
Microstructure Evolution and Mechanical Properties of Extruded AlSiCuFeMnYb Alloy
Abstract
:1. Introduction
2. Experimental
2.1. Experimental Materials
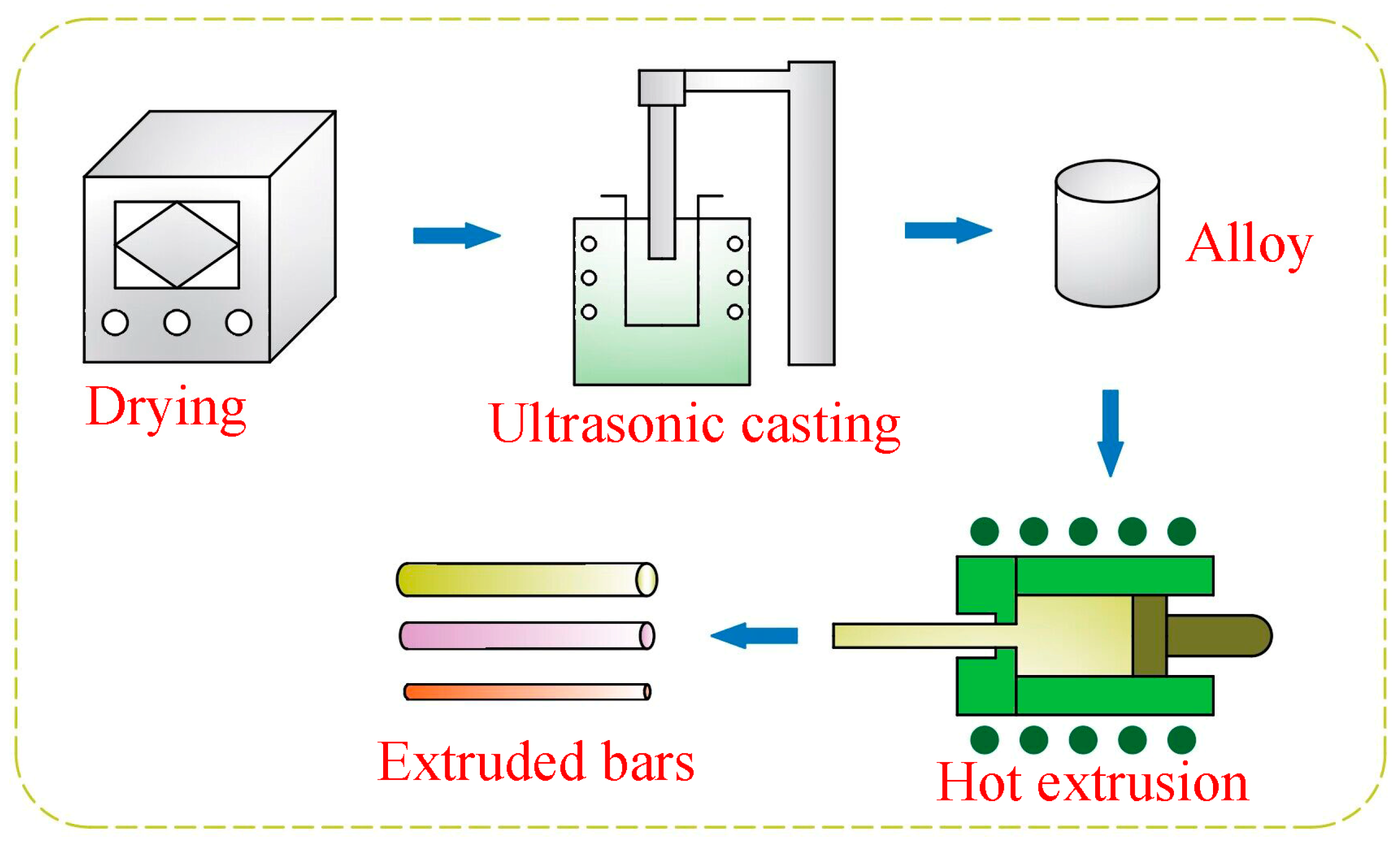
2.2. Preparation of AlSiCuFeMnYb Alloy
2.3. Performance Testing and Material Characterization
3. Results and Discussion
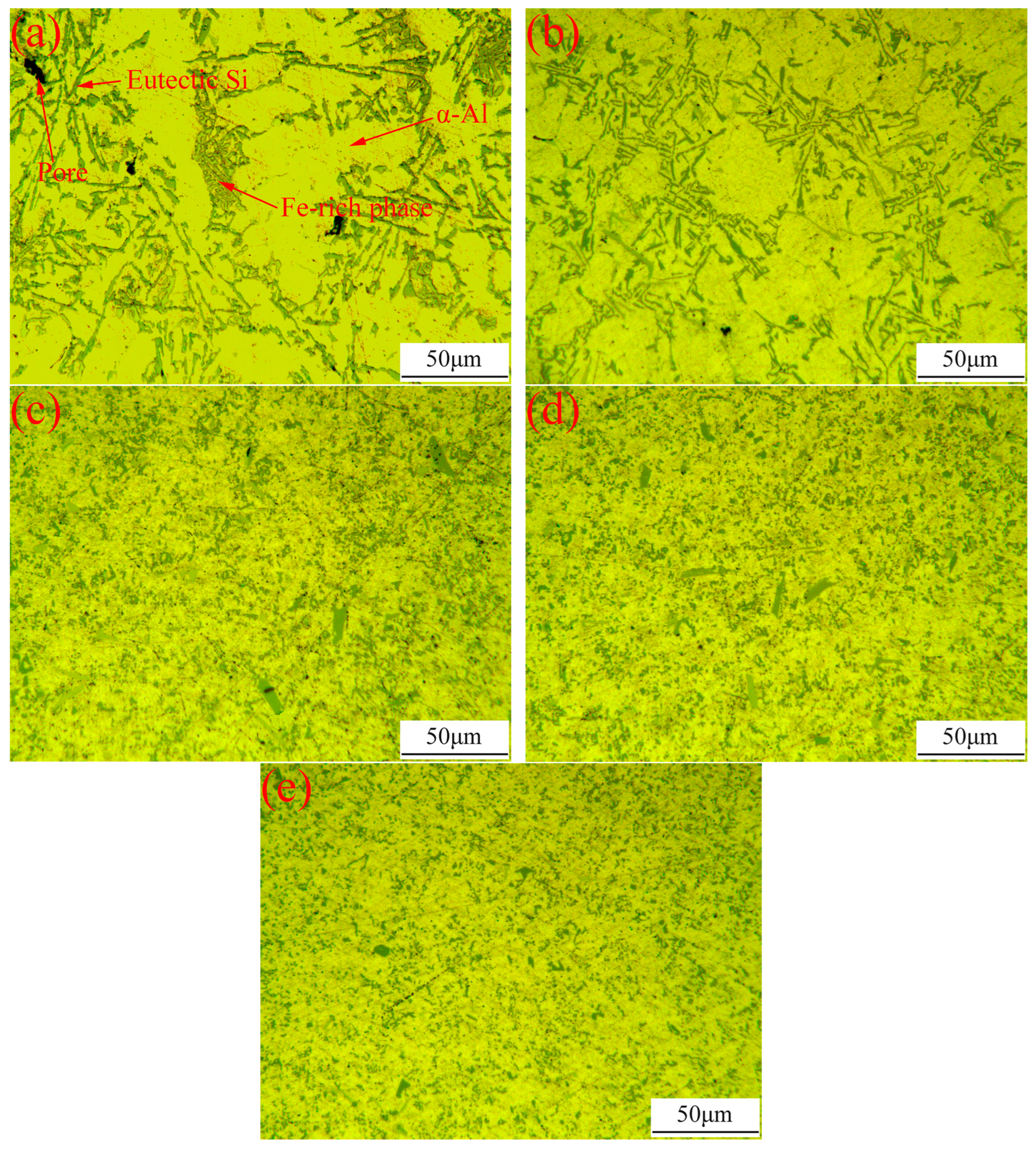
3.1. Cross-Sectional Optical Microstructure
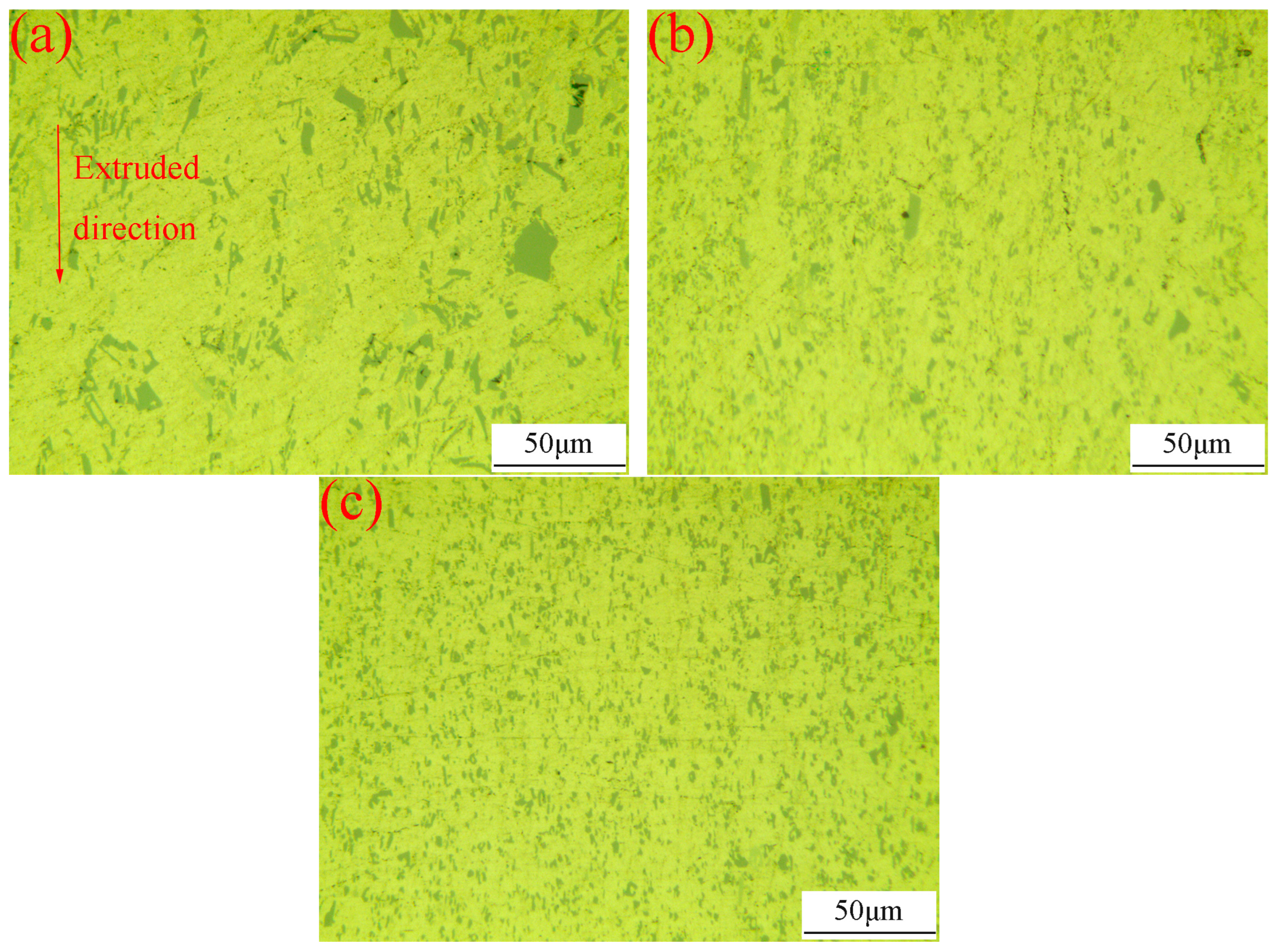
3.2. Longitudinal Optical Microstructure of Extruded AlSiCuFeMnYb Alloy
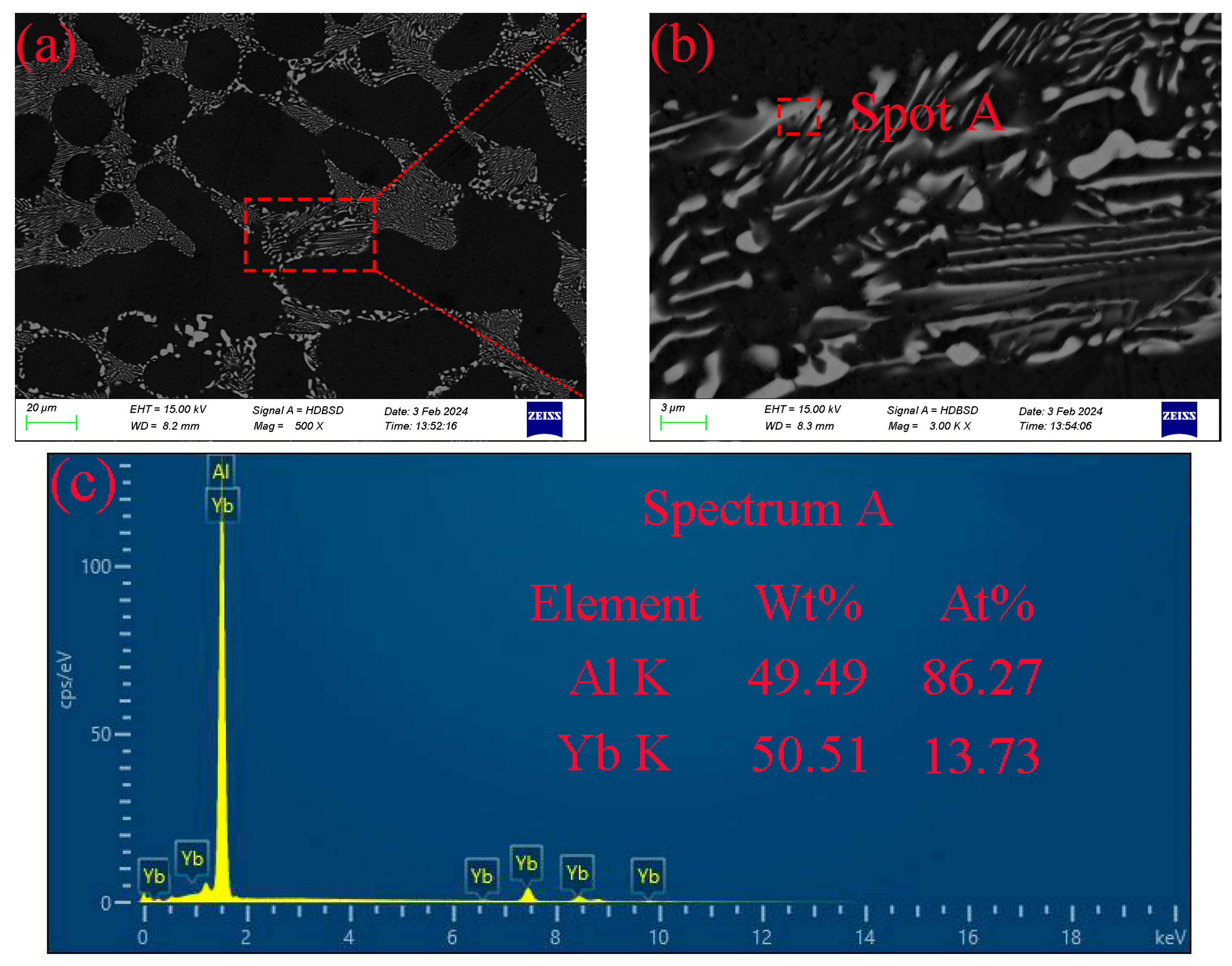
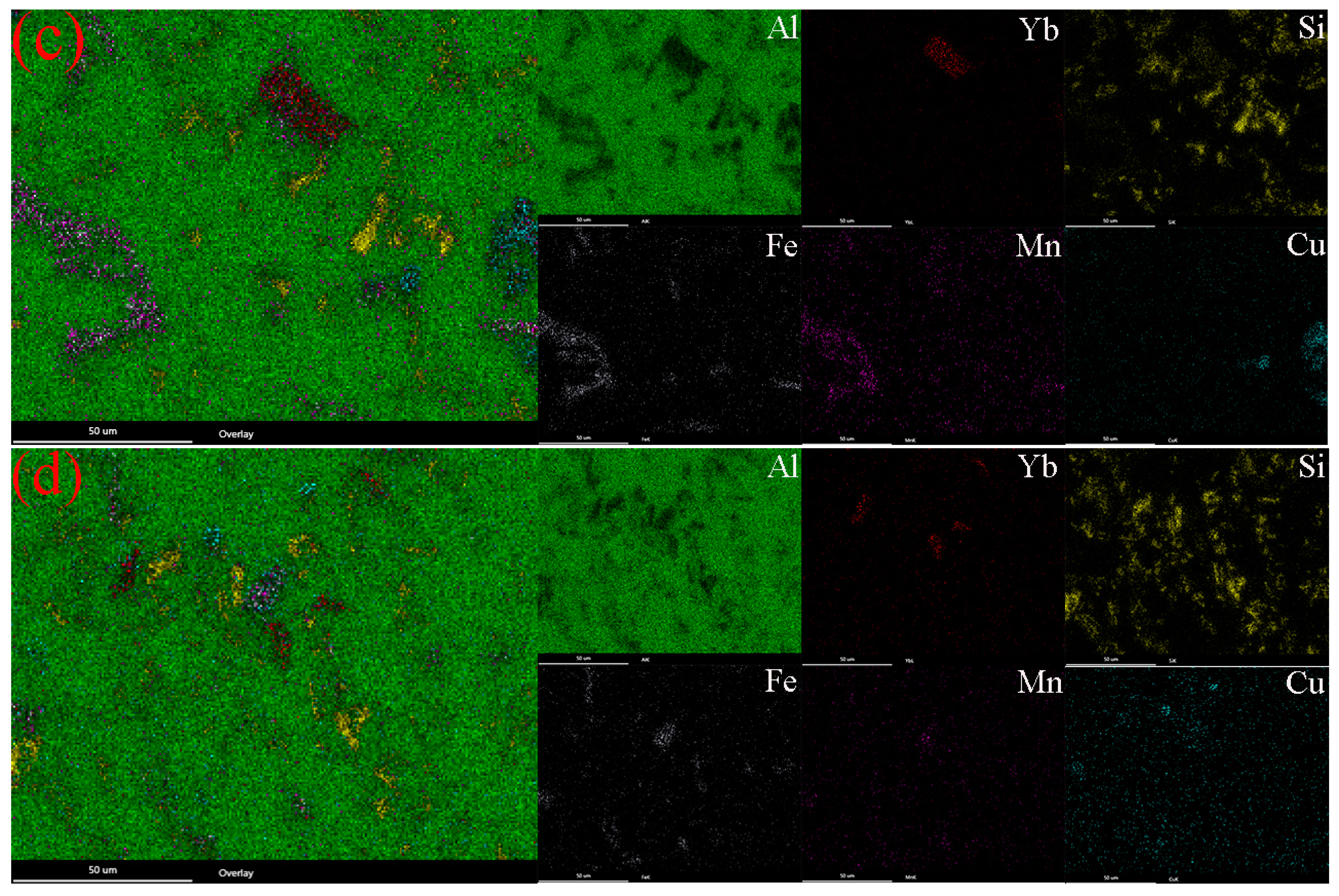
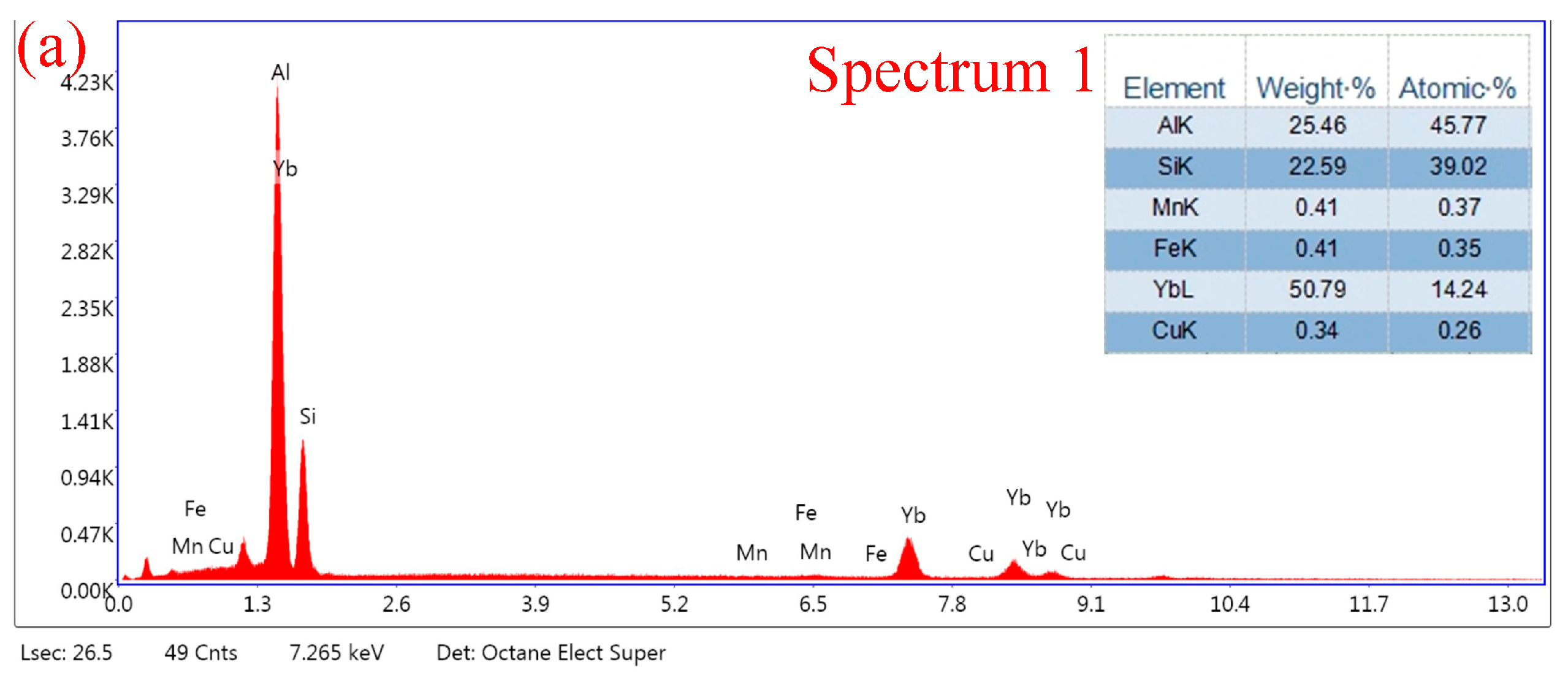
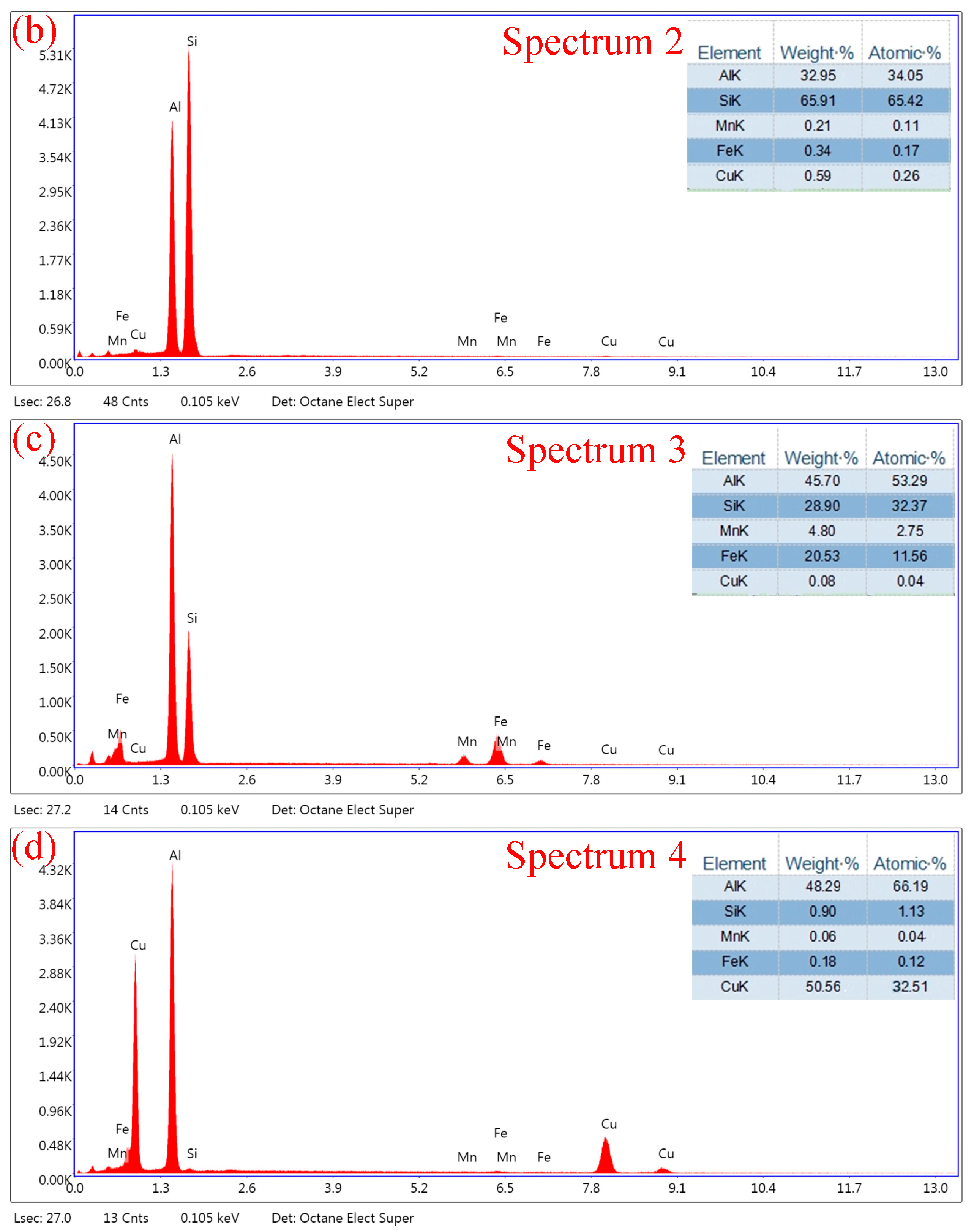
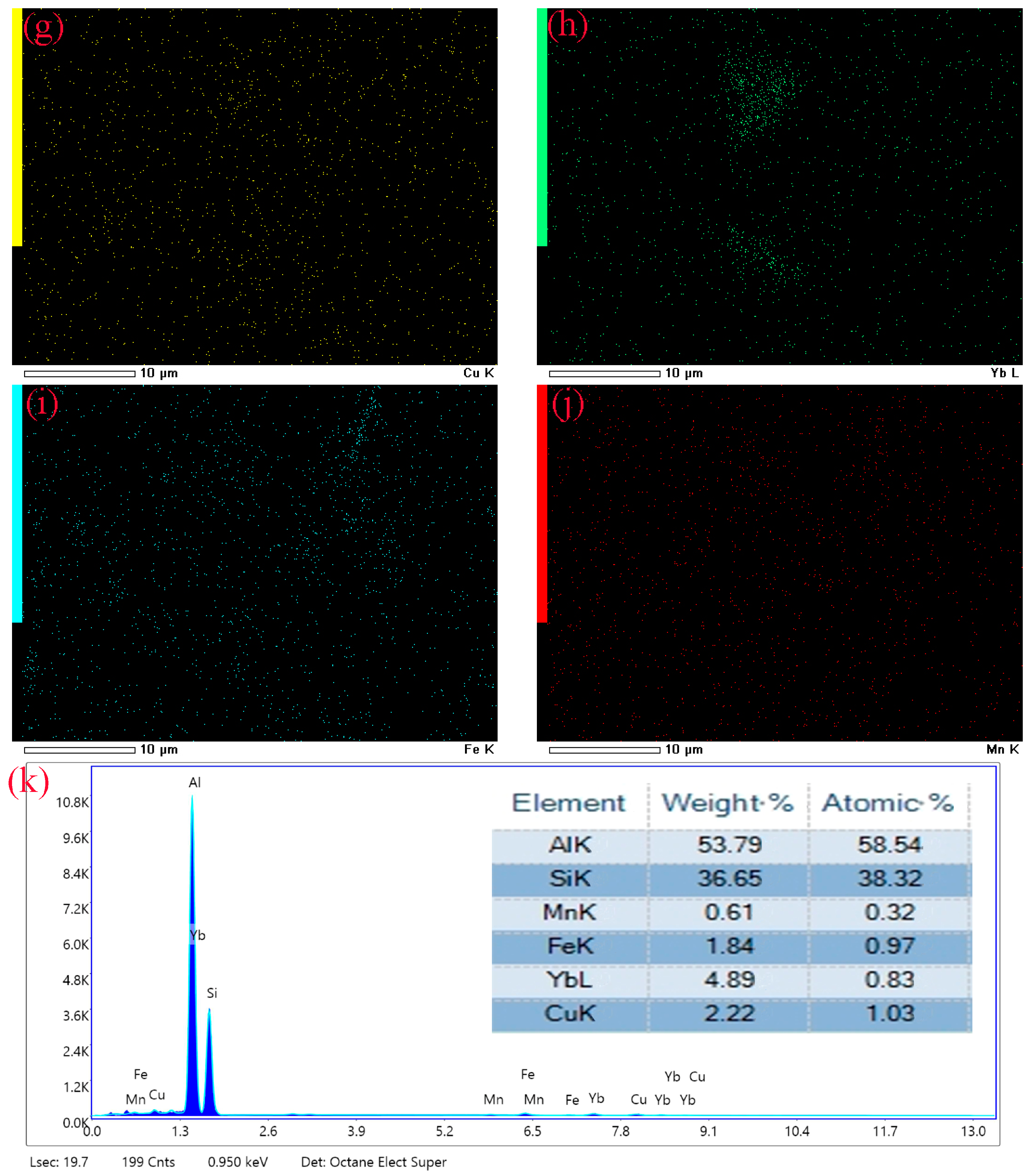
3.3. Comparative Analysis of Scanning Electron Microscopy
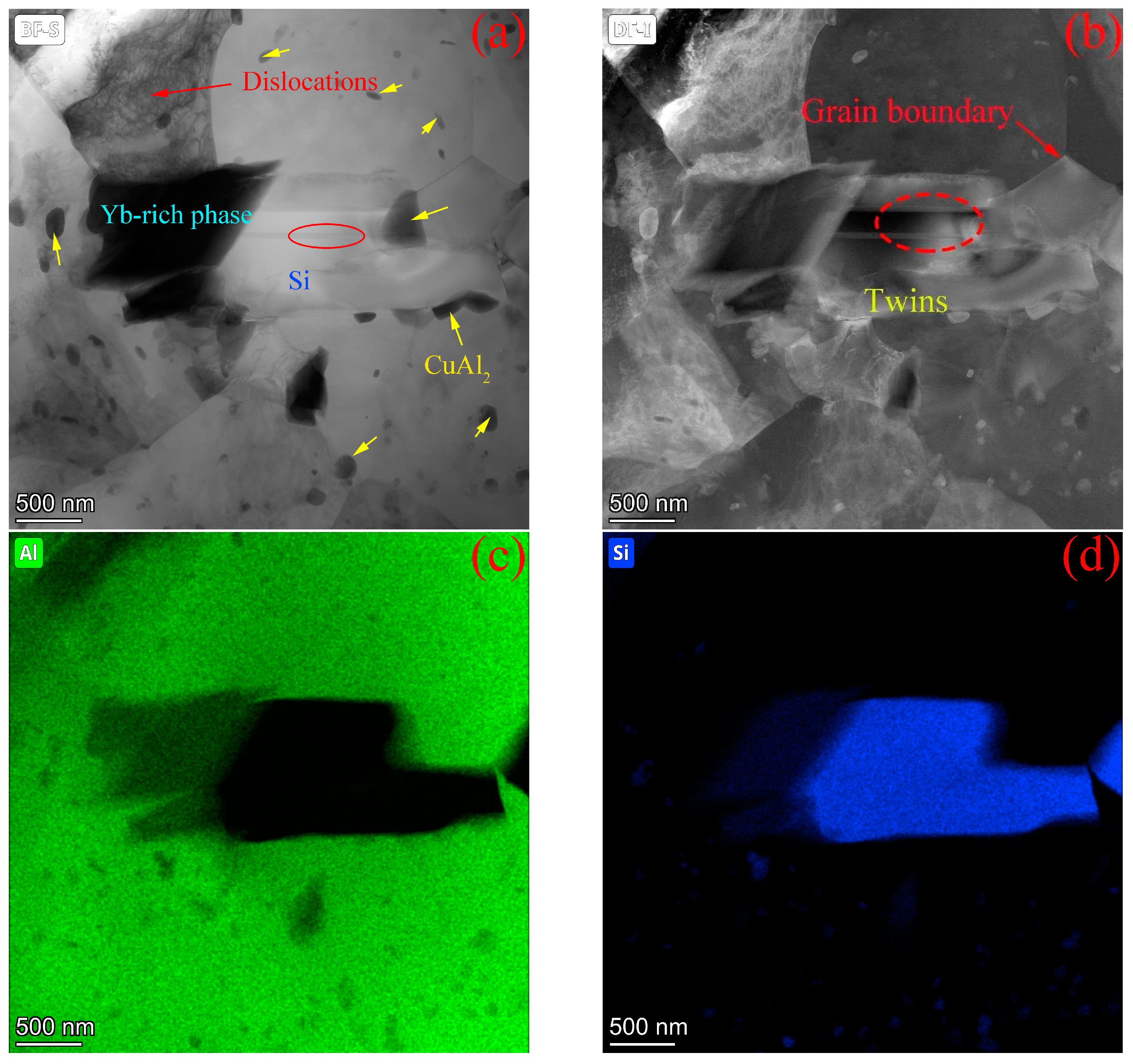
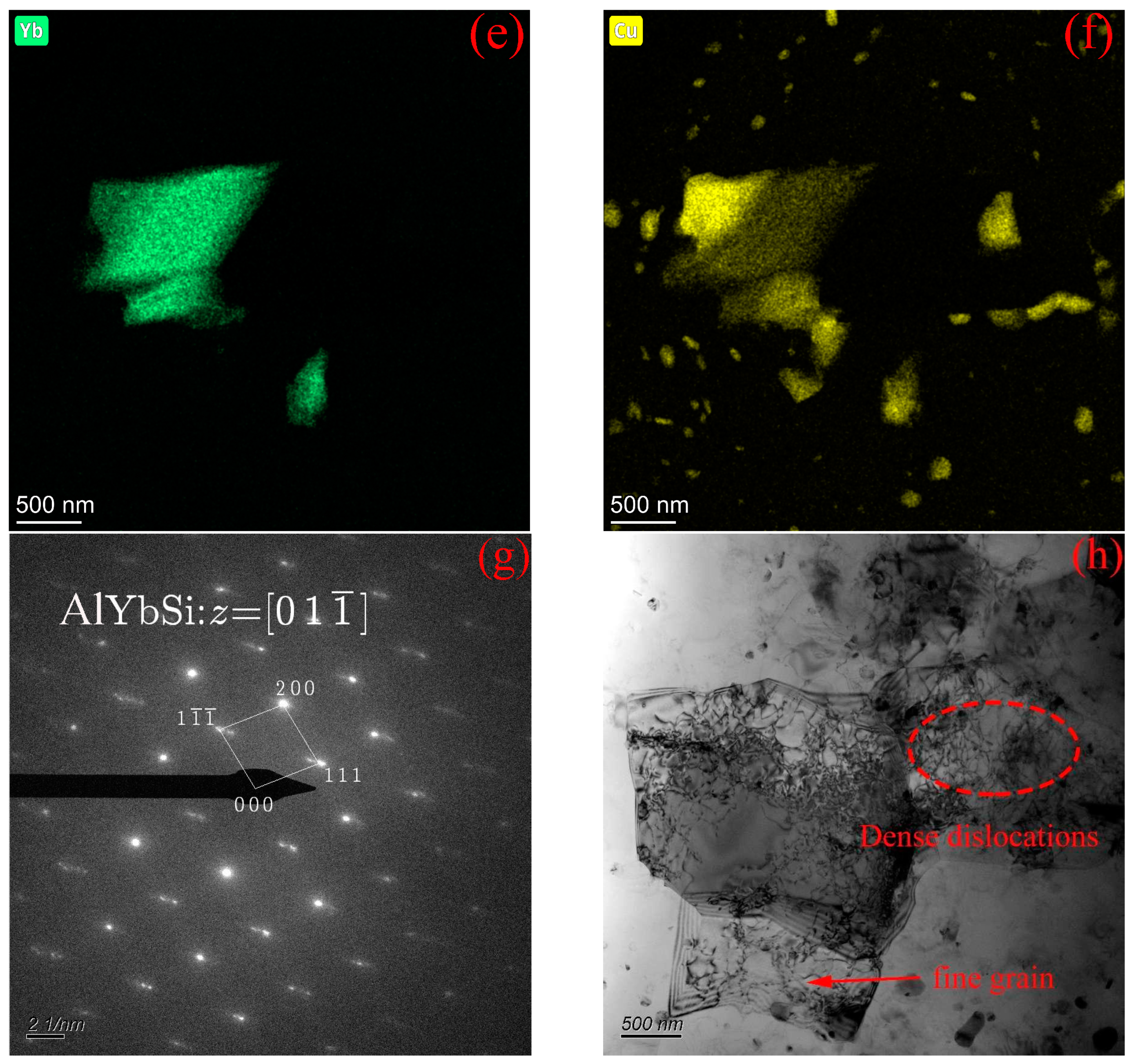
3.4. Analysis of Transmission Electron Microscopy
3.5. Mechanical Performance Testing and Fracture Scanning
3.6. Analysis of the Strengthening Mechanism
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Xu, C.; Xiao, W.L.; Hanada, S.; Yamagata, H.; Ma, C.L. The effect of scandium addition on microstructure and mechanical properties of Al-Si-Mg alloy a multi-refinement modifier. Mater Charact. 2015, 110, 160–169. [Google Scholar] [CrossRef]
- Liu, W.Y.; Xiao, W.L.; Xu, C.; Liu, M.W.; Ma, C.L. Synergistic effects of Gd and Zr on grain refinement and eutectic Si modification of Al-Si cast alloy. Mater. Sci. Eng. A 2017, 693, 93–100. [Google Scholar] [CrossRef]
- Zheng, Q.J.; Zhang, B.; Chen, T.; Wu, J. Achieving superior grain refinement efficiency for Al–Si casting alloys through a novel Al-La-B grain refiner. J. Mater. Res. Technol. 2024, 30, 52–60. [Google Scholar] [CrossRef]
- Li, Q.L.; Xia, T.D.; Lan, Y.F.; Zhao, W.J.; Fan, L.; Li, P.F. Effect of rare earth cerium addition on the microstructure and tensile properties of hypereutectic Al-20%Si alloy. J. Alloys Compd. 2013, 562, 25–32. [Google Scholar] [CrossRef]
- Dimitrova, R.; Simeonova, T.; Krastev, B.; Velikov, A.; Petkov, V.; Manolov, V. Al and A356 Alloy Foam Castings Modified with Low Concentrations of Nano-Sized Particles: Structural Study and Compressive Strength Tests. Metals 2024, 14, 542. [Google Scholar] [CrossRef]
- Hu, Z.H.; Peng, X.; Wu, G.H. Microstructure evolution and mechanical properties of rheo-processed ADC12 alloy. Trans. Nonferrous Met. Soc. China 2016, 26, 3070–3080. [Google Scholar] [CrossRef]
- Lei, X.X.; Li, Y.K.; Du, X.D. Microstructural features of AlFeSi spherical particles in hypoeutectic Al-Si alloy. Mater. Today Commun. 2023, 37, 107105. [Google Scholar] [CrossRef]
- Cardinale, A.M.; Maccio, D.; Luciano, G.; Canepa, E.; Traverso, P. Thermal and corrosion behavior of as cast Al-Si alloys with rare earth elements. J. Alloys Compd. 2017, 695, 2180–2189. [Google Scholar] [CrossRef]
- Mao, G.L.; Yan, H.; Zhu, C.C.; Wu, Z.; Gao, W.L. The varied mechanisms of yttrium (Y) modifying a hypoeutectic Al-Si alloy under conditions of different cooling rates. J. Alloys Compd. 2019, 806, 909–916. [Google Scholar] [CrossRef]
- Kazuhiro, N.; Stuart, D.M.; Arne, K.D. Eutectic modification of Al-Si alloys with rare earth metals. Mater Trans. 2004, 2, 323. [Google Scholar]
- Pandee, P.; Gourlay, C.; Belyakov, S.; Patakham, U. AlSi2Sc2 intermetallic formation in Al-7Si-0.3Mg-xSc alloys and their effects on as-cast properties. J. Alloys Compd. 2018, 731, 1159–1170. [Google Scholar] [CrossRef]
- Ye, K.F.; Cai, X.L.; Sun, B. Effect of rare earth Ce on the microstructure and mechanical properties of cast Al7Si alloys. J. Sci.-Adv. Mater. Dev. 2023, 8, 100634. [Google Scholar]
- Hu, Z.; Ruan, X.M.; Yan, H. Effects of neodymium addition on microstructure and mechanical properties of near-eutectic Al-12Si alloys. Trans. Nonferrous Met. Soc. China 2015, 25, 3877–3885. [Google Scholar] [CrossRef]
- He, Y.; Xi, H.H.; Ming, W.Q. Thermal stability and precipitate microstructures of Al-Si-Mg-Er alloy. Trans. Nonferrous Met. Soc. China 2021, 31, 1–10. [Google Scholar] [CrossRef]
- Wan, B.B.; Chen, W.P.; Liu, L.S. Effect of trace yttrium addition on the microstructure and tensile properties of recycled Al-7Si-0.3Mg-1.0Fe casting alloys. Mater. Sci. Eng. A 2016, 666, 165–175. [Google Scholar] [CrossRef]
- Li, L.; Zhang, C.C.; Lv, H.; Liu, C.R.; Wen, Z.Z.; Jiang, J.W. Texture development and tensile properties of Mg–Yb binary alloys during hot extrusion and subsequent annealing. J. Magnes. Alloys 2022, 10, 249–265. [Google Scholar] [CrossRef]
- Yang, Z.; Xu, C.; Nakata, T.; Kamado, S. Effect of extrusion ratio and temperature on microstructures and tensile properties of extruded Mg-Gd-Y-Mn-Sc alloy. Mater. Sci. Eng. A 2021, 800, 140330. [Google Scholar] [CrossRef]
- Deaquino-Lara, R.; Soltani, N.; Bahrami, A.; Gutiérrez-Castañeda, E.; García-Sánchez, E.; Hernandez-Rodríguez, M.A.L. Tribological characterization of Al7075-graphite composites fabricated by mechanical alloying and hot extrusion. Mater. Des. 2015, 67, 224–231. [Google Scholar] [CrossRef]
- Mirjavadi, S.S.; Alipour, M.; Hamouda, A.M.S.; Kord, S.; Praveennath, G.K.; Abuzin, Y.A.; Keshavamurthy, R. Effect of hot extrusion and T6 heat treatment on microstructure and mechanical properties of Al-10Zn-3.5Mg-2.5Cu nanocomposite reinforced with graphene nanoplatelets. J. Manuf. Process. 2018, 36, 264–271. [Google Scholar] [CrossRef]
- Wei, Z.F.; Lei, Y.S.; Yan, H.; Xu, X.H.; He, J.J. Microstructure and mechanical properties of A356 alloy with yttrium addition processed by hot extrusion. J. Rare Earths 2019, 37, 659–667. [Google Scholar] [CrossRef]
- Gutiérrez, E.; Salazar, E.; Salinas, A.; Deaquino, R.; Ponce, A.; Yacaman, M.; Alducin, D.; Ortega, E.; Bedolla, A.; Fernández, B.; et al. Texture, microstructure and mechanical properties of AA7075-graphite composites produced through mechanical alloying and hot-extrusion. Mater. Chem. Phys. 2023, 296, 127323. [Google Scholar]
- Amer, S.M.; Glavatskikh, M.V.; Barkov, R.Y.; Khomutov, M.G.; Pozdniakov, A.V. Phase composition and mechanical properties of Al-Si based alloys with Yb or Gd addition. Mater. Lett. 2022, 320, 132320. [Google Scholar] [CrossRef]
- Wang, W.Y.; Pan, Q.L.; Lin, G.; Wang, X.P.; Sun, Y.Q.; Wang, X.D.; Ye, J.; Sun, Y.W.; Yu, Y.; Jiang, F.Q.; et al. Microstructure and properties of novel Al-Ce-Sc, Al-Ce-Y, Al-Ce-Zr and Al-Ce-Sc-Y alloy conductors processed by die casting, hot extrusion and cold drawing. Mater. Sci. Technol. 2020, 58, 155–170. [Google Scholar] [CrossRef]
- Alkahtani, S.A.; Elgallad, E.M.; Tash, M.M.; Samuel, A.M.; Samuel, F.H. Effect of rare earth metals on the microstructure of Al-Si based alloys. Materials 2016, 9, 45. [Google Scholar] [CrossRef] [PubMed]
- Shi, Z.P.; He, R.H.; Chen, Y.; Yan, H.; Song, H.G.; Luo, C.; Nie, Q.; Hu, Z. Microstructural evolution and strengthening mechanisms of a novel Al-11Si-3Cu alloy microalloyed with minor contents of Sr and Sc. Mater. Sci. Eng. A 2022, 853, 143738. [Google Scholar] [CrossRef]
- Saijo, S.; Koyama, S.; Shohji, I. Liquid Phase Diffusion Bonding of AC2C/ADC12 Aluminum Casting Alloy by Using Metal Salt Coated Zn Sheet. Procedia Eng. 2017, 184, 284–289. [Google Scholar] [CrossRef]
- Khalifa, W.; Tsunekawa, Y.; Okumiya, M. Effect of ultrasonic treatment on the Fe-intermetallic phases in ADC12 die cast alloy. J. Mater. Process. Technol. 2010, 210, 2178–2187. [Google Scholar] [CrossRef]
- Ding, C.; Hao, H.L.; Lu, Z.G.; Yu, C.Y.; Wu, X.Z.; Yu, P.; Ye, S.L. Fabrication of hypereutectic Al-Si alloy with improved mechanical and thermal properties by hot extrusion. Mater. Charact. 2023, 202, 113026. [Google Scholar] [CrossRef]
- Wan, S.X.; Su, H.; Shao, B.; Zong, Y.Y.; Shan, D.B.; Guo, B. Changes in microstructure and mechanical properties of 2219 Al alloy during hot extrusion and post-extrusion aging. J. Mater. Res. Technol. 2023, 24, 3453–3463. [Google Scholar] [CrossRef]
- Zhang, Y.; Chen, X.Y.; Lu, Y.L.; Li, X.P. Microstructure and mechanical properties of as-extruded Mg-Sn-Zn-Ca alloy with different extrusion ratios. Trans. Nonferrous Met. Soc. China 2018, 28, 2190–2198. [Google Scholar] [CrossRef]
- Demirci, H.I.; Evlen, H. Effect of extrusion ratio on the wear behaviour of Al-Si and Al-Mg alloys. J. Alloys Compd. 2012, 510, 26–32. [Google Scholar] [CrossRef]
- Fu, R.; Feng, Z.Q.; Huang, X.X. Orientation distribution and deviation behaviors of dislocation loops in a quenched Al-Cu alloy. Acta Mater. 2024, 270, 119837. [Google Scholar] [CrossRef]
- Thirathipviwat, P.; Nozawa, S.; Furusawa, M.; Onuki, Y.; Hasegawa, M.; Matsumoto, K.; Sato, S. In-situ neutron diffraction study on a dislocation density in a correlation with strain hardening in Al-Mg alloys. Mater. Sci. Eng. A 2022, 855, 143956. [Google Scholar] [CrossRef]
- Lu, S.Z.; Hellawell, A. The Mechanism of Silicon modification in Aluminium-Silicon Alloys: Impurity Induced Twinning. Metall. Trans. A 1987, 18, 1721–1725. [Google Scholar] [CrossRef]
- Wang, H.; Qin, G.L.; Li, C.A.; Liang, G.D. Effect of deformation parameters and Al2Cu evolution on dynamic recrystallization of 2219-O Al alloy during hot compression. J. Mater. Res. Technol. 2023, 26, 4093–4106. [Google Scholar] [CrossRef]
- Canelo-Yubero, D.; Kovács, Z.; Thierry Simonet Fotso, J.F.; Tolnai DScheel NGroma, I.; Poletti, C. In-situ characterization of continuous dynamic recrystallization during hot torsion of an Al-Si-Mg alloy. J. Alloys Compd. 2020, 822, 153282. [Google Scholar] [CrossRef]
- Starink, M.J.; Gao, N.; Kampa, N.; Wang, S.C.; Pitcherb, P.D.; Sinclair, I. Relations between microstructure, precipitation, age-formability and damage tolerance of Al-Cu-Mg-Li (Mn, Zr, Sc) alloys for age forming. Mater. Sci. Eng. A 2006, 418, 241–249. [Google Scholar] [CrossRef]
- Xiong, J.J.; Liu, Z.B.; Yan, H. Effects of hot extrusion on the microstructure and mechanical properties of 2024Al-GNPs composites. Diam. Relat. Mater. 2023, 131, 109551. [Google Scholar] [CrossRef]
- Knuutinen, A.; Nogita, K.; McDonald, S.D.; Dahle, A.K. Porosity formation in aluminium alloy A356 modified with Ba, Ca, Y and Yb. J. Light Met. 2001, 1, 241–245. [Google Scholar] [CrossRef]
- Nogita, K.; Yasuda, H.; Yoshiya, M.; McDonald, S.D.; Uesugi, K.; Takeuchi ASuzuki, Y. The role of trace element segregation in the eutectic modification of hypoeutectic Al-Si alloys. J. Alloys Compd. 2010, 489, 415–420. [Google Scholar] [CrossRef]
- Sivasankaran, S.; MIrfan ORamkumar, K.R.; Ammar, H.R.; Al-Mufadi, F.A.; Alaboodi, A.S.; Kim, H.S. Manufacturing of (Al-10Zn)/TiB2 in-situ nanocomposites by reactive liquid metallurgy and hot-extrusion for enhanced interfacial bonding and mechanical properties. Mater. Sci. Eng. A 2022, 859, 144200. [Google Scholar] [CrossRef]
- Li, M.X.; Yang, W.K.; Tian, X.L.; Chen, L.W.; Hou, H.; Zhao, Y.H. Precipitation and refining of Al2Cu in graphene nanoplatelets reinforced 2024 Al composites. Mater. Charact. 2023, 200, 112854. [Google Scholar] [CrossRef]
- KIMNJ Design of high performance structural alloys using second phase. Mater. Sci. Eng. A 2007, 449–451, 51–56.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Si | Cu | Fe | Mn | Al |
|---|---|---|---|---|---|
| percentage | 11.2 | 2.86 | 0.64 | 0.41 | Bal |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ji, X.; Xiong, J.; Zhou, L. Microstructure Evolution and Mechanical Properties of Extruded AlSiCuFeMnYb Alloy. Metals 2024, 14, 774. https://doi.org/10.3390/met14070774
Ji X, Xiong J, Zhou L. Microstructure Evolution and Mechanical Properties of Extruded AlSiCuFeMnYb Alloy. Metals. 2024; 14(7):774. https://doi.org/10.3390/met14070774
Chicago/Turabian StyleJi, Xiaohu, Junjie Xiong, and Lihua Zhou. 2024. "Microstructure Evolution and Mechanical Properties of Extruded AlSiCuFeMnYb Alloy" Metals 14, no. 7: 774. https://doi.org/10.3390/met14070774