
Comparative Analysis of Three Different Probe Designs for Reducing Hook Defects in FSW of AA6005-T6 Aluminum Alloy



Abstract
1. Introduction
2. Experimental Details
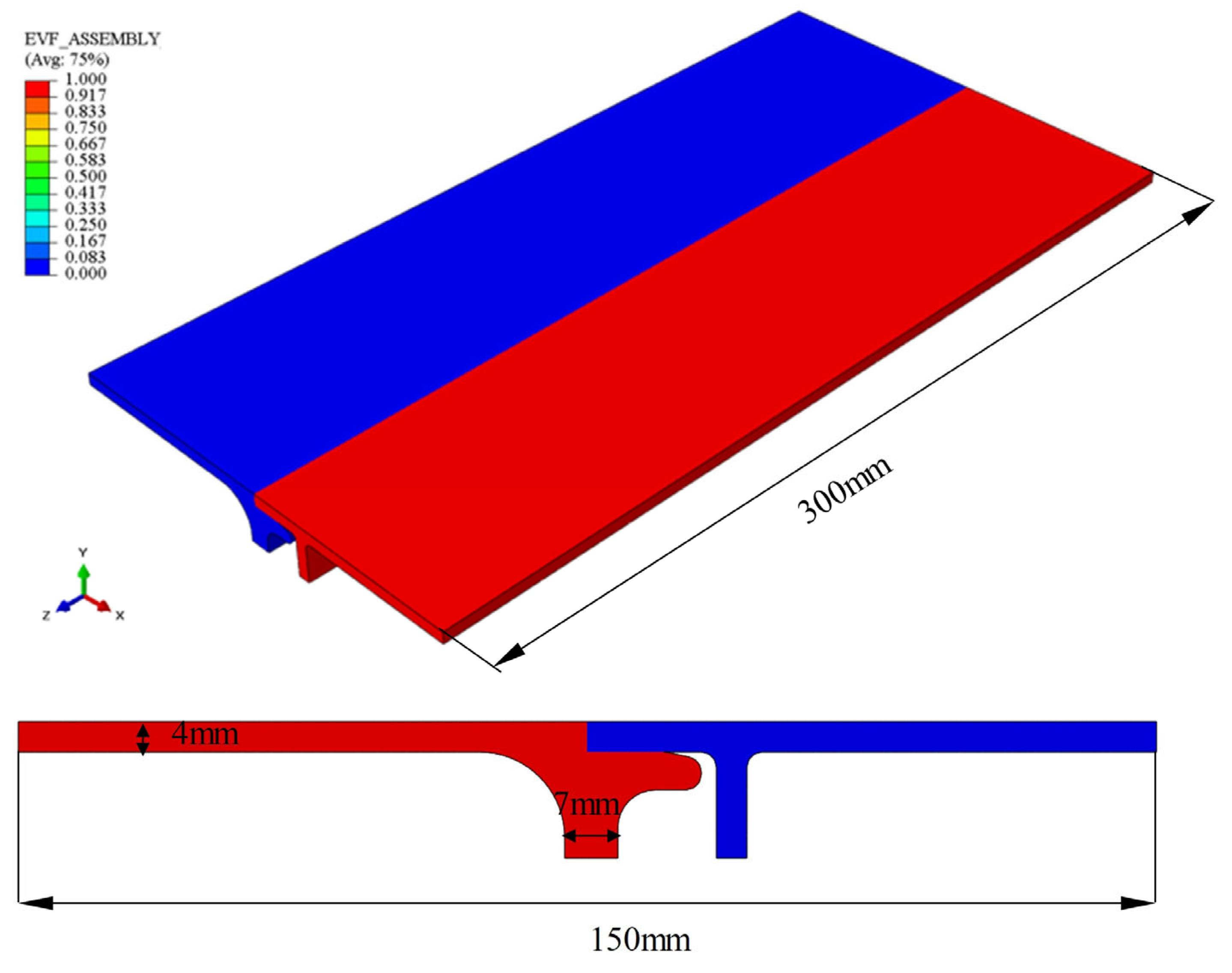
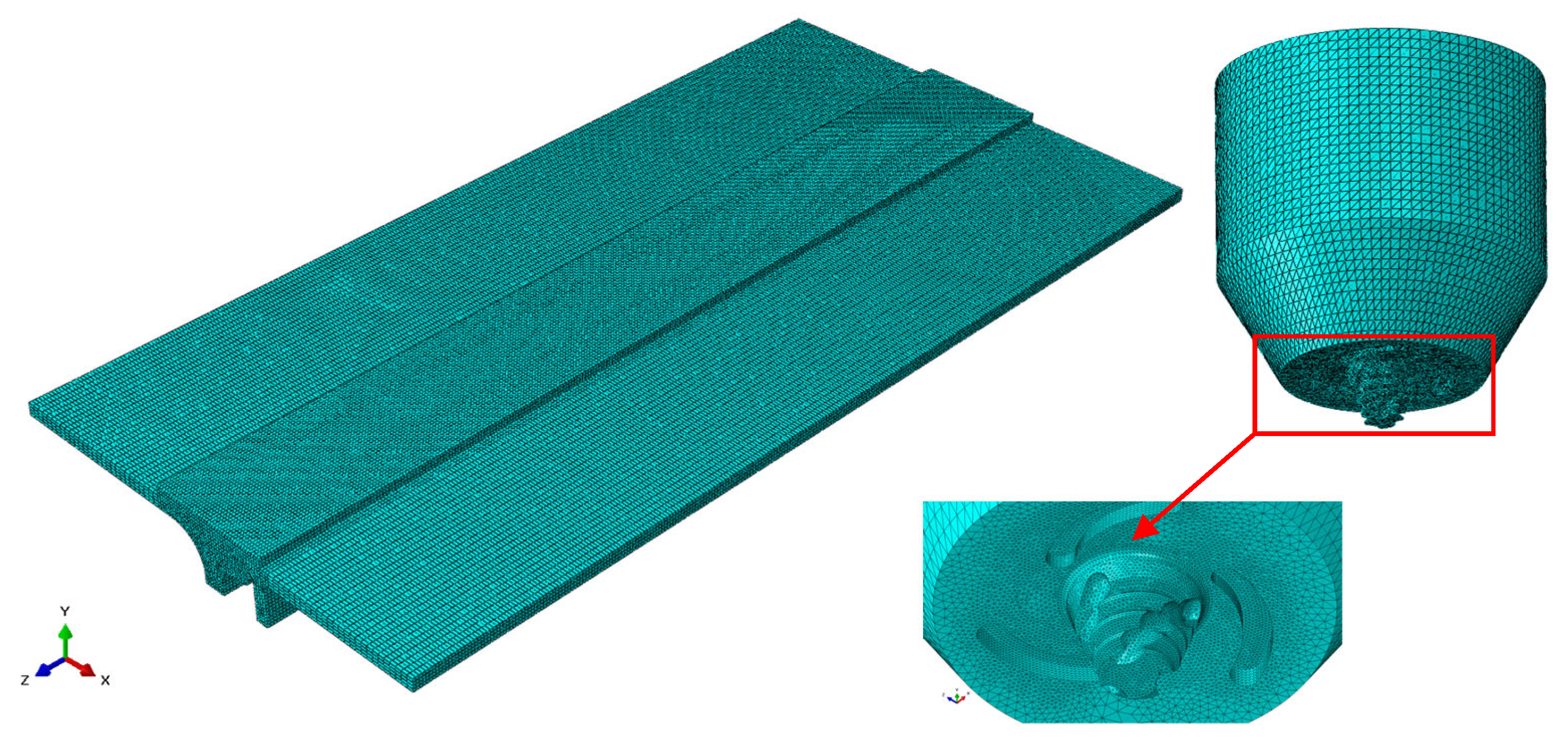
3. Modeling Details
4. Results and Discussion
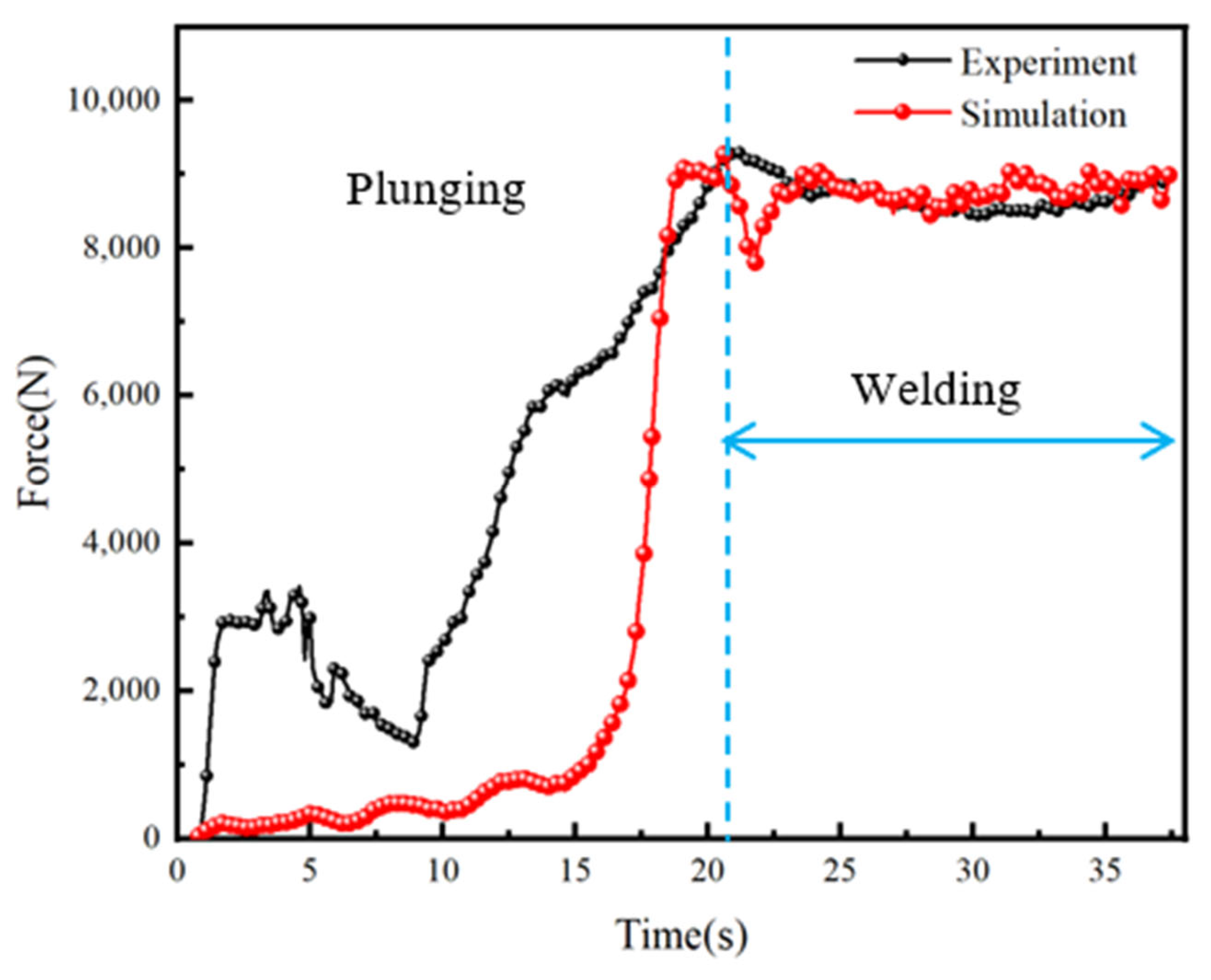
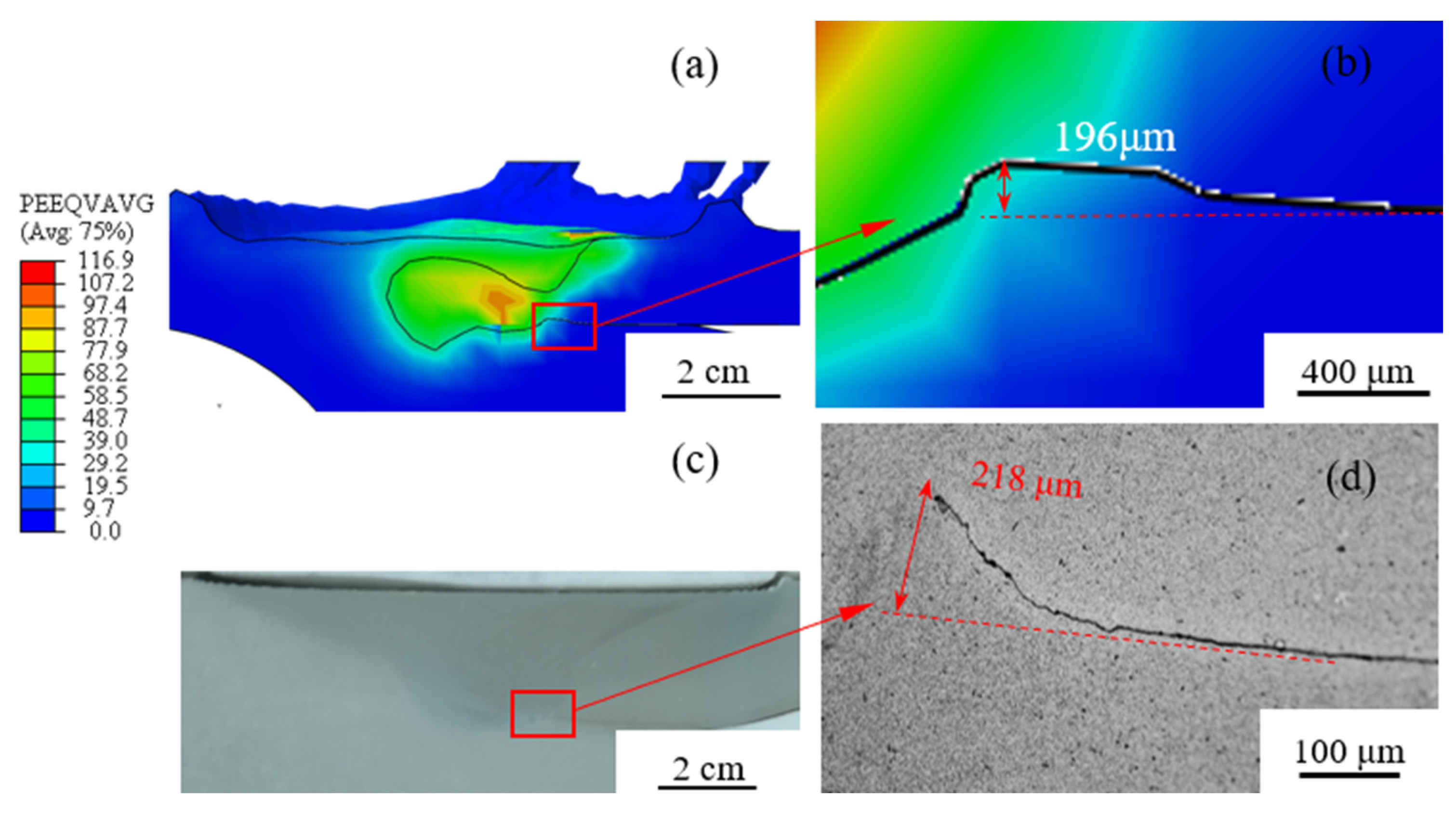
4.1. Validation of Model
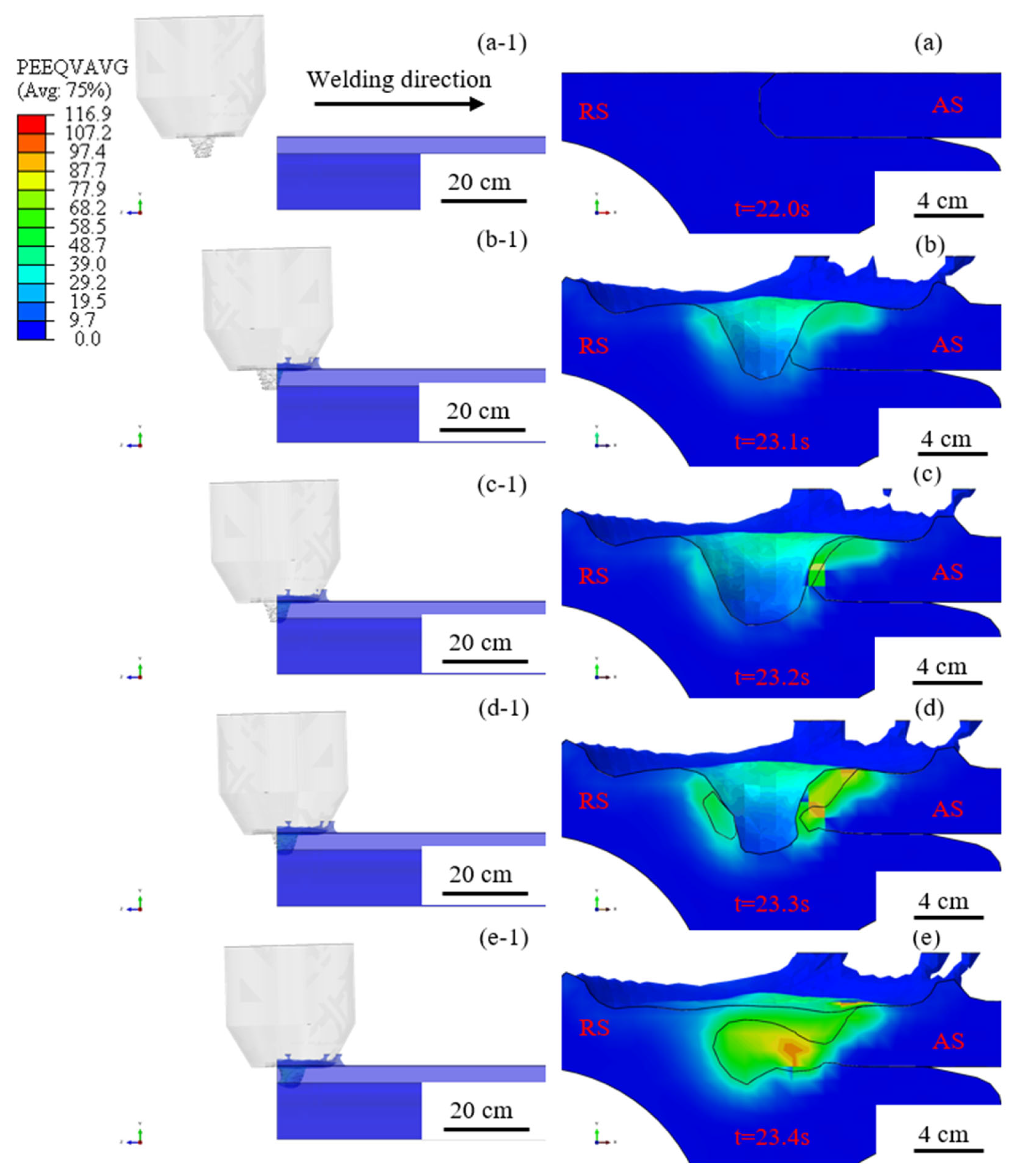
4.2. Hook Formation Process
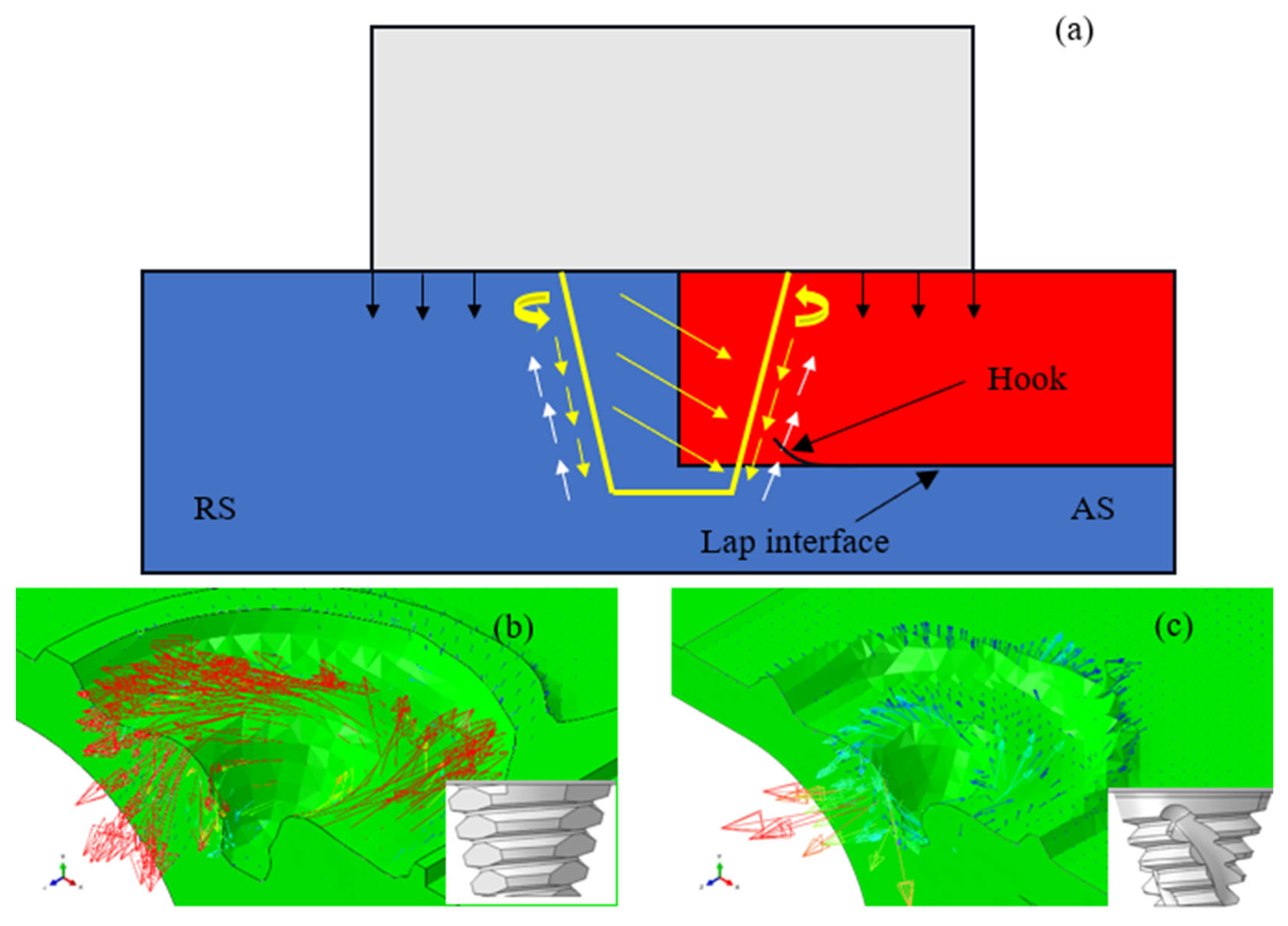
4.3. Formation Mechanism of Hook Defects
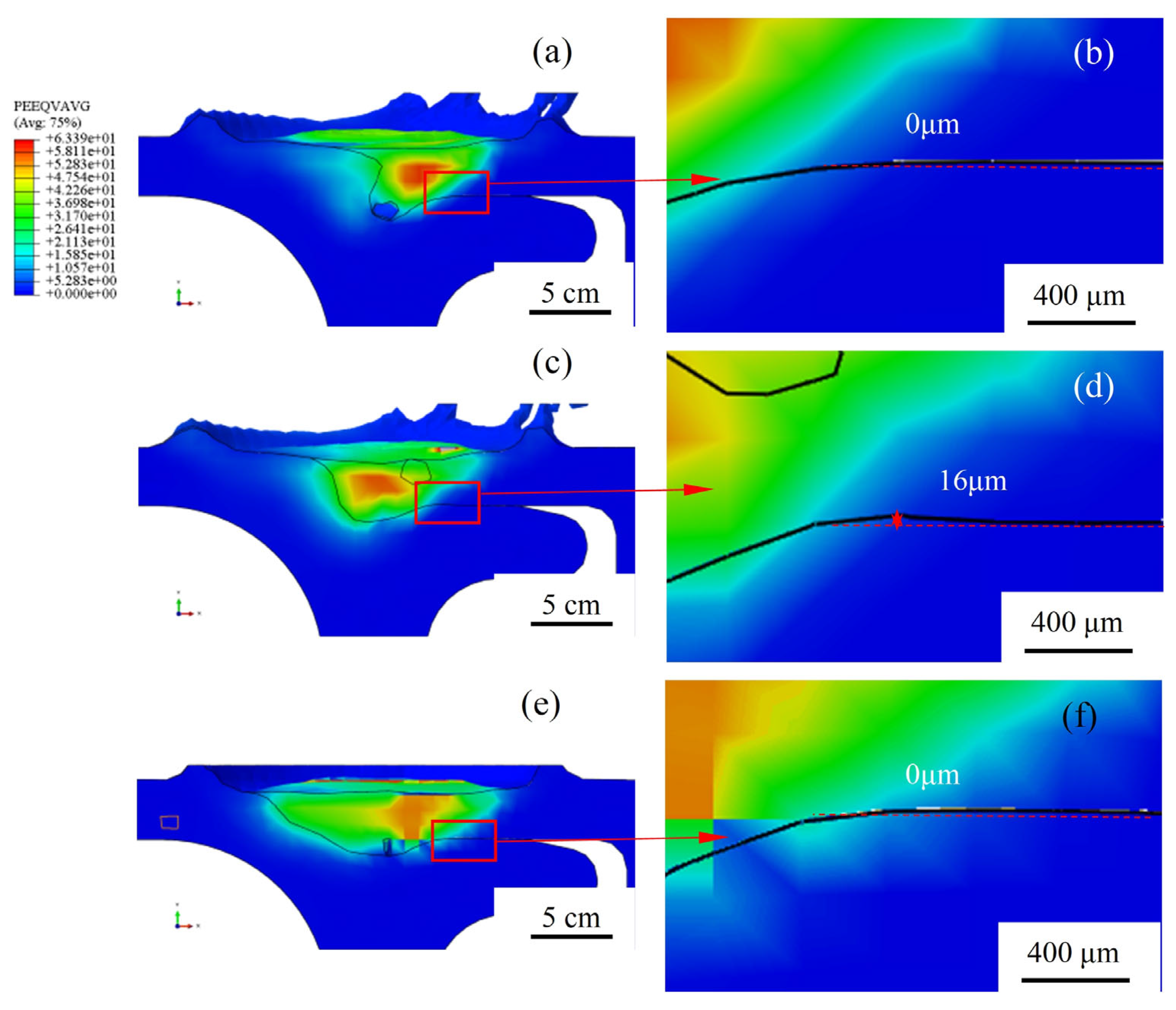
4.4. The Impact of Three Probes on Hook Defects
4.5. Mechanical Properties of the Butt–Lap Joints
5. Conclusions
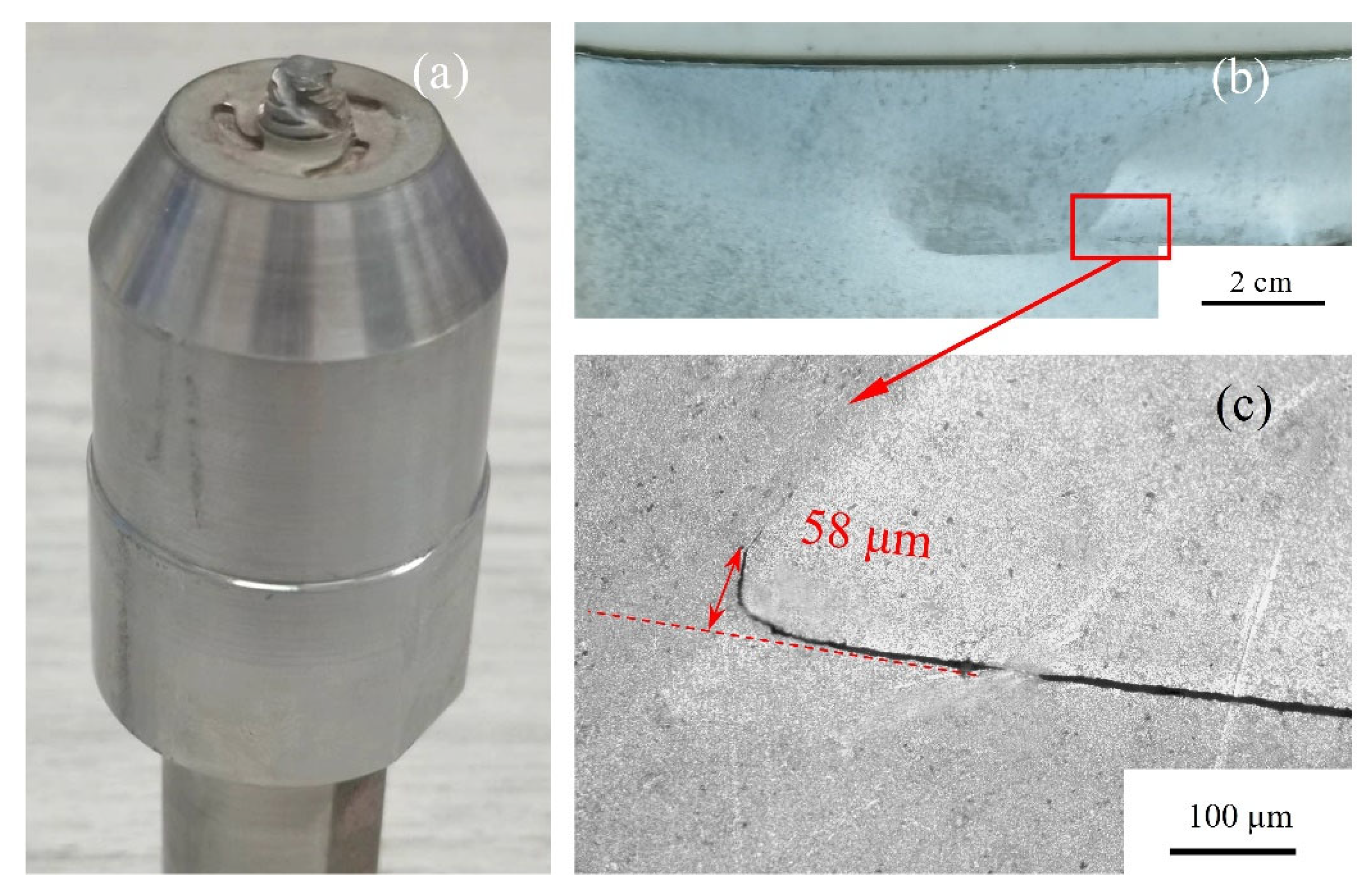
- The RLP was effective in reducing the size of the hook defects to 58 μm without introducing internal voids, making it a viable option for enhancing joint quality without compromising structural integrity.
- The LLP and TPP almost eliminated the hook defects at the lap interface, achieving defect sizes close to 0 μm. However, these designs were also associated with the formation of void defects under high-speed welding conditions, which could potentially degrade the joint quality.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Meng, X.; Huang, Y.; Cao, J.; Shen, J.; dos Santos, J.F. Recent progress on control strategies for inherent issues in friction stir welding. Prog. Mater. Sci. 2021, 115, 100706. [Google Scholar] [CrossRef]
- Singh, V.P.; Patel, S.K.; Ranjan, A.; Kuriachen, B. Recent research progress in solid state friction-stir welding of aluminium–magnesium alloys: A critical review. J. Mater. Res. Technol. 2020, 9, 6217–6256. [Google Scholar] [CrossRef]
- Liu, X.; Liu, H.; Wang, T.; Wang, X.; Yang, S. Correlation between microstructures and mechanical properties of high-speed friction stir welded aluminum hollow extrusions subjected to axial forces. J. Mater. Sci. Technol. 2018, 34, 102–111. [Google Scholar] [CrossRef]
- Ji, S.; Li, Z. Reducing the Hook Defect of Friction Stir Lap Welded Ti-6Al-4V Alloy by Slightly Penetrating into the Lower Sheet. J. Mater. Eng. Perform. 2017, 26, 921–930. [Google Scholar] [CrossRef]
- Xu, X.; Yang, X.; Zhou, G.; Tong, J. Microstructures and fatigue properties of friction stir lap welds in aluminum alloy AA6061-T6. Mater. Des. 2012, 35, 175–183. [Google Scholar] [CrossRef]
- Chen, H.; Fu, L.; Liang, P.; Liu, F. Defect features, texture and mechanical properties of friction stir welded lap joints of 2A97 Al-Li alloy thin sheets. Mater. Charact. 2017, 125, 160–173. [Google Scholar] [CrossRef]
- Song, Y.; Yang, X.; Cui, L.; Hou, X.; Shen, Z.; Xu, Y. Defect features and mechanical properties of friction stir lap welded dissimilar AA2024–AA7075 aluminum alloy sheets. Mater. Des. 2014, 55, 9–18. [Google Scholar] [CrossRef]
- Trimech, M.; Annan, C.D.; Walbridge, S.; Maljaars, J. Fatigue behaviour of butt-lap friction stir welded joints used with aluminum bridge decks. Structures 2023, 51, 1795–1805. [Google Scholar] [CrossRef]
- Fersini, D.; Pirondi, A. Fatigue behaviour of Al2024-T3 friction stir welded lap joints. Eng. Fract. Mech. 2007, 74, 468–480. [Google Scholar] [CrossRef]
- Ericsson, M.; Jin, L.; Sandstrom, R. Fatigue properties of friction stir overlap welds. Int. J. Fatigue 2007, 29, 57–68. [Google Scholar] [CrossRef]
- EN ISO 25239-5:2020; Friction Stir Welding—Aluminium—Part 5: Quality and Inspection Requirements. ISO: Geneva, Switzerland, 2020.
- Liu, H.; Hu, Y.; Peng, Y.; Dou, C.; Wang, Z. The effect of interface defect on mechanical properties and its formation mechanism in friction stir lap welded joints of aluminum alloys. J. Mater. Process. Technol. 2016, 238, 244–254. [Google Scholar] [CrossRef]
- Xiao, Y.; Li, Y.; Shi, L.; Wu, C.; Liu, H.; Sun, Z. Experimental and numerical analysis of friction stir additive manufacturing of 2024 aluminium alloy. Mater. Today Commun. 2023, 35, 105639. [Google Scholar] [CrossRef]
- Cao, X.; Jahazi, M. Effect of tool rotational speed and probe length on lap joint quality of a friction stir welded magnesium alloy. Mater. Des. 2011, 32, 1–11. [Google Scholar] [CrossRef]
- Tucci, F.; Carlone, P.; Silvestri, A.T.; Parmar, H.; Astarita, A. Dissimilar friction stir lap welding of AA2198-AA6082: Process analysis and joint characterization. CIRP J. Manuf. Sci. Technol. 2021, 35, 753–764. [Google Scholar] [CrossRef]
- Astarita, A.; Tucci, F.; Silvestri, A.T.; Perrella, M.; Boccarusso, L.; Carlone, P. Dissimilar friction stir lap welding of AA2198 and AA7075 sheets: Forces, microstructure and mechanical properties. Int. J. Adv. Manuf. Technol. 2021, 117, 1045–1059. [Google Scholar] [CrossRef]
- Badarinarayan, H.; Shi, Y.; Li, X.; Okamoto, K. Effect of tool geometry on hook formation and static strength of friction stir spot welded aluminum 5754-O sheets. Int. J. Mach. Tools Manuf. 2009, 49, 814–823. [Google Scholar] [CrossRef]
- Yue, Y.; Li, Z.; Ji, S.; Huang, Y.; Zhou, Z. Effect of Reverse-threaded Pin on Mechanical Properties of Friction Stir Lap Welded Alclad 2024 Aluminum Alloy. J. Mater. Sci. Technol. 2016, 32, 671–675. [Google Scholar] [CrossRef]
- Zhang, Y.; Huang, Y.; Meng, X.; Li, J.; Xie, Y.; Fan, Q. Friction stir lap welding of AA2024-T4 with drastically different thickness. Int. J. Adv. Manuf. Technol. 2020, 106, 3683–3691. [Google Scholar] [CrossRef]
- Salari, E.; Jahazi, M.; Khodabandeh, A.; Ghasemi-Nanesa, H. Influence of tool geometry and rotational speed on mechanical properties and defect formation in friction stir lap welded 5456 aluminum alloy sheets. Mater. Des. 2014, 58, 381–389. [Google Scholar] [CrossRef]
- Baratzadeh, F.; Boldsaikhan, E.; Nair, R.; Burford, D.; Lankarani, H. Investigation of mechanical properties of AA6082-T6/AA6063-T6 friction stir lap welds. J. Adv. Join. Process. 2020, 1, 100011. [Google Scholar] [CrossRef]
- Meng, X.; Cao, B.; Qiu, Y.; Chen, H.; Xie, Y.; Wan, L.; Huang, Y. Equal-load-bearing joining of alclad AA2024-T4 alloy stringers and skins in aviation via friction stir lap welding. J. Manuf. Process. 2021, 68, 1295–1302. [Google Scholar] [CrossRef]
- Xiao, X.; Qin, D.; Mao, Y.; Fu, L. Effects of pin morphology on the interface defects of the FSWed lap joints of 2A12 aluminum alloy. J. Manuf. Process. 2021, 68, 128–140. [Google Scholar] [CrossRef]
- Chen, K.; Liu, X.; Ni, J. Thermal-mechanical modeling on friction stir spot welding of dissimilar materials based on Coupled Eulerian-Lagrangian approach. Int. J. Adv. Manuf. Technol. 2016, 91, 1697–1707. [Google Scholar] [CrossRef]
- Chu, Q.; Yang, X.W.; Li, W.Y.; Vairis, A.; Wang, W.B. Numerical analysis of material flow in the probeless friction stir spot welding based on Coupled Eulerian-Lagrangian approach. J. Manuf. Process. 2018, 36, 181–187. [Google Scholar] [CrossRef]
- Geng, P.; Ma, Y.; Ma, N.; Ma, H.; Aoki, Y.; Liu, H.; Fujii, H.; Chen, C. Effects of rotation tool-induced heat and material flow behaviour on friction stir lapped Al/steel joint formation and resultant microstructure. Int. J. Mach. Tools Manuf. 2022, 174, 103858. [Google Scholar] [CrossRef]
- Peng, Y.; Chen, X.; Peng, S.; Chen, C.; Li, J.; Liu, G. Strain Rate-Dependent Constitutive and Low Stress Triaxiality Fracture Behavior Investigation of 6005 Al Alloy. Adv. Mater. Sci. Eng. 2018, 2018, 2712937. [Google Scholar] [CrossRef]
- Simar, A.; Bréchet, Y.; de Meester, B.; Denquin, A.; Gallais, C.; Pardoen, T. Integrated modeling of friction stir welding of 6xxx series Al alloys: Process, microstructure and properties. Prog. Mater. Sci. 2012, 57, 95–183. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| A (MPa) | B (MPa) | C | n | Troom (°C) |
|---|---|---|---|---|
| 255.25 | 411.69 | 0.0186 | 0.82 | 24 |
| Temperature, T (°C) | Density, ρ (kg·m−3) | Specific Heat, cp (J·kg−1·K−1) | Thermal Conductivity, (W·m−1 K−1) |
|---|---|---|---|
| 25 | 2680 | - | - |
| 50 | 2680 | 920 | 206.6 |
| 100 | 2670 | 930 | 208.3 |
| 150 | 2660 | 950 | 210.3 |
| 200 | 2650 | 970 | 210.3 |
| 250 | 2630 | 990 | 210.9 |
| 300 | 2620 | 1010 | 208.6 |
| 350 | 2610 | 1020 | 205.6 |
| 400 | 2600 | 1040 | 201.9 |
| 450 | 2590 | 1060 | 197.5 |
| 500 | 2580 | 1080 | 190.0 |
| 550 | - | 1110 | 182.8 |
| Parameter | Parameter Values | Temperature (°C) |
|---|---|---|
| Density, ρ (kg·m−3) | 7800 | - |
| Young’s modulus (GPa) | 207 | 20 |
| 200 | 93 | |
| 186 | 300 | |
| 158 | 540 | |
| Poisson’s ratio | 0.3 | - |
| Thermal conductivity (W·m−1 K−1) | 17.6 | 27 |
| 23.4 | 214 | |
| 25.2 | 437 | |
| 26.8 | 659 | |
| Specific heat (J·kg−1·K−1) | 430 | 20 |
| 470 | 100 | |
| 521 | 200 | |
| 571 | 300 | |
| 621 | 400 | |
| 673 | 500 | |
| 722 | 600 | |
| Expansion coefficient (10−6 m/m·°C) | 10.4 | 103 |
| 11.3 | 214 | |
| 12.4 | 306 | |
| 13.1 | 417 | |
| 13.5 | 548 |
| Coefficient of Bottom-Convection Heat Transfer (W/m2·°C) | Air Convection Heat Transfer Coefficient (W/m2·°C) | Ambient Temperature (°C) |
|---|---|---|
| 500 | 10 | 25 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qin, L.; Zhang, H.; Bian, G.; Li, K.; Dong, P. Comparative Analysis of Three Different Probe Designs for Reducing Hook Defects in FSW of AA6005-T6 Aluminum Alloy. Metals 2024, 14, 653. https://doi.org/10.3390/met14060653
Qin L, Zhang H, Bian G, Li K, Dong P. Comparative Analysis of Three Different Probe Designs for Reducing Hook Defects in FSW of AA6005-T6 Aluminum Alloy. Metals. 2024; 14(6):653. https://doi.org/10.3390/met14060653
Chicago/Turabian StyleQin, Liuyang, Hongxia Zhang, Gongbo Bian, Kewei Li, and Peng Dong. 2024. "Comparative Analysis of Three Different Probe Designs for Reducing Hook Defects in FSW of AA6005-T6 Aluminum Alloy" Metals 14, no. 6: 653. https://doi.org/10.3390/met14060653
APA StyleQin, L., Zhang, H., Bian, G., Li, K., & Dong, P. (2024). Comparative Analysis of Three Different Probe Designs for Reducing Hook Defects in FSW of AA6005-T6 Aluminum Alloy. Metals, 14(6), 653. https://doi.org/10.3390/met14060653