

Effect of Roller Burnishing and Slide Roller Burnishing on Fatigue Strength of AISI 304 Steel: Comparative Analysis
 , , , ,
, , , ,
Abstract
:1. Introduction
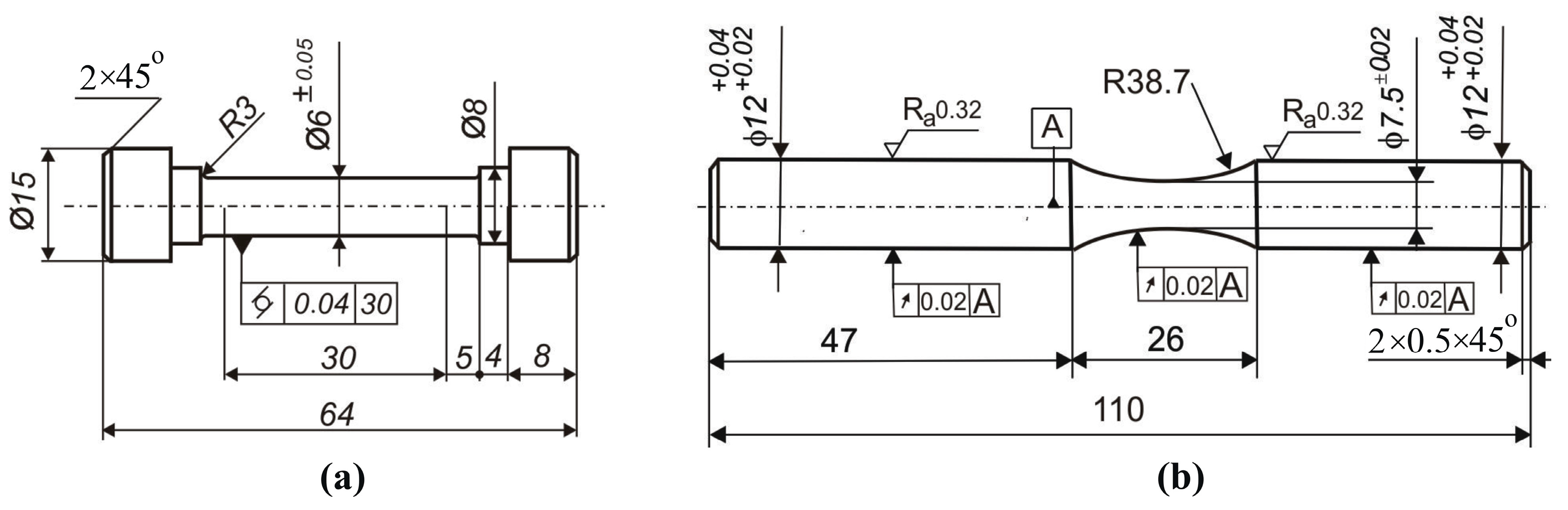
2. Materials and Methods
3. Results and Discussion
3.1. Material Measurements
3.2. SI Characteristics
3.2.1. Roughness
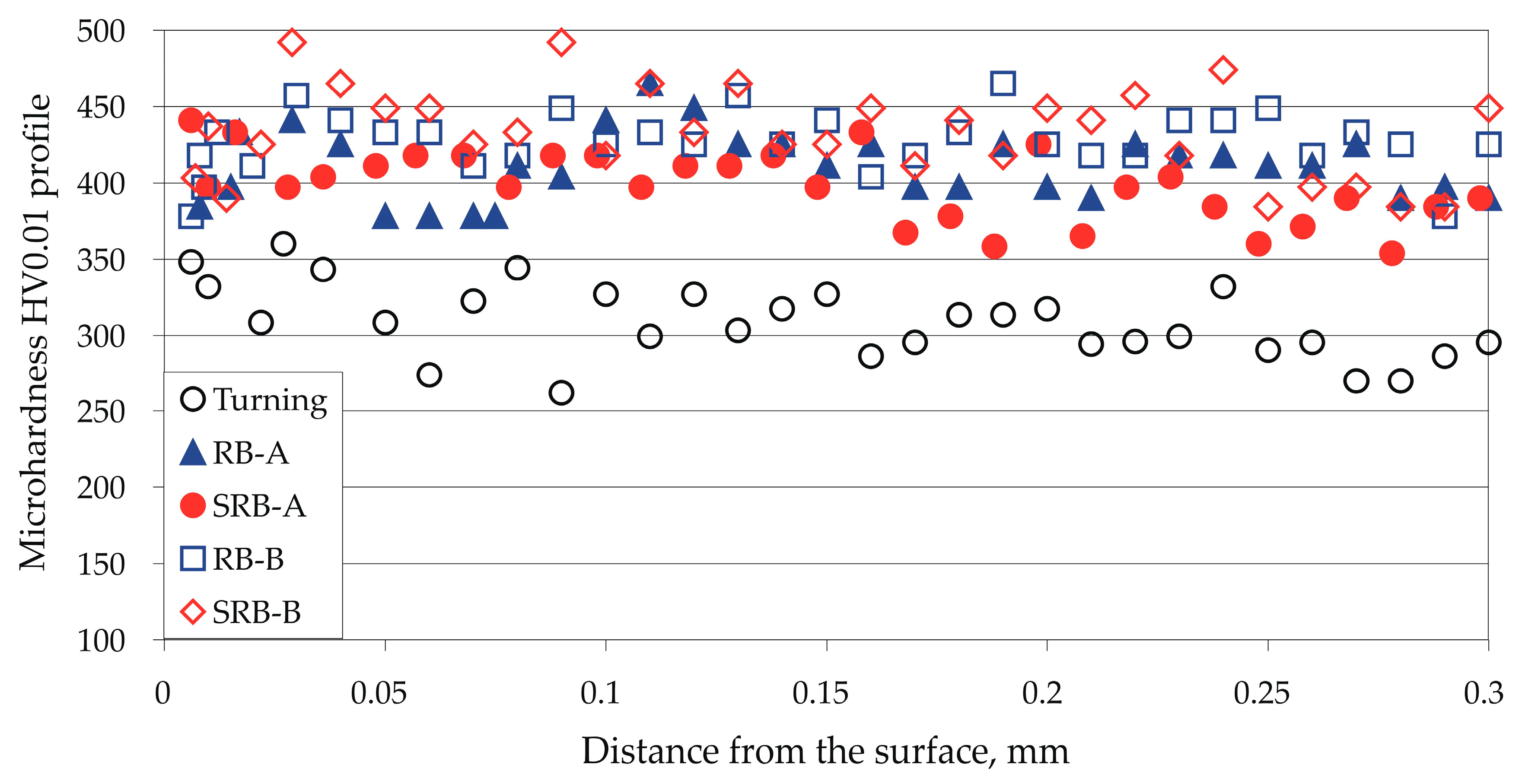
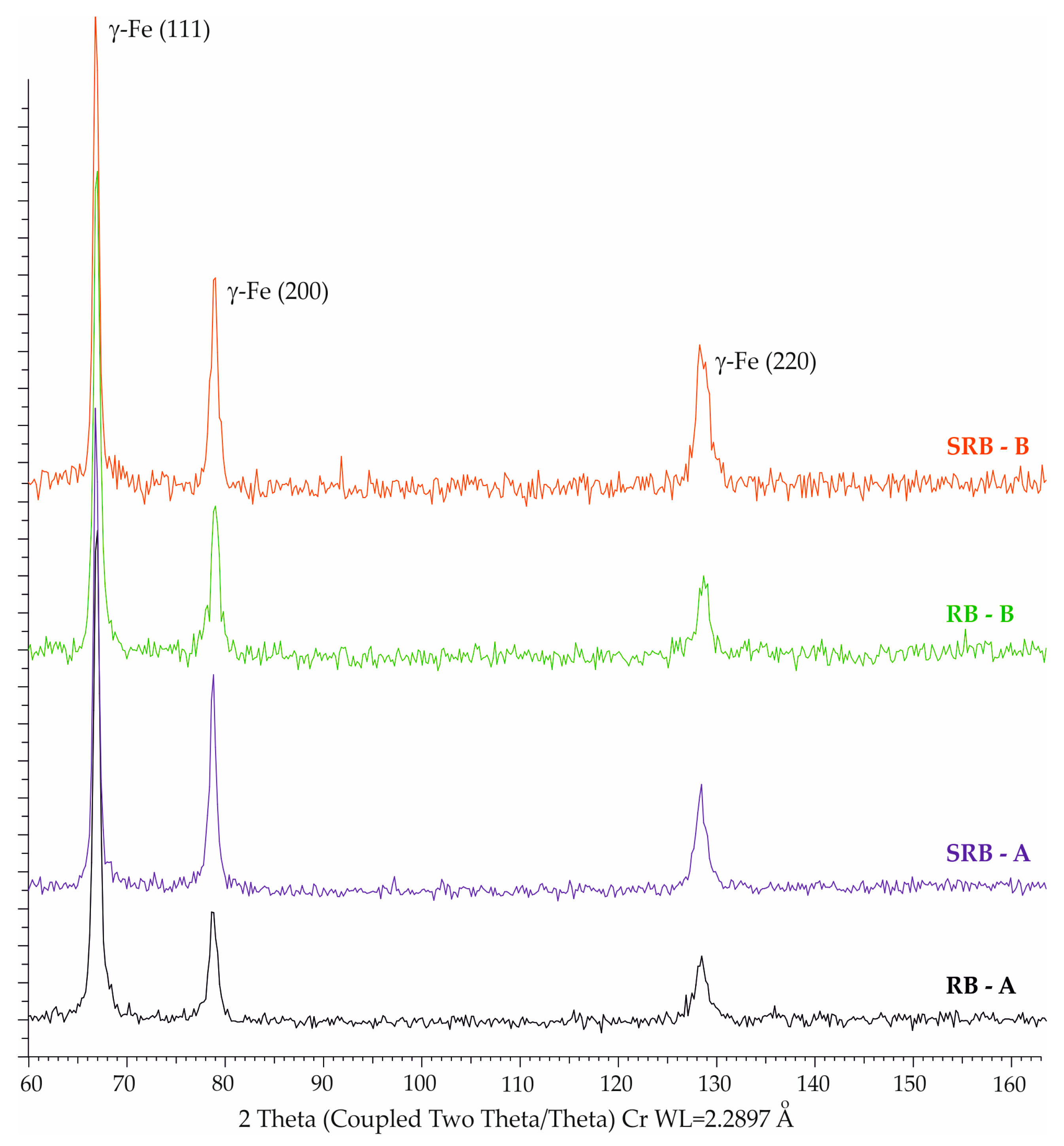
3.2.2. Microhardness and Phase Analysis Results
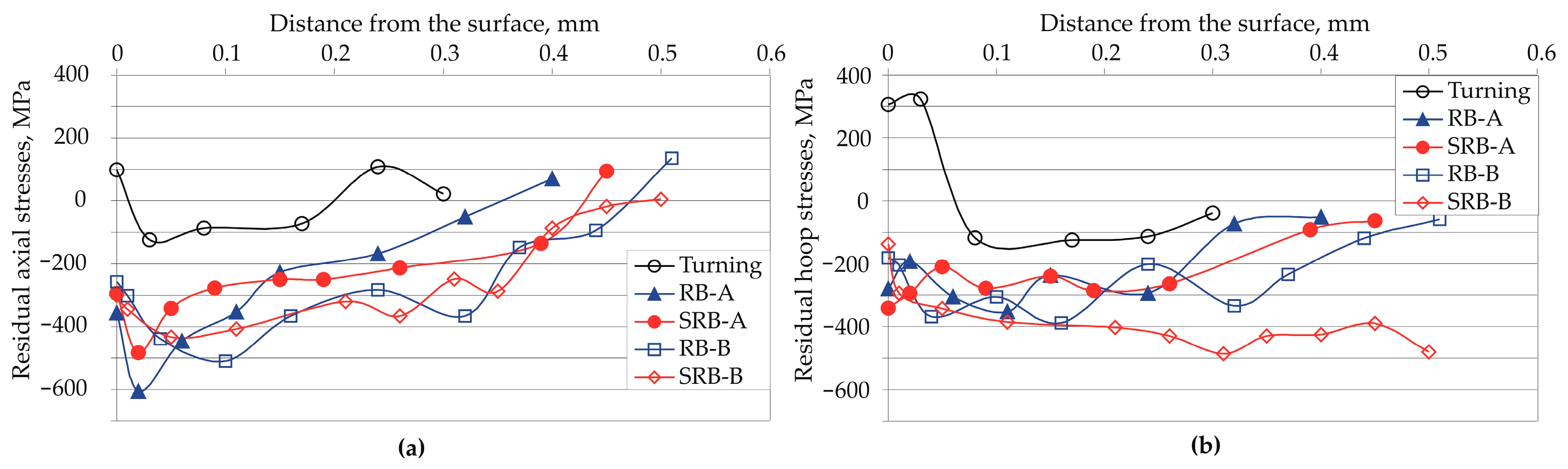
3.2.3. Residual Stresses
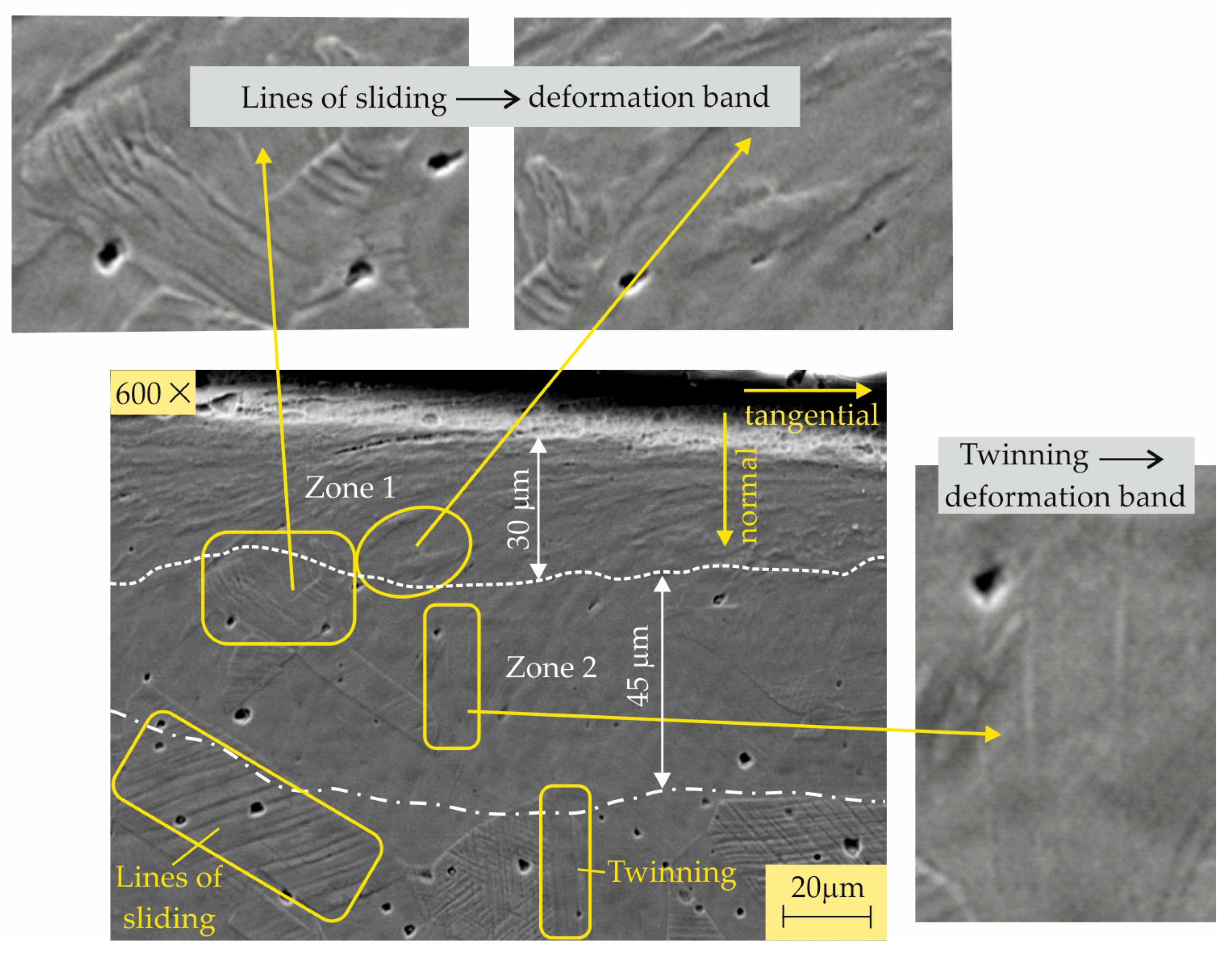
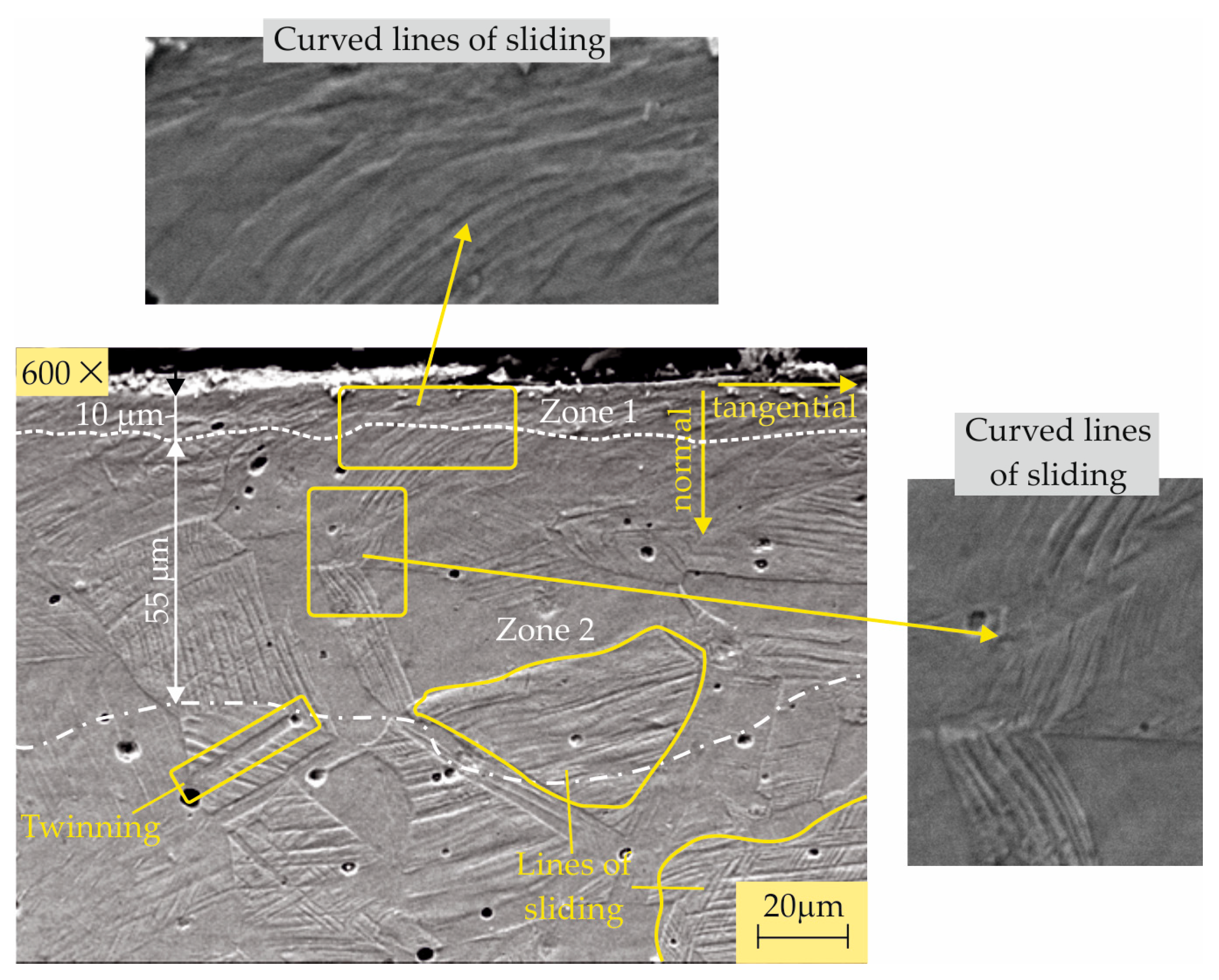
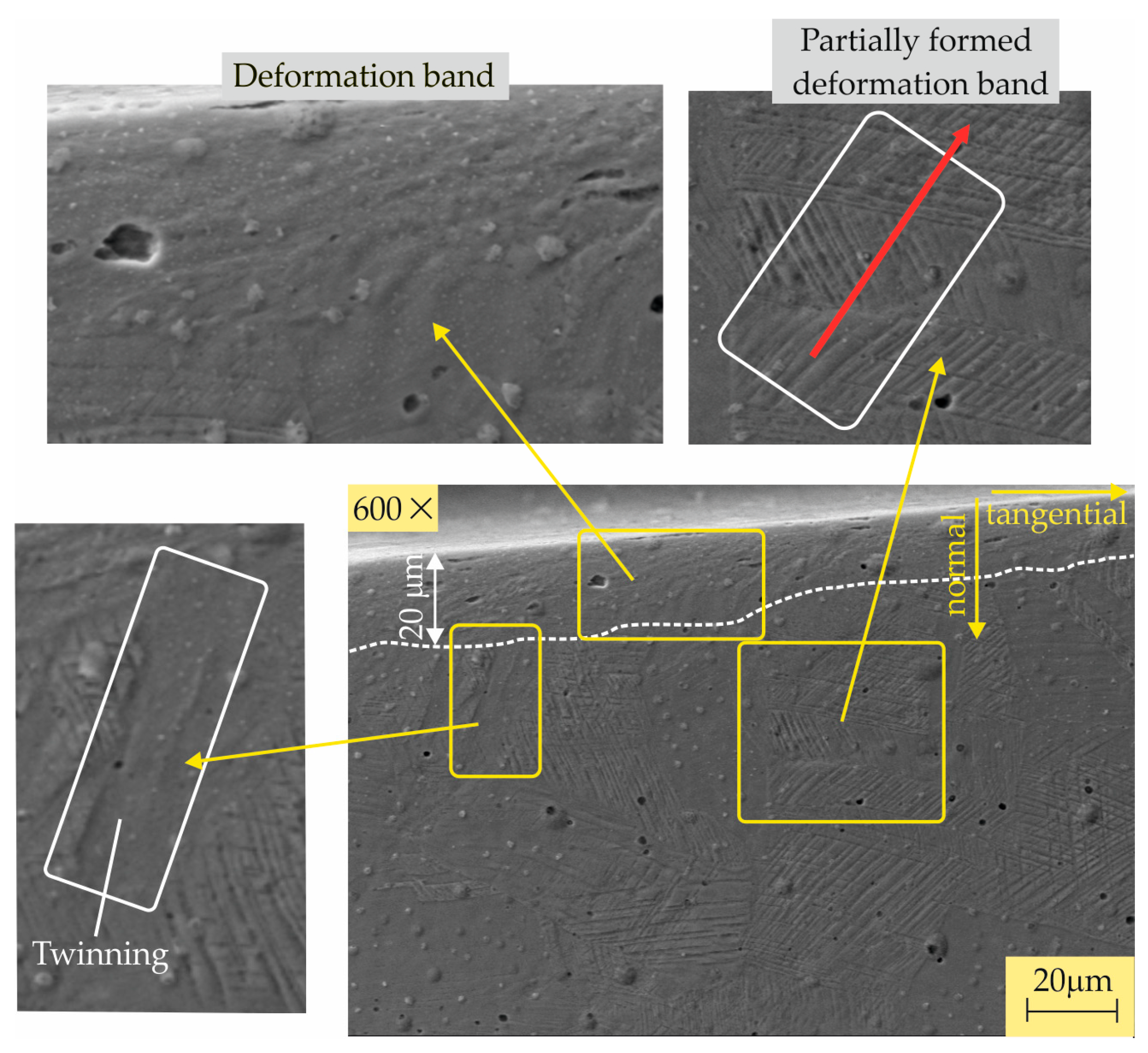
3.2.4. Microstructures
3.3. Fatigue Behavior
3.3.1. S-N Diagrams
- All four burnishing processes significantly improve the fatigue strength (the fatigue life, respectively) more so than turning and polishing, i.e., RC, with the improvement increasing closer to the boundary ( cycles) between high- and mega-cycle fatigue fields. The following results are due to the significant improvement of SI: (1) a substantial reduction in the height and functional roughness parameters; (2) an increase in the microhardness on the surface and below; (3) introduced compressive residual stresses; and (4) grain refinement in the surface and subsurface layers. The observed tendency to increase the fatigue life when the stress amplitude decreases is in accordance with the results obtained by Ben Moussa et al. [24] for the fatigue behavior of 304 steel (yield limit 320 MPa and tensile strength 615 MPa) specimens processed using single-pass RB with a toroidal deforming roller. These authors found that at 188,509 cycles of RC, the improvement was 250%, while in the low-cycle fatigue field at 7650 cycles, the improvement was only 14%.
- The RB-B process is more efficient than the RB-A process when the stress amplitude is over 540 MPa. Assuming that the bending yield limit is equal to the yield limit determined using the tensile test (see Table 4), the RB-B process is more effective in both low-cycle fatigue (where plastic deformations occurs) and at the beginning of the high-cycle fatigue field, where the strains are elastic. When the stress amplitude is below 540 MPa, the RB-A process leads to a greater fatigue life. Therefore, at smaller bending stress amplitudes, greater surface cold work, resulting in maximum surface microhardness (Figure 5b) and maximum surface residual compressive stresses (Figure 8), maximizes the effect of RB on -cycle fatigue strength.
- Throughout the study area (from to cycles), the SRB-B process is significantly more efficient than the SRB-A process, and as the mega-cycle fatigue field (> cycles) is approached, this efficiency increases. The dominant role of any SI characteristic is difficult to establish. The greater efficiency of the SRB-B process is due to the favorable combination of all the studied characteristics of SI—(1) mirror-like surface (Ra = 0.05 μm; more favorable skewness); (2) greatest subsurface microhardness (Figure 6); and (3) deepest compressive zone (Figure 8).
- When the stress amplitude is above 520 MPa, the RB-A and SRB-A processes practically show the same efficiency regarding improvement in fatigue behavior compared to RC. As the stress amplitude decreases below 520 MPa, the performance of RB-A significantly increases. At smaller stress amplitudes, the residual stress relaxation is less. Thus, the larger surface compressive residual stresses and surface microhardness due to the RB-A process explain the higher fatigue strength.
- The situation is similar for the RB-B and SRB-B processes, but when the stress amplitude is below 540 MPa, the efficiency of SRB-B is markedly higher than that of RB-B.
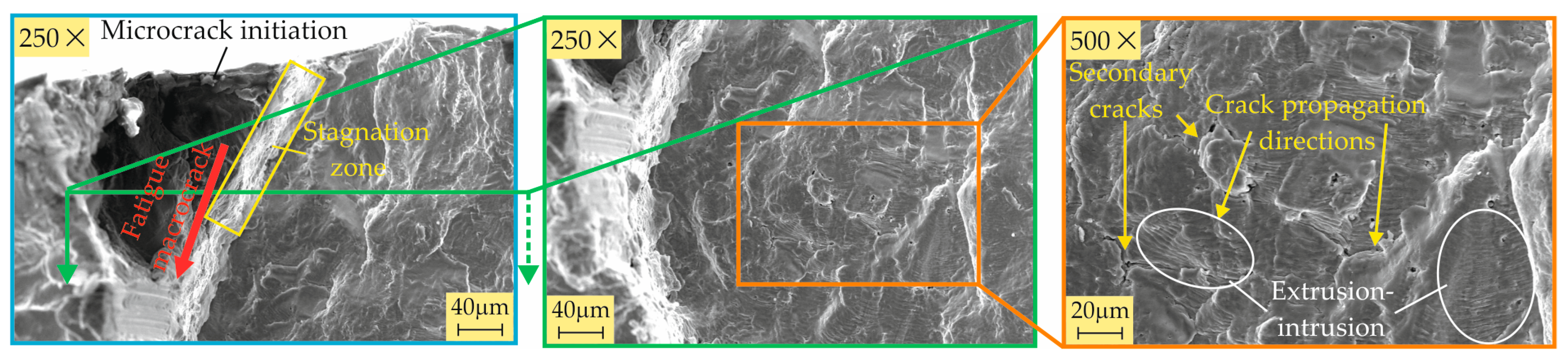
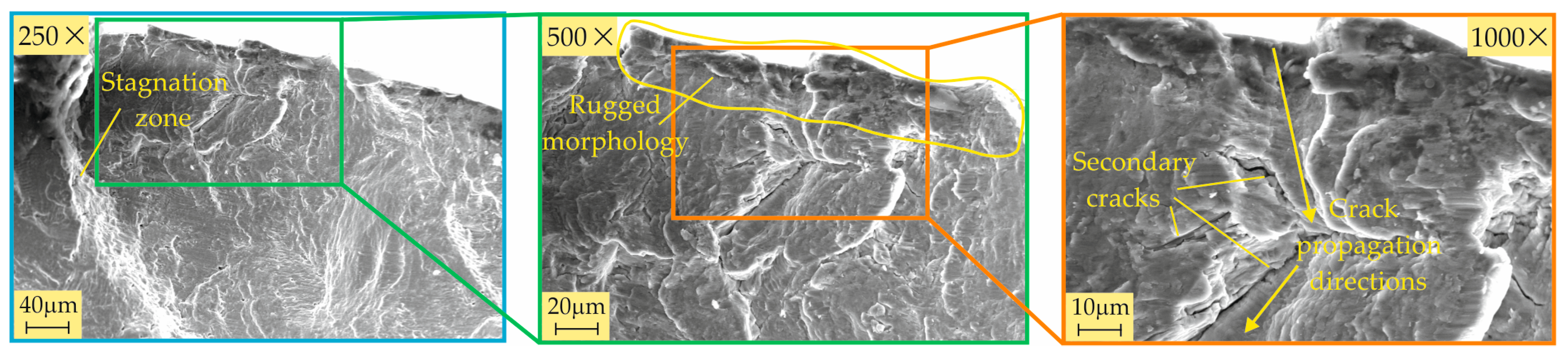
3.3.2. Fractography
- Turning and polishing (Figure 14)
- b.
- RB-A process (Figure 15)
- c.
- SRB-A process (Figure 16)
- d.
- RB-B process (Figure 17)
- e.
- SRB-B process (Figure 18)
4. Conclusions
- Compared to RB, both SRB processes lead to the following: (1) significantly lower amplitude and functional roughness parameters (mirror-finish surfaces); (2) lower surface microhardness, but higher subsurface microhardness; and (3) a deeper zone of residual compressive stresses. These SI characteristics are a direct consequence of the larger contact area and relative sliding velocity in the SRB, owing to the crossing axes of the deforming roller and the workpiece.
- We found that the surface microhardness is affected to a greater extent by the feed rate than by the burnishing force, because of the so-called overlapping effect, which causes cyclic hardening. Conversely, the microhardness beneath the surface is more sensitive to the burnishing force than the feed rate, because of the depth-attenuating overlapping effect.
- All four burnishing processes create a modified surface layer with thicknesses of about 10 μm from the RB-A, SRB-A, and RB-B processes, and over 20 μm from the SRB-B process. This layer has the greatest crack resistance when created using SRB-B. The main fatigue macro-crack is formed at the interface between the modified layer and the remaining material for all specimens except the one treated using SRB-A. The reason for this is that SRB-A creates a surface with a large negative skewness (leading to micro-stress concentrators), which, in combination with smaller compressive residual stresses, is a prerequisite for the formation of a fatigue macro-crack from the surface.
- The technological possibilities of the SRB method for achieving the desired SI characteristics according to the functional purpose of the burnished component have been experimentally shown, achieving a mirror-finish surface (Ra = 0.055 μm) but a fatigue strength lower than that of the conventional RB-A process. The SRB-B process achieves low height and functional roughness parameters (Ra = 0.073 μm) and the greatest fatigue strength compared to other burnishing processes.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| RB | Roller burnishing |
| RB-A | Roller burnishing process A |
| RB-B | Roller burnishing process B |
| RC | Reference condition |
| SB | Slide burnishing |
| SCW | Surface cold working |
| SE | Surface engineering |
| SI | Surface integrity |
| SL | Surface layers |
| SRB | Slide roller burnishing |
| SRB-A | Slide roller burnishing process A |
| SRB-B | Slide roller burnishing process B |
References
- Miranda, R.M.; Gandra, J.P.; Vilaca, P.; Quintino, L.; Santos, T.G. Surface Modification by Solid State Processing; Elsevier: Amsterdam, The Netherlands; Woodhead Publishing Limited: Sawston, UK, 2014; ISBN 978-0-85709-469-8. [Google Scholar]
- Dwivedi, D.K. Surface Engineering. In Enhancing Life of Tribological Components; Korzynski, M., Ed.; Springer: New Delhi, India, 2018; ISBN 978-81-322-3779-2. [Google Scholar]
- Butz, G.A.; Lyst, J.O. Improvement in Fatigue Resistance of Aluminum Alloys by Surface Cold-Working. Mater. Res. Stand. 1961, 951–956. [Google Scholar]
- Semenchenko, I.V.; Grinchenko, I.G. Fatigue of the surface cold worked AK-4 alloy at elevated temperatures. Met. Sci. Heat Treat. 1970, 12, 959–960. [Google Scholar] [CrossRef]
- Saud, H.M.; Abdulrazzaq, M.A. Study the effect of cold working on the mechanical properties of aluminum alloy 2024 T4. IOP Conf. Ser. Mater. Sci. Eng. 2020, 928, 022125. [Google Scholar] [CrossRef]
- Maximov, J.T.; Duncheva, G.V.; Anchev, A.P.; Ichkova, M.D. Slide burnishing—Review and prospects. Int. J. Adv. Manuf. Technol. 2019, 104, 785–801. [Google Scholar] [CrossRef]
- Kuznetsov, V.P.; Tarasov, S.Y.; Dmitriev, A.I. Nanostructuring burnishing and subsurface shear instability. J. Mater. Process. Technol. 2015, 217, 327–335. [Google Scholar] [CrossRef]
- Korzynski, M. Modeling and experimental validation of force – surface roughness relation for smoothing burnishing with a spherical tool. Int. J. Mach. Tools Manuf. 2007, 47, 1956–1964. [Google Scholar] [CrossRef]
- Tobola, D.; Kania, B. Phase composition and stress state in the surface layers of burnished and gas nitrided Sverker 21 and Vanadis 6 tool steels. Surf. Coat. Technol. 2018, 353, 105–115. [Google Scholar] [CrossRef]
- Skoczylas, A.; Zaleski, K.; Matuszak, J.; Ciecielag, K.; Zaleski, R.; Gorgol, M. Influence of Slide Burnishing Parameters on the Surface Layer Properties of Stainless Steel and Mean Positron Lifetime. Materials 2022, 15, 8131. [Google Scholar] [CrossRef] [PubMed]
- Tanaka, H.; Nishinaka, K.; Yanagi, K. Development of hydraulic burnishing tool for discontinuous surface finishing—Machining characteristics of hydrostatic burnishing tool with single crystal diamond tip. J. Jpn. Soc. Technol. Plast. 2012, 53, 924–928. (In Japanese) [Google Scholar]
- Nestler, A.; Schubert, A. Effect of machining parameters on surface properties in slide diamond burnishing of aluminium matrix composites. Mater. Today Proc. 2015, 2S, S156–S161. [Google Scholar] [CrossRef]
- Kuznetsov, V.; Makarov, A.; Skorobogatov, A.; Skorinina, P.; Luchko, S.; Sirosh, V.; Chekan, N. Influence of normal force on smoothing and hardening of the surface layer of steel 03X16N15M3T1 during dry diamond smoothing with a spherical indenter. Met. Process. 2022, 24, 6–22. [Google Scholar]
- Dzierwa, A.; Gałda, L.; Tupaj, M.; Dudek, K. Investigation of wear resistance of selected materials after slide burnishing process. Eksploat. Niezawodn. 2020, 22, 432–439. [Google Scholar] [CrossRef]
- Shi, Y.-L.; Shen, X.-H.; Xu, G.-F.; Xu, C.-H.; Wang, B.-L.; Su, G.-S. Surface integrity enhancement of austenitic stainless steel treated by ultrasonic burnishing with two burnishing tips. Arch. Civ. Mech. Eng. 2020, 20, 79. [Google Scholar] [CrossRef]
- Kluz, R.; Antosz, K.; Trzepiecinski, T.; Bucior, M. Modelling the influence of slide burnishing parameters on the surface roughness of shafts made of 42CrMo4 heat-treatable steel. Materials 2021, 14, 1175. [Google Scholar] [CrossRef] [PubMed]
- Kato, H.; Hirokawa, W.; Todaka, Y.; Yasunaga, K. Improvement in surface roughness and hardness for carbon steel by slide burnishing process. Mater. Sci. Appl. 2021, 12, 171–181. [Google Scholar] [CrossRef]
- Bobrovskij, I.; Bobrovskij, N.; Khaimovich, A.; Travieso-Rodriguez, J.A. Impacts of surface texture and nature of friction on energy-force efficiency of surface plastic deformation during burnishing. Metals 2022, 12, 1568. [Google Scholar] [CrossRef]
- Dy, T.; Wijata, M.; Kusmierska-Matyszczak, W. The slide broaching burnishing and the influence of deformation on roughness of 314L stainless steel sleeves. Sci. J. Gdyn. Marit. Univ. 2020, 116, 15–28. [Google Scholar]
- Cagan, S.C.; Tasci, U.; Pruncu, C.I.; Bostan, B. Investigation of the effects of eco-friendly MQL system to improve the mechanical performance of WE43 magnesium alloys by the burnishing process. J. Braz. Soc. Mech. Sci. Eng. 2022, 45, 22. [Google Scholar] [CrossRef]
- Maximov, J.T.; Duncheva, G.V. The Correlation between Surface Integrity and Operating Behaviour of Slide Burnished Components—A Review and Prospects. Appl. Sci. 2023, 13, 3313. [Google Scholar] [CrossRef]
- Maximov, J.T.; Duncheva, G.V.; Anchev, A.P.; Dunchev, V.P.; Anastasov, K.; Daskalova, P.H. Effect of Roller Burnishing and Slide Roller Burnishing on Surface Integrity of AISI 316 Steel: Theoretical and Experimental Comparative Analysis. Machines 2024, 12, 51. [Google Scholar] [CrossRef]
- Juijerm, P.; Altenberger, I. Fatigue performance enhancement of steels using mechanical surface treatments. J. Met. Mater. Miner. 2007, 17, 59–65. [Google Scholar]
- Moussa, N.B.; Gharbi, K.; Chaieb, I.; Fredj, N.B. Improvement of AISI 304 austenitic stainless steel low-cycle fatigue life by initial and intermitten deep rolling. Int. J. Adv. Manuf. Technol. 2019, 101, 435–449. [Google Scholar] [CrossRef]
- Sedlacek, M.; Podgornik, B.; Vizintin, J. Correlation between standard roughness parameters skewness and kurtosis and tribological behaviour of contact surface. Tribol. Int. 2012, 48, 102–112. [Google Scholar] [CrossRef]
- Korzynski, M.; Dudek, K.; Kruczek, B.; Kocurek, P. Equilibrium surface texture of valve stems and burnishingmethod to obtain it. Tribol. Int. 2018, 124, 195–199. [Google Scholar] [CrossRef]
- Zabala, A.; Blunt, L.; Tato, W.; Aginagalde, A.; Gomez, X.; Llavori, I. The use of areal surface topography characterisation in relation to fatigue performance. MATEC Web Conf. 2018, 165, 14013. [Google Scholar] [CrossRef]
- ISO 6892-1:2019; Metallic Materials. Tensile Testing Part1: Method of Test at Room Temperature. Standards Press of China: Beijing, China, 2019.
- Ecoroll Catalogue. Tools and Solutions for Metal Surface Improvement; Ecoroll Corporation Tool Technology: Milford, OH, USA, 2006. [Google Scholar]
- DIFFRAC.DQUANT, Quantitative Analysis from Calibration to Reporting; Bruker AXS GmbH: Karlsrue, Germany, 2018.
- Bulgarian National Standard 5297:1983 Metals; Fatigue Test Methods. Standards Press of Bulgaria: Sofia, Bulgaria, 1983. (In Bulgarian)
- Pawlus, P.; Reizer, R.; Wieczorowski, M. Functional Importance of Surface Texture Parameters. Materials 2021, 14, 5326. [Google Scholar] [CrossRef] [PubMed]
- Zhang, J.; Pei, Z.J. Characterization Methods for Surface Integrity; Surface Integrity in Mashining; Paulo, J., Ed.; Springer: London, UK, 2010; ISBN 978-1-84-882-974-2. [Google Scholar]
- de Oliveira, D.A.; Martins, A.M.; de Castro, M.F.; Abrao, A.M. Characterization of the topography generated by low plasticity burnishing using advanced techniques. Surf. Coat. Technol. 2022, 448, 128891. [Google Scholar] [CrossRef]
- Maximov, J.T.; Duncheva, G.V.; Anchev, A.P.; Dunchev, V.P.; Argirov, Y.B.; Nikolova, M.P. Effects of heat treatment and diamond burnishing on fatigue behaviour and corrosion resistance of AISI 304 austenitic stainless steel. Appl. Sci. 2023, 13, 2570. [Google Scholar] [CrossRef]
- Maximov, J.T.; Duncheva, G.V.; Anchev, A.P.; Ganev, N.; Amudjev, I.M.; Dunchev, V.P. Effect of slide burnishing method on the surface integrity of AISI 316Ti chromium-nickel steel. J. Braz. Soc. Mech. Sci. Eng. 2018, 40, 194. [Google Scholar] [CrossRef]
- Maximov, J.T.; Duncheva, G.V.; Anchev, A.P.; Ganev, N.; Dunchev, V.P. Effect of cyclic hardening on fatigue performance of slide burnishing components made of low-alloy medium carbon steel. Fatigue Fract. Eng. Mater. Struct. 2019, 42, 1414–1425. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Burnishing Processes | r, mm | Fb, N | f, mm/rev | v, m/min |
|---|---|---|---|---|
| RB-A, SRB-A | 3 | 250 | 0.05 | 60 |
| RB-B, SRB-B | 4 | 550 | 0.11 | 60 |
| Measuring device | Bruker D8 Advance diffractometer |
| X-ray tube | Long focus Cr—Kα |
| Crystallographic plane | Fe(γ) - (220) |
| Diffraction angle (2θ) | 128.78° (124°–133°) |
| Measuring method | Offset coupled TwoTheta/Theta (sin2ψ method) |
| Scan mode | Continuous PSD fast |
| X-ray detector | SSD160-2 (1D scanning) |
| Collimator spot size | Standard Φ1.0 mm |
| Measurement time for single scan | Approx. 35 s |
| Elastic constant s1 | |
| Elastic constant 1/2s2 | |
| Voltage | 30 kV |
| Current | 40 mA |
| Step size | 0.5° |
| Time for step | 1 s |
| Fe | C | Si | Mn | P | S | Cr | Ni | Nb | Ti | Mo | Cu | Co | W | V |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 68.7 | 0.0383 | 0.108 | 1.72 | 0.0299 | 0.0315 | 20.7 | 7.63 | 0.0356 | 0.0049 | 0.318 | 0.38 | 0.096 | 0.09 | 0.09 |
| Yield Limit, MPa | Tensile Strength, MPa | Elongation, % | Hardness, HB |
|---|---|---|---|
| Processes | 2D Roughness Parameters | ||||||||
|---|---|---|---|---|---|---|---|---|---|
μm | μm | μm | μm | μm | μm | μm | |||
| Turning | 0.482 | 0.576 | 1.224 | 1.402 | −0.046 | 2.195 | 1.746 | 0.276 | 0.408 |
| RB-A | 0.186 | 0.237 | 0.470 | 0.885 | −0.791 | 3.703 | 0.545 | 0.142 | 0.378 |
| SRB-A | 0.073 | 0.098 | 0.229 | 0.526 | −1.072 | 7.117 | 0.219 | 0.093 | 0.166 |
| RB-B | 0.105 | 0.131 | 0.305 | 0.456 | −0.317 | 3.067 | 0.329 | 0.099 | 0.160 |
| SRB-B | 0.055 | 0.076 | 0.215 | 0.388 | −0.675 | 6.584 | 0.167 | 0.074 | 0.133 |
| Turning | RB-A | SRB-A | RB-B | SRB-B | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Depth mm | Error, MPa | Depth mm | Error, MPa | Depth mm | Error, MPa | Depth mm | Error, MPa | Depth mm | Error, MPa | |||||
| Axial | Hoop | Axial | Hoop | Axial | Hoop | Axial | Hoop | Axial | Hoop | |||||
| 0 | 50 | 59 | 0 | 126 | 38 | 0 | 84.7 | 62.1 | 0 | 47.7 | 41.5 | 0 | 50.3 | 25.7 |
| 0.03 | 28.8 | 34.3 | 0.02 | 48 | 55.6 | 0.02 | 18.9 | 35.5 | 0.01 | 52.8 | 20.0 | 0.01 | 58.8 | 31.7 |
| 0.08 | 34.7 | 33.5 | 0.06 | 57.1 | 33.8 | 0.05 | 41.9 | 33.8 | 0.04 | 51.4 | 75.7 | 0.05 | 54.8 | 46.5 |
| 0.17 | 32.3 | 35.6 | 0.11 | 32.9 | 28.8 | 0.09 | 23.8 | 39.5 | 0.10 | 63.6 | 42.1 | 0.11 | 25.8 | 66.7 |
| 0.24 | 66.4 | 35.9 | 0.15 | 31.9 | 31.5 | 0.15 | 23.3 | 29.7 | 0.16 | 27.4 | 47.9 | 0.21 | 31.1 | 49.1 |
| 0.3 | 38.4 | 31.9 | 0.24 | 41 | 33.2 | 0.19 | 13.7 | 45.3 | 0.24 | 37.0 | 30.5 | 0.26 | 72.7 | 21.2 |
| - | - | - | 0.32 | 41.9 | 32.3 | 0.26 | 52.8 | 31.4 | 0.32 | 27.2 | 23.9 | 0.31 | 70.4 | 23.6 |
| - | - | - | 0.4 | 33.3 | 22.9 | 0.39 | 31.8 | 39.4 | 0.37 | 32.3 | 37.0 | 0.35 | 46.1 | 49.6 |
| - | - | - | - | - | - | 0.45 | 67.7 | 18.7 | 0.44 | 42.8 | 55.1 | 0.40 | 65.1 | 56.8 |
| - | - | - | - | - | - | - | - | - | 0.51 | 18.4 | 37.4 | 0.45 | 62.5 | 49.2 |
| - | - | - | - | - | - | - | - | - | - | - | - | 0.5 | 59.3 | 51.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Duncheva, G.; Maximov, J.; Anchev, A.; Dunchev, V.; Anastasov, K.; Argirov, Y. Effect of Roller Burnishing and Slide Roller Burnishing on Fatigue Strength of AISI 304 Steel: Comparative Analysis. Metals 2024, 14, 710. https://doi.org/10.3390/met14060710
Duncheva G, Maximov J, Anchev A, Dunchev V, Anastasov K, Argirov Y. Effect of Roller Burnishing and Slide Roller Burnishing on Fatigue Strength of AISI 304 Steel: Comparative Analysis. Metals. 2024; 14(6):710. https://doi.org/10.3390/met14060710
Chicago/Turabian StyleDuncheva, Galya, Jordan Maximov, Angel Anchev, Vladimir Dunchev, Kalin Anastasov, and Yaroslav Argirov. 2024. "Effect of Roller Burnishing and Slide Roller Burnishing on Fatigue Strength of AISI 304 Steel: Comparative Analysis" Metals 14, no. 6: 710. https://doi.org/10.3390/met14060710