

Precipitation Behavior and Strengthening–Toughening Mechanism of Nb Micro-Alloyed Direct-Quenched and Tempered 1000 MPa Grade High-Strength Hydropower Steel

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
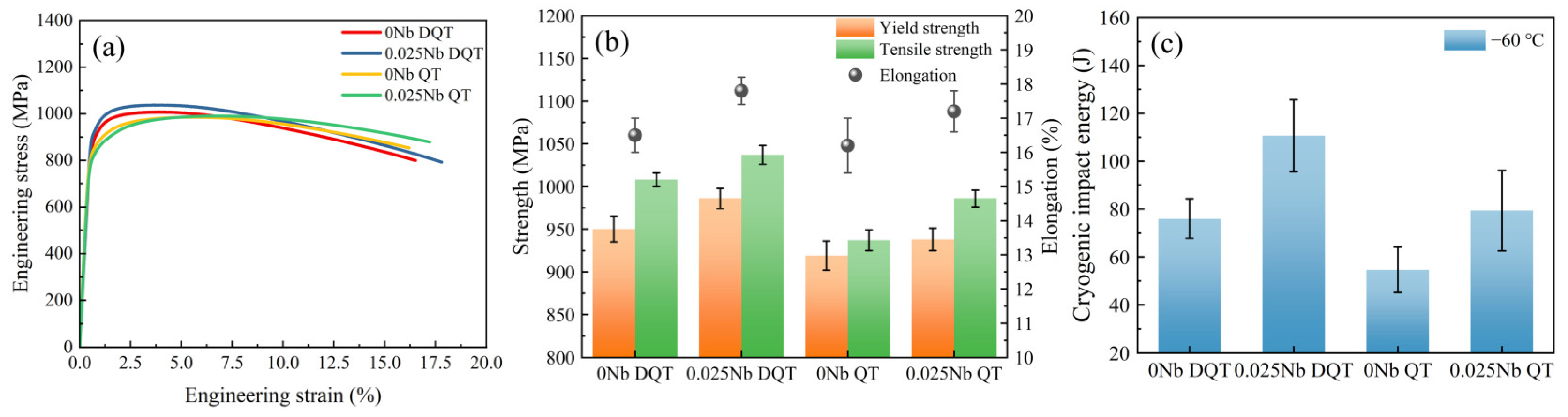
3.1. Mechanical Properties
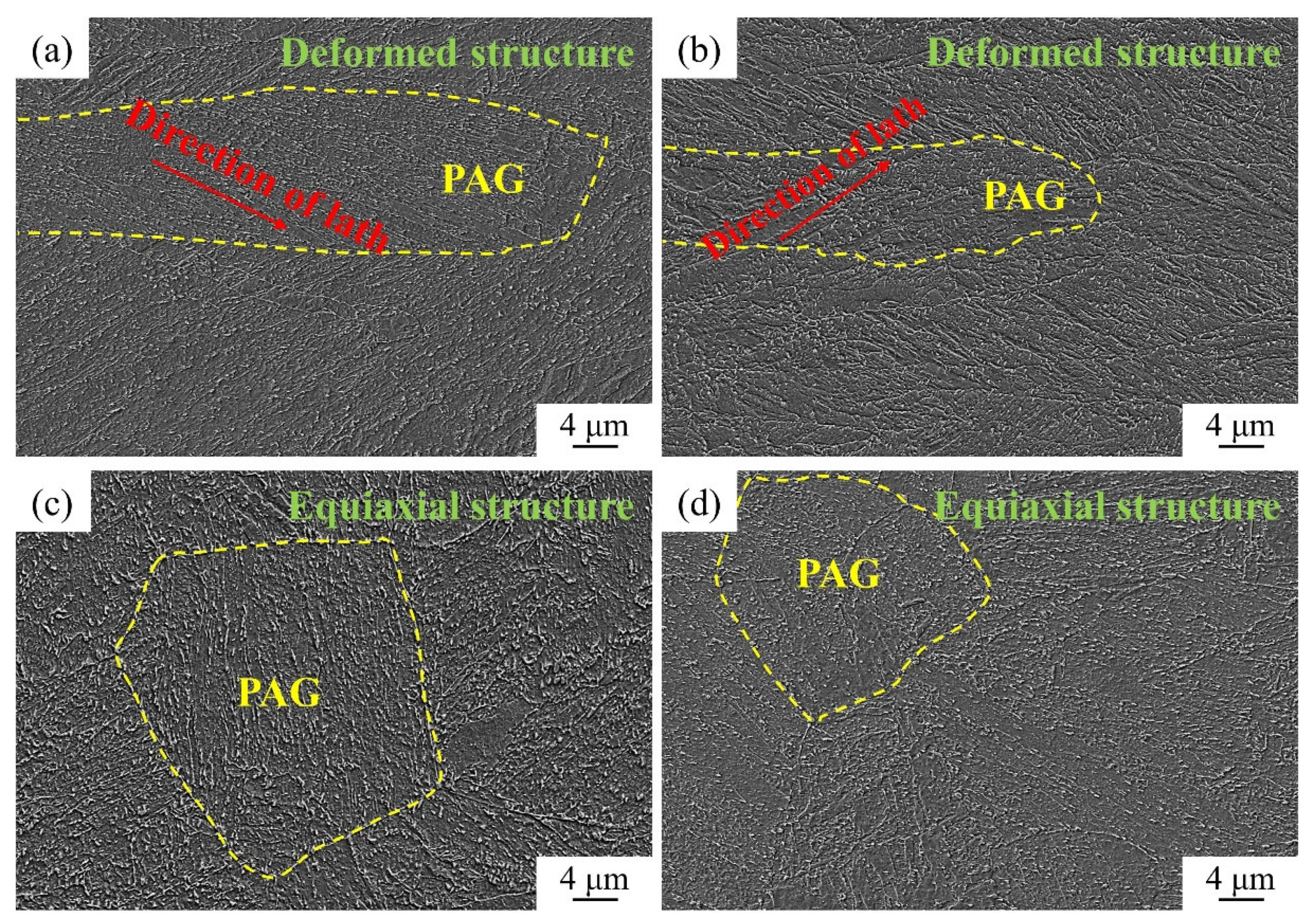
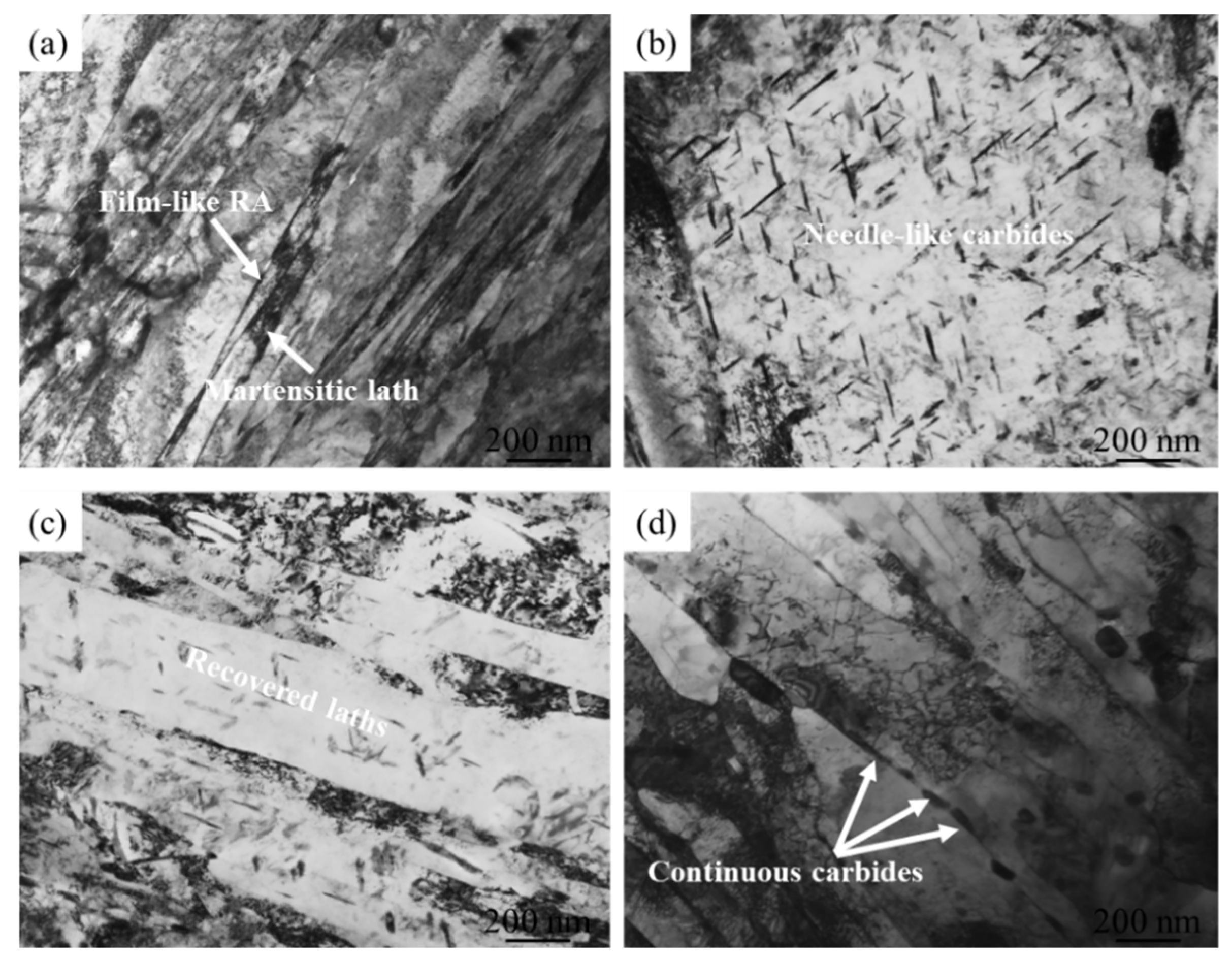
3.2. Microstructure
3.3. Fracture Morphology and Strengthening–Toughing Mechanism
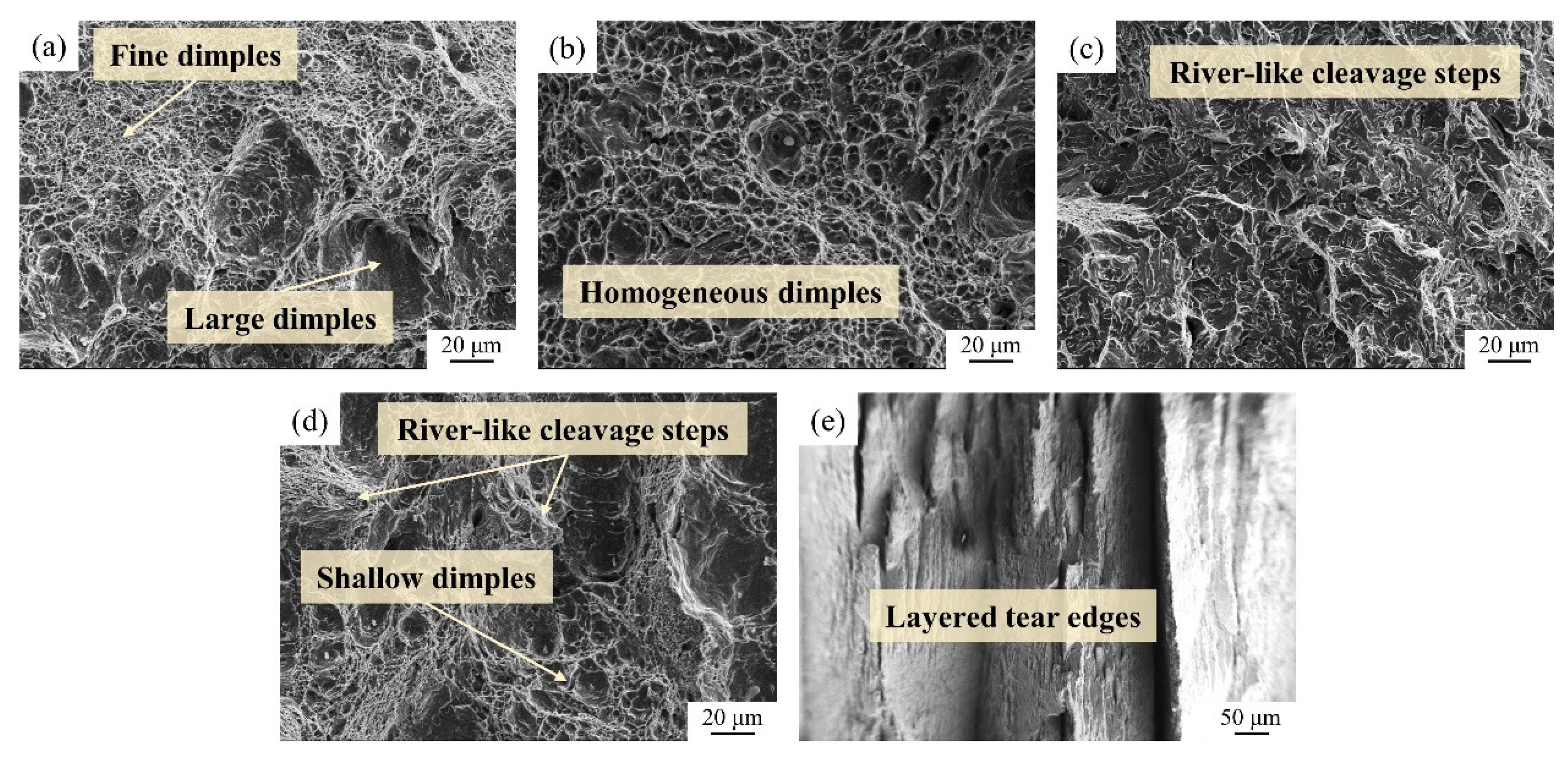
3.3.1. Impact Fracture Morphology
3.3.2. EBSD Analysis of the Strengthening–Toughening Mechanism
3.4. The Effect of Nb Precipitation Behavior on Microstructural Evolution
4. Conclusions
- (1)
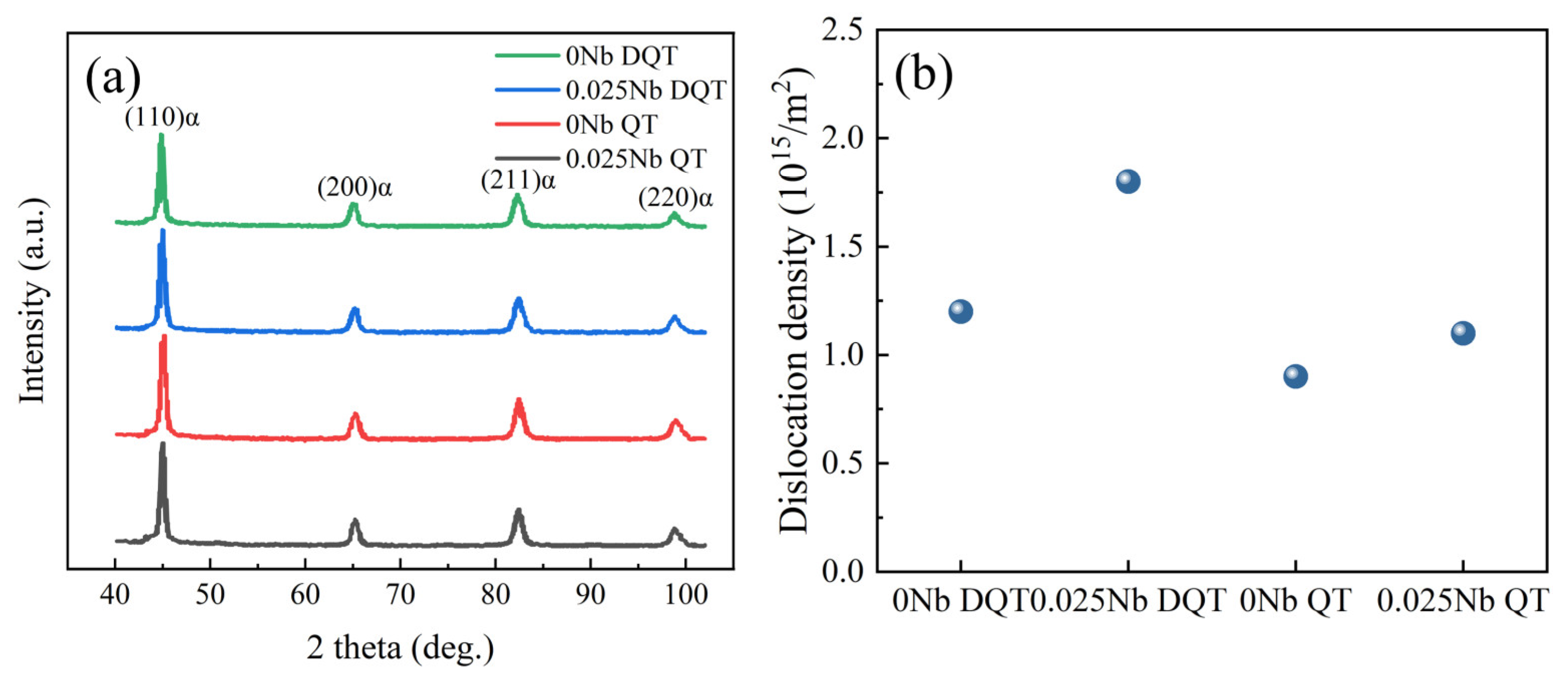
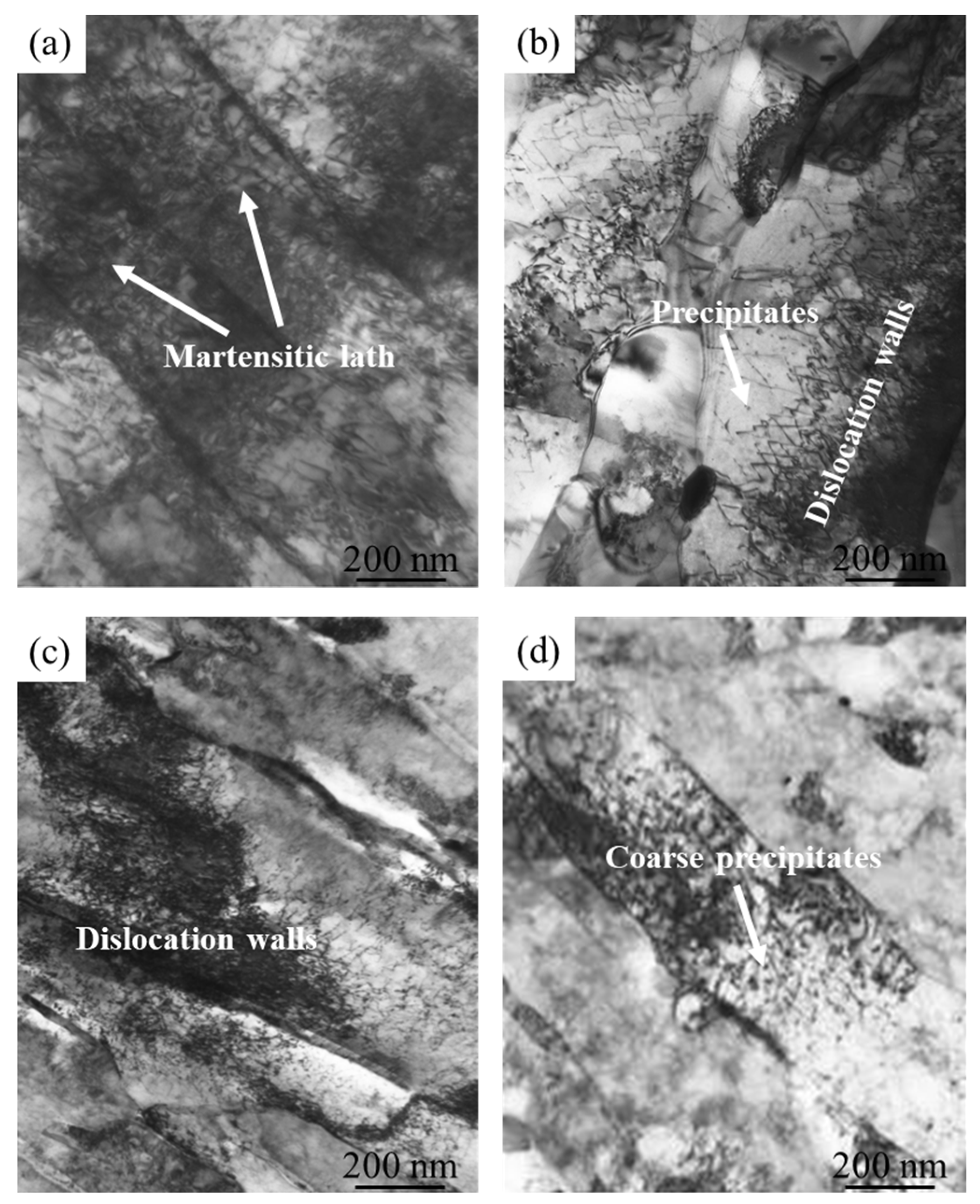
- Under the DQT process, a large number of deformation bands and dislocations were retained, and only the 0.025Nb DQT steel achieved cryogenic impact energy of more than 100 J at −60 °C, combined with the highest yield strength (986 MPa) and tensile strength (1037 MPa), owing to the highest total dislocation density of 1.8 × 1015 m−2.
- (2)
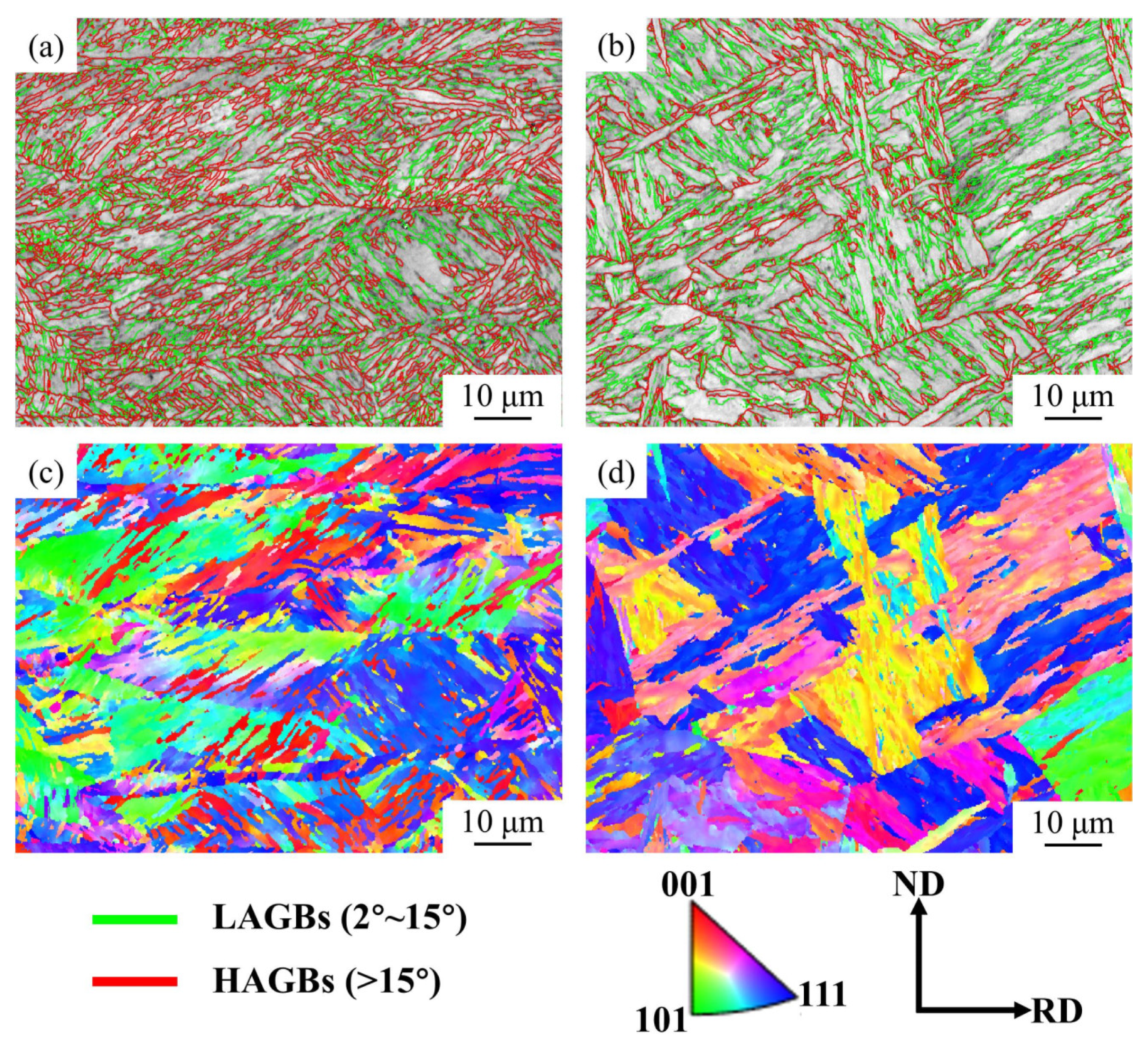
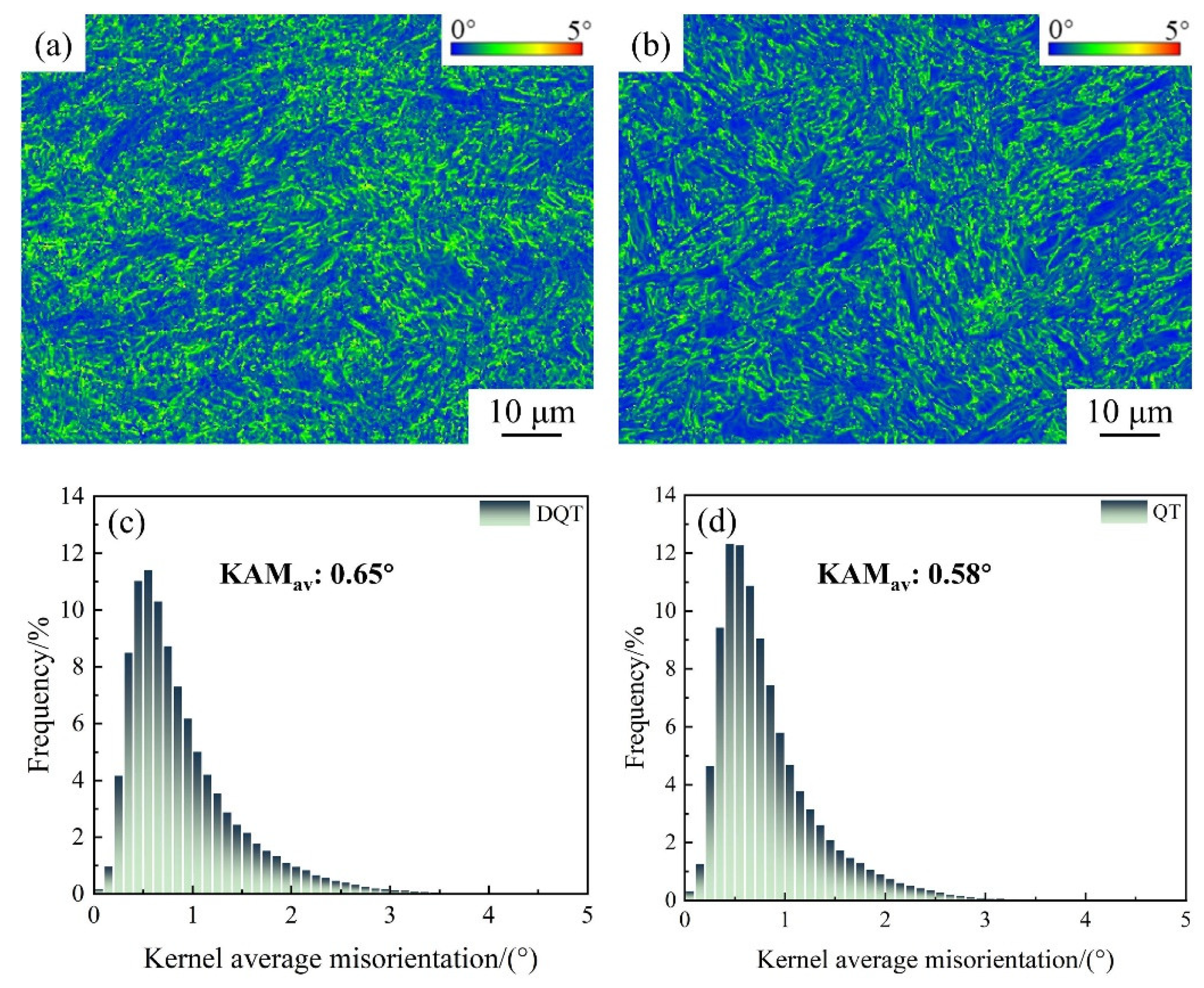
- The refining effect of the DQT process on martensite blocks and martensite laths increased the number and orientation of martensite block units, significantly increased the proportion of large angle grain boundaries, and thus promoted a significant increase in cryogenic impact toughness. The DQT process has a more obvious local strain concentration, mainly focusing on the refined lath boundary, which indicates that the refinement of microstructure also promotes the stacking of dislocations. The geometrically necessary dislocation density of 0.025Nb steel under the DQT and QT processes is 9.3 × 1014 m−2 and 8.3 × 1014 m−2, respectively. The improvement in fine-grain strengthening and dislocation strengthening by the DQT process has jointly led to an increase in strength, resulting in a better combination of strength and toughness.
- (3)
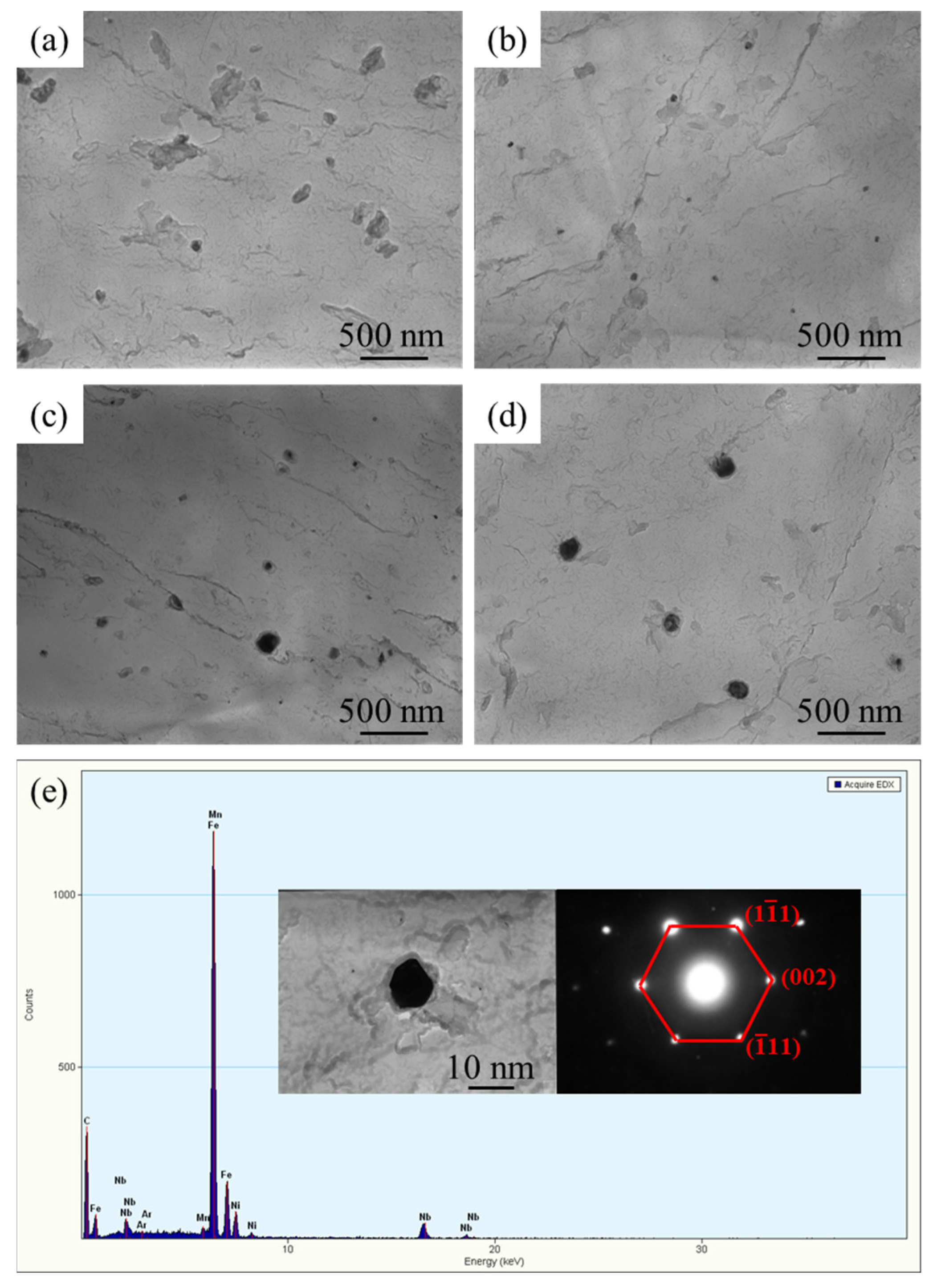
- Under the DQT process, the high dislocation density of martensite laths provides more precipitation nucleation sites, resulting in finer precipitation and more uniform distribution. As the tempering temperature increases, there are always high-density dislocation entanglements pinned by NbC, and NbC gradually coarsens. Under the QT process, when the tempering temperature increases, the microstructure is significantly coarsened, NbC merges and grows, and dislocation entanglement is significantly reduced.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhao, Z.; Zhang, M.; He, M.; Gao, Y.; Li, J.; Han, S.; Liu, Z.; Lei, L.; Pérez Díaz, J.I.; Cavazzini, G.; et al. Beyond Fixed-Speed Pumped Storage: A Comprehensive Evaluation of Different Flexible Pumped Storage Technologies in Energy Systems. J. Clean. Prod. 2024, 434, 139994. [Google Scholar] [CrossRef]
- Jia, T.; Wang, S.; Xiao, N.; Li, M. Quantitative Investigation on Strengthening and Toughening Mechanism of 1000 MPa Grade Hydropower Steel. J. Mater. Eng. Perform. 2023, 32, 2193–2204. [Google Scholar] [CrossRef]
- Nikolaos, P.C.; Marios, F.; Dimitris, K. A Review of Pumped Hydro Storage Systems. Energies 2023, 16, 4516. [Google Scholar] [CrossRef]
- Nations, U.; Griggs, D. Sustainable Development Goals for People and Planet. Nature 2015, 495, 305–307. [Google Scholar]
- Chen, J.; Li, C.; Jin, X.; Chen, L.; Fang, L. Effect of Quenching Process on Microstructures and Mechanical Properties of Fe-0.9Mn-0.5Cr-2.4Ni-0.5Mo-C Steel. J. Mater. Eng. Perform. 2018, 27, 1505–1513. [Google Scholar] [CrossRef]
- Hu, J.; Liu, K.K.; Ma, L.; Misra, R.D.K.; Zhang, W.N.; Du, H.C.; Xu, W. Significant Improvement in Strength and Toughness of Nanoscale Precipitate–Strengthened Steel by Direct Quenching and Tempering Process. Steel Res. Int. 2021, 92, 2000331. [Google Scholar] [CrossRef]
- Xie, Z.J.; Shang, C.J.; Wang, X.L.; Ma, X.P.; Subramanian, S.V.; Misra, R.D.K. Microstructure-Property Relationship in a Low Carbon Nb-B Bearing Ultra-High Strength Steel by Direct-Quenching and Tempering. Mater. Sci. Eng. A 2018, 727, 200–207. [Google Scholar] [CrossRef]
- Wu, B.B.; Wang, X.L.; Wang, Z.Q.; Zhao, J.X.; Jin, Y.H.; Wang, C.S.; Shang, C.J.; Misra, R.D.K. New Insights from Crystallography into the Effect of Refining Prior Austenite Grain Size on Transformation Phenomenon and Consequent Mechanical Properties of Ultra-High Strength Low Alloy Steel. Mater. Sci. Eng. A 2019, 745, 126–136. [Google Scholar] [CrossRef]
- Wei, Y.; Li, Y.; Zhu, L.; Liu, Y.; Lei, X.; Wang, G.; Wu, Y.; Mi, Z.; Liu, J.; Wang, H.; et al. Evading the Strength-Ductility Trade-off Dilemma in Steel through Gradient Hierarchical Nanotwins. Nat. Commun. 2014, 5, 4580. [Google Scholar] [CrossRef]
- Saastamoinen, A.; Kaijalainen, A.; Nyo, T.T.; Suikkanen, P.; Porter, D.; Kömi, J. Direct-Quenched and Tempered Low-C High-Strength Structural Steel: The Role of Chemical Composition on Microstructure and Mechanical Properties. Mater. Sci. Eng. A 2019, 760, 346–358. [Google Scholar] [CrossRef]
- Hannula, J.; Kömi, J.; Porter, D.A.; Somani, M.C.; Kaijalainen, A.; Suikkanen, P.; Yang, J.R.; Tsai, S.P. Effect of Boron on the Strength and Toughness of Direct-Quenched Low-Carbon Niobium Bearing Ultra-High-Strength Martensitic Steel. Metall. Mater. Trans. A 2017, 48, 5344–5356. [Google Scholar] [CrossRef]
- Wang, S.; Yu, H.; Zhou, T.; Wang, T. Effects of Non-Recrystallization Zone Reduction on Microstructure and Precipitation Behavior of a Ferrite-Bainite Dual Phase Steel. Mater. Des. 2015, 88, 847–853. [Google Scholar] [CrossRef]
- Somani, M.C.; Porter, D.A.; Karjalainen, L.P.; Kantanen, P.K.; Kömi, J.I.; Misra, D.K. Static Recrystallization Characteristics and Kinetics of High-Silicon Steels for Direct Quenching and Partitioning. Int. J. Mater. Res. 2019, 110, 183–193. [Google Scholar] [CrossRef]
- Krauss, G. Tempering of Lath Martensite in Low and Medium Carbon Steels: Assessment and Challenges. Steel Res. Int. 2017, 88, 1700038. [Google Scholar] [CrossRef]
- Speer, J.; Matlock, D.K.; De Cooman, B.C.; Schroth, J.G. Carbon Partitioning into Austenite after Martensite Transformation. Acta Mater. 2003, 51, 2611–2622. [Google Scholar] [CrossRef]
- Xu, Y.; Tan, X.; Yang, X.; Hu, Z.; Peng, F.; Wu, D.; Wang, G. Microstructure Evolution and Mechanical Properties of a Hot-Rolled Directly Quenched and Partitioned Steel Containing Proeutectoid Ferrite. Mater. Sci. Eng. A 2014, 607, 460–475. [Google Scholar] [CrossRef]
- Ghosh, S.; Kaikkonen, P.; Javaheri, V.; Kaijalainen, A.; Miettunen, I.; Somani, M.; Kömi, J.; Pallaspuro, S. Design of Tough, Ductile Direct Quenched and Partitioned Advanced High-Strength Steel with Tailored Silicon Content. J. Mater. Res. Technol. 2022, 17, 1390–1407. [Google Scholar] [CrossRef]
- Wu, Q.; He, S.; Hu, P.; Liu, Y.; Zhang, Z.; Fan, C.; Fan, R.; Zhong, N. Effect of Finish Rolling Temperature on Microstructure and Mechanical Properties of X80 Pipeline Steel by On-Line Quenching. Mater. Sci. Eng. A 2023, 862, 144496. [Google Scholar] [CrossRef]
- Esterl, R.; Sonnleitner, M.; Gschöpf, B.; Schnitzer, R. Influence of V and Nb Micro-Alloying on Direct Quenched and Tempered Ultra-High Strength Steels. Steel Res. Int. 2019, 90, 1800640. [Google Scholar] [CrossRef]
- Saastamoinen, A.; Kaijalainen, A.; Heikkala, J.; Porter, D.; Suikkanen, P. The Effect of Tempering Temperature on Microstructure, Mechanical Properties and Bendability of Direct-Quenched Low-Alloy Strip Steel. Mater. Sci. Eng. A 2018, 730, 284–294. [Google Scholar] [CrossRef]
- Li, C.; Duan, R.; Fu, W.; Gao, H.; Wang, D.; Di, X. Improvement of Mechanical Properties for Low Carbon Ultra-High Strength Steel Strengthened by Cu-Rich Multistructured Precipitation via Modification to Bainite. Mater. Sci. Eng. A 2021, 817, 141337. [Google Scholar] [CrossRef]
- Fu, W.; Li, C.; Di, X.; Fu, K.; Gao, H.; Fang, C.; Lou, S.; Wang, D. Refinement Mechanism of Nanoscale Cu-Rich Precipitates by Mo Addition and Its Effect on Strength-Toughness of Cu-Bearing Low Carbon High Strength Steel. Mater. Sci. Eng. A 2022, 849, 143469. [Google Scholar] [CrossRef]
- Esterl, R.; Sonnleitner, M.; Schnitzer, R. Influences of Thermomechanical Treatment and Nb Micro-Alloying on the Hardenability of Ultra-High Strength Steels. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2019, 50, 3238–3245. [Google Scholar] [CrossRef]
- Takahashi, J.; Kawakami, K.; Hamada, J.I.; Kimura, K. Direct Observation of Niobium Segregation to Dislocations in Steel. Acta Mater. 2016, 107, 415–422. [Google Scholar] [CrossRef]
- Tian, J.; Wang, H.; Zhu, M.; Zhou, M.; Zhang, Q.; Su, X.; Guo, A.; Xu, G. Improving Mechanical Properties in High-Carbon Pearlitic Steels by Replacing Partial V with Nb. Mater. Sci. Eng. A 2022, 834, 142622. [Google Scholar] [CrossRef]
- Bai, B.H.; Shang, C.L.; Wu, H.H.; Ma, G.Q.; Wang, S.Z.; Wu, G.L.; Gao, J.H.; Chen, Y.M.; Zhang, J.Y.; Zhu, J.M.; et al. A review on the advance of low-temperature toughness in pipeline steels. J. Mater. Res. Technol. 2023, 25, 6949–6964. [Google Scholar] [CrossRef]
- ASTM E8; Standard Test Methods for Tension Testing of Metallic Materials. American Society for Testing and Materials: Philadelphia, PA, USA, 2016.
- Li, X.; Wiskel, J.B.; Henein, H.; Ivey, D.G.; Omotoso, O. Characterization of Microstructure in High Strength Microalloyed Steels Using Quantitative X-ray Diffraction. In Proceedings of the Biennial International Pipeline Conference, Calgary, AB, Canada, 29 September–3 October 2008; Volume 3, pp. 445–451. [Google Scholar]
- Zhu, W.X.; Zhao, F.; Yin, S.; Liu, Y.; Yang, R.G. Effect of Tensile Deformation on Residual Stress of GH4169 Alloy. Materials 2021, 14, 1773. [Google Scholar] [CrossRef] [PubMed]
- Antonov, S.; Chen, W.; Huo, J.; Feng, Q.; Isheim, D.; Seidman, D.N.; Sun, E.; Tin, S. MC Carbide Characterization in High Refractory Content Powder-Processed Ni-Based Superalloys. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2018, 49, 2340–2351. [Google Scholar] [CrossRef]
- Kim, D.W.; Kwon, D.Y.; Kang, J.H. Strengthening of High Nitrogen Austenitic Stainless Steel by Nb Addition. Mater. Charact. 2024, 209, 113776. [Google Scholar] [CrossRef]
- Chen, J.; Ren, J.K.; Liu, Z.Y.; Wang, G.D. The Essential Role of Niobium in High Manganese Austenitic Steel for Application in Liquefied Natural Gas Tanks. Mater. Sci. Eng. A 2020, 772, 138733. [Google Scholar] [CrossRef]
- Saastamoinen, A.; Kaijalainen, A.; Porter, D.; Suikkanen, P.; Yang, J.R.; Tsai, Y.T. The Effect of Finish Rolling Temperature and Tempering on the Microstructure, Mechanical Properties and Dislocation Density of Direct-Quenched Steel. Mater. Charact. 2018, 139, 1–10. [Google Scholar] [CrossRef]
- Shukla, R.; Ghosh, S.K.; Chakrabarti, D.; Chatterjee, S. Microstructure, Texture, Property Relationship in Thermo-Mechanically Processed Ultra-Low Carbon Microalloyed Steel for Pipeline Application. Mater. Sci. Eng. A 2013, 587, 201–208. [Google Scholar] [CrossRef]
- Lu, J.; Ni, L.; Wang, S.; Mao, X. Grey-Taguchi Analysis and Experimental Assessment of 1 GPa HSLA Steel Treated by Quenching and Tempering. J. Mater. Res. Technol. 2024, 29, 3508–3521. [Google Scholar] [CrossRef]
- Tang, A.; Liu, H.; Chen, R.; Liu, G.; Lai, Q.; Zhong, Y.; Wang, L.; Wang, J.; Lu, Q.; Shen, Y. Mesoscopic Origin of Damage Nucleation in Dual-Phase Steels. Int. J. Plast. 2021, 137, 102920. [Google Scholar] [CrossRef]
- Zhang, Y.; Wang, S.; Xu, G.T.; Wang, G.; Zhao, M.H. Effect of Microstructure on Fatigue-Crack Propagation of 18CrNiMo7-6 High-Strength Steel. Int. J. Fatigue 2022, 163, 107027. [Google Scholar] [CrossRef]
- Xi, X.; Wu, T.; Wang, S.; Wang, J.; Wang, G.; Chen, L. Research on the Mechanism of Cu Addition on the Grain Boundary Characteristics and Toughness in CGHAZ of Low Carbon Low Alloy Steel. J. Mater. Res. Technol. 2023, 23, 577–586. [Google Scholar] [CrossRef]
- Hayashi, T.; Morito, S.; Ohba, T. Local Distribution of Orientation Relationship and Microstructure Evolution of Lath Martensite in an Ultra-Low-Carbon Steel. Scr. Mater. 2020, 180, 1–5. [Google Scholar] [CrossRef]
- Ressel, G.; Brandl, D.; Hönigmann, T.; Lukas, M.; Stark, A.; Gruber, C.; Lukas, S.; Stockinger, M.; Kozeschnik, E. Microstructural Refinement by Spontaneous Recrystallization without Prior Deformation of a 15–5 PH Steel Alloy and Its Mechanism. Mater. Des. 2023, 234, 112370. [Google Scholar] [CrossRef]
- Zhang, Y.; Wu, H.; Yu, X.; Tang, D.; Yuan, R.; Sun, H. Microstructural Evolution and Strengthening Mechanisms in CrxMnFeNi High-Entropy Alloy. J. Mater. Res. Technol. 2021, 12, 2114–2127. [Google Scholar] [CrossRef]
- Mao, W.; Gao, S.; Bai, Y.; Park, M.H.; Shibata, A.; Tsuji, N. Effective Grain Size Refinement of an Fe-24Ni-0.3C Metastable Austenitic Steel by a Modified Two-Step Cold Rolling and Annealing Process Utilizing the Deformation-Induced Martensitic Transformation and Its Reverse Transformation. J. Mater. Res. Technol. 2022, 17, 2690–2700. [Google Scholar] [CrossRef]
- Dong, X.; Shin, Y.C. Predictive Modeling of Microstructure Evolution within Multi-Phase Steels during Rolling Processes. Int. J. Mech. Sci. 2019, 150, 576–583. [Google Scholar] [CrossRef]
- Abou Ali Modad, O.; Shehadeh, M.A. Modeling Dislocation Interactions with Grain Boundaries in Lath Martensitic Steels. J. Mater. Sci. 2024, 59, 4829–4851. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | C | Mn | Si | Alt | Nb | V | Ti | Cr | Ni | Mo | Pcm |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 0Nb | 0.10 | 1.05 | 0.21 | 0.041 | - | 0.046 | 0.015 | 0.35 | 0.30 | 0.39 | 0.21 |
| 0.025Nb | 0.08 | 1.06 | 0.19 | 0.036 | 0.025 | 0.043 | 0.012 | 0.32 | 0.28 | 0.41 | 0.19 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pan, Z.; Wang, E.; Wu, H. Precipitation Behavior and Strengthening–Toughening Mechanism of Nb Micro-Alloyed Direct-Quenched and Tempered 1000 MPa Grade High-Strength Hydropower Steel. Metals 2024, 14, 794. https://doi.org/10.3390/met14070794
Pan Z, Wang E, Wu H. Precipitation Behavior and Strengthening–Toughening Mechanism of Nb Micro-Alloyed Direct-Quenched and Tempered 1000 MPa Grade High-Strength Hydropower Steel. Metals. 2024; 14(7):794. https://doi.org/10.3390/met14070794
Chicago/Turabian StylePan, Zhongde, Enmao Wang, and Huibin Wu. 2024. "Precipitation Behavior and Strengthening–Toughening Mechanism of Nb Micro-Alloyed Direct-Quenched and Tempered 1000 MPa Grade High-Strength Hydropower Steel" Metals 14, no. 7: 794. https://doi.org/10.3390/met14070794