
Effect of Si Content on Microstructure and Properties of Low-Carbon Medium-Manganese Steel after Intercritical Heat Treatment


Abstract
:1. Introduction
2. Materials and Methods
2.1. Material Casting and Forging
2.2. Material Heat Treatment
2.3. Microstructure Observation and Mechanical Property Testing
3. Results and Discussions
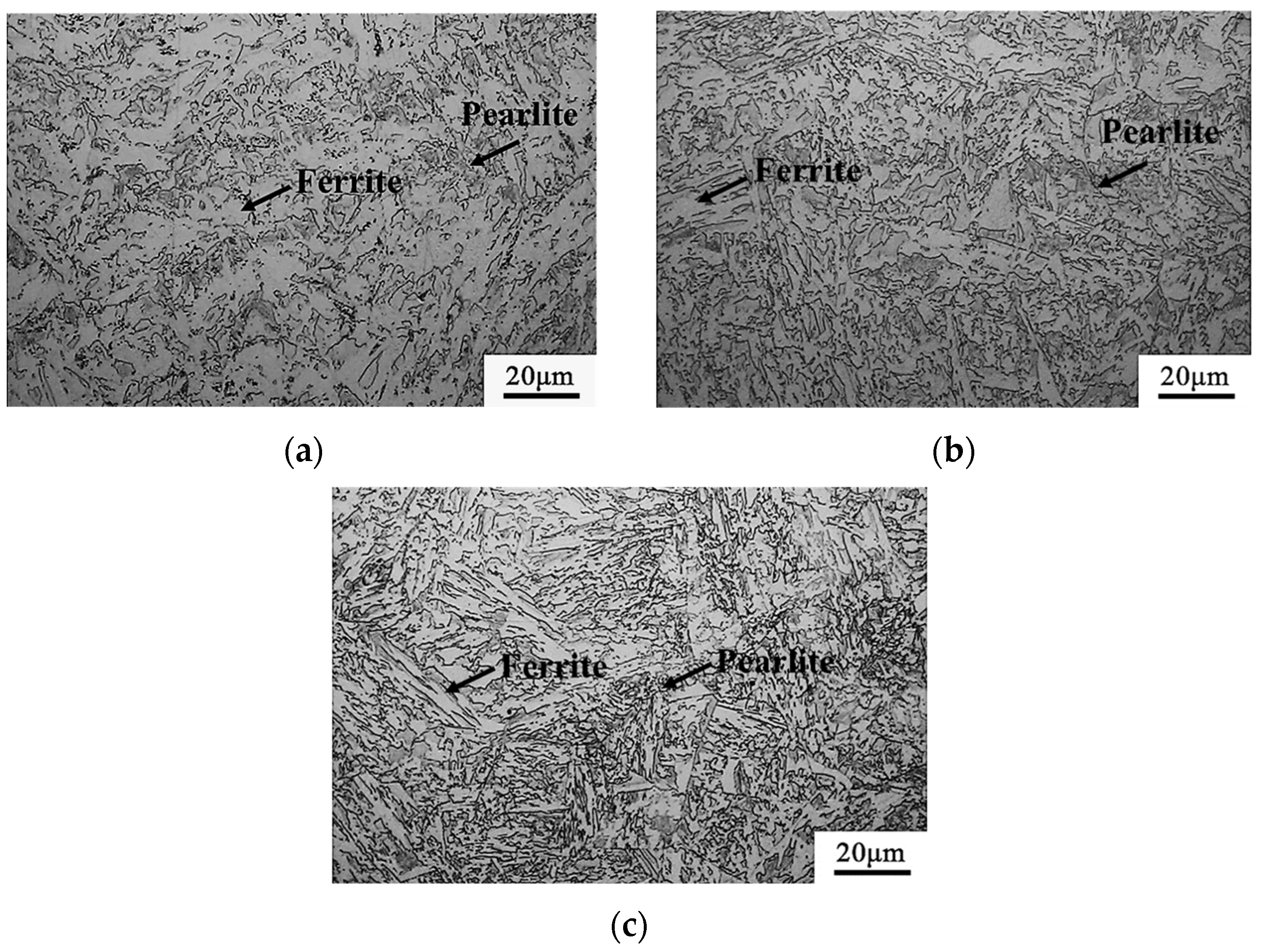
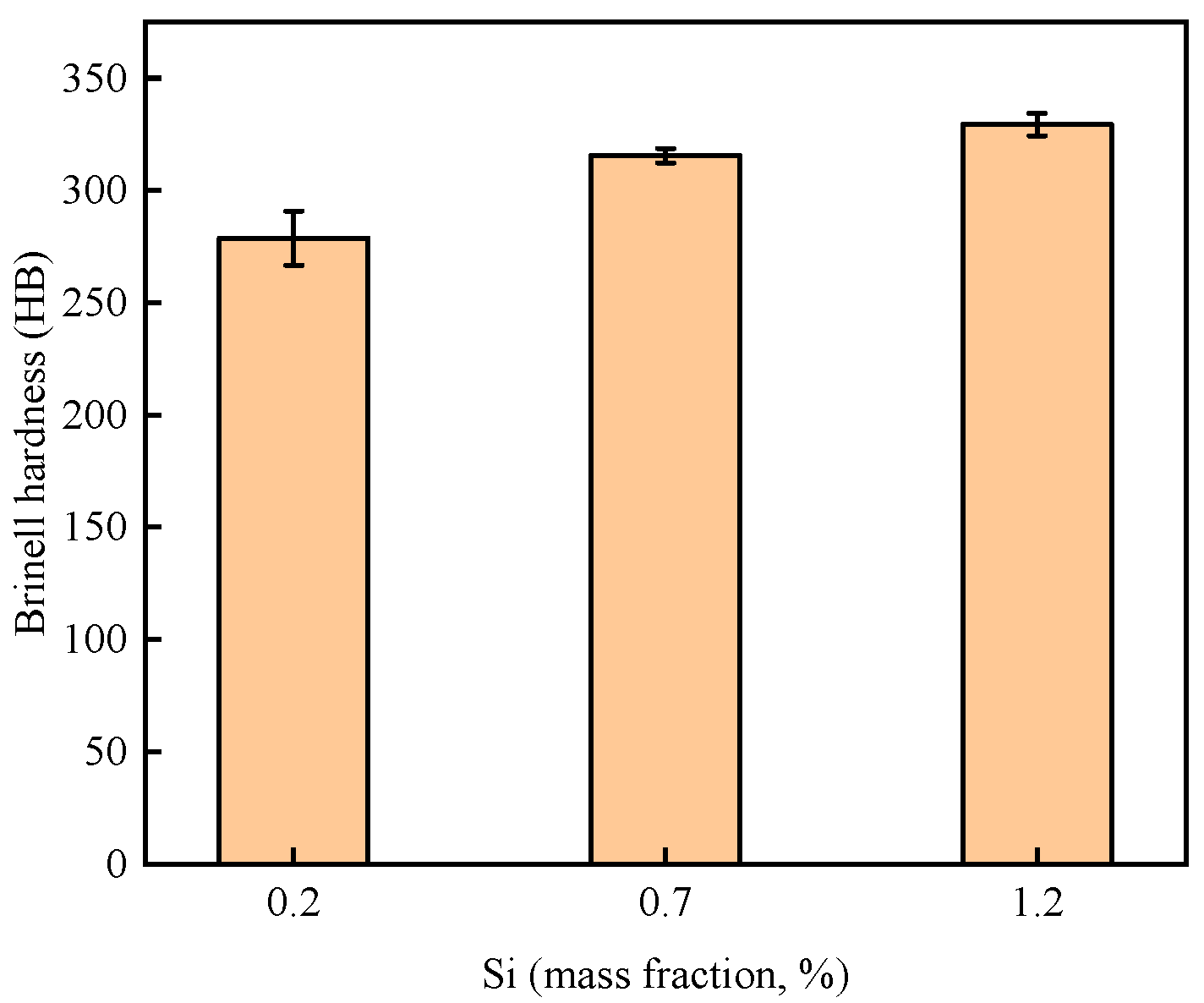
3.1. Microstructure and Hardness of Forged Plate of Test Steel
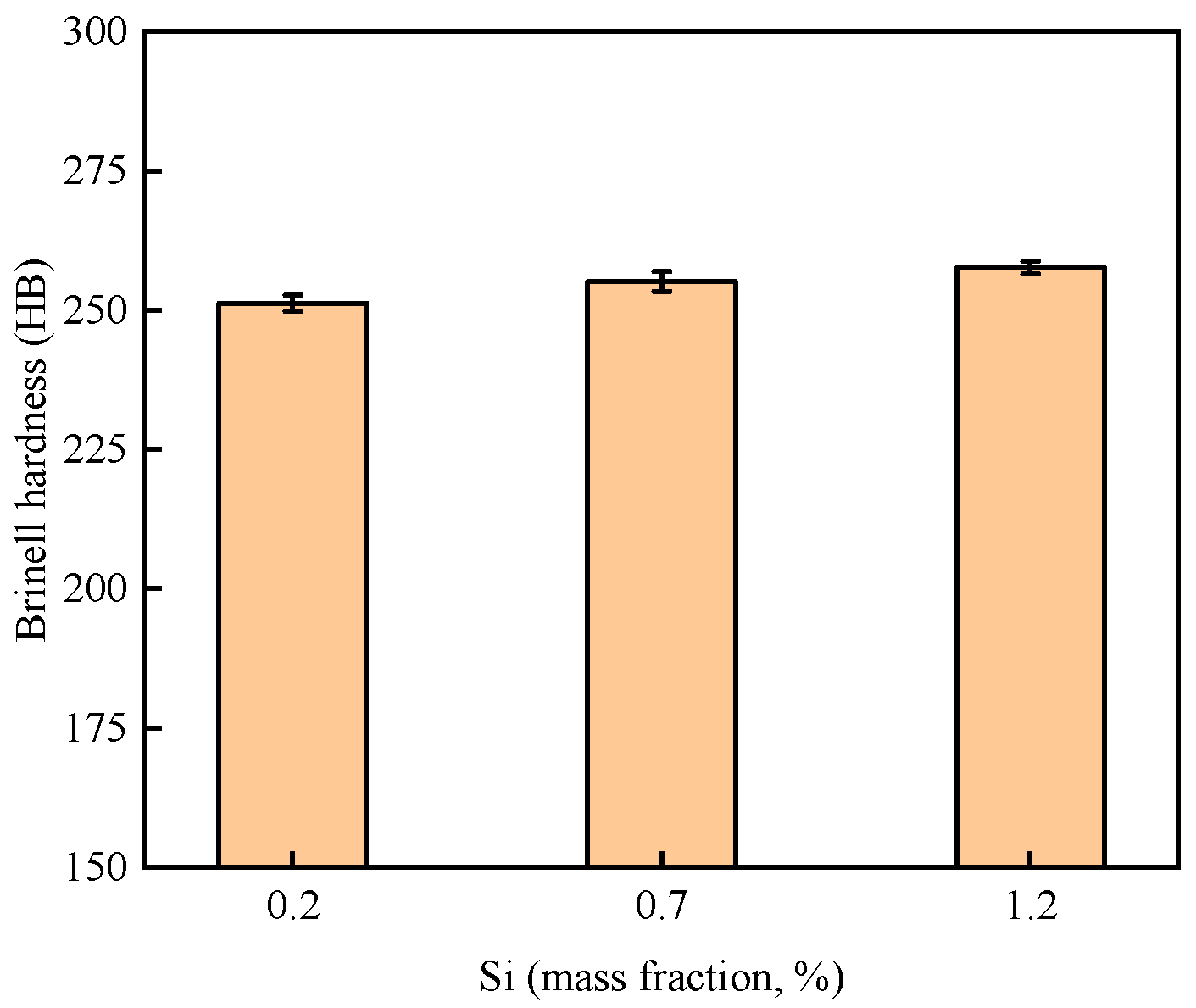
3.2. Microstructure and Hardness of Test Steel after Two-Step Heat Treatment
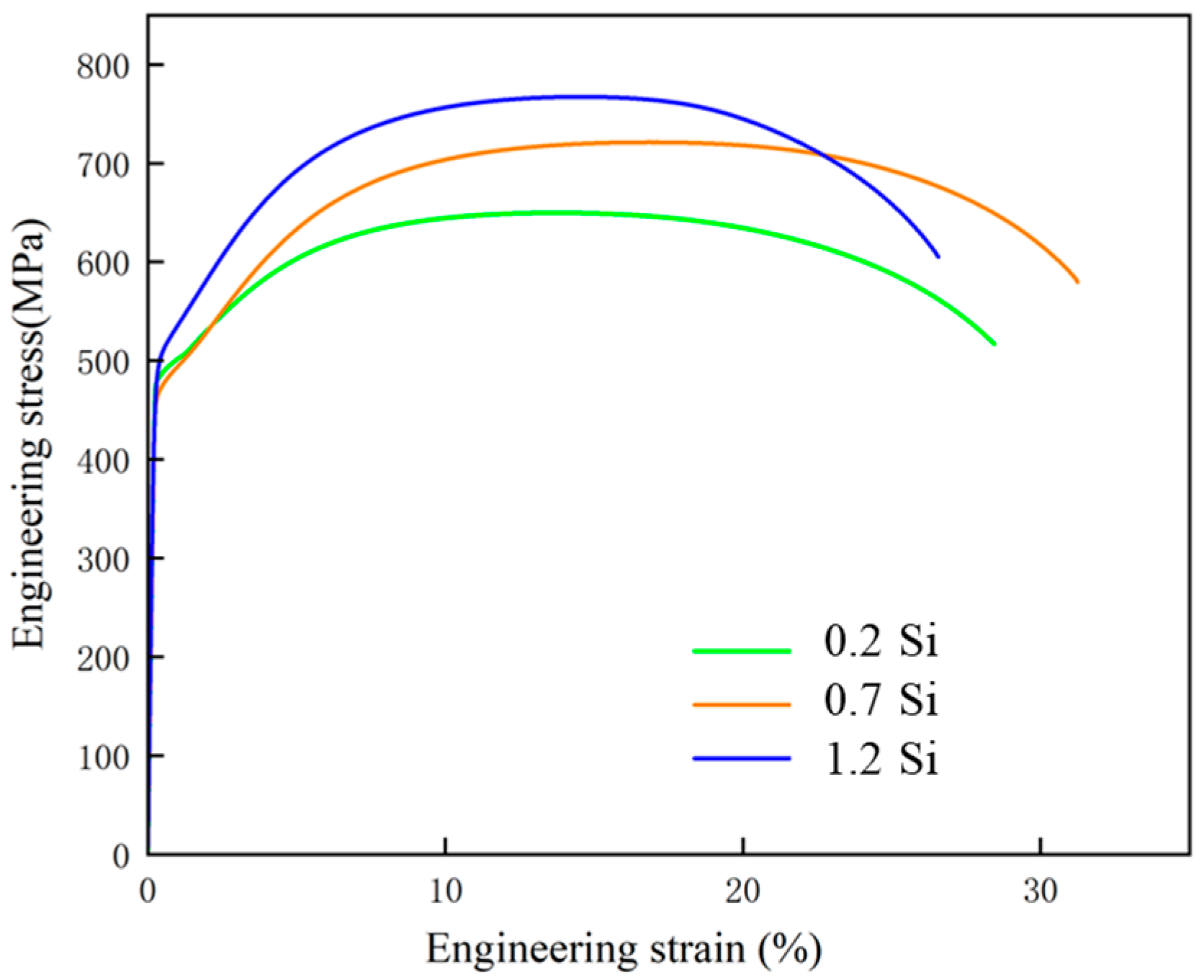
3.3. Microstructure and Mechanical Properties of Test Steel after Intercritical Tempering Treatment
3.4. The Fracture Morphology of the Test Steel after Tempering
4. Conclusions
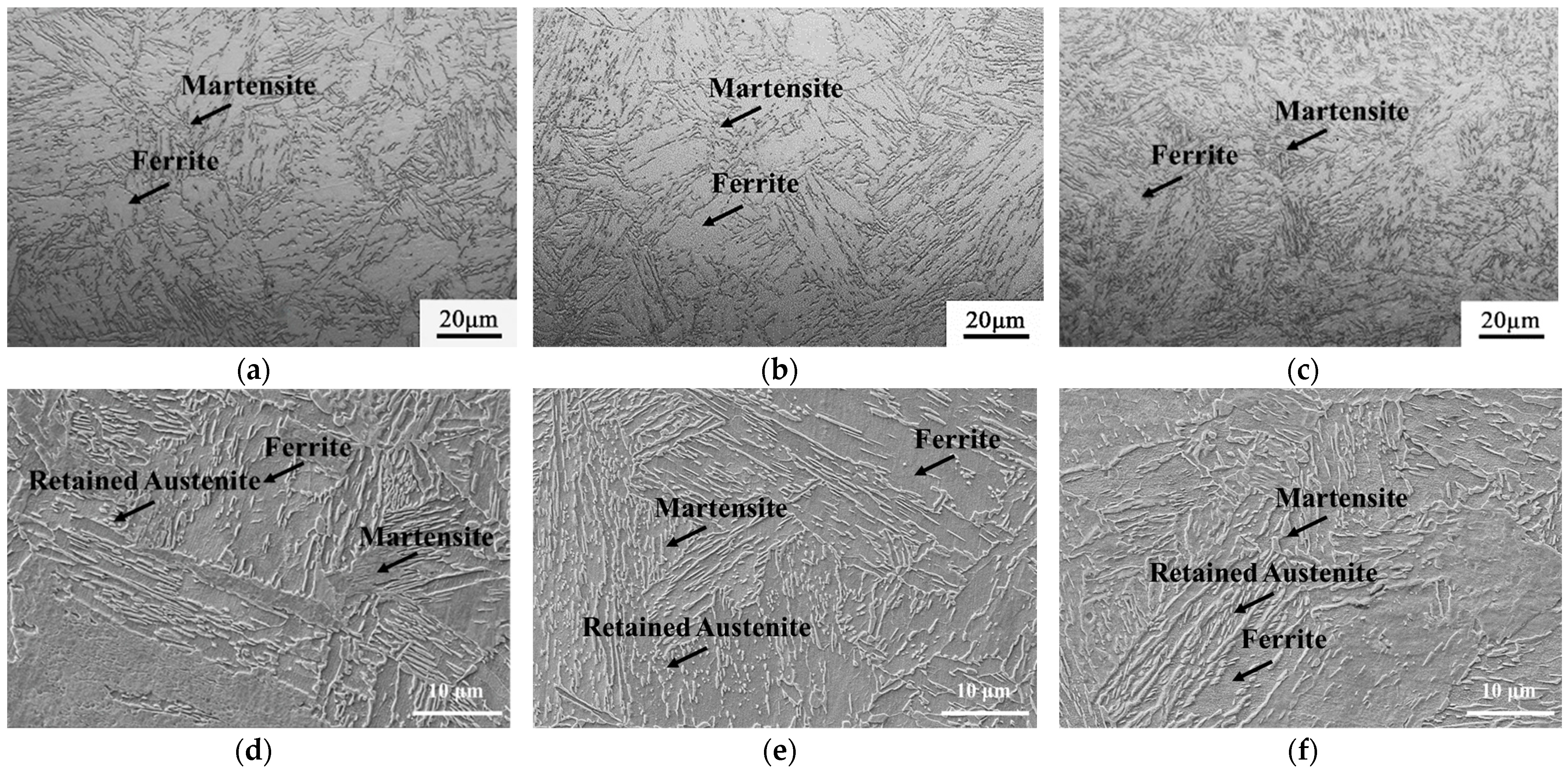
- The microstructure of the test steel after quenching at 900 °C and intercritical quenching at 720 °C is mainly composed of ferrite and martensite structures. As the Si content increases, the ferrite content in the microstructure decreases, and the ferrite and martensite structures become finer and more evenly distributed.
- After quenching at 900 °C, intercritical quenching at 720 °C, and intercritical tempering at 680 °C, the microstructure of the steel is mainly composed of a dual-phase structure of ferrite and tempered martensite, with a small amount of retained austenite and cementite. With the increase in Si content, the boundary between ferrite and martensite becomes clear after tempering, and the structure of tempered lath martensite becomes clear gradually.
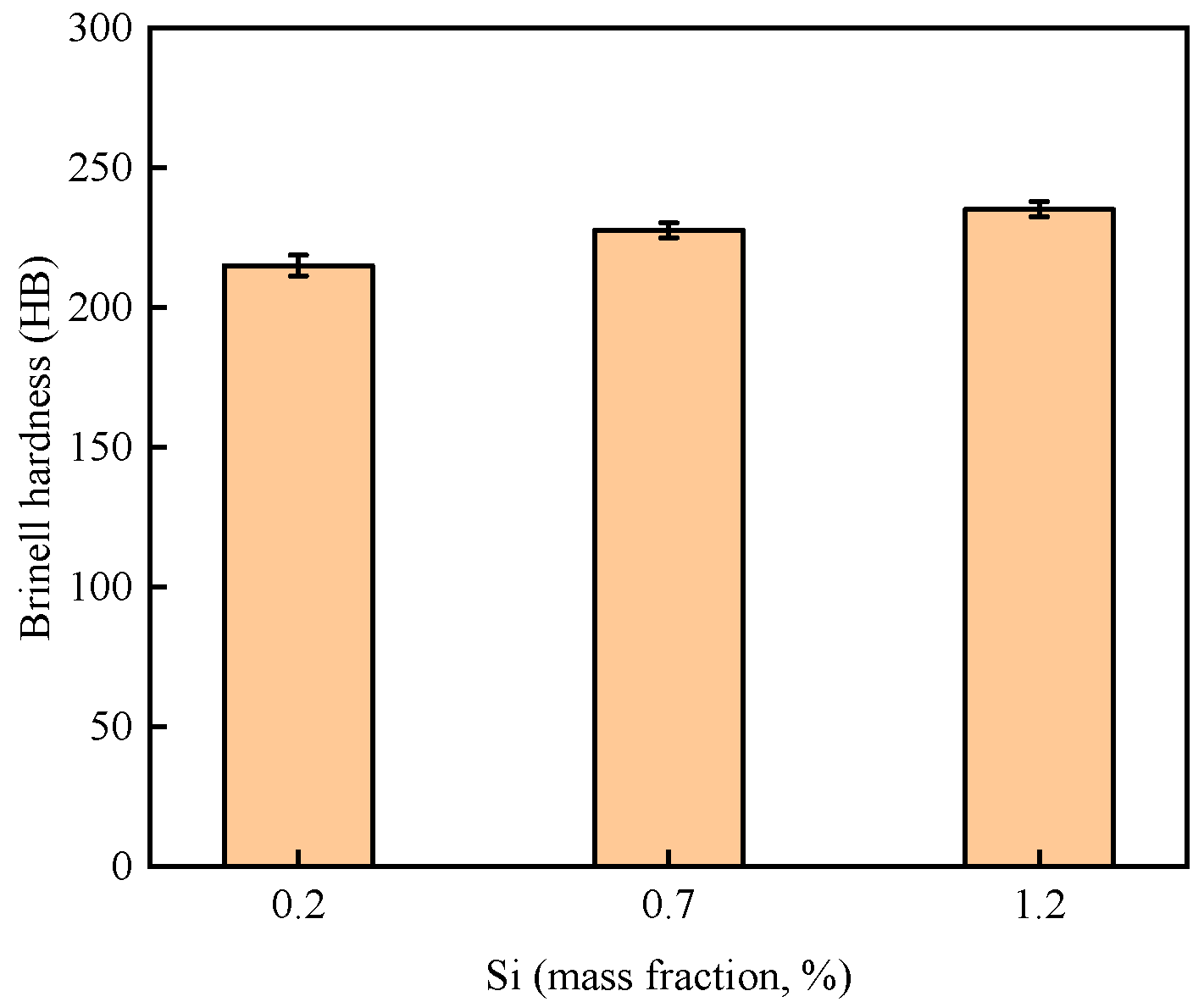
- The increase in Si content gradually increases the tensile strength and hardness of the test steel, with a slight decrease in the yield ratio and an initial increase followed by a decrease in elongation. When the Si content is 0.685 wt. %, the comprehensive performance of the test steel is optimal, with a tensile strength of 726 MPa, a yield ratio of only 0.65, the highest elongation of 30.5%, and the highest strength–ductility product of 22,143 MPa·%.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Weng, Y.Q.; Yang, C.F.; Shang, C.J. Development status and trend of low alloy steel in China. Steel 2011, 46, 1–10. [Google Scholar]
- Qiao, Y.; Wang, G. Recent Status of Production, Administration Policies, and Low-Carbon Technology Development of China’s Steel Industry. Metals 2024, 14, 480. [Google Scholar] [CrossRef]
- Gao, G.; Liu, R.; Wang, K.; Gui, X.; Misra, R.D.K.; Bai, B. Role of retained austenite with different morphologies on sub-surface fatigue crack initiation in advanced bainitic steels. Scr. Mater. 2020, 184, 12–18. [Google Scholar] [CrossRef]
- Xiao, H.; Zhao, G.; Xu, D.; Cheng, Y.; Bao, S. Effect of Microstructure Morphology of Q&P Steel on Carbon and Manganese Partitioning and Stability of Retained Austenite. Metals 2022, 12, 1613. [Google Scholar] [CrossRef]
- Wu, Z.X.; Chen, X.; Liu, Y.; Li, Y.X.; Zhang, H.W. Effect of intercritical tempering treatment on the microstructure and mechanical properties of high-alloy cast steel. Foundry 2022, 70, 1156–1161. [Google Scholar]
- Miller, R.L. Ultrafine-grained microstructures and mechanical properties of alloy steels. Met. Trans. 1972, 3, 905–912. [Google Scholar] [CrossRef]
- Niikura, M.; Morris, J.W. Thermal processing of ferritic 5Mn steel for toughness at cryogenic temperatures. Met. Trans. A 1980, 11, 1531–1540. [Google Scholar] [CrossRef]
- Lee, Y.-K.; Han, J. Current opinion in medium manganese steel. Mater. Sci. Technol. 2015, 31, 843–856. [Google Scholar] [CrossRef]
- Xie, Z.-J.; Shang, C.-J.; Wang, X.-M.; Han, G.; Misra, R.-D. Recent progress in third-generation low alloy steels developed under M3 microstructure control. Int. J. Miner. Met. Mater. 2020, 27, 1–9. [Google Scholar] [CrossRef]
- Xi, X.; Wang, J.; Chen, L.; Wang, Z. Tailoring Mechanical Properties of a Low Carbon Cu-Containing Structural Steel by Two-Step Interintercritical Heat Treatment. Met. Mater. Int. 2019, 25, 1477–1487. [Google Scholar] [CrossRef]
- Huang, L.; Deng, W.T.; Liu, J.; Wang, Z. Relationship between retained austenite stability and low-temperature toughness in 0.12C-3.0Mn low-carbon medium-manganese steel. J. Met. 2017, 53, 316–324. [Google Scholar]
- Li, D.J.; Bai, Q.; Chen, J.J.; Lv, N.; Feng, Y.R.; Ren, F.Z. Effect of intercritical heat treatment on the microstructure and mechanical properties of low-alloy TRIP steel. J. Mater. Heat Treat. 2019, 40, 111–117. [Google Scholar]
- Liu, L.; He, B.; Huang, M. The role of transformation-induced plasticity in the development of advanced high strength steels. Adv. Eng. Mater. 2018, 20, 1701083. [Google Scholar] [CrossRef]
- Sun, B.; Fazeli, F.; Scott, C.; Guo, B.; Aranas, C., Jr.; Chu, X.; Jahazi, M.; Yue, S. Microstructural characteristics and tensile behavior of medium manganese steels with different manganese additions. Mater. Sci. Eng. A 2018, 729, 496–507. [Google Scholar] [CrossRef]
- Li, Z.C.; Misra, R.D.K.; Cai, Z.H.; Li, H.X.; Ding, H. Mechanical properties and deformation behavior in hot-rolled 0.2 C-1.5/3Al-8.5 Mn-Fe TRIP steel: The discontinuous TRIP effect. Mater. Sci. Eng. A 2016, 673, 63–72. [Google Scholar] [CrossRef]
- Cai, Z.H.; Wang, S.K.; Zhou, Y.J.; Li, Z.C. The synergistic effect of grain refinement and precipitation strengthening on mechanical properties and dry sliding wear behavior of medium manganese steels. Tribol. Int. 2023, 179, 108158. [Google Scholar] [CrossRef]
- Zhang, B.G.; Zhang, X.M.; Liu, H.T. Microstructural evolution and mechanical properties of Ni-containing light-weight medium-Mn TRIP steel processed by intercritical annealing. Mater. Sci. Eng. A 2020, 793, 139289. [Google Scholar] [CrossRef]
- Zhang, S.; Zhou, W.; Hu, F.; Yershov, S.; Wu, K. The role of Si in enhancing the stability of residual austenite and mechanical properties of a medium carbon bainitic steel. J. Mater. Res. Technol. 2024, 30, 1939–1949. [Google Scholar] [CrossRef]
- Kim, B.; Sietsma, J.; Santofimia, M.J. The role of silicon in carbon partitioning processes in martensite/austenite microstructures. Mater. Des. 2017, 127, 336–345. [Google Scholar] [CrossRef]
- Hwang, S.; Bai, Y.; Gao, S.; Park, M.-H.; Shibata, A.; Tsuji, N. Mechanism of simultaneous increase of strength and ductility with grain refinement in Si-added high-Mn austenitic steel. Mater. Sci. Eng. A 2024, 894, 146193. [Google Scholar] [CrossRef]
- Song, C.; Zhang, Z.; Wu, W.; Wang, H.; Sun, Z.; Yang, Y.; He, W.; Xu, J.; Xia, Y.; Yin, W.; et al. Effect of Si on the dislocation state within martensite of ultra-high strength hot-rolled medium Mn steel with good ductility. Mater. Sci. Eng. A 2023, 869, 144825. [Google Scholar] [CrossRef]
- Nouri, A.; Saghafian, H.; Kheirandish, S. Effects of Si Content and Interintercritical Annealing on Manganese Partitioning in Dual Phase Steels. J. Iron Steel Res. 2010, 17, 44–50. [Google Scholar] [CrossRef]
- Zhu, Z.F.; Zhao, Z.Z.; Zhao, A.M.; Tang, D. Effect of Si on the microstructure and properties of high-strength hot-rolled duplex steel. Roll. Steel 2011, 28, 16–18. [Google Scholar]
- GB/T 228.1-2021; Metallic Materials-Tensile Testing—Part 1: Method of Test at Room Temperature. China Standards Publishing House: Beijing, China, 2021.
- GB/T 231.1-2018; Metallic Materials-Brinell Hardness Test—Part 1: Test Method. China Standards Publishing House: Beijing, China, 2018.
- Xie, Z.J.; Yuan, S.F.; Zhou, W.H.; Yang, J.R. Stabilization of retained austenite by the two-step interintercritical heat treatment and its effect on the toughness of a low alloyed steel. Mater. Des. 2014, 59, 193–198. [Google Scholar] [CrossRef]
- Xu, Y.; Cao, W.; Huang, M.; Zhang, F. First Principles Study of the Effects of Si, P, and S on the ∑5 (210)[001] Grain Boundary of γ-Fe. Metals 2024, 14, 471. [Google Scholar] [CrossRef]
- Shi, N.; Liu, W.M.; Liu, Y.G.; Zhan, H.; Cui, L.; Pan, H.B. Effects of Si content and quenching temperature on the microstructure and properties of Q&P steel. Met. Heat Treat. 2022, 47, 130–135. [Google Scholar] [CrossRef]
- Shin, S.-H.; Oh, D.-K.; Hwang, B. Influence of Heat Treatment on Microstructure and Mechanical Properties of Direct-Quenched Fe-0.06C-0.2Si-2.0Mn Steel. Metals 2023, 13, 1912. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | C | Si | Mn | P | S | Fe |
|---|---|---|---|---|---|---|
| 0.2 Si | 0.107 | 0.180 | 3.010 | 0.008 | 0.009 | Bal. |
| 0.7 Si | 0.111 | 0.685 | 3.174 | 0.008 | 0.009 | Bal. |
| 1.2 Si | 0.110 | 1.206 | 3.154 | 0.008 | 0.009 | Bal. |
| Sample | Ac3 (°C) | Ac1 (°C) | Ms (°C) | Mf (°C) |
|---|---|---|---|---|
| 0.2 Si | 778.4 | 657.2 | 368 | 254.3 |
| 0.7 Si | 792.1 | 665.2 | 359.6 | 245.2 |
| 1.2 Si | 807.6 | 673.5 | 357.5 | 244.2 |
| Sample | YS (MPa) | TS (MPa) | Y/T Ratio | TEL (%) | PSE (MPa·%) | Hardness (HB) |
|---|---|---|---|---|---|---|
| 0.2 Si | 480 ± 7 | 652 ± 3 | 0.74 | 28.4 ± 0.3 | 18,517 | 214 |
| 0.7 Si | 474 ± 8 | 726 ± 5 | 0.65 | 30.5 ± 0.2 | 22,143 | 227 |
| 1.2 Si | 499 ±10 | 760 ± 8 | 0.66 | 26.8 ± 0.2 | 20,368 | 234 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, Z.; Fu, H. Effect of Si Content on Microstructure and Properties of Low-Carbon Medium-Manganese Steel after Intercritical Heat Treatment. Metals 2024, 14, 675. https://doi.org/10.3390/met14060675
Hu Z, Fu H. Effect of Si Content on Microstructure and Properties of Low-Carbon Medium-Manganese Steel after Intercritical Heat Treatment. Metals. 2024; 14(6):675. https://doi.org/10.3390/met14060675
Chicago/Turabian StyleHu, Zihan, and Hanguang Fu. 2024. "Effect of Si Content on Microstructure and Properties of Low-Carbon Medium-Manganese Steel after Intercritical Heat Treatment" Metals 14, no. 6: 675. https://doi.org/10.3390/met14060675
APA StyleHu, Z., & Fu, H. (2024). Effect of Si Content on Microstructure and Properties of Low-Carbon Medium-Manganese Steel after Intercritical Heat Treatment. Metals, 14(6), 675. https://doi.org/10.3390/met14060675