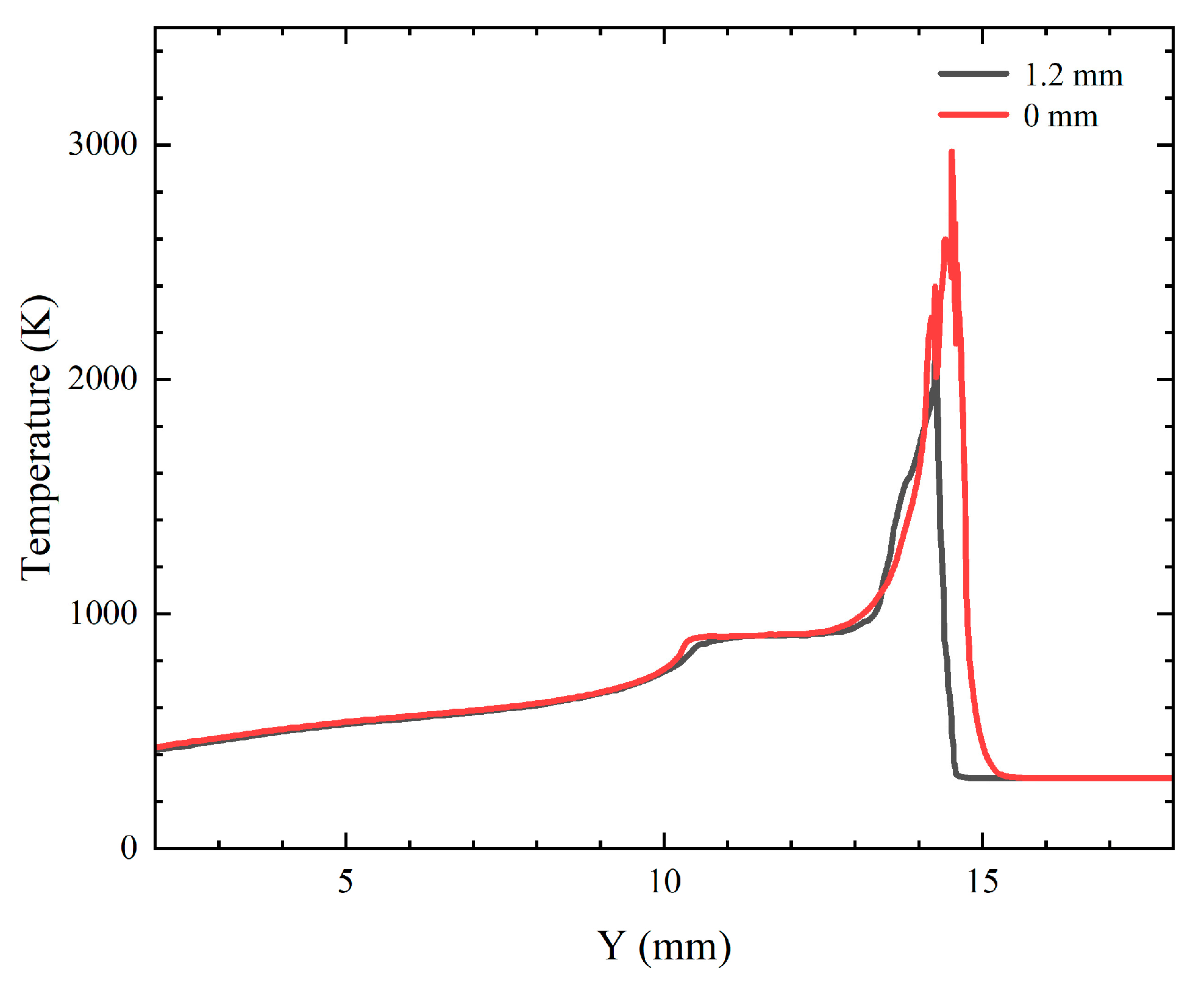
The temperature curves along the centerline under different oscillation amplitude conditions are extracted, as shown in Figure 7. It is found that the maximum temperature during the non-oscillation laser welding with the aluminum alloy (oscillation amplitude, 0 mm) is greater than that in the oscillation laser welding. The temperature value decreases from the position of the laser spot to the surrounding regions. During the non-oscillation laser welding with the aluminum alloy, the temperature peak is approximately 2974 K, which is above the evaporation temperature. Hence, the metal materials are evaporated during the welding process, and the formed weld is shown as the characteristic of high depth-to-width ratio.
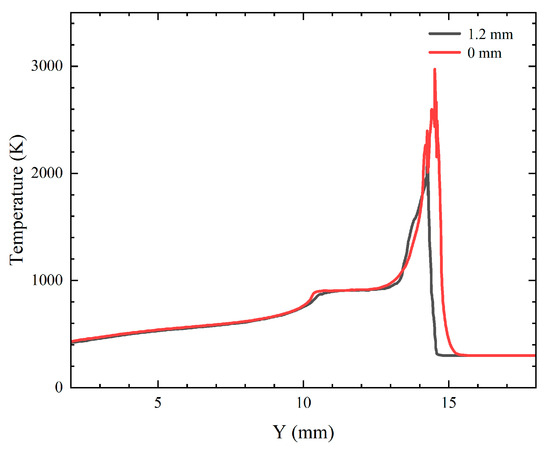
Figure 7.
The temperature curve along the centerline with different oscillation amplitudes.
4.3. Dynamic Behaviors of Molten Pool
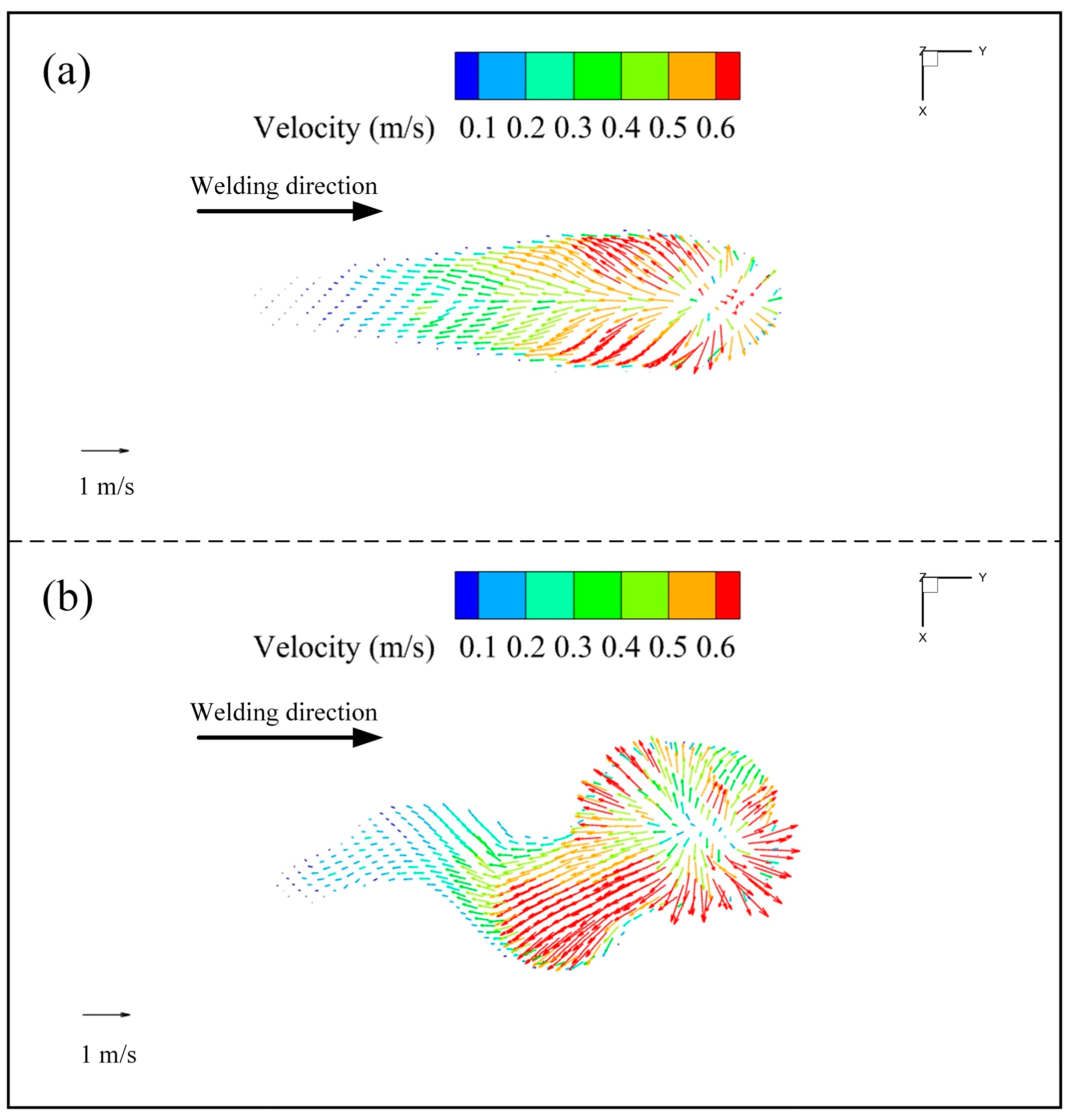
The velocity distributions on the top surface of the molten pool during the non-oscillation and 8-shaped oscillation laser welding are shown in Figure 8. The flow velocity in the front part of the molten pool is greater than that in the rear part during the non-oscillation laser welding, as shown in Figure 8a. From the front to the rear part of the molten pool, the flow velocity shows the damping trend. Due to the influence of surface tension, the fluid flows from the center to the boundary. In Figure 8b, the molten pool is distributed along the oscillation laser direction during the 8-shaped oscillation laser welding process. The oscillation of the laser beam has a great stirring effect on the molten pool, and the fluid flow is in a complex mode, which can promote bubbles escaping and uniform temperature distribution.
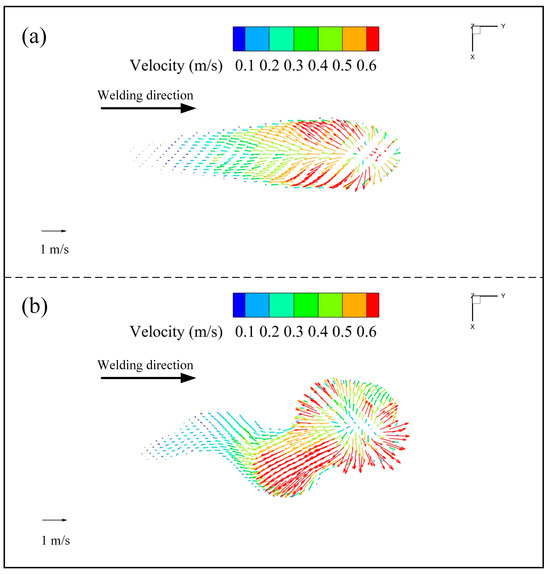
Figure 8.
The molten pool velocity distribution: (a) non-oscillation laser welding; (b) 8-shaped oscillation laser welding.
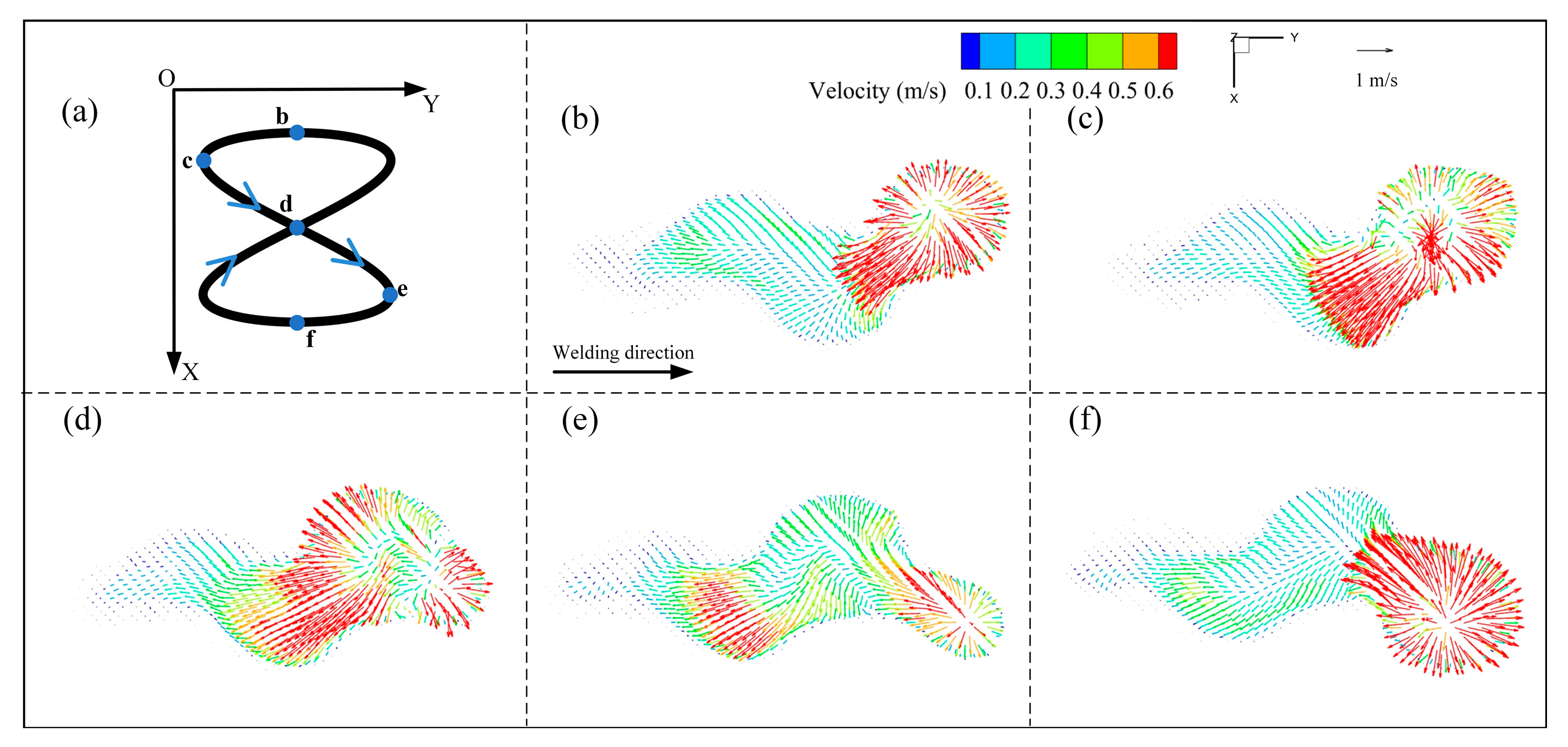
To analyze the evolution behaviors in the 8-shaped oscillation laser welding, the fluid flow velocity evolutions of the molten pool in different positions along the oscillation path (Figure 9a) are extracted, as shown in Figure 9. The blue arrow in Figure 9a indicates the moving direction of oscillation laser beam. The laser beam is initially on the top boundary, and the fluid flows from the center to the boundary of the molten pool, which is kept the same as that in the non-oscillation laser welding, as shown in Figure 9b. As the laser moves towards the rear, as shown in Figure 9c, the laser beam starts to change oscillation direction. After the laser beam approaches the oscillation center, the molten pool is moving towards the bottom right corner, as shown in Figure 9d. As the laser moves to the right boundary, the molten pool length is increased, as shown in Figure 9e. The molten pool distribution direction is along the oscillation laser path. After the laser arrives at the bottom position, as shown in Figure 9f, the shape of the molten pool and fluid flow is symmetrical on the welding centerline with that in the initial stage, which means half of the period of oscillation laser beam is finished, and the next half oscillation period will begin. The laser beam moves forward according to the combined direction of the oscillation laser and high-speed welding direction. Therefore, a similar 8-shape on the upper surface of the weld is formed (Figure 3) after the molten pool solidifies.
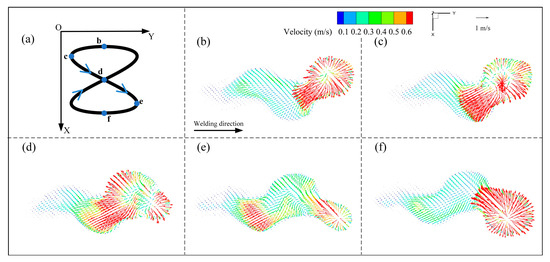
Figure 9.
The fluid flow velocity evolution during 8-shaped oscillation laser welding: (a) oscillation path; (b–f) fluid flow velocity distribution in different positions of oscillation path.
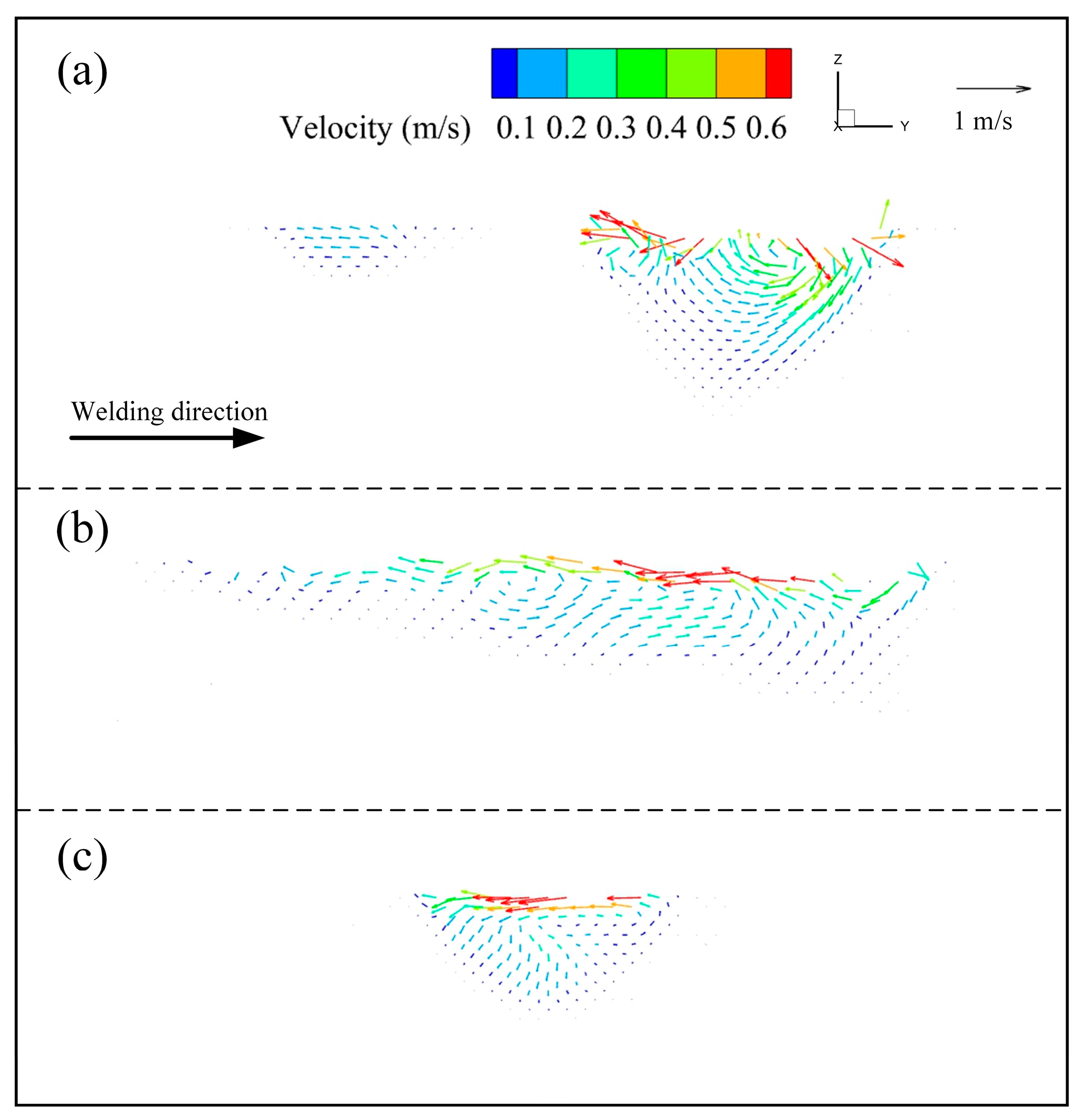
Since the laser beam is kept moving between the left and right sides of the molten pool during the oscillation welding process, the fluid flow evolutions in the different longitudinal sections are illustrated in Figure 10. It can be seen that the fluid flow direction on the left section is opposite to that on the right section, which provides the condition for the stirring effect formation, as shown in Figure 10a,c. The fluid flow in the central section is from the front to the rear part in the upper region of the molten pool, as shown in Figure 10b. The vortex is found in the molten pool.
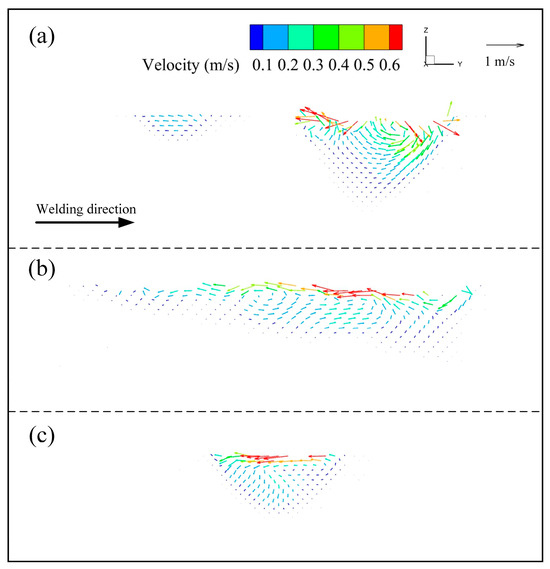
Figure 10.
The fluid flow velocity distribution in the different longitudinal sections during the 8-shaped oscillation laser welding: (a) left section; (b) central section; (c) right section.
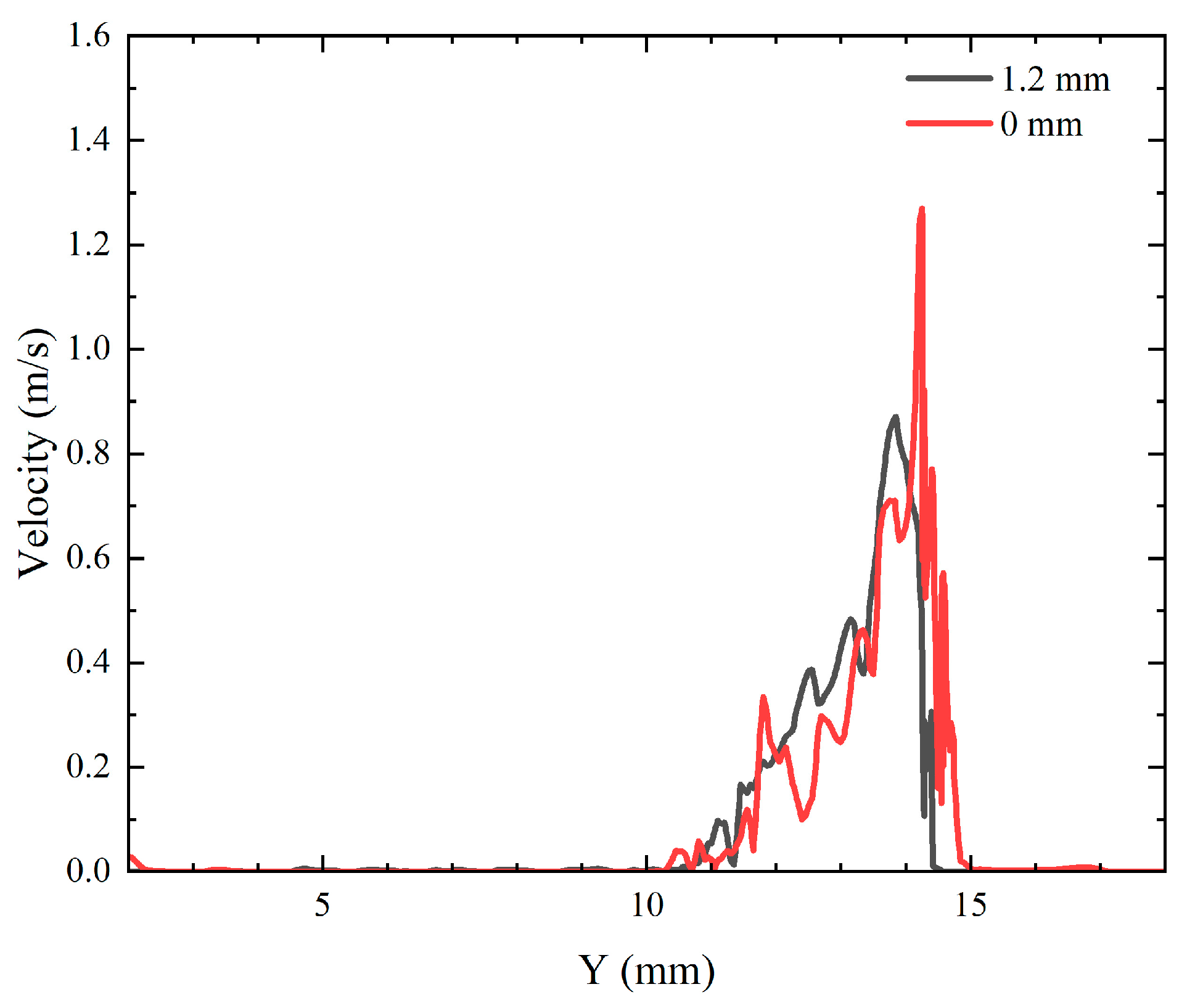
Figure 11 indicates the fluid flow velocity curve along the centerline with different oscillation amplitudes. The maximum fluid flow velocity is distributed in the central region of the molten pool in which the laser beam is located. The fluid flow shows fluctuant characteristics. In addition, the fluid flow in the non-oscillation laser welding (oscillation amplitude, 0 mm) process is much more intense than that in the 8-shaped oscillation laser welding. This is because the temperature gradient is reduced and fluid flow velocity is decreased under the influence of the stirring process from the oscillation laser beam. This phenomenon is efficient for the formation of excellent welds and high-quality welded joints [29].
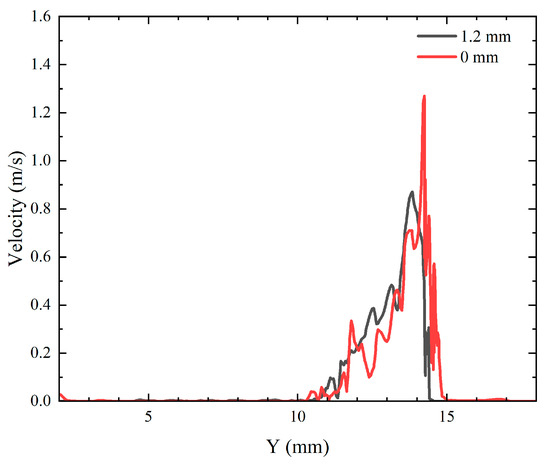
Figure 11.
The fluid flow velocity curve along the centerline with different oscillation amplitudes.
5. Conclusions
A numerical calculation method is proposed to explore the temperature field and dynamic behaviors of the molten pool during high-speed laser welding with the aluminum alloy. The experimental and simulation results are found to be in good agreement. The temperature distribution characteristics of the molten pool with high-speed movement are analyzed. The dynamic behaviors of the molten pool from the non-oscillation and oscillation laser welding are compared based on the calculated results. It is found that the fluid flow in non-oscillation laser welding is more intense than that in 8-shaped oscillation laser welding. This is because the temperature gradient is reduced and fluid flow velocity is decreased under the influence of the stirring process from the oscillation laser beam. The 8-shaped oscillation laser welding makes it easier to achieve the uniform temperature distribution and stable flow field, which is beneficial for obtaining an excellent weld with a high welding speed.
Author Contributions
Methodology, Y.A.; validation, Y.A.; formal analysis, Y.A. and Y.Y.; investigation, Y.A. and Y.Y.; data curation, Y.A., Y.Y. and S.H.; writing—original draft, Y.A. and Y.Y.; writing—review and editing, Y.A., Y.Y. and S.H.; visualization, Y.A., Y.Y. and S.H.; supervision, Y.A.; funding acquisition, Y.A. All authors have read and agreed to the published version of the manuscript.
Funding
This research has been supported by the Open Research Foundation of the State Key Laboratory of Mechanical Transmission for Advanced Equipment under Grant No. SKLMT-MSKFKT-202113, the National Natural Science Foundation of China under Grant No. 52175372, and the Central South University Innovation-Driven Research Programme under Grant No. 2023CXQD027. The authors also would like to thank the anonymous referees for their valuable comments.
Institutional Review Board Statement
This study complies with the ethical standards set out by MDPI. All the authors read and approved the final manuscript.
Data Availability Statement
The raw data supporting the conclusions of this article will be made available by the authors on request.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Zhemchuzhnikova, D.; Zollinger, J. Microstructure formation in 6061 aluminum alloy during nano-second pulsed laser processing. J. Mater. Process. Technol. 2023, 314, 117898. [Google Scholar] [CrossRef]
- Mohamed, M.; Mohamed, S.; Dariusz, F.; Çam, G. Friction Stir Welding of Aluminum in the Aerospace Industry: The Current Progress and State-of-the-Art Review. Materials 2023, 16, 2971. [Google Scholar]
- Daniel, W.; Antti, S.; Fernando, L.; Comesaña, R.; García, J.D.V.; Rodríguez, A.R.; Badaoui, A.; Pou, J. Recent Developments in Laser Welding of Aluminum Alloys to Steel. Metals 2021, 11, 622. [Google Scholar]
- Deng, A.; Chen, H.; Zhang, Y.; Liu, Y.; Yang, X.; Zhang, Z.; Zhang, B.; He, D. Prediction of the influence of welding metal composition on solidification cracking of laser welded aluminum alloy. Mater. Commun. 2023, 35, 105556. [Google Scholar] [CrossRef]
- Norouzian, M.; Elahi, M.; Plapper, P. A review: Suppression of the solidification cracks in the laser welding process by controlling the grain structure and chemical compositions. J. Adv. Join. Process. 2023, 7, 100139. [Google Scholar] [CrossRef]
- Deepak, J.; Anirudh, R.; Sundar, S. Applications of lasers in industries and laser welding: A review. Mater. Proc. 2023, 5, 108559. [Google Scholar] [CrossRef]
- Bunaziv, I.; Akselsen, O.; Ren, X.; Nyhus, B.; Eriksson, M. Laser beam and laser-arc hybrid welding of aluminum alloys. Metals 2021, 11, 1150. [Google Scholar] [CrossRef]
- Ma, G.; Yue, K.; Liu, D.; Wang, R.; Niu, F.; Wu, D. Cracking susceptibility control of 7075 aluminum alloy in pulsed laser welding with filler strip. Opt. Laser Technol. 2022, 152, 108119. [Google Scholar] [CrossRef]
- Indhu, R.; Manish, T.; Vijayaraghavan, L.; Soundarapandian, S. Microstructural evolution and its effect on joint strength during laser welding of dual phase steel to aluminum alloy. J. Manuf. Process. 2020, 58, 236–248. [Google Scholar]
- Xu, L.; Tang, X.; Han, S.; Huang, S.; Shao, C.; Cui, H. Study on full-penetration laser welding of aluminum alloy under electromagnetic field support and subatmospheric pressure. J. Mater. Process. Technol. 2023, 320, 118105. [Google Scholar] [CrossRef]
- Kang, S.; Shin, J. The effect of laser beam intensity distribution on weld characteristics in laser welded aluminum alloy (AA5052). Opt. Laser Technol. 2021, 142, 107239. [Google Scholar] [CrossRef]
- Oana, S.; Karancsi, O.; Mitelea, I.; Uţu, I.D.; Craciunescu, C.M. The role of filler material selection in the laser welding process of deformable 6xxx series aluminum alloys. Mater. Today Proc. 2023, 78, 287–294. [Google Scholar] [CrossRef]
- Herinandrianina, R.; Noureddine, B.; Sofiene, A. Optimization of parameters in laser welding of aluminum alloy 5052-H32 using beam oscillation technique for mechanical performance improvement. Int. J. Lightweight Mater. Manuf. 2022, 5, 470–483. [Google Scholar]
- Jiang, L.; Lin, S.; Lu, Y.; Xiang, Y.; Zhang, C.; Gao, M. Effects of sidewall grain growth on pore formation in narrow gap oscillating laser welding. Opt. Laser Technol. 2022, 156, 108483. [Google Scholar] [CrossRef]
- Liu, F.; Wang, H.; Meng, X.; Tan, C.; Chen, B.; Song, X. Effect of magnetic field orientation on suppressing porosity in steady-magnetic-field-assisted aluminum alloy deep-penetration laser welding. J. Mater. Process. Technol. 2022, 304, 117569. [Google Scholar] [CrossRef]
- Chen, L.; Wang, C.; Mi, G.; Zhang, X. Effects of laser oscillating frequency on energy distribution, molten pool morphology and grain structure of AA6061/AA5182 aluminum alloys lap welding. J. Mater. Process. Technol. 2022, 304, 117569. [Google Scholar] [CrossRef]
- Ke, W.; Bu, X.; Oliveira, J.; Xu, W.; Wang, Z.; Zeng, Z. Modeling and numerical study of keyhole-induced porosity formation in laser beam oscillating welding of 5A06 aluminum alloy. Opt. Laser Technol. 2021, 133, 106540. [Google Scholar] [CrossRef]
- Beiranvand, Z.; Ghaini, F.; Moosavy, H.; Sheikhi, M.; Torkamany, M.J.; Moradi, M. The relation between magnesium evaporation and laser absorption and weld penetration in pulsed laser welding of aluminum alloys: Experimental and numerical investigations. Opt. Laser Technol. 2020, 128, 106170. [Google Scholar] [CrossRef]
- Yin, X.; Zhao, Y.; Liu, Y.; Wang, J.; Wang, L.; Zhan, X. Porosity morphology and its evolution mechanism in laser mirror welding of 2219 aluminum alloy. Opt. Laser Technol. 2023, 164, 109456. [Google Scholar] [CrossRef]
- Ai, Y.; Liu, X.; Hang, Y.; Yu, L. Numerical analysis of the influence of molten pool instability on the weld formation during the high speed fiber laser welding. Int. J. Heat Mass Transf. 2020, 160, 120103. [Google Scholar] [CrossRef]
- Xu, G.; Li, P.; Cao, Q.; Hu, Q.; Gu, X.; Du, B. Modelling of fluid flow phenomenon in laser+GMAW hybrid welding of aluminum alloy considering three phase coupling and arc plasma shear stress. Opt. Laser Technol. 2018, 100, 244–253. [Google Scholar] [CrossRef]
- Ai, Y.; Jiang, P.; Wang, C.; Mi, G.; Geng, S. Experimental and numerical analysis of molten pool and keyhole profile during high-power deep-penetration laser welding. Int. J. Heat Mass Transf. 2018, 126, 779–789. [Google Scholar] [CrossRef]
- Artinov, A.; Bachmann, M.; Rethmeier, M. Equivalent heat source approach in a 3D transient heat transfer simulation of full-penetration high power laser beam welding of thick metal plates. Int. J. Heat Mass Transf. 2018, 122, 1003–1013. [Google Scholar] [CrossRef]
- Ai, Y.; Yu, L.; Huang, Y.; Liu, X. The investigation of molten pool dynamic behaviors during the “∞” shaped oscillating laser welding of aluminum alloy. Int. J. Therm. Sci. 2022, 173, 107350. [Google Scholar] [CrossRef]
- Cho, J.; Farson, D.; Hollis, K.; Milewski, J. Numerical analysis of weld pool oscillation in laser welding. J. Mech. Sci. Technol. 2015, 29, 1715–1722. [Google Scholar] [CrossRef]
- Chen, S.; Zhao, Y.; Tian, S.; Gu, Y.; Zhan, X. Study on keyhole coupling and melt flow dynamic behaviors simulation of 2219 aluminum alloy T-joint during the dual laser beam bilateral synchronous welding. J. Manuf. Process. 2020, 60, 200–212. [Google Scholar] [CrossRef]
- Li, Y.; Zhao, Y.; Zhou, X.; Zhan, X. Effect of droplet transition on the dynamic behavior of the keyhole during 6061 aluminum alloy laser-MIG hybrid welding. Int. J. Adv. Manuf. Technol. 2020, 199, 897–909. [Google Scholar] [CrossRef]
- Ai, Y.; Liu, X.; Hang, Y.; Yu, L. Numerical analysis of weld bead formation process in the dissimilar material fiber laser welding. J. Laser Appl. 2021, 33, 042055. [Google Scholar] [CrossRef]
- Ramiarison, H.; Barka, N.; Pilcher, C.; Stiles, E.; Larrimore, G.; Amira, S. Weldability improvement by wobbling technique in high power density laser welding of two aluminum alloys: Al-5052 and Al-6061. J. Laser Appl. 2021, 33, 032015. [Google Scholar] [CrossRef]
- Xu, B.; Jiang, P.; Wang, Y.; Zhao, J.; Geng, S. Multi-physics simulation of wobbling laser melting injection of aluminum alloy with SiC particles: SiC particles gradient distribution in fusion zone. Int. J. Heat Mass Transf. 2022, 182, 121960. [Google Scholar] [CrossRef]
- Chen, L.; Mi, G.; Zhang, X.; Wang, C. Effects of sinusoidal oscillating laser beam on weld formation, melt flow and grain structure during aluminum alloys lap welding. J. Mater. Process. Technol. 2021, 298, 117314. [Google Scholar] [CrossRef]
- Ai, Y.; Yan, Y.; Yu, L.; Cheng, J. The Analysis of Energy Distribution Characteristics of Molten Pool in Welding of Aluminum Alloy with Oscillating Laser. Sustainability 2023, 15, 6868. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).