
The Integrated Preparation of Porous Tungsten Gradient Materials with a Wide Porosity Range

1
State Key Laboratory of Advanced Technology for Materials Synthesis and Processing, Wuhan University of Technology, Wuhan 430070, China
2
Hubei Technology Innovation Center for Advanced Composites, Wuhan University of Technology, Wuhan 430070, China
*
Author to whom correspondence should be addressed.
Metals 2024, 14(4), 427; https://doi.org/10.3390/met14040427
Submission received: 28 February 2024
/
Revised: 3 April 2024
/
Accepted: 4 April 2024
/
Published: 5 April 2024
(This article belongs to the Topic Advanced Processes in Metallurgical Technologies)
Abstract
:Porous tungsten gradient materials with ordered gradient variations in pore size have significant application value in the field of vacuum electronic devices. This work combines tape casting and dealloying methods to achieve the integrated preparation of porous tungsten gradient materials with a wide range of controllable porosity. The study focused on the phase composition and microstructure evolution during the preparation of porous tungsten gradient materials. The results show that the tape casting process allows for the precise and controllable thickness of each layer of the porous tungsten materials and uniform composition structure, while the stepwise dealloying of Fe and Ti enables a wide range of controllable porosity for the porous tungsten gradient materials. PVB, after thermal decomposition, provides a carbon source for the in situ reaction to form W-Fe-C compounds, and the surface diffusion behavior of W-Fe-C compounds at high temperatures improves the stratification of the porous tungsten gradient materials. This work provides a design concept for the integrated preparation of porous metal gradient materials.
1. Introduction
Porous tungsten is extensively utilized in high-current-density cathodes for vacuum electronic devices, the atomic energy industry, electric light sources, and various civil and military applications owing to its high melting point, low thermal expansion coefficient, and excellent mechanical properties [1,2,3,4]. As a crucial component of the cathode, the porous tungsten matrix acts as a carrier for the emissive material and activator. While increased porosity can enhance the electron emission performance of the cathode, excessive porosity can accelerate cathode evaporation and diminish its service life [5,6,7,8,9]. Consequently, researchers have long endeavored to enhance the performance and service life of porous tungsten matrices.
Currently, the preparation methods of porous metals mainly include powder metallurgy, extrusion, the dealloying method, and the template method [10,11,12,13]. C. Selcuk et al. [14] employed mold pressing and cold isostatic pressing to consolidate tungsten powders, which were subsequently sintered at temperatures exceeding 2000 °C. The study examined the impact of the two pressing processes on the uniformity of the porous tungsten structure and the distribution of pores. The results showed that the porous tungsten prepared using this method displayed uneven pore distribution and poor connectivity, resulting in a significant decrease in electrical conductivity during practical applications [15,16]. Wang et al. [17] used the dealloying method to study the effect of pore structure on its electrochemical properties and found that the uniformity of porous structure plays a key role in its conductivity and other properties. In recent years, our team has successfully fabricated porous tungsten with a toughened structure, stable and uniform pore distribution, and a double continuous structure through the addition of a reinforcing phase [18,19,20].
Recent research has demonstrated that the introduction of a gradient porous structure can effectively address the limitations of a homogeneous material structure performance [21,22,23]. This structure exhibits a porosity gradient distributed in a specific direction, enabling the targeted control of material structure to meet specific requirements. Lian et al. [21] proposed a segmented dealloying method for preparing gradient porous copper by selectively corroding different parts of the precursor at varying temperatures. While they successfully achieved a unidirectional increase in pore size and a three-dimensional interconnected network structure in the gradient porous copper, noticeable interfaces were observed at the pore size transition, which adversely affected the mechanical and electrical properties of the matrix. In order to enhance the performance and lifespan of high-current-density cathodes, the key challenge lies in effectively controlling the porosity gradient and integrating gradient interfaces.
The tape casting method is widely employed in ceramic production owing to its ability to achieve directional thickness control and ensure uniformity. Jan et al. [24] utilized this method to prepare ceramic samples with a gradient distribution by controlling the stacking assembly of tapes followed by high-vacuum sintering. This approach resulted in a significant reduction in the interface width between layers of different compositions, enabling precise control over the gradient distribution. Furthermore, Stephen et al. [25] integrated the pore-forming agent method with tape casting to fabricate porous ceramic substrates with a gradient distribution of pore size ranging from 5 to 100 μm. This research illustrated the capability to customize functional gradients and continuously arranged pore structures by modifying the morphology of the pore-forming agent and the tape casting process. Several studies have shown that the tape casting method can accurately control the thickness and composition of a single layer of materials and prepare gradient composites that can be designed and controlled; secondly, these studies have shown that cast molding is suitable for the rapid and large-scale production of gradient composites, providing a cost-effective and efficient manufacturing process with significant advantages [26,27,28,29,30].
This study integrates tape casting with spark plasma sintering to create a gradient precursor by co-sintering stacked tapes, and then employing stepwise dealloying to achieve a gradient porous tungsten matrix. Subsequently, heat treatment is applied to produce a gradient porous tungsten material with continuous pore variation and strong interlayer bonding. The investigation assesses the impact of various processes on the pore structure of porous tungsten, offering valuable insights for the fabrication of gradient porous metals.
2. Materials and Methods
2.1. Preparation
Figure 1 shows the process flow of this study. Tungsten powder (particle size 1 μm) (ZhongNuo Advanced Material Technology Co., Ltd., Beijing, China), iron powder (particle size 5 μm) (ZhongNuo Advanced Material Technology Co., Ltd., Beijing, China), titanium powder (particle size 1 μm) (ZhongNuo Advanced Material Technology Co., Ltd., Beijing, China), dispersant (Hypermer KD-1) (Croda, East Yorkshire, UK), plasticizer (DBP and glycerol) (Sinopharm Chemical Reagent Co., Ltd., Shanghai, China), binder (Polyvinyl Butyral, PVB) (Sinopharm Chemical Reagent Co., Ltd., Shanghai, China), and solvent (50 wt.% ethanol and 50 wt.% butanone) (Sinopharm Chemical Reagent Co., Ltd., Shanghai, China) were mixed through ball milling to obtain slurries with different compositions. Subsequently, the tape was processed with a casting machine and cut into discs. The specific parameters of the casting process are as follows: the scraper height is set to 500 μm, the speed during the casting process is set to 2.5 m/min, the temperature is 45 °C, and the tape is obtained by drying for 30 min. Then, the obtained discs of each component were stacked and placed in a graphite mold of Ф20 mm in sequence, and then the graphite mold was put into a debinding furnace for debinding to obtain the gradient blanks; and then, vacuum sintering was carried out to obtain the gradient precursor through a spark plasma sintering (SPS) system (SPS-3 T-3-MN, ChenHua, Shanghai, China), and the temperature was 750 °C. The applied pressure was 20 MPa, the holding time was 2 min, and the furnace was cooled to room temperature.
The surface of the gradient precursor was polished and the graphite mold-induced carburized layer was removed using 240~2000 grit SiC sandpaper. Then, the sample was immersed in a 5 wt.% H2SO4 solution to dissolve and remove the Fe phase. The remaining block was taken out when no bubbles were produced and it could not be attracted by a strong magnet. After cleaning and drying, a prefabricated porous scaffold was obtained. Subsequently, the prefabricated porous scaffold was subjected to heat treatment using a vacuum purification furnace (VVSw-15-2300, HaoYue, Shanghai, China). The sample was heated under vacuum conditions of <2 Pa, with a heating rate of 5 °C/min to 1400 °C, and held for 30 min, to obtain a W/Ti composite scaffold. The W/Ti composite scaffold was then immersed in a 5 wt.% hydrofluoric acid solution to dissolve and remove the Ti phase. The remaining metal block was taken out when no bubbles were produced, and after cleaning and drying, a gradient porous tungsten material was obtained.
2.2. Analysis
The W-Ti-Fe tape casting precursor was studied using a simultaneous thermal analyzer (STA449F3, (NETZSCH, Selb, Germany)) to investigate the mass and heat changes caused by physical changes or chemical reactions during the controlled temperature process. Thermal gravimetric analysis (TG) (NETZSCH, Selb, Germany) and differential scanning calorimetry (DSC) (NETZSCH, Selb, Germany) were used to determine the debinding process of the tape casting precursor. Fourier transform infrared spectroscopy ((Nicolet 6700 (FEI, Waltham, MA, USA)) was used to test the infrared spectra of the W-Ti-Fe tape casting precursor and the debinding powder. The phase composition of the samples was determined through an X-ray diffractometer (XRD, Empyrean, (Malvern Panalytical, Malvern, UK)) with a scanning rate of 4°/min and Cu-Kα radiation. Microstructural observations were performed using a field emission scanning electron microscope (SEM, Quanta 250 FEG (FEI, Waltham, MA, USA)). The microstructure of the samples was characterized using a transmission electron microscope (TEM, TALOS F200X (FEI, Waltham, MA, USA)), and the chemical distribution of the microstructural components was analyzed using energy-dispersive X-ray spectroscopy (EDS). The porosity of porous materials was determined by the Archimedes drainage method.
3. Results and Discussion
3.1. Tape Casting
Figure 2 shows the SEM microstructure of tapes composed of the W-Ti-Fe system with varying components. The images reveal a uniform distribution of W, Ti, and Fe particles in the extruded sheets. This uniformity can be attributed to the dispersing effect of the surfactant Hypermer KD-1. The dispersing effect of Hypermer KD-1 prevents the agglomeration of metal particles and enhances the overall uniformity of the composite powder in the extrusion slurry. The extruded sheets consist of a continuous three-dimensional polymer network, which serves as a binder. This network is constructed from the organic compound PVB. The three-dimensional polymer network effectively coats the W, Ti, and Fe particles, preventing stratification caused by significant differences in metal powder density. To enhance the toughness of the W-Ti-Fe multiphase tapes, glycerol and dibutyl phthalate are introduced as plasticizers during the tape casting process. The addition of these plasticizers helps in avoiding the formation of significant macroscopic cracks. Additionally, the large pores observed in the tapes of each component form due to the evaporation of organic solvents, namely ethanol and butanone.
3.2. Debinding
Figure 3 shows the TG-DSC curves of the W-Ti-Fe cast vein sheet. From the TG curve in Figure 3, it can be seen that when the debinding temperature is gradually increased to about 200 °C, the mass loss ratio of the W-Ti-Fe tape sheet is 7.36%, which is mainly due to the volatilization of the organic residual solvents (butanone and ethanol) in the tape. In addition, an obvious heat absorption peak at 191.0 °C can be found in the DSC curve, which also proves the volatilization phenomenon of organic residual solvents. When the debinding temperature was gradually increased from 200 °C to 300 °C, the mass loss ratio of the W-Ti-Fe tape was 4.97%, which was attributed to the fact that the long polymer chains of the organics in the cast sheets were gradually broken to form short chains during this temperature period. In the temperature interval from 300 °C to 500 °C, the remaining polymer long chains in the tape continued to decompose, and the mass of the tape decreased slowly with a mass loss ratio of 1.03%. In addition, observing the DSC curves, an obvious exothermic peak exists near the region of 570.3 °C, which may be attributed to the chemical reaction of W and C elements in the tape near this temperature. In order to prevent the residual carbon from pyrolysis in the debinding process from reacting with metal elements such as W to form impurity phases, the maximum temperature in the debinding process is set to be no more than 500 °C.
Figure 4 presents the microstructure of the composite powders obtained from the W-Ti-Fe tape casting precursor after the casting and debinding process. Figure 4a depicts the SEM image of the W-Ti-Fe composite powder at a low magnification level, revealing a homogeneous distribution of W, Ti, and Fe particles, indicating that the debinding process did not affect the powder’s homogeneity. The energy spectra in Figure 4e indicate the presence of traces of carbon elements in the sample. Further TEM analysis (Figure 4f) confirms the presence of a carbon film formed by the pyrolysis of the organic matter added in the W-Ti-Fe tape casting precursor after debinding.
Figure 5a shows the infrared spectrum of the W-Ti-Fe tape casting precursor and its debinding multiphase powder. The infrared spectrum analysis of the W-Ti-Fe tape casting precursor revealed strong signals of various functional groups or moieties of organic materials, including -OH, -CH3, -C=O, -C-O-C, etc. However, through a comparative analysis with the infrared spectrum of the debinding W-Ti-Fe multiphase powder, it is evident that the debinding process, conducted under vacuum conditions at a maximum temperature of 500 °C, was effective in the removal of organic materials. The thermal degradation effect of organic materials is noticeable, as indicated by the weakened characteristic peaks of -OH, -CH3, -C=O, -C-O-C, and other functional groups or moieties in the infrared spectrum of the debinding multiphase powder. Figure 5b shows the XRD patterns of the debinding W-Ti-Fe multiphase powders with different compositions, where the atomic ratio of the Fe phase has changed, while the atomic ratio of the W and Ti phases remains fixed at 3:1. It can be observed that the XRD diffraction peaks of the W-Ti-Fe multiphase powders with different Fe contents all exhibit the [110], [200], [211], and [220] diffraction peaks of the W phase, as well as the [110], [200], and [211] diffraction peaks of the Fe phase, consistent with the component design of the precursor in this experiment. No significant impurity phase diffraction peaks were observed in the XRD patterns of the W-Ti-Fe multiphase powders with different Fe contents, indicating that no obvious formation of impurity phases occurred during the debinding process. The experimental debinding process design showed a good debinding effect, consistent with the results of the infrared spectrum analysis in Figure 5a. Additionally, the X-ray diffraction patterns did not show the characteristic peaks of the Ti phase. This absence is due to the small amount of Ti phase added, with its characteristic peaks being obscured by those of the tungsten phase. After debinding, the remaining carbon elements in the W-Ti-Fe multiphase powder form a uniformly distributed amorphous carbon layer on the metal raw material particles’ surfaces. This carbon layer may act as a carbon source for the W-Fe-C reaction during the low-temperature activation sintering process of the SPS precursor. To determine the carbon content, elemental analysis was conducted on different compositions of debound W-Ti-Fe multiphase powders, with the W and Ti phases maintaining a fixed atomic ratio of 3:1. As shown in Table 1, the mass fraction of the remaining carbon elements in W-Ti-Fe multiphase powders with varying Fe contents ranges from 0.46% to 0.81%. The nitrogen, sulfur, and other element contents are negligible. Therefore, it is inferred that the organic materials in the W-Ti-Fe tape casting precursor underwent decomposition at a debinding temperature of 500 °C.
3.3. Fabrication of Composite Skeleton
Figure 6 shows the SEM micromorphology of the polished surface and section of the W-Ti-Fe precursor at different SPS temperatures. It can be seen from Figure 6a–c that when the sintering temperature is 700 °C, the surface of the polished W-Ti-Fe precursor is peeled off, and when the sintering temperature is increased to 750 °C and 800 °C, the compounds formed by the reaction of the interface region of W and Fe phases play a role in bonding the matrix particles and increasing the relative density of the precursor [20]. As can be seen from Figure 6d, when the SPS temperature is 700 °C, the matrix particles of the precursor show weak neck connections and maintain more pore structure. As the sintering temperature increases to 750 °C, the bonding phase formed by the reaction at the interface between the W and Fe phases makes the matrix particles contact more tightly and firmly, as shown in Figure 6e. When the sintering temperature reaches 800 °C, a large number of adhesive phases eventually lead to a significant increase in the relative density of the precursor, which forms a coating structure coated with Fe particles, which can weaken the transport of dealloying media such as dilute sulfuric acid or hydrofluoric acid in the porous channel, thereby reducing the dealloying efficiency, as shown in Figure 6f. Therefore, 750 °C was chosen as the sintering temperature for the W-Ti-Fe precursor.
Figure 7 shows the SEM microstructures of the W-Ti-Fe precursor with a gradient distribution of Fe phase content and the prefabricated porous tungsten skeleton with a gradient distribution of porosity and the W-Ti composite skeleton, respectively. As can be seen from Figure 7a, after the stacked layer co-firing, there is good interfacial bonding between the layers of precursors in the region of high-Fe content, while there is obvious delamination in the region of low-Fe content. It can be found that when the Fe content is high, it reacts with W during the sintering process to play the role of sintering aid, and according to our previous study [21], it can be seen that Fe combines with the carbon film remaining on the surface of Fe through the W/Fe interfacial reaction to form W-Fe-C compounds after debonding to effectively bond the W substrate to form a continuous mesh structure, and with the reduction of the Fe content, the amount of bonding phase in the samples decreases significantly. As the Fe content decreases, the content of the bonded phase in the sample decreases significantly. Due to the extremely high melting point of W, it is difficult for the sample to undergo the sintering mass transfer process at the low sintering temperature of 750 °C, and, thus, it shows a weakly connected powder morphology with a decrease in the densification.
The Fe phase can be selectively dissolved by the dilute sulfuric acid solution during the dealloying process, while the W phase and the W-Fe-C compound phase can be maintained stable in the dilute sulfuric acid solution. In the dealloying process, the Fe phase in the W-Ti-Fe precursor can react with the dilute sulfuric acid solution to generate ferrous sulfate (FeSO4) and hydrogen (H2), of which hydrogen can enter into the air through the reaction bubbles as the dealloying process proceeds, and ferrous sulfate can diffuse into the dilute sulfuric acid solution through the microscopic pore channels produced by the dealloying of the precursor in conjunction with the densification sintering. The Fe phase is selectively dissolved to produce pores in situ, resulting in a prefabricated porous skeleton.
Figure 7b shows the microstructure of the prefabricated porous skeleton, which consists of a W-Ti composite ligament together with the pore structure; the ligament structure consists of three phases, namely, the W phase, the Ti phase, and the W-Fe-C compound phase, and the presence of the W-Fe-C compound phase enhances the interfacial bonding strength between particles in the ligament, which is capable of preventing the prefabricated porous skeleton obtained after dealloying from collapsing. In addition, the melting point of Ti is much lower than that of W. After the low-temperature sintering of the precursor, the W-Ti interface has a stronger bonding ability than the W-W interface, so the introduction of the Ti phase in the precursor can also enhance the stability of the ligament structure of the prefabricated porous skeleton. The low-Fe content region in the precursor corresponds to the low-porosity region in the prefabricated porous skeleton, and it can be found that the delamination phenomenon still exists in the prefabricated porous skeleton in the low-porosity region.
Due to the low interfacial bonding strength between particles in the ligaments of the prefabricated porous structure, the overall ligament structure is relatively rough and irregular in shape, leading to poor mechanical strength. However, high-temperature heat treatment can significantly alter the internal microstructure of the porous metal, including the width and grain size of the ligaments, pore size, and ligament continuity. These microstructure changes resulting from high-temperature heat treatment can greatly optimize the mechanical properties of the porous metal. Therefore, we then subjected the prefabricated porous structure to high-temperature treatment at 1400 °C, leading to the interdiffusion of W-Ti to form a solid solution, creating a W-Ti composite structure with improved mechanical properties to prevent collapse during subsequent dealloying of the Ti phase to prepare porous tungsten. Figure 7c shows the SEM microstructure image of the W-Ti composite structure, in which the ligament structure becomes smoother, the continuity of the ligament significantly increases, and the pore size decreases compared to the original porous structure. Additionally, the neck diameter and interfacial bonding area between particles in the ligament structure of the W-Ti composite structure have significantly increased.
The transmission electron microscopy (TEM) image in Figure 7 displays the composite skeleton. The darkest region in the image represents pores formed in situ after the dealloying of the Fe phase, while the remaining area shows the ligament structure of the W-Ti composite skeleton. Additionally, the ligament structure in the image displays evident differences in the light and dark lining, enabling the clear observation of the presence of the Ti phase in the ligament structure. The presence of the W-Fe-C compound phase in the ligament structure is clearly observable through the surface energy spectral analysis in Figure 8b,d. Following high-temperature heat treatment, the presence of the W-Fe-C compound phase diffuses from the interfacial region between the particles to the surface of the ligament.
3.4. Gradient Porous Tungsten
The porous tungsten material with a gradient distribution of porosity was achieved by immersing the W-Ti composite skeleton in a 5 wt.% hydrofluoric acid solution, as depicted in the overall microstructure in Figure 9 after selectively dissolving the Ti phase in the ligament structure. The removal of the Ti phase in the W-Ti composite skeleton leads to a significant reduction in ligament size and further enhancement of porosity compared to the W-Ti composite skeleton. Figure 9b–e illustrates that as the Fe content decreases, the pore size significantly increases. Given the original diameters of Fe, W, and Ti powder (5 μm for Fe and 1 μm for W and Ti), larger pores remain when the Fe phase is removed, while the removal of the Ti phase leaves smaller pores in the ligament, creating a multistage pore structure and resulting in porous tungsten with a gradient pore distribution. Compared with the gradient porous metal prepared by Lian et al. [21], it has a wider porosity variation range and a better interface transition Furthermore, it is evident that the porous skeleton did not collapse after the removal of the Ti phase, and the composite skeleton, formed by the in situ W-Fe-C reaction of the bonding phase and W-Ti intercalation, effectively strengthened the structure. The gradient change in porosity results in a uniformly distributed pore structure of porous tungsten, with good continuity between ligaments and no apparent delamination between layers.
Figure 10 illustrates the porosity of a monolayer porous tungsten material prepared with the same process parameters to estimate the range of the porosity variation of gradient porous tungsten. It can be found that with the increase of Fe content from 20 at.% to 80 at.%, the porosity of porous tungsten specimens increases from 46.9% to 81.9%.
4. Conclusions
This study provides an effective path for the preparation of gradient porous materials with controllable porosity. The porous tungsten with a gradient distribution of porosity was obtained through the combination of the tape casting method and dealloying method, and the effects of the preparation process, including the tape casting, debinding process, dealloying process, heat treatment process, and Fe content on the microstructure and phase composition were discussed. The main conclusions are as follows:
- The dispersant Hypermer KD-1 used in tape casting can play a role in reducing the viscosity of the cast slurry, preventing the agglomeration of the raw material particles and, thus, improving the homogeneity of the mixed powder, while the bonding agent PVB prevents the delamination of W, Ti, and Fe particles due to the huge difference in density, and the two organic reagents make it possible to maintain the uniformity of the pore structure of the porous tungsten and its porosity gradient material.
- The compounds generated by the W-Fe-C interfacial reaction can play a role in bonding the matrix particles, which in turn promotes the low-temperature sintering densification of the precursor; and maintains the stability of the skeleton structure during the dealloying process.
- The gradient porous tungsten prepared by combining the tape casting and dealloying methods has a uniformly distributed pore structure with a wide range of porosity distribution. No obvious delamination was observed in the gradient porous tungsten, which can be attributed to the surface diffusion of W-Fe-C and the rearrangement of ligament particles due to the high-temperature heat treatment.
Author Contributions
Conceptualization, J.H.; Data Curation, H.J. and J.H.; Funding Acquisition, J.Z.; Investigation, K.Z.; Methodology, K.Z.; Writing—Original Draft, K.Z.; Writing—Review and Editing, H.J. and J.Z. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the National Natural Science Foundation of China (Grant No. 52171045).
Data Availability Statement
The raw data supporting the conclusions of this article will be made available by the authors upon request.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Zhang, M.; Liu, Y.W.; Yu, S.; Wang, Y.; Zhang, H. Life Test Studies on Dispenser Cathode with Dual-Layer Porous Tungsten. IEEE Trans. Electron Devices 2014, 61, 2983–2988. [Google Scholar] [CrossRef]
- Liang, P.; Liang, Y.; Si, C.; Ma, W.; Zhang, C.; Yang, W.; Zhang, Z. Three-dimensional nanoporous tungsten supported tellurium cathode for Li-Te batteries. J. Alloys Compd. 2021, 861, 158459. [Google Scholar] [CrossRef]
- Zhou, X.; Tu, T.-X.; Wu, Y.-J.; Wang, S.-P.; Li, Y.; Liu, W.-X.; Tan, L.; Zhang, P.-F.; Zhou, Y. Porous W/N/C nanoframework: A trifunctionally effective cathodic electrocatalyst for rechargeable Zn-Air/iodide hybrid battery. Electrochim. Acta 2024, 475, 143587. [Google Scholar] [CrossRef]
- Valencia, F.J.; Ortega, R.; González, R.I.; Bringa, E.M.; Kiwi, M.; Ruestes, C.J. Nanoindentation of nanoporous tungsten: A molecular dynamics approach. Comput. Mater. Sci. 2022, 209, 111336. [Google Scholar] [CrossRef]
- Li, B.; Sun, Z.; Jin, H.; Hu, P.; Yuan, F. Fabrication of homogeneous tungsten porous matrix using spherical tungsten powders prepared by thermal plasma spheroidization process. Int. J. Refract. Met. Hard Mater. 2016, 59, 105–113. [Google Scholar] [CrossRef]
- Li, R.; Qin, M.; Chen, Z.; Zhao, S.; Liu, C.; Wang, X.; Zhang, L.; Ma, J.; Qu, X. Porous structure uniformity investigation of tungsten matrix prepared by jet milled and annealed tungsten powder. Powder Technol. 2018, 339, 192–198. [Google Scholar] [CrossRef]
- Melnikova, I.P.; Vorozheikin, V.G.; Usanov, D.A. Correlation of emission capability and longevity of dispenser cathodes with characteristics of tungsten powders. Appl. Surf. Sci. 2003, 215, 59–64. [Google Scholar] [CrossRef]
- Selcuk, C.; Wood, J.V. Reactive sintering of porous tungsten: A cost effective sustainable technique for the manufacturing of high current density cathodes to be used in flashlamps. J. Mater. Process. Technol. 2005, 170, 471–476. [Google Scholar] [CrossRef]
- Bao, J.-X.; Wan, B.-F. The tungsten powder study of the dispenser cathode. Appl. Surf. Sci. 2006, 252, 5873–5876. [Google Scholar] [CrossRef]
- Sasidharan, M.; Bhanja, P.; Senthil, C.; Bhaumik, A. Micelle-templated synthesis of Pt hollow nanospheres for catalytic hydrogen evolution. RSC Adv. 2016, 6, 11370–11377. [Google Scholar] [CrossRef]
- Hu, K.; Jeong, S.; Wakisaka, M.; Fujita, J.-I.; Ito, Y. Bottom-up Synthesis of Porous NiMo Alloy for Hydrogen Evolution Reaction. Metals 2018, 8, 83. [Google Scholar] [CrossRef]
- Xiao, J.; Li, Y.; Liu, J.; Zhao, Q. Fabrication and Characterization of Porous Copper with Ultrahigh Porosity. Metals 2022, 12, 1263. [Google Scholar] [CrossRef]
- Sasidharan, M.; Senthil, C.; Kumari, V.; Bhaumik, A. The dual role of micelles as templates and reducing agents for the fabrication of catalytically active hollow silver nanospheres. Chem. Commun. 2015, 51, 733–736. [Google Scholar] [CrossRef] [PubMed]
- Selcuk, C.; Bentham, R.; Morley, N.; Wood, J.V. Microhardness as a measure of homogeneity of porous tungsten. Mater. Lett. 2004, 58, 1873–1876. [Google Scholar] [CrossRef]
- Huang, J.; Liu, X.; Yang, Z.; Wu, X.; Wang, J.; Yang, S. Extremely elastic and conductive N-doped graphene sponge for monitoring human motions. Nanoscale 2019, 11, 1159–1168. [Google Scholar] [CrossRef] [PubMed]
- Tian, Z.; Zhao, Y.; Wang, S.; Zhou, G.; Zhao, N.; Wong, C.-P. A highly stretchable and conductive composite based on an emulsion-templated silver nanowire aerogel. J. Mater. Chem. A 2020, 8, 1724–1730. [Google Scholar] [CrossRef]
- Wang, C.; Chen, Q. Reduction-Induced Decomposition: Spontaneous Formation of Monolithic Nanoporous Metals of Tunable Structural Hierarchy and Porosity. Chem. Mater. 2018, 30, 3894–3900. [Google Scholar] [CrossRef]
- Ge, S.; Zhang, J.; Wei, Q.; Zhang, S.; Luo, G.; Shen, Q. Mechanical properties and deformation mechanism of tungsten/titanium hybrid foam. Int. J. Refract. Met. Hard Mater. 2023, 113, 106224. [Google Scholar] [CrossRef]
- Ge, S.; Zhang, J.; Xu, Z.; Luo, G.; Shen, Q. Achieving porous tungsten with high porosity by selective dissolution of W-Fe alloy. Scr. Mater. 2021, 198, 113830. [Google Scholar] [CrossRef]
- Zhang, J.; Jia, H.; Ge, S.; Wei, Q.; Luo, G.; Shen, Q. Porous tungsten synthesized via dealloying: Fe6W6C induced structure modification and mechanical behavior. J. Alloys Compd. 2023, 947, 169708. [Google Scholar] [CrossRef]
- Lian, L.; Yao, Y.; Liu, Y.; Fang, X. A segmental dealloying for fabricating the gradient nanoporous metal materials. J. Porous Mater. 2017, 24, 211–215. [Google Scholar] [CrossRef]
- Hu, S.-M.; Lee, C.-Y.; Ramli, T.C.; Christy, J.; Chang, Y.-M.; Lee, K.J.; Chou, F.-Y.; Chiang, Y.-C.; Chen, H.-Y. Vapor-Phase Synthesis of Poly(para-xylylene): From Coatings to Porous and Hierarchical Materials. Adv. Funct. Mater. 2024, 2313511. [Google Scholar] [CrossRef]
- Lee, M.-C.; Pan, C.-T.; Chen, W.-F.; Lin, M.-C.; Shiue, Y.-L. Design, Manufacture, and Characterization of a Critical-Sized Gradient Porosity Dual-Material Tibial Defect Scaffold. Bioengineering 2024, 11, 308. [Google Scholar] [CrossRef]
- Hostaša, J.; Piancastelli, A.; Toci, G.; Vannini, M.; Biasini, V. Transparent layered YAG ceramics with structured Yb doping produced via tape casting. Opt. Mater. 2017, 65, 21–27. [Google Scholar] [CrossRef]
- Sofie, S.W. Fabrication of Functionally Graded and Aligned Porosity in Thin Ceramic Substrates With the Novel Freeze–Tape-Casting Process. J. Am. Ceram. Soc. 2007, 90, 2024–2031. [Google Scholar] [CrossRef]
- Cademartori, D.; Mercadelli, E.; Gondolini, A.; Asensio, A.M.; Bertei, A.; Sanson, A.; Carpanese, M.P. Fabrication and electrochemical modelling of 8YSZ and GDC10 freeze tape cast scaffolds for solid oxide cells (SOCs). J. Eur. Ceram. Soc. 2023, 43, 5263–5278. [Google Scholar] [CrossRef]
- Cademartori, D.; Hubert, M.; Cloetens, P.; Carpanese, M.P.; Laurencin, J. The design optimization of nanostructured hierarchical electrodes for solid oxide cells by artificial impregnation. Mater. Des. 2024, 238, 112663. [Google Scholar] [CrossRef]
- Acikbas, N.C.; Suvaci, E.; Mandal, H. Fabrication of Functionally Graded SiAlON Ceramics by Tape Casting. J. Am. Ceram. Soc. 2006, 89, 3255–3257. [Google Scholar] [CrossRef]
- Jili, X.; Gao, L.; Chen, H.; Zhang, J. Microstructure and Dielectric Properties of Gradient Composite BaxSr1−xTiO3 Multilayer Ceramic Capacitors. Micromachines 2024, 15, 470. [Google Scholar] [CrossRef]
- Romario, Y.S.; Bhat, C.; Ramezani, M.; Pasang, T.; Chen, Z.; Jiang, C.-P. Fabrication of translucent graded dental crown using zirconia-yttrium multi-slurry tape casting 3D printer. J. Mech. Behav. Biomed. Mater. 2024, 152, 106406. [Google Scholar] [CrossRef]
Figure 1.
Flow chart for the preparation of gradient porous tungsten: (a) preparation of gradient blanks and (b) sintering and dealloying.
Figure 1.
Flow chart for the preparation of gradient porous tungsten: (a) preparation of gradient blanks and (b) sintering and dealloying.
Figure 2.
SEM images of W-Ti-Fe multiphase tapes with different components: (a) 80 at.% Fe; (b) 70 at.% Fe; (c) 60 at.% Fe; (d) 50 at.% Fe; (e) 40 at.% Fe; (f) 30 at.% Fe; and the atomic ratio of W to Ti is 3:1.
Figure 2.
SEM images of W-Ti-Fe multiphase tapes with different components: (a) 80 at.% Fe; (b) 70 at.% Fe; (c) 60 at.% Fe; (d) 50 at.% Fe; (e) 40 at.% Fe; (f) 30 at.% Fe; and the atomic ratio of W to Ti is 3:1.
Figure 3.
TG-DSC curves of W-Ti-Fe multiphase tape.

Figure 4.
SEM images of W-Ti-Fe mixed powder (a); EDS elemental maps of W (b); Fe (c); Ti (d); C (e); and TEM image of W-Ti-Fe mixed powder (f).
Figure 4.
SEM images of W-Ti-Fe mixed powder (a); EDS elemental maps of W (b); Fe (c); Ti (d); C (e); and TEM image of W-Ti-Fe mixed powder (f).

Figure 5.
(a) FT-IR patterns of W-Ti-Fe cast tapes and mixed powder after pyrolysis; (b) XRD patterns of W-Ti-Fe mixed powder after pyrolysis.
Figure 5.
(a) FT-IR patterns of W-Ti-Fe cast tapes and mixed powder after pyrolysis; (b) XRD patterns of W-Ti-Fe mixed powder after pyrolysis.
Figure 6.
SEM images of the polished surface and the cross-section of W-Ti-Fe precursor sintered at different temperatures: (a,d) 700 °C, (b,e) 750 °C, and (c,f) 800 °C.
Figure 6.
SEM images of the polished surface and the cross-section of W-Ti-Fe precursor sintered at different temperatures: (a,d) 700 °C, (b,e) 750 °C, and (c,f) 800 °C.

Figure 7.
SEM images of (a) W-Ti-Fe precursor, (b) prefabricated porous framework, and (c) W-Ti composite framework with gradient Fe content or porosity distribution. The white arrows indicate the interface between the different layers.
Figure 7.
SEM images of (a) W-Ti-Fe precursor, (b) prefabricated porous framework, and (c) W-Ti composite framework with gradient Fe content or porosity distribution. The white arrows indicate the interface between the different layers.
Figure 8.
(a) TEM image of the W-Ti composite framework; (b–d) are the corresponding EDS images of the W, Ti, and Fe elements.
Figure 8.
(a) TEM image of the W-Ti composite framework; (b–d) are the corresponding EDS images of the W, Ti, and Fe elements.

Figure 9.
SEM images of porous tungsten porosity gradient material: (a) overall structure; (b–e) the enlarged images corresponding to different regions in (a).
Figure 9.
SEM images of porous tungsten porosity gradient material: (a) overall structure; (b–e) the enlarged images corresponding to different regions in (a).
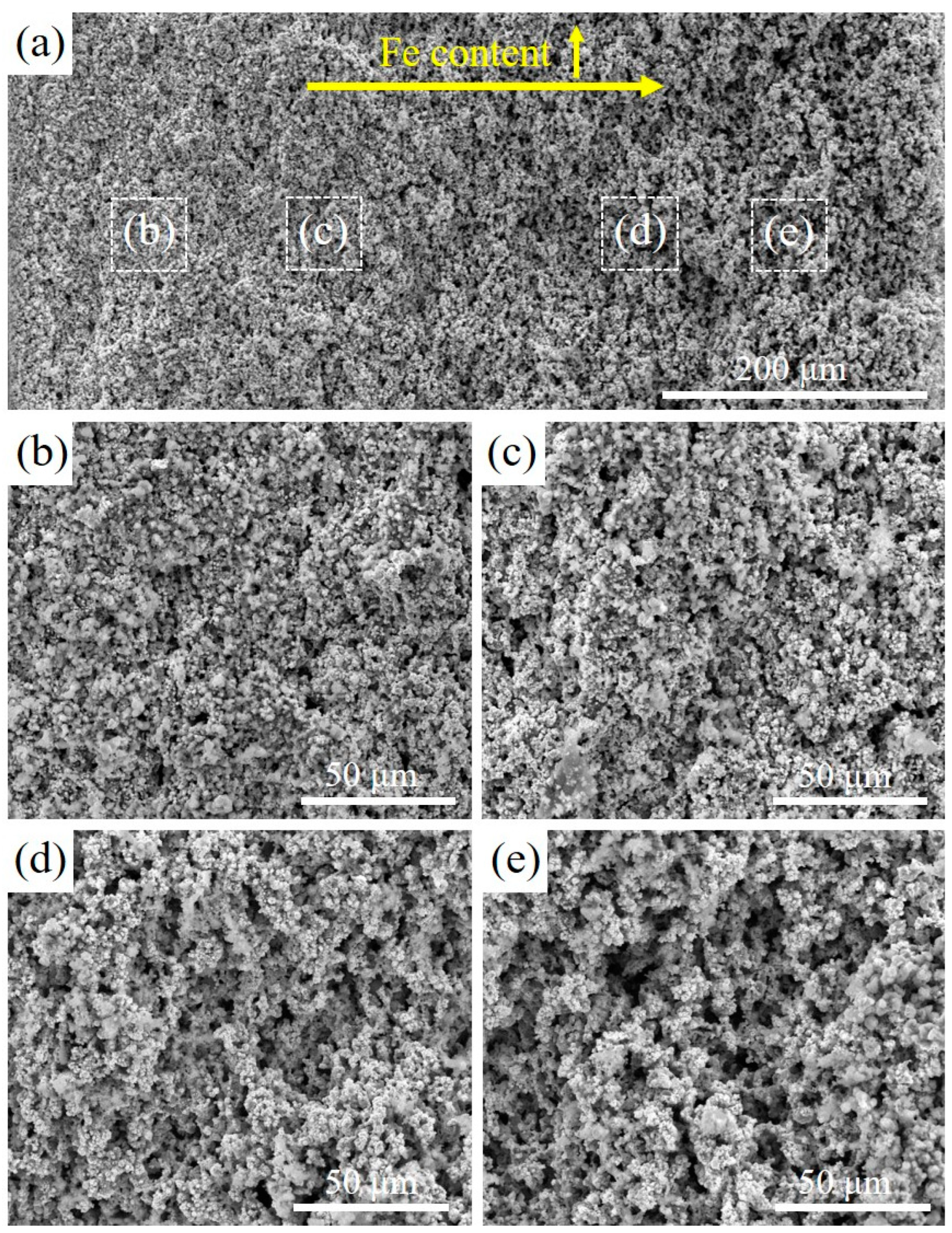
Figure 10.
Porosity of monolayer porous tungsten with different Fe contents.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
CHNS elemental analysis of W-Ti-Fe mixed powder after pyrolysis.
| Sample | C (wt.%) | H (wt.%) | N (wt.%) | S (wt.%) |
|---|---|---|---|---|
| (W3Ti1)20Fe80 | 0.81 | 0.22 | 0.11 | 0.05 |
| (W3Ti1)30Fe70 | 0.79 | 0.15 | 0.10 | 0.00 |
| (W3Ti1)40Fe60 | 0.64 | 0.10 | 0.06 | 0.08 |
| (W3Ti1)50Fe50 | 0.53 | 0.00 | 0.03 | 0.00 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Zhu, K.; Jia, H.; Huang, J.; Zhang, J. The Integrated Preparation of Porous Tungsten Gradient Materials with a Wide Porosity Range. Metals 2024, 14, 427. https://doi.org/10.3390/met14040427
AMA Style
Zhu K, Jia H, Huang J, Zhang J. The Integrated Preparation of Porous Tungsten Gradient Materials with a Wide Porosity Range. Metals. 2024; 14(4):427. https://doi.org/10.3390/met14040427
Chicago/Turabian StyleZhu, Ke, Hao Jia, Jin Huang, and Jian Zhang. 2024. "The Integrated Preparation of Porous Tungsten Gradient Materials with a Wide Porosity Range" Metals 14, no. 4: 427. https://doi.org/10.3390/met14040427
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.