
Study on Fracture Behavior and Toughening Mechanisms of Ultra-High-Strength Pipeline Steel

 , ,
, ,
Abstract
:1. Introduction
2. Experimental Material and Procedures
3. Results and Discussion
3.1. Fracture Behavior of Ultra-High-Strength Pipeline Steel
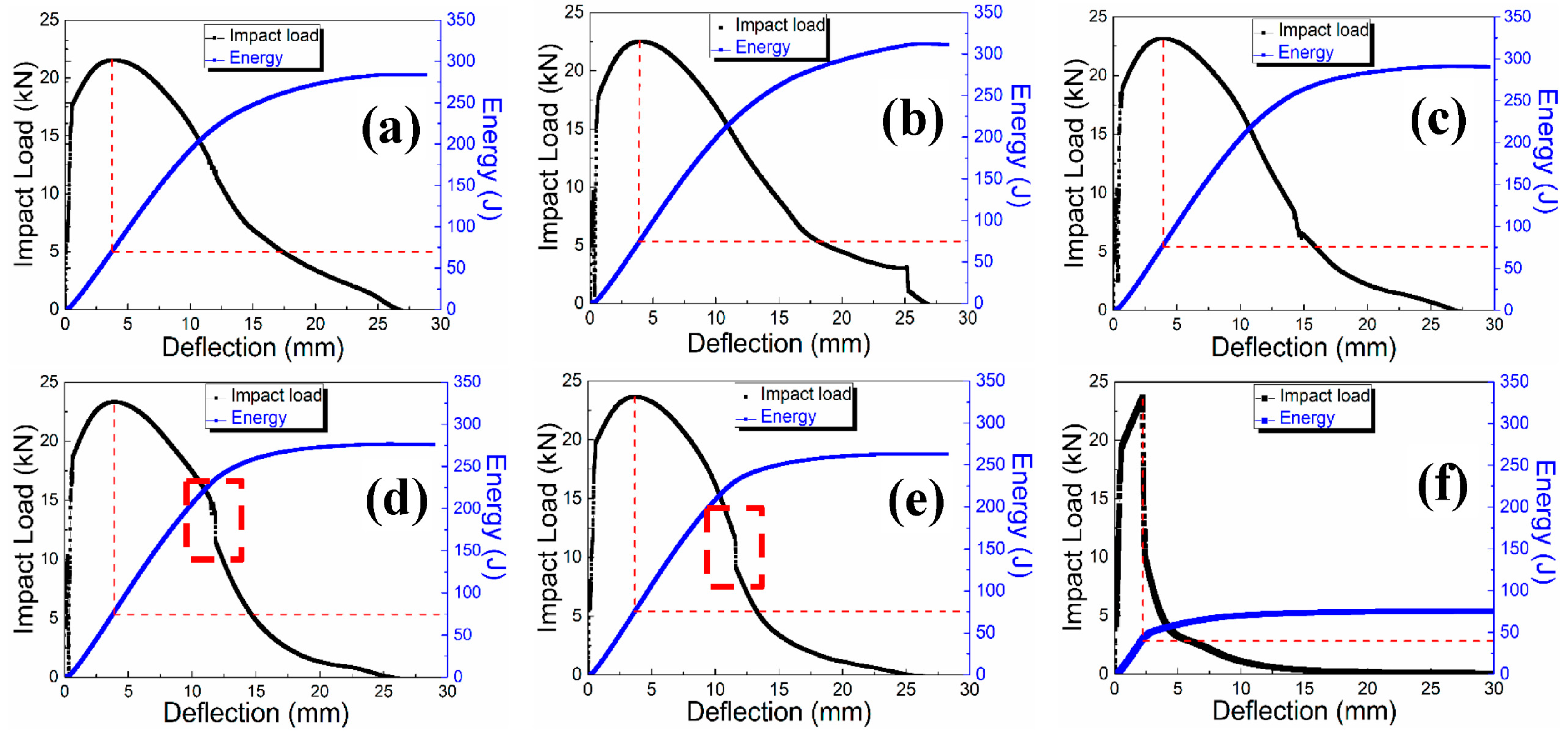
3.1.1. Series of Low Temperature CVN Tests of Ultra-High-Strength Pipeline Steel
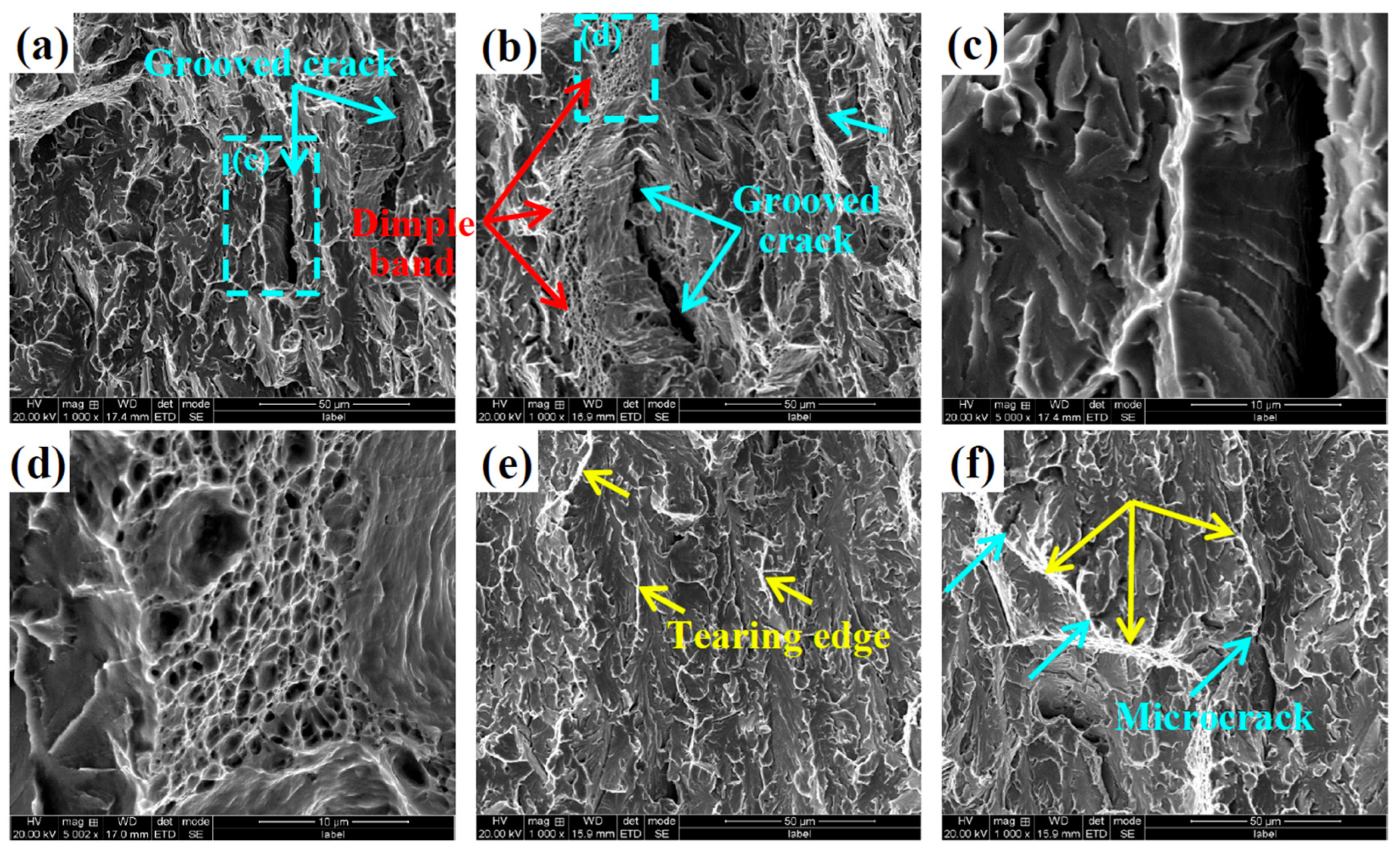
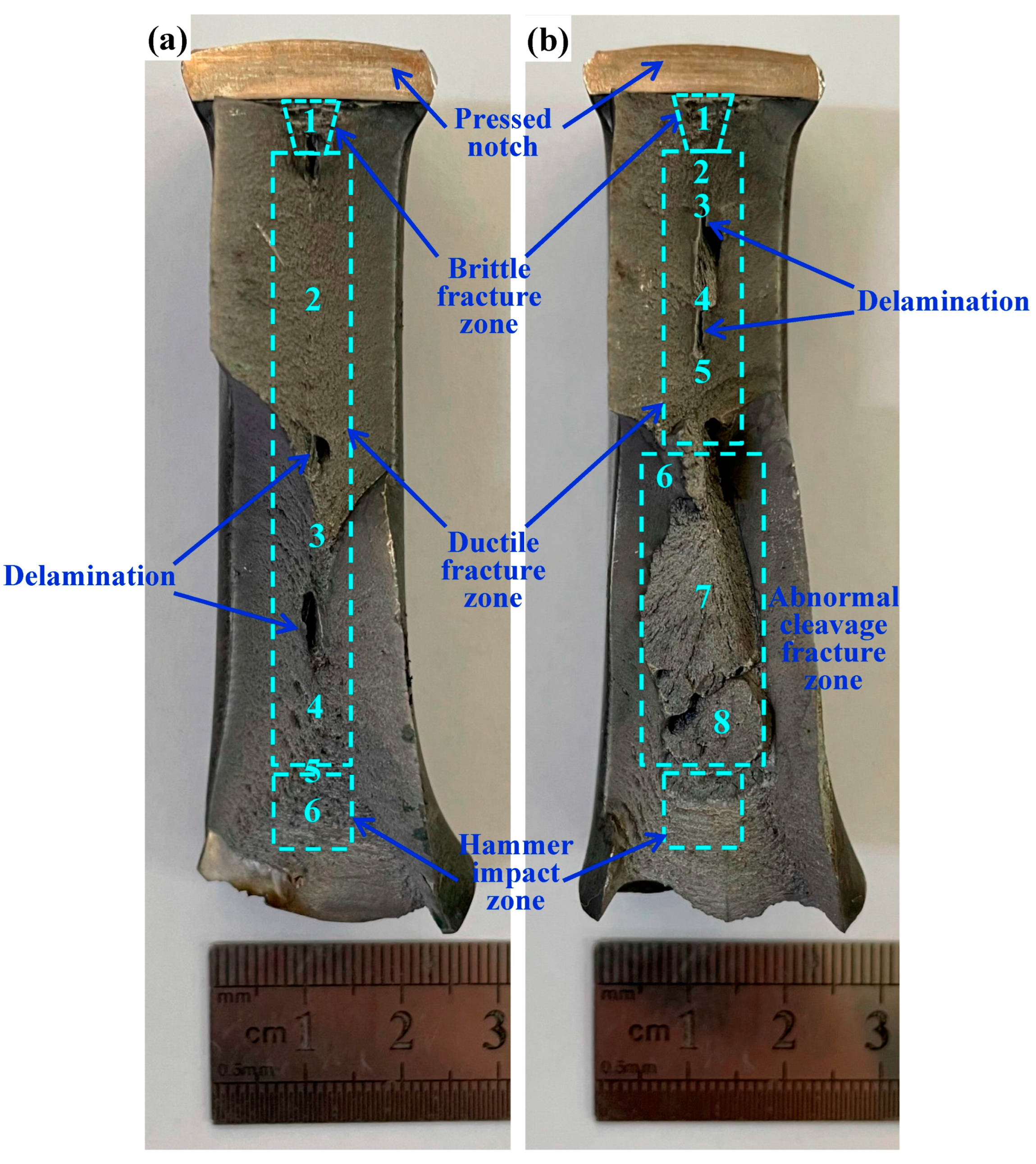
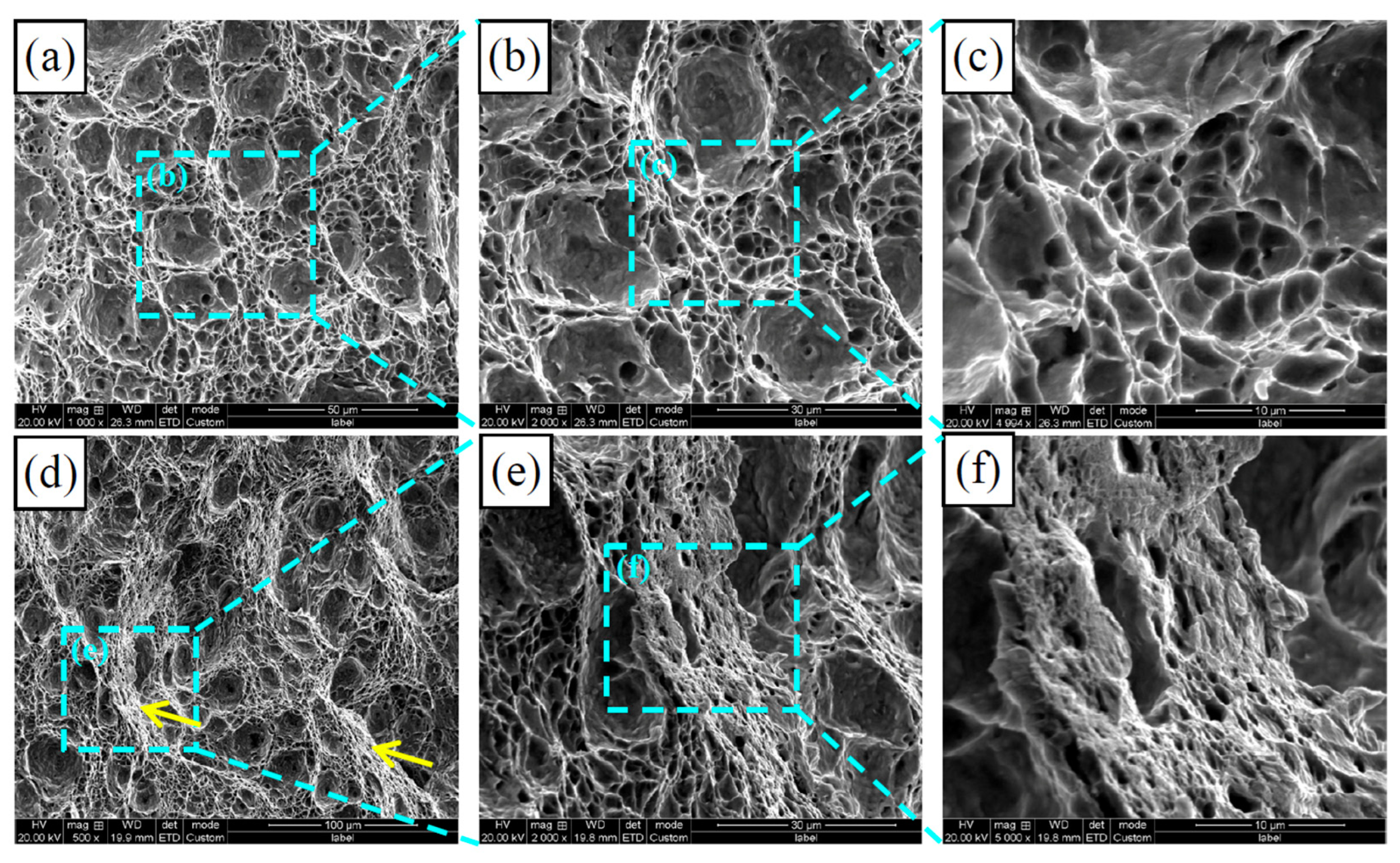
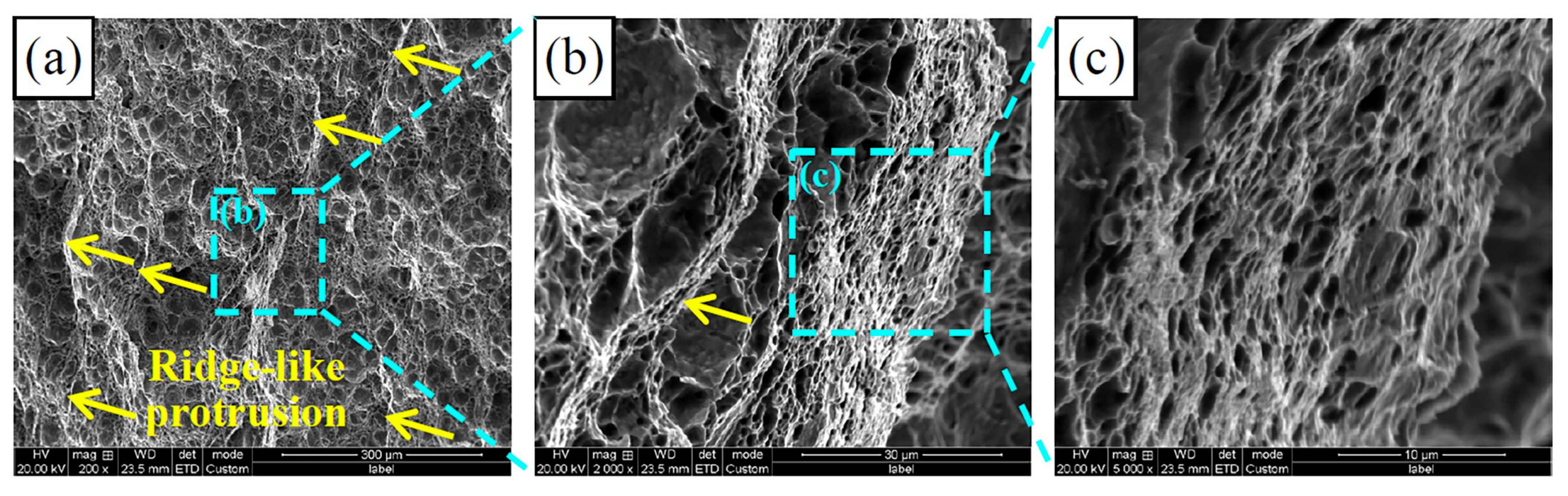
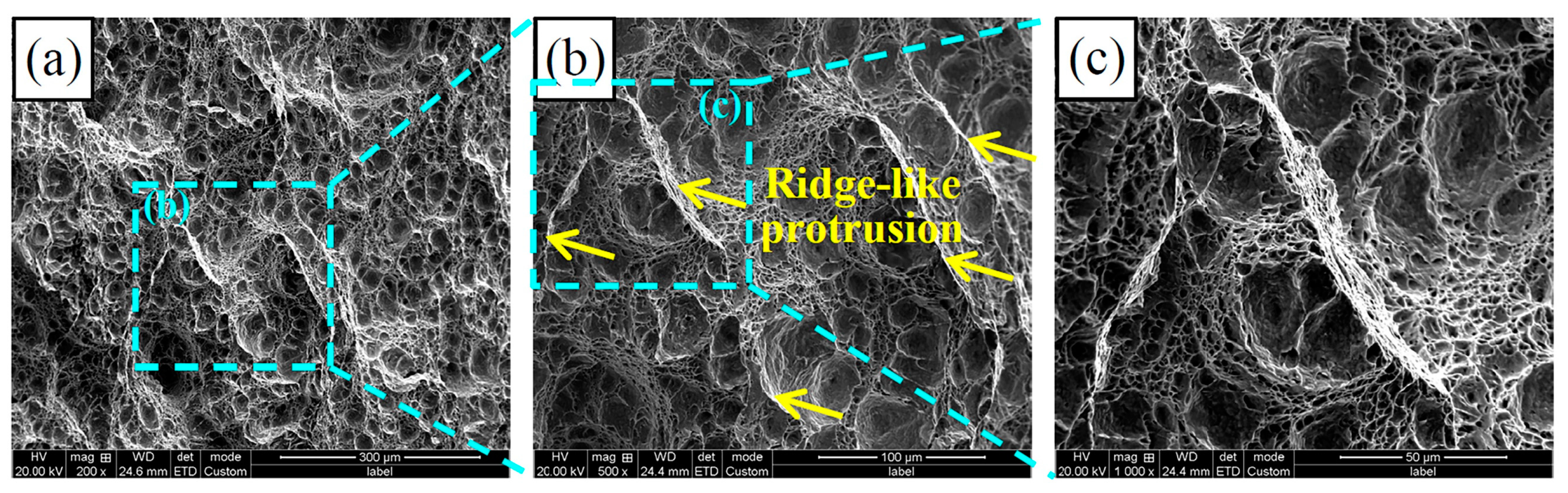
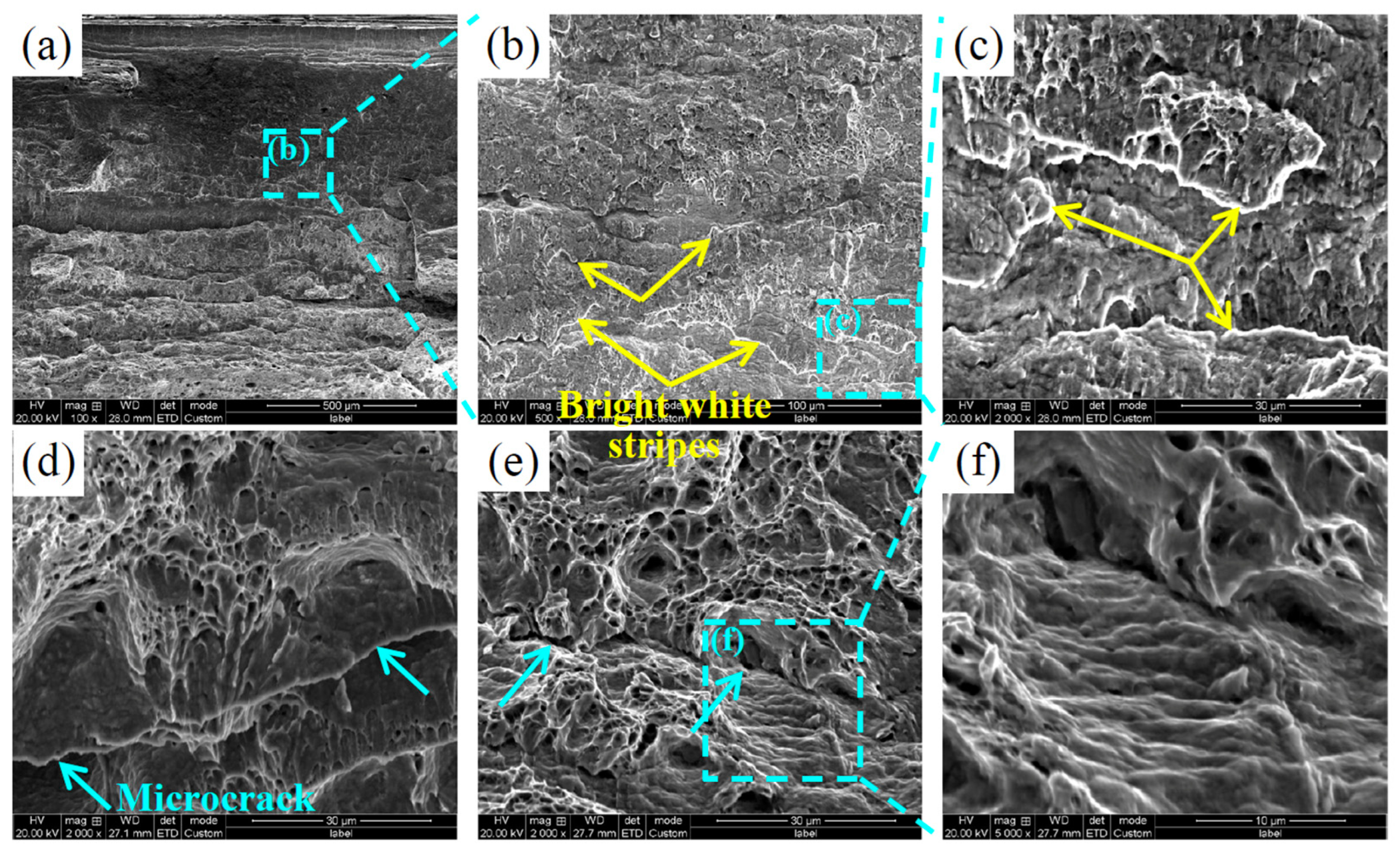
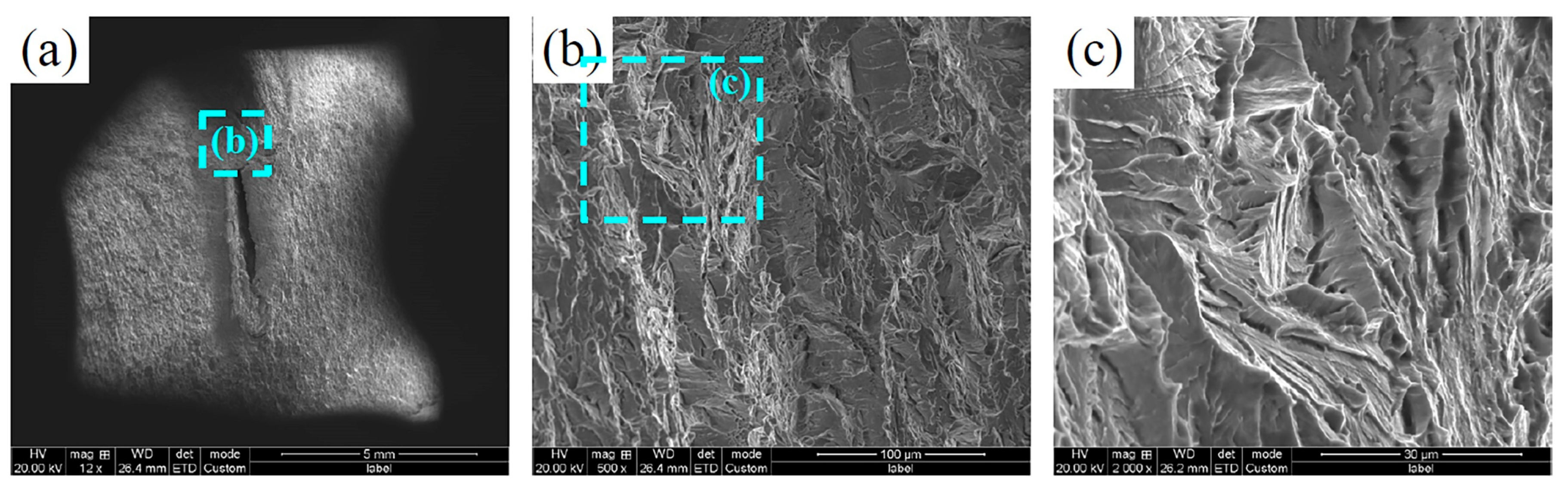
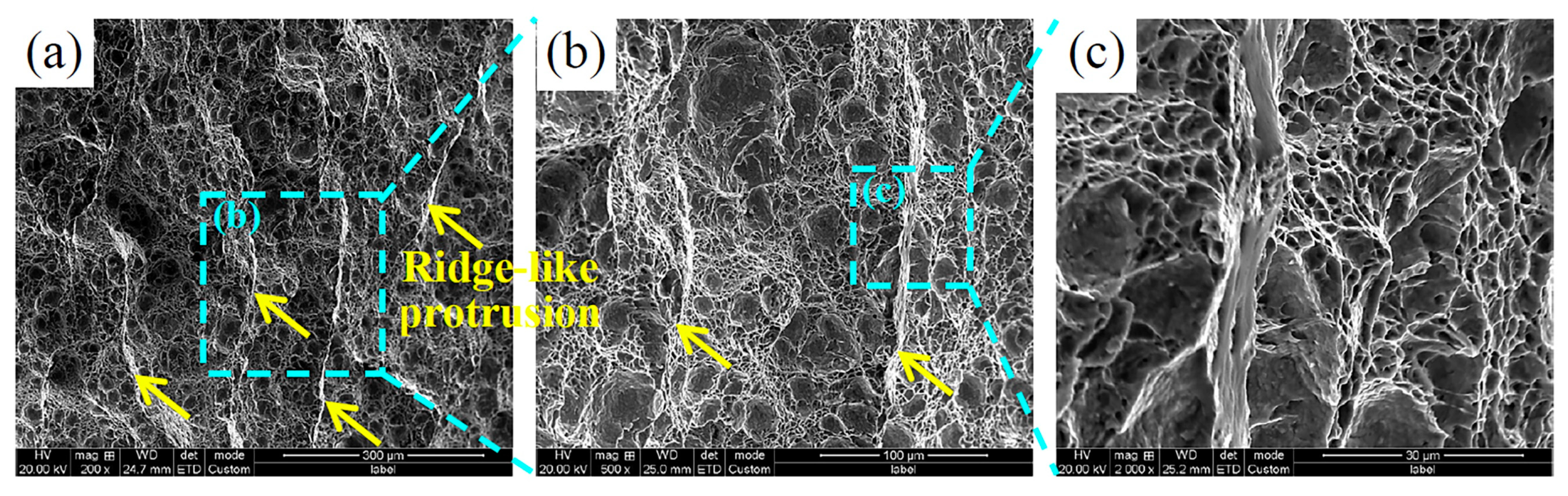
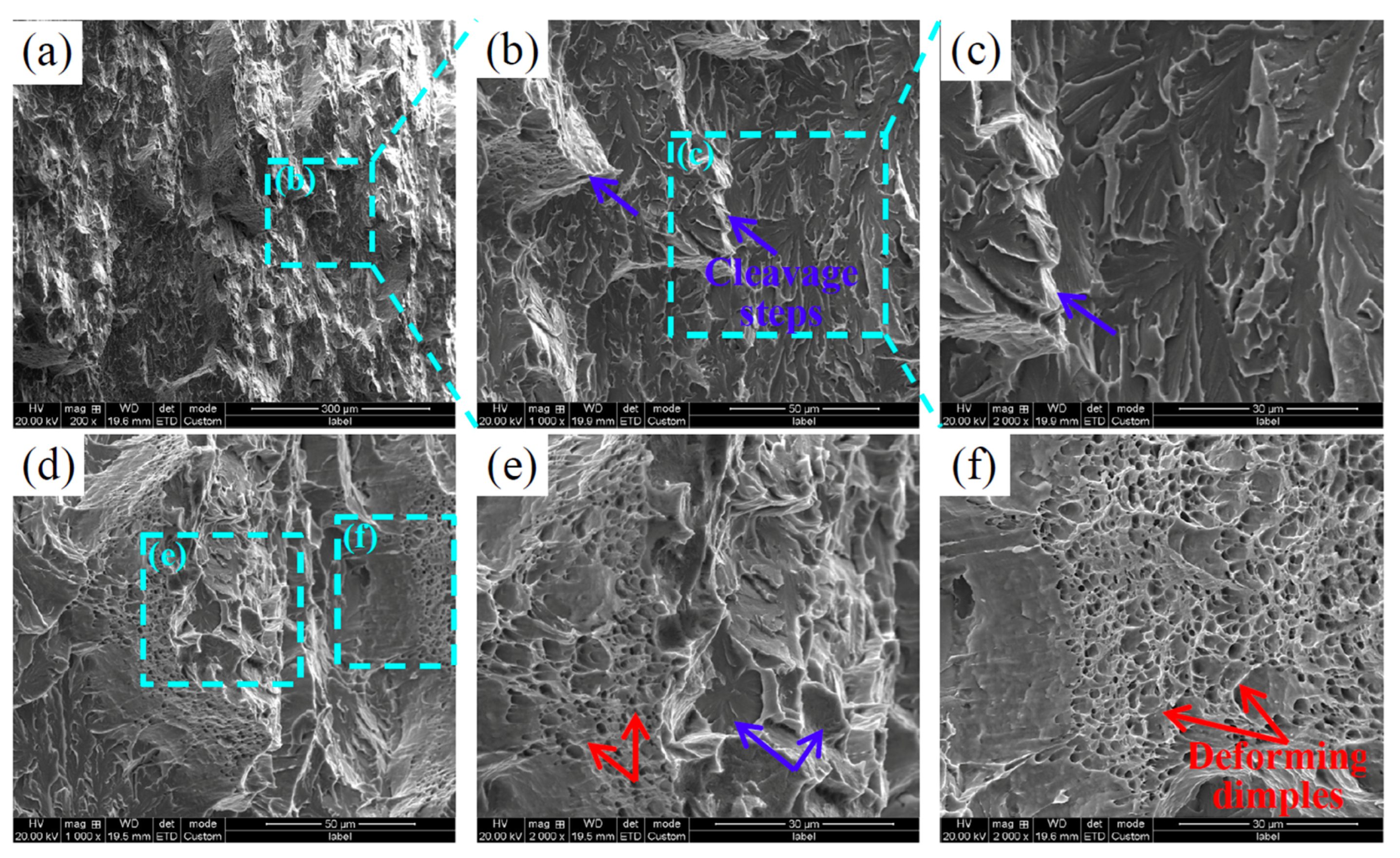
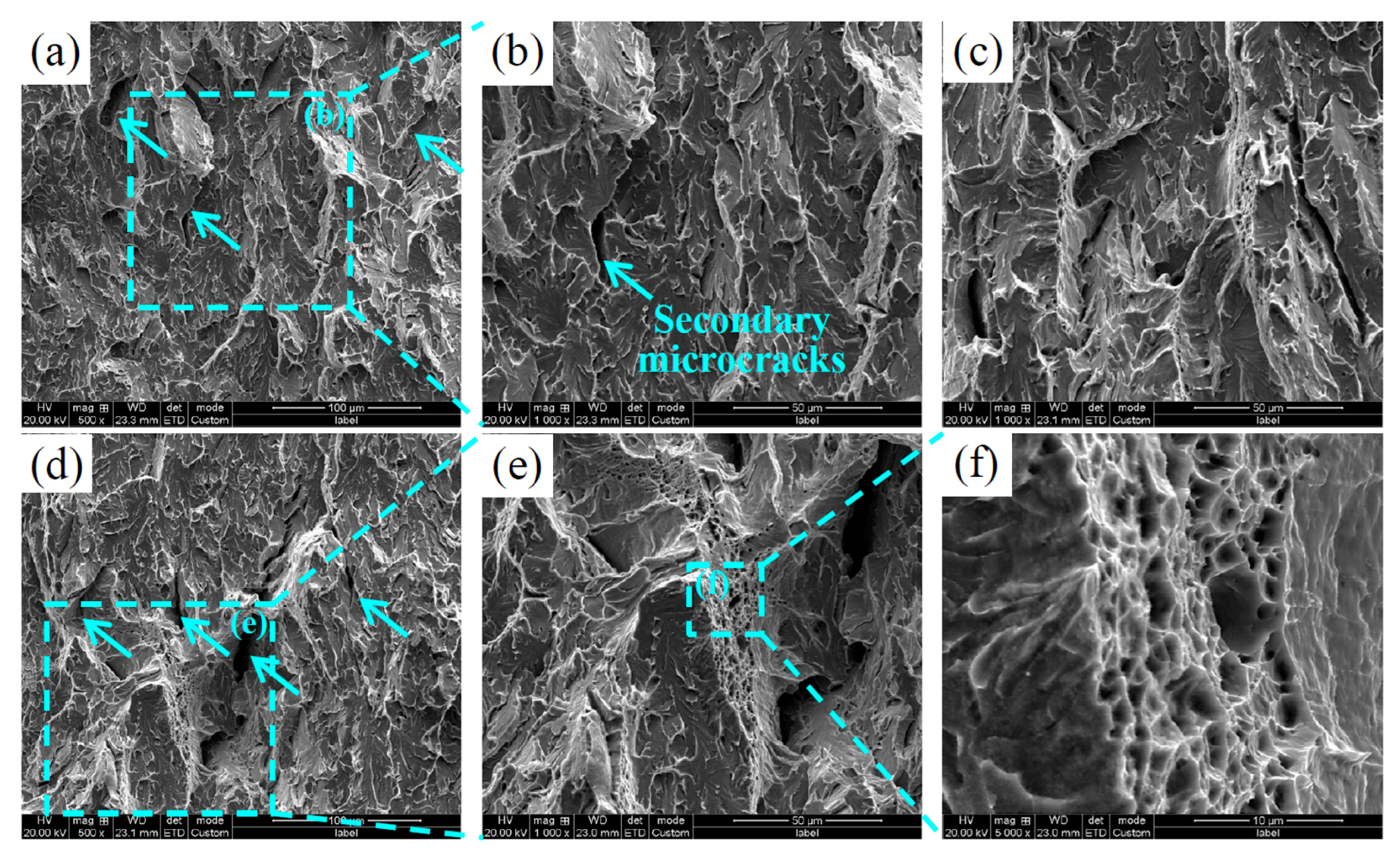
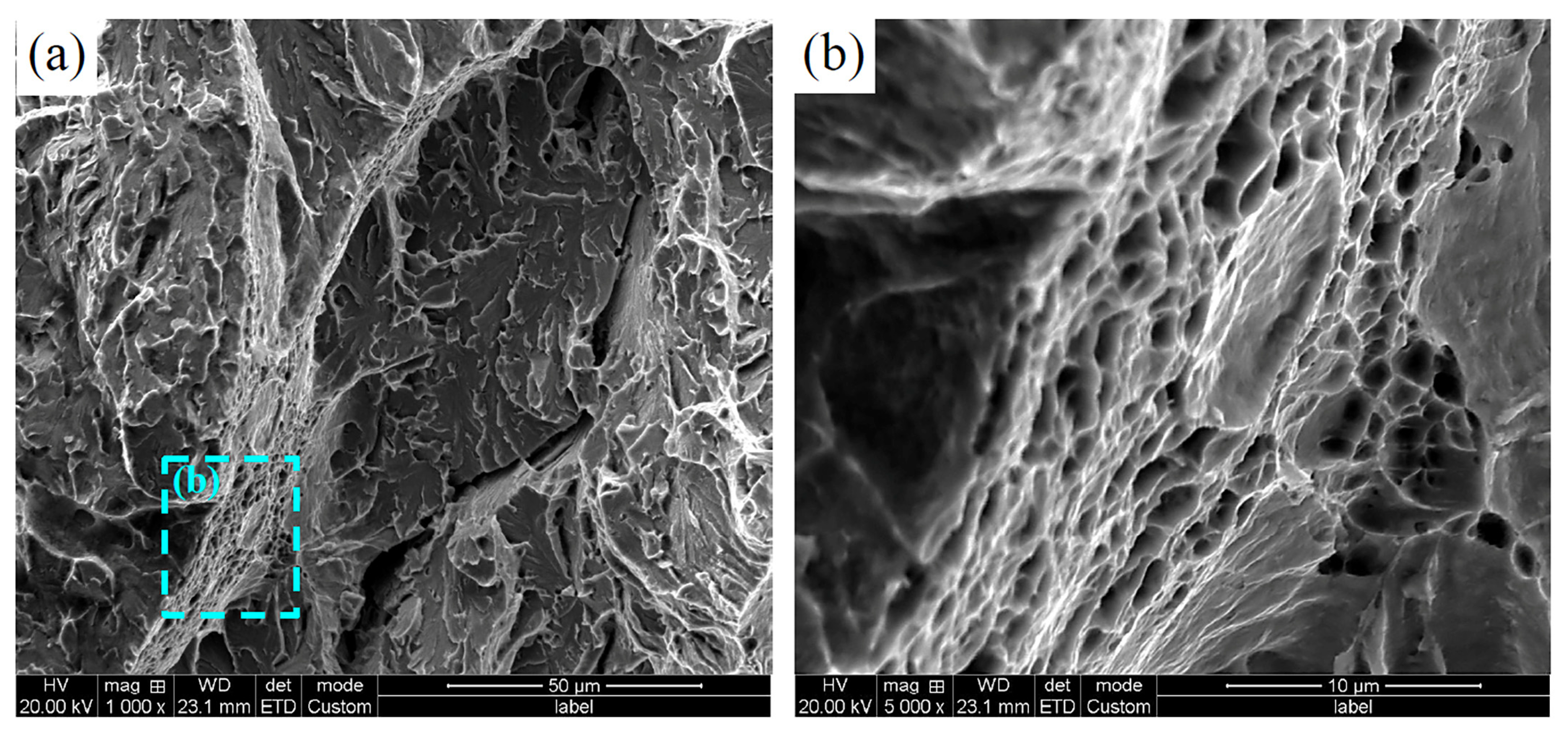
3.1.2. Characterization and Analysis of DWTT Fracture of Ultra-High-Strength Pipeline Steel
3.2. Toughening Mechanism of Ultra-High-Strength Pipeline Steel
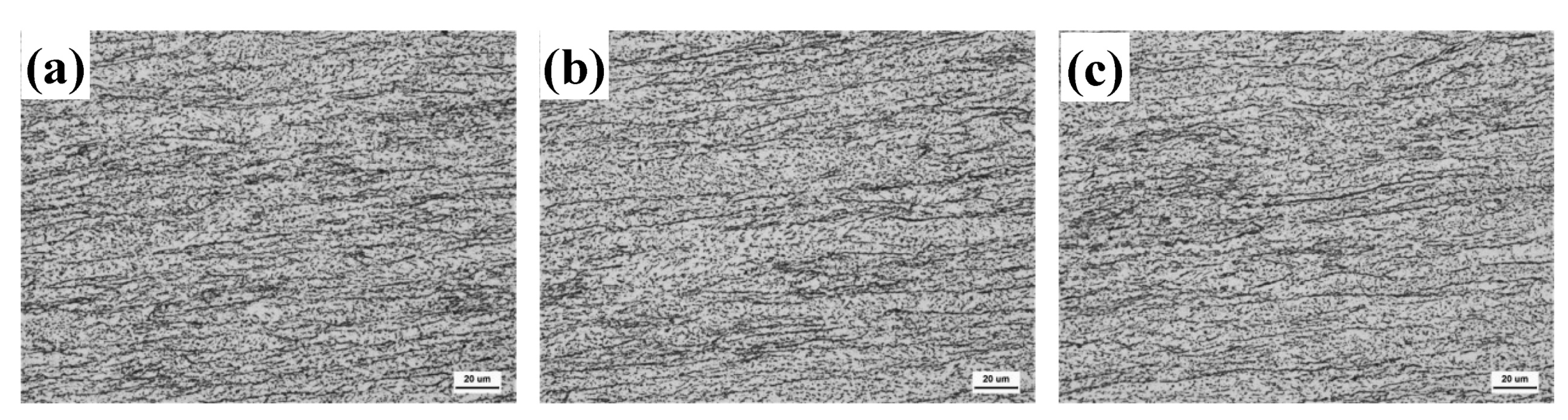
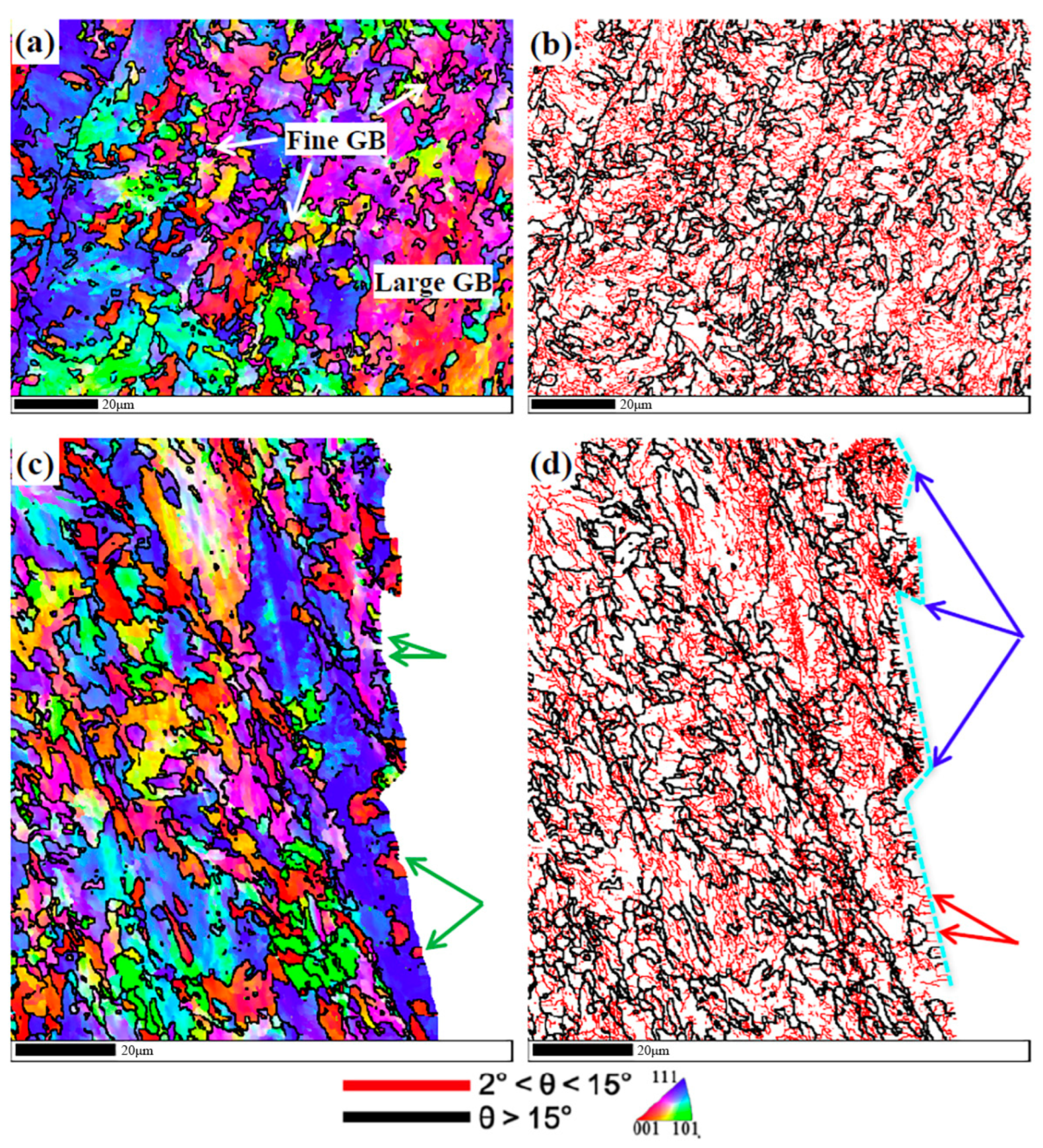
3.2.1. Effect of Deforming Austenite Size on DWTT Performance
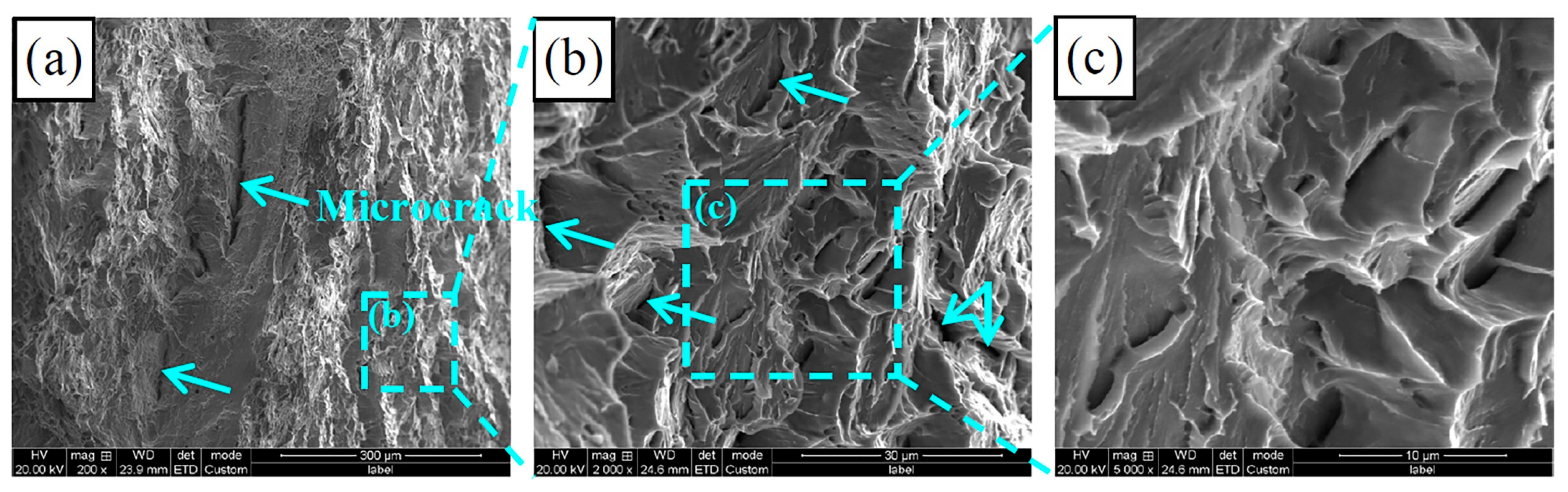
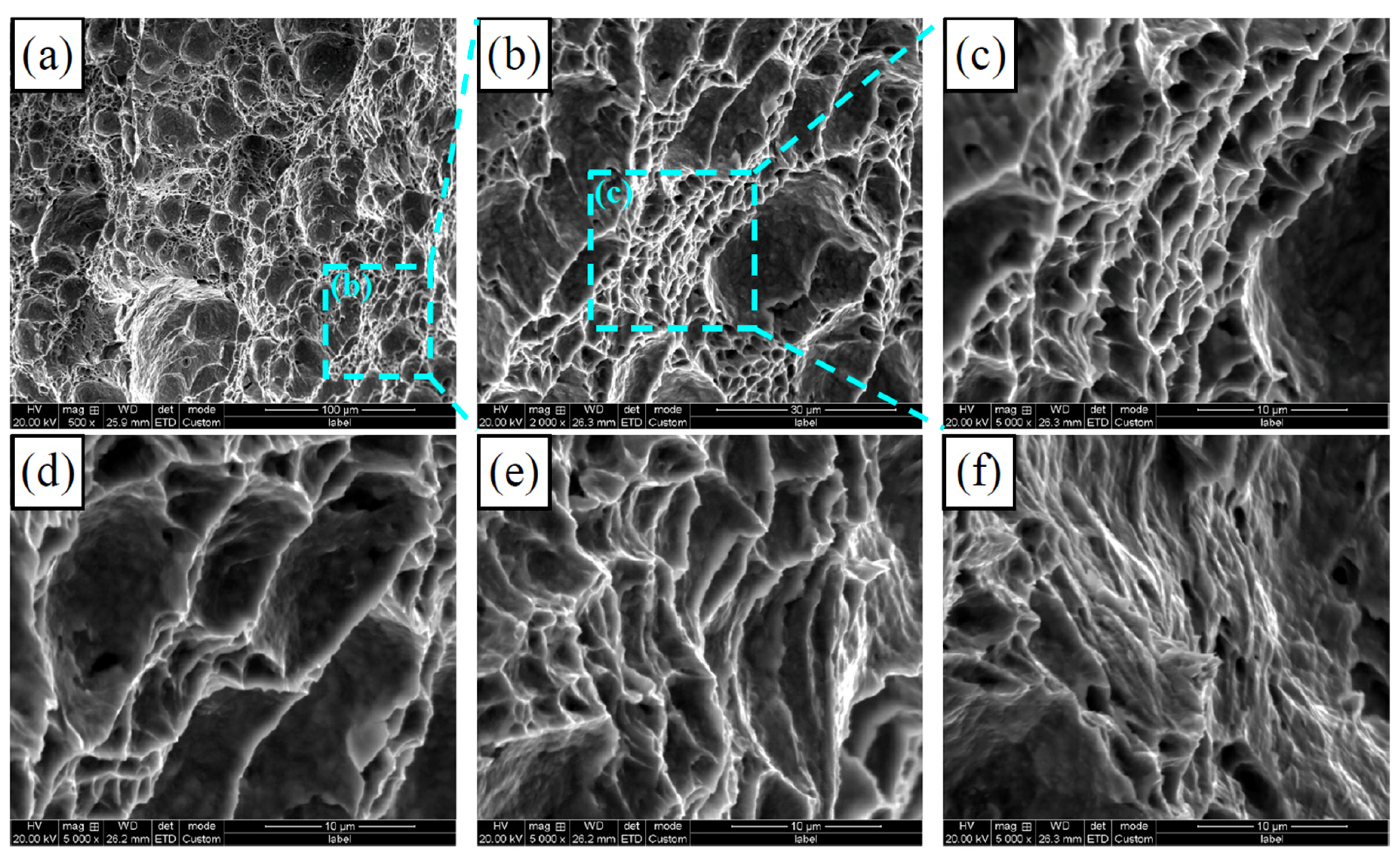
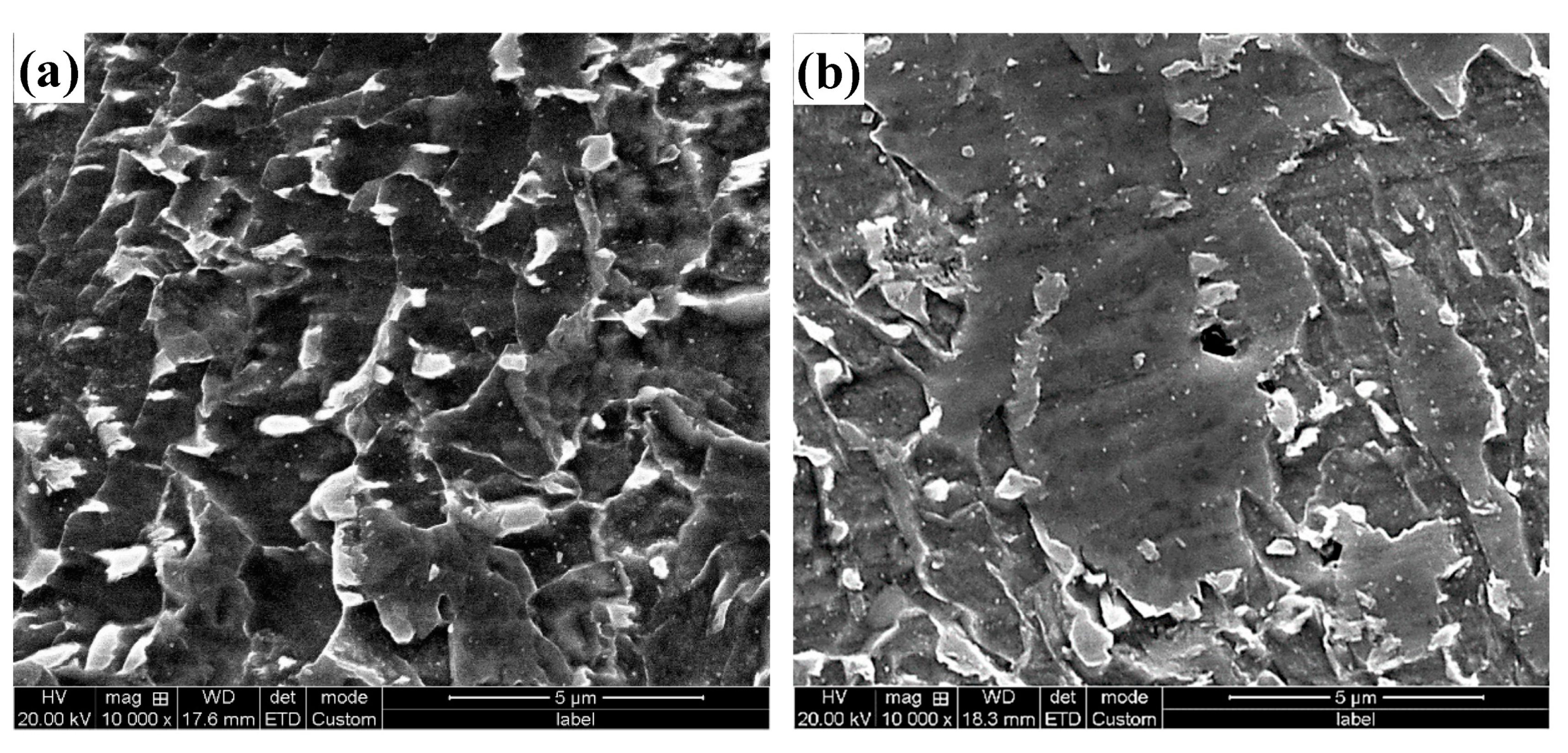
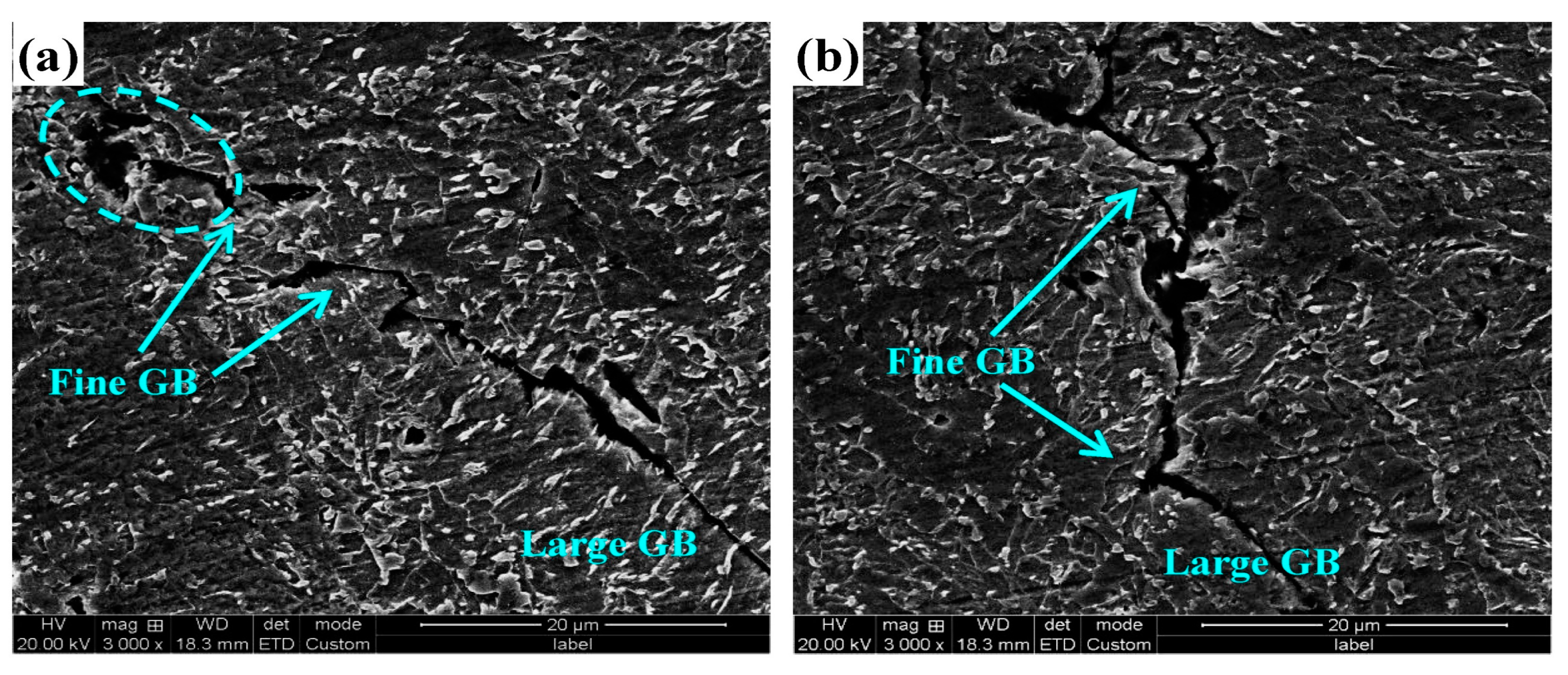
3.2.2. Characterization and Analysis of Crack Propagation Path in Fracture Section
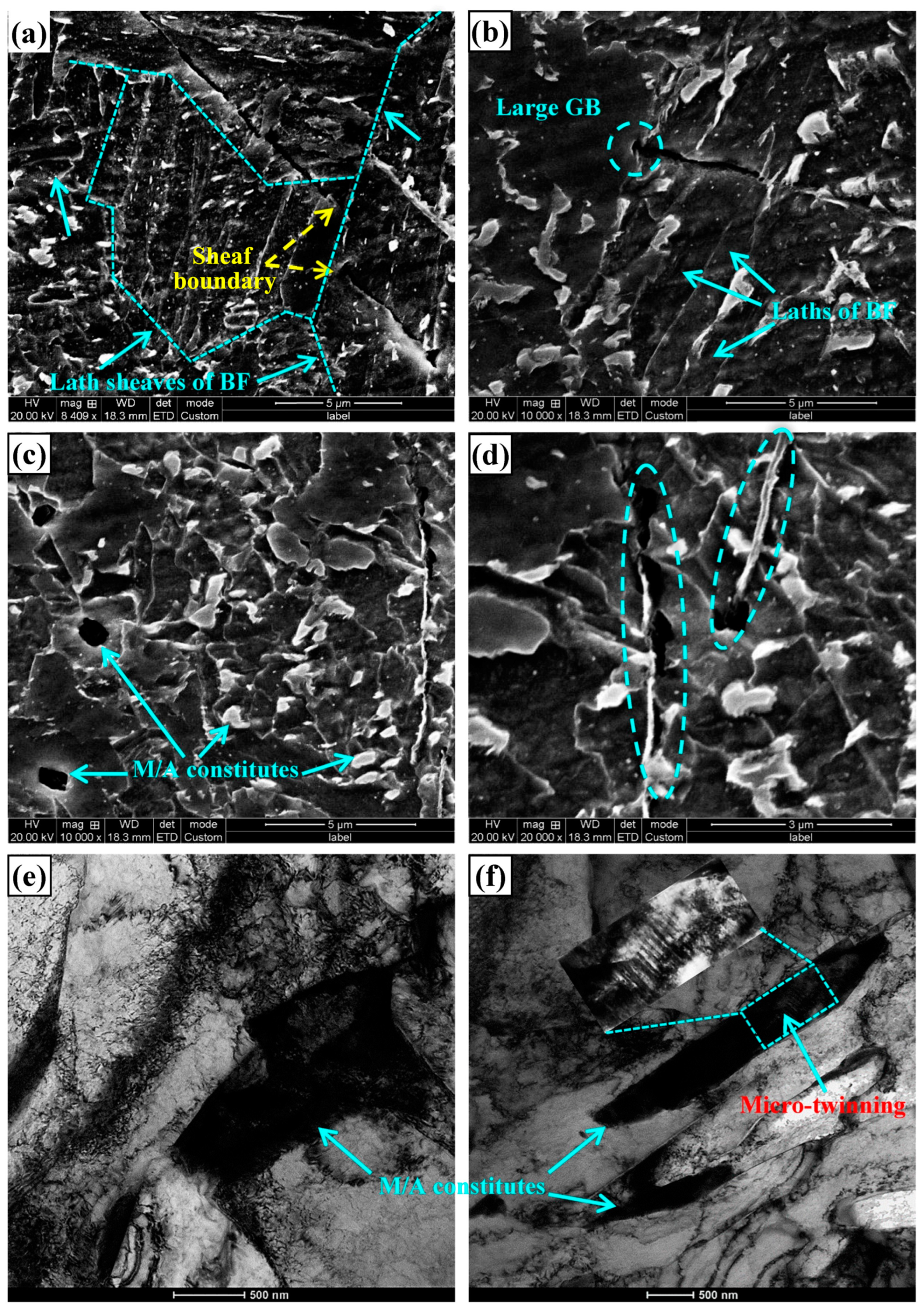
3.2.3. Analysis of Secondary Crack in Fracture Section
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Koo, J.Y.; Luton, M.J.; Bangaru, N.V.; Petkovic, R.A.; Fairchild, D.P.; Petersen, C.W.; Asahi, H.; Hara, T.; Terada, Y.; Sugiyama, M.; et al. Metallurgical design of ultra-high strength steels for gas pipelines. Int. J. Offshore Polar Eng. 2004, 14, 2–10. [Google Scholar]
- Witek, M. Possibilities of using X80, X100, X120 high-strength steels for onshore gas transmission pipelines. J. Nat. Gas Sci. Eng. 2015, 27, 374–384. [Google Scholar] [CrossRef]
- Duan, L.; Chen, Y.; Liu, Q.; Shu, J.; Cheng, C. Microstructures and mechanical properties of X100 pipeline steel strip. J. Iron Steel Res. Int. 2014, 21, 227–232. [Google Scholar] [CrossRef]
- Yoo, J.Y.; Ahn, S.S.; Seo, D.H.; Song, W.H.; Kang, K.B. New development of high grade X80 to X120 pipeline steels. Mater. Manuf. Process. 2011, 26, 154–160. [Google Scholar] [CrossRef]
- Guillal, A.; Abdelbaki, N. The optimum use of high-strength steel in the construction of gas transmission pipeline. Int. J. Struct. 2023, 14, 681–699. [Google Scholar] [CrossRef]
- Ferino, J.; Fonzo, A.; Di Biagio, M.; Demofonti, G.; Spinelli, C.M.; Karamanos, S.A. Onshore pipeline high-grade steel for challenge utilization. Int. J. Offshore Polar Eng. 2015, 25, 272–280. [Google Scholar] [CrossRef]
- Lan, L.; Chang, Z.; Kong, X.; Qiu, C.; Zhao, D. Phase transformation, microstructure, and mechanical properties of X100 pipeline steels based on TMCP and HTP concepts. J. Mater. Sci. Technol. 2017, 52, 1661–1678. [Google Scholar] [CrossRef]
- Li, X.C.; Zhao, J.X.; Wang, J.L.; Wang, X.L.; Liu, S.L.; Shang, C.J. Effect of Boundaries on Toughness in High-strength Low-alloy Steels from the View of Crystallographic Misorientation. Mater. Lett. 2019, 259, 126841. [Google Scholar] [CrossRef]
- Liu, Q.Y.; Ba, L.; Jia, S.J.; Ren, Y. Toughening Mechanism and Controlling Technology for High-grade Low Temperature Pipeline Steels. Angang Technol. 2020, 10, 8–17. [Google Scholar]
- Lei, Y.; Yang, W.; Siyasiya, C.W.; Tang, Z. Effect of Coiling Temperature on Microstructures and Precipitates in High-Strength Low-Alloy Pipeline Steel after Heavy Reduction during a Six-Pass Rolling Thermo-Mechanical Controlled Process. Metals 2024, 14, 249. [Google Scholar] [CrossRef]
- Jiang, J.; Zhang, Z.; Guo, K.; Guan, Y.; Yuan, L.; Wang, Q. Effect of Nb Content on the Microstructure and Impact Toughness of High-Strength Pipeline Steel. Metals 2023, 14, 42. [Google Scholar] [CrossRef]
- Liu, D.; Dong, Y.; Li, R.; Jiang, J.; Li, X.; Wang, Z.; Zuo, X. Evaluation of Mechanical Properties and Microstructure of X70 Pipeline Steel with Strain-Based Design. Metals 2022, 12, 1616. [Google Scholar] [CrossRef]
- Jiang, J.; Zhang, Z.; Zhao, L.; Guan, Y.; Yuan, L.; Wang, Q. Insight into the Role of Mo Content on the Microstructure and Impact Toughness of X80 Thick-Walled Low-Temperature Pipeline Steel. Metals 2023, 13, 1530. [Google Scholar] [CrossRef]
- Li, X.C.; Zhao, J.X.; Jia, S.J.; Lu, G.Y.; Misra, R.D.K.; Liu, Q.Y.; Li, B. Ultrafine microstructure design of high strength pipeline steel for low temperature service: The significant impact on toughness. Mater. Lett. 2021, 303, 130429. [Google Scholar] [CrossRef]
- Qian, C.; Liang, J.; Huang, Y.; Kang, J.; Gianetto, J.J. A comparative study on constraint parameters for characterizing fracture toughness of X60 and X100 pipe steels. Eng. Fail. Anal. 2022, 141, 106617. [Google Scholar] [CrossRef]
- Cheng, S.; Lv, R.; Cheng, F.; Han, B.; Fu, A.; Zhang, X.; Zhang, J.; Feng, Y.; Gao, H. Microstructure and properties of X100 large-deformability pipeline steel based on heating on-line partitioning. Mater. Today Commun. 2023, 35, 105771. [Google Scholar] [CrossRef]
- Qi, X.; Huan, P.; Wang, X.; Di, H.; Shen, X.; Sun, Q.; Liu, Z.; He, J. Study on the mechanism of heat input on the grain boundary distribution and impact toughness in CGHAZ of X100 pipeline steel from the aspect of variant. Mater. Charact. 2021, 179, 111344. [Google Scholar] [CrossRef]
- Singh, M.P.; Shukla, D.K.; Kumar, R.; Arora, K.S. The structural integrity of high-strength welded pipeline steels: A review. Int. J. Struct. Integr. 2021, 12, 470–496. [Google Scholar] [CrossRef]
- Bhardwaj, U.; Teixeira, A.P.; Soares, C.G. Burst strength assessment of X100 to X120 ultra-high strength corroded pipes. Ocean Eng. 2021, 241, 110004. [Google Scholar] [CrossRef]
- Hwang, B.; Shin, S.Y.; Lee, S.; Kim, N.; Kim, S.; Kang, K.B. Correlation of crack-tip opening angle for stable crack propagation with Charpy and drop-weight tear test properties in high-toughness API X70 pipeline steels. Metall. Mater. Trans. A 2006, 37, 371–380. [Google Scholar] [CrossRef]
- Demofonti, G.; Mannucci, G.; Hillenbrand, H.G.; Harris, D. Evaluation of the suitability of X100 steel pipes for high pressure gas transportation pipelines by full scale tests. Int. Pipeline Conf. 2004, 41766, 1685–1692. [Google Scholar]
- Zhu, D.X.K.; Leis, B.N. Ductile-fracture arrest methods for gas-transmission pipelines using Charpy impact energy or DWTT energy. J. Pipeline Sci. Eng. 2013, 12, 259–272. [Google Scholar]
- Wang, H.; Bao, Y.; Liu, Y.; Wang, M. Effect of microstructure and grain size on DWTT properties of 22 mm thick X80M hot rolled steel strip. Metall. Res. Technol. 2019, 116, 220. [Google Scholar] [CrossRef]
- Nastich, S.Y. Effect of bainite component morphology on the microstructure of X70 low-alloyed steel on thick plate cold resistance. Metallurgist 2012, 56, 196–204. [Google Scholar] [CrossRef]
- Shin, S.; Hwang, B.; Lee, S.; Kang, K.B. Effects of notch shape and specimen thickness on drop-weight tear test properties of API X70 and X80 line-pipe steels. Metall. Mater. Trans. A 2007, 38, 537–551. [Google Scholar] [CrossRef]
- Hwang, B.; Kim, Y.M.; Lee, S.; Kim, N.; Yoo, J.Y. Correlation of rolling condition, microstructure, and low-temperature toughness of X70 pipeline steels. Metall. Mater. Trans. A 2005, 36, 1793–1805. [Google Scholar] [CrossRef]
- Wang, H.; Bao, Y.; Wang, M.; Lin, L.; Li, Z.; Wei, X.D. Effect of inclusions on DWTT properties of thick gauge X80 hot rolled steel strip. Chin. J. Eng. Sci. 2018, 40, 1–10. [Google Scholar]
- Zhao, J.; Hu, W.; Wang, X.; Kang, J.; Yuan, G.; Di, H.; Misra, R.D.K. Effect of microstructure on the crack propagation behavior of microalloyed 560 MPa (X80) strip during ultra-fast cooling. Mater. Sci. Eng. A-Struct. 2016, 666, 214–224. [Google Scholar] [CrossRef]
- Gesing, M.A.; Simha, C.H.M.; Xu, S.; Tyson, W.R. Geometric and material property dependencies of the plastic rotation factor in the drop-weight-tear test. Eng. Fract. Mech. 2016, 153, 399–406. [Google Scholar] [CrossRef]
- Sung, H.K.; Sohn, S.S.; Shin, S.Y.; Lee, S.; Kim, N.; Hwan, S.C. Effects of finish rolling temperature on inverse fracture occurring during drop weight tear test of API X80 pipeline steels. Mater. Sci. Eng. A-Struct. 2012, 541, 181–189. [Google Scholar] [CrossRef]
- Hwang, B.; Lee, S.; Kim, Y.M.; Kim, N.; Yoo, J.Y.; Woo, C.S. Analysis of abnormal fracture occurring during drop-weight tear test of high-toughness line-pipe steel. Mater. Sci. Eng. A-Struct. 2004, 368, 18–27. [Google Scholar] [CrossRef]
- Fujishiro, T.; Hara, T.; Aihara, S. Effect of plastic deformation on occurrence of abnormal fracture during DWTT. Int. Pipeline Conf. 2012, 45141, 159–165. [Google Scholar]
- Yang, Z. The fracture during drop-weight tear test of high-performance pipeline steel and its abnormal fracture appearance. Procedia Mater. Sci. 2014, 3, 1591–1598. [Google Scholar] [CrossRef]
- Kang, M.; Kim, H.; Lee, S.; Shin, S. Effects of dynamic strain hardening exponent on abnormal cleavage fracture occurring during drop weight tear test of API X70 and X80 linepipe steels. Metall. Mater. Trans. A. 2014, 45, 682–697. [Google Scholar] [CrossRef]
- Majidi-Jirandehi, A.A.; Hashemi, S.H.; Ebrahiminejad, S.; Kheybari, M. Impact of crack propagation path and inclusion elements on fracture toughness and micro-surface characteristics of welded pipes in DWTT. Mater. Res. Express 2021, 8, 106504. [Google Scholar] [CrossRef]
- ASTM E23-18; Standard Test Methods for Notched Bar Impact Testing of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2018.
- GB T 8363-2018; Steel-Drop-Weight Tear Tests Method. China Standards Press: Beijing, China, 2018.
- Sun, J.; Yang, C.; Guo, S.; Sun, X.; Ma, M.; Zhao, S.; Liu, Y. A novel process to obtain lamella structured low-carbon steel with bimodal grain size distribution for potentially improving mechanical property. Mater. Sci. Eng. A 2020, 785, 139339. [Google Scholar] [CrossRef]
- Ye, X.; Cui, S.; Liu, T.; Ma, Q.; Liu, G.; Huang, Z.; Guo, J.; Yin, S. Microstructure Characterization and Strengthening Mechanism Analysis of X100 Pipeline Steel. Coatings 2023, 13, 706. [Google Scholar] [CrossRef]
- Cho, L.; Bradley, P.E.; Lauria, D.S.; Martin, M.L.; Connolly, M.; Benzing, J.; Seo, E.J.; Findley, K.; Speer, J.G.; Slifka, A.J. Characteristics and mechanisms of hydrogen-induced quasi-cleavage fracture of lath martensitic steel. Acta Mater. 2021, 206, 116635. [Google Scholar] [CrossRef]
- Niu, Y.; Jia, S.; Liu, Q.; Tong, S.; Li, B.; Ren, Y.; Wang, B. Influence of Effective Grain Size on Low Temperature Toughness of High-Strength Pipeline Steel. Materials 2019, 12, 3672. [Google Scholar] [CrossRef]
- Venkatsurya, P.K.C.; Misra, R.D.K.; Manohar, M.; Hartmann, J.E. Toward interplay between substructure evolution, dislocation configuration, and yield strength in a microalloyed steel. Mater. Sci. Eng. A 2014, 596, 121–133. [Google Scholar] [CrossRef]
- Lan, L.Y.; Qiu, C.L.; Song, H.Y.; Zhao, D.W. Correlation of martensite-austenite constituent and cleavage crack initiation in welding heat affected zone of low carbon bainitic steel. Mater. Lett. 2014, 15, 86–88. [Google Scholar] [CrossRef]
- Huda, N.; Midawi, A.R.; Gianetto, J.; Lazor, R.; Gerlich, A.P. Influence of martensite-austenite (MA) on impact toughness of X80 line pipe steels. Mater. Sci. Eng. A-Struct. 2016, 662, 481–491. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Nb | V | Ti | Mo | Ni | Cr | Cu |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.06 | 0.27 | 1.93 | 0.009 | 0.001 | 0.089 | 0.027 | 0.019 | 0.27 | 0.26 | 0.29 | 0.27 |
| Name | Rt0.5/MPa | Rm/MPa | Rt0.5/Rm | A/% |
|---|---|---|---|---|
| Specimen-1 | 700 | 805 | 0.87 | 28.5 |
| Specimen-2 | 710 | 805 | 0.88 | 29 |
| Temperature | 0 °C | −20 °C | −40 °C | −60 °C | −80 °C | −196 °C |
|---|---|---|---|---|---|---|
| 1 | 310 | 315 | 292 | 253 | 69 | 5.9 |
| 2 | 299 | 300 | 291 | 260 | 74 | 4.2 |
| 3 | 310 | 298 | 246 | 271 | 43 | 3.6 |
| Mean value | 306 | 304 | 276 | 261 | 62 | 4.6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, B.; Zhou, X.; Jia, S.; Chen, X.; Fu, S.; Zhao, D.; Zhang, H.; Guo, J. Study on Fracture Behavior and Toughening Mechanisms of Ultra-High-Strength Pipeline Steel. Metals 2024, 14, 666. https://doi.org/10.3390/met14060666
Li B, Zhou X, Jia S, Chen X, Fu S, Zhao D, Zhang H, Guo J. Study on Fracture Behavior and Toughening Mechanisms of Ultra-High-Strength Pipeline Steel. Metals. 2024; 14(6):666. https://doi.org/10.3390/met14060666
Chicago/Turabian StyleLi, Ba, Xiaoshun Zhou, Shujun Jia, Xiaoping Chen, Song Fu, Dongliang Zhao, Haonan Zhang, and Jie Guo. 2024. "Study on Fracture Behavior and Toughening Mechanisms of Ultra-High-Strength Pipeline Steel" Metals 14, no. 6: 666. https://doi.org/10.3390/met14060666