

A Case Study of a Laser Beam Welding Model for the Welding of Inconel 718 Sheets of a Dissimilar Thickness


Abstract
:1. Introduction
2. Materials and Equipment
3. Model Basis
3.1. Assumptions
- The material properties are temperature-dependent; see Table 2.
- The material is isotropic and homogeneous; it is therefore continuous.
- In order to reduce the computational cost during the simulations, the melt pool dynamics are neglected. As Feng et al. stated, in a stable welding regime, the melt pool dynamics can be defined as constant [18]. Furthermore, Li et al. concluded that despite omitting the melt pool dynamics in an LBW model, it is feasible to predict accurately the melt pool temperatures and weld dimensions [20].
- The Inconel 718 absorptivity is established to be 0.4 for conduction welding, although this value is increased up to 1 for modeling the internal reflections of the material during the keyhole welding due to the augmented energy transfer efficiency [25].
3.2. Thermal Model
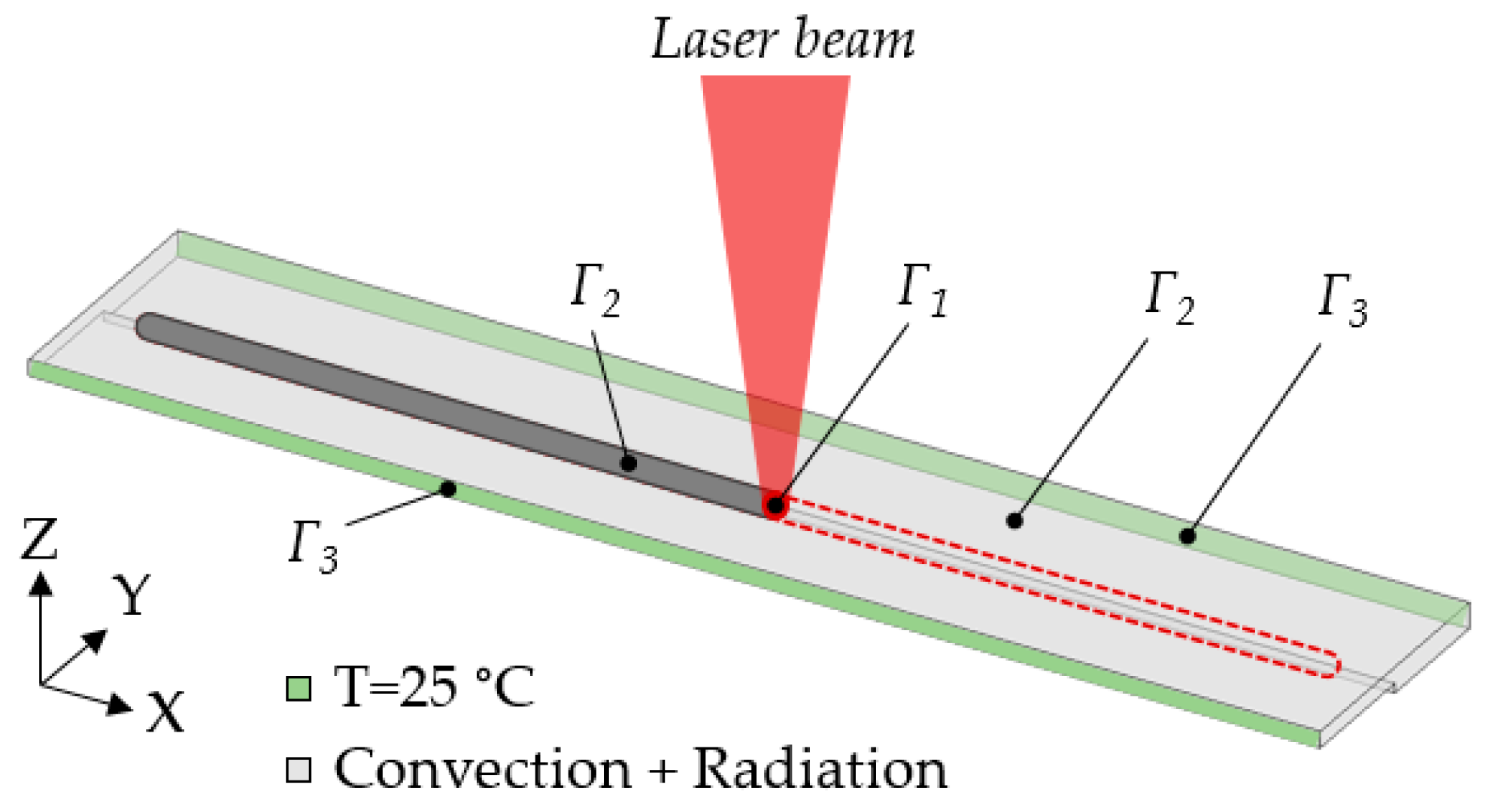
3.3. Initial and Boundary Conditions
3.4. Geometry and Employed Mesh
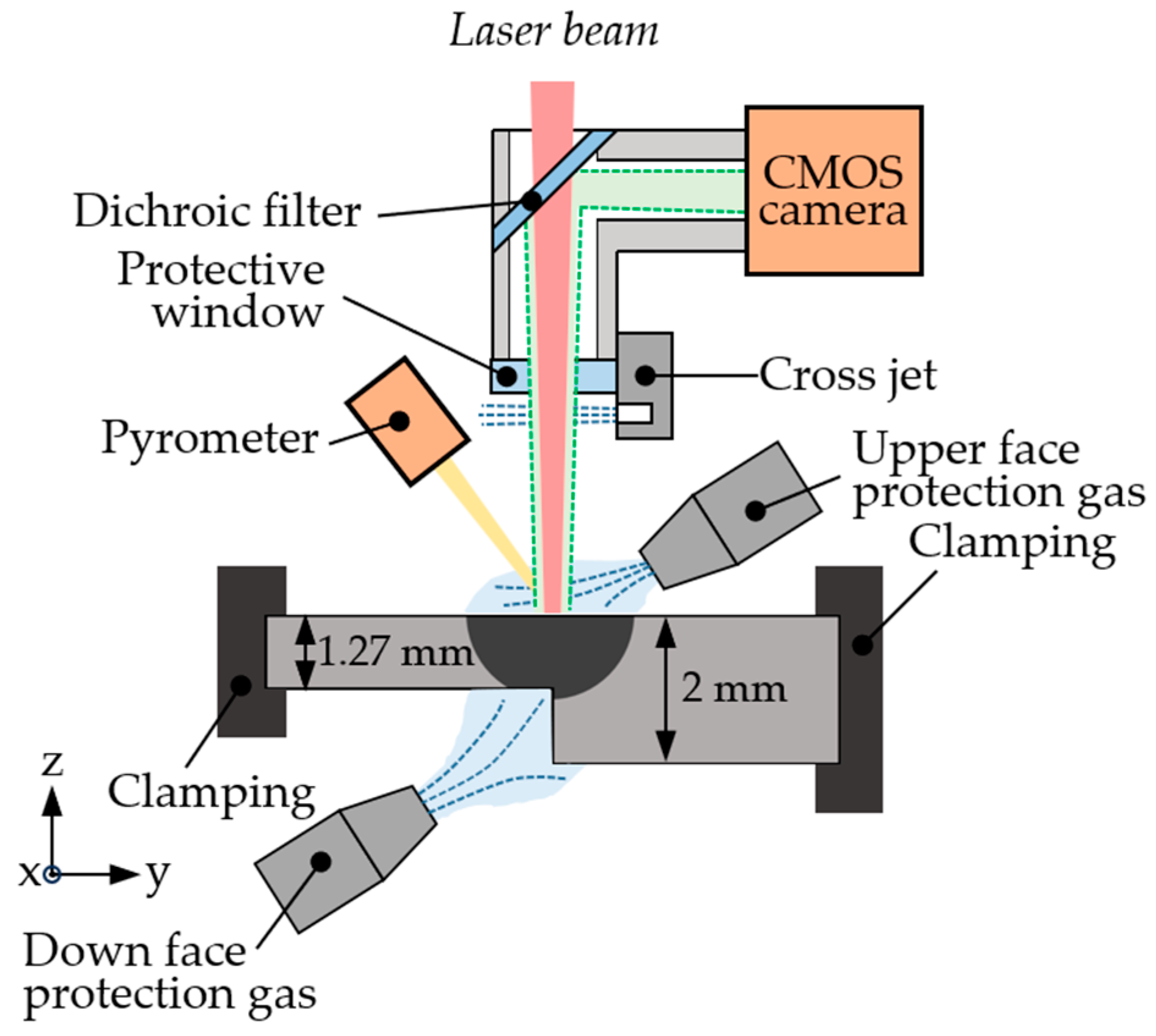
4. Monitoring System
5. Results
5.1. Temperature Field Validation
5.2. Weld Bead Dimension Validation
6. Conclusions
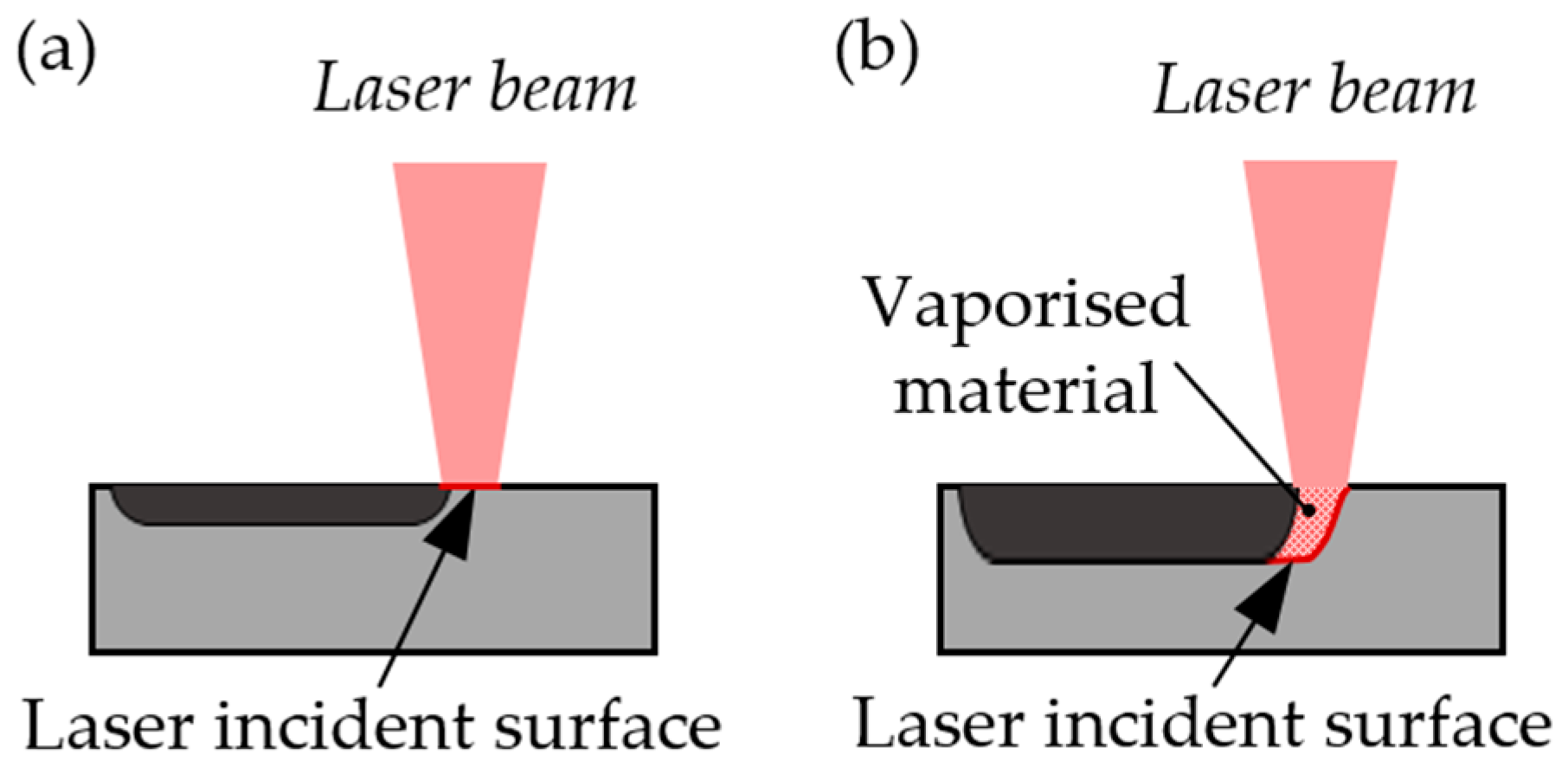
- Thanks to the consideration of a variable heat source, the model automatically adapts the welding regime from conduction to keyhole if material vaporization is detected. If the temperature in the melt pool reaches the vaporization temperature, the material absorptivity increases to the unit value and vaporized material is eliminated. This approach enables us to obtain accurate results in keyhole or transient welding regimes despite no material movement being considered in the model. Consequently, the model presents a low computational cost and the feasibility of using a cost-effective model for welding applications is demonstrated. This characteristic opens the door to simulating larger and more complex parts.
- The presented model is able to adapt to the welding regime in each case during the laser welding of dissimilar-thickness Inconel 718 sheets. Therefore, the user does not need to define beforehand the welding regime and the model determines it depending on the thermal field.
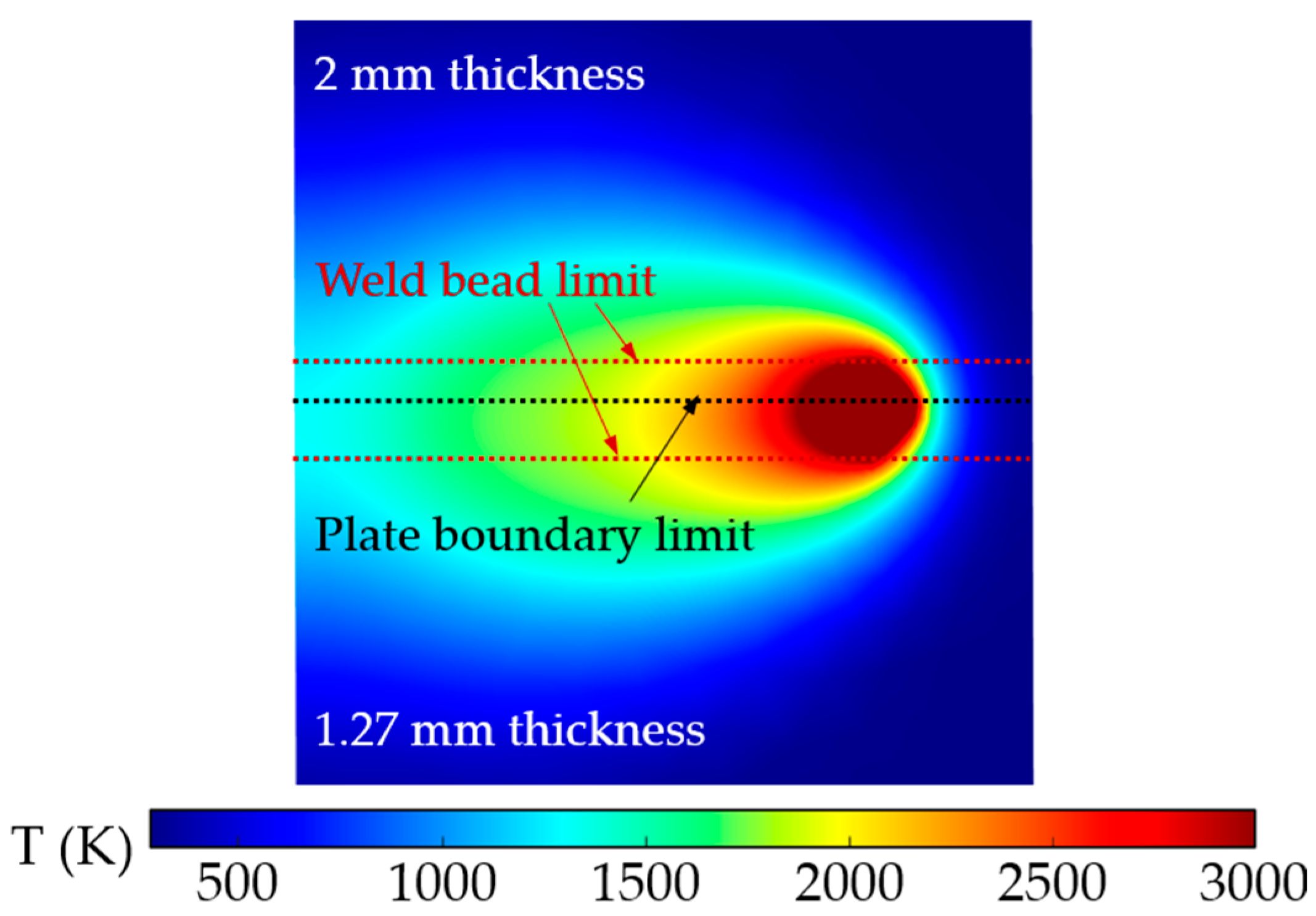
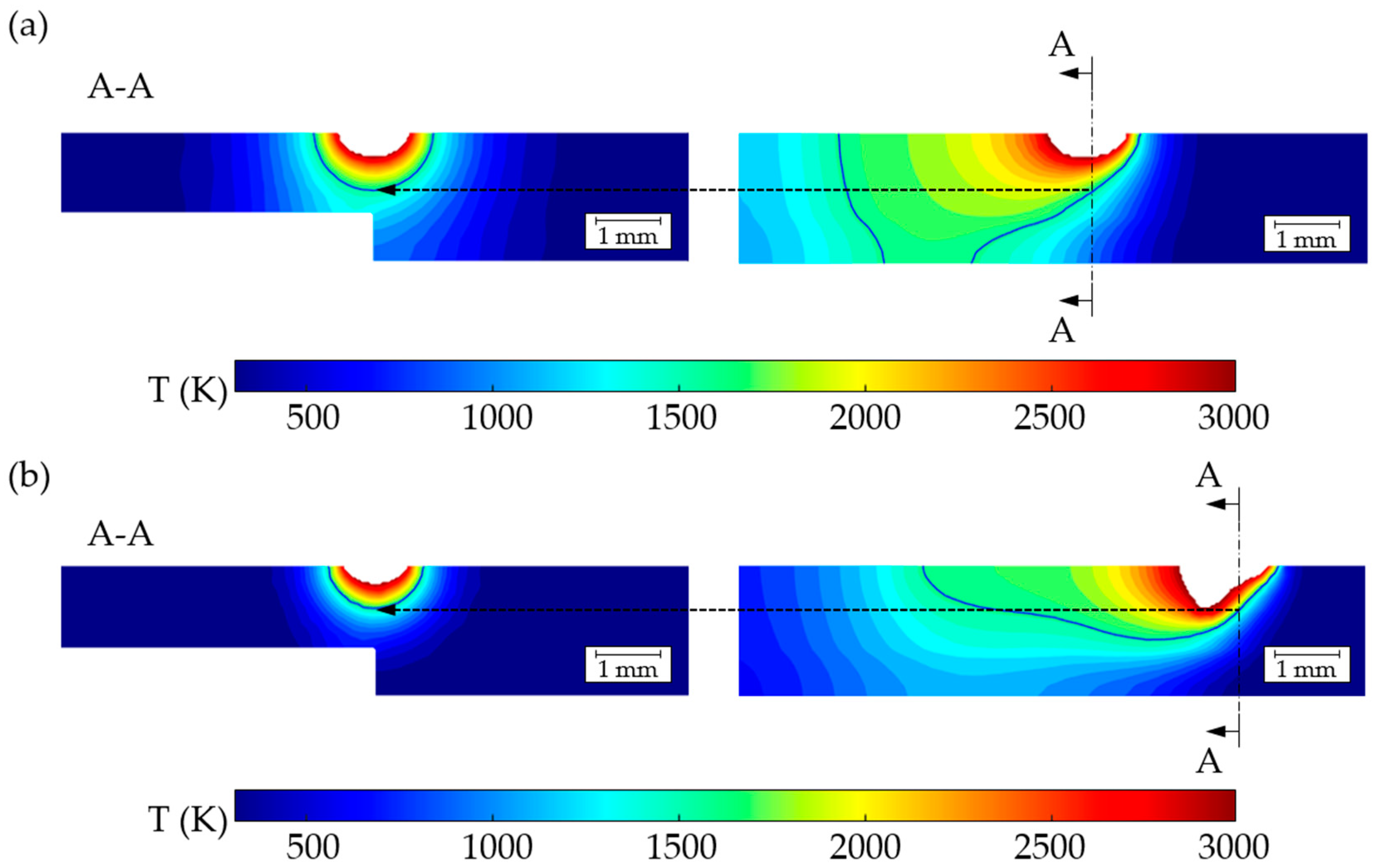
- The differences in thicknesses of the welded Inconel 718 sheets produces a non-symmetrical thermal field during the welding process. The heat introduced by the laser is directed towards the thinner plate and the developed model is capable of detecting this effect. Consequently, the model can be a useful tool when defining the appropriate welding strategy.
- The average results between the simulated and measured temperatures provide a reasonable validation of the LBW model. Moreover, the maximum temperature difference obtained among both results is around 20 °C.
- The dimensions of the melt pool evaluated ex situ by metallography inspection correlate satisfactorily with the results provided by the simulations.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Sproesser, G.; Chang, Y.J.; Pittner, A.; Finkbeiner, M.; Rethmeier, M. Life Cycle Assessment of welding technologies for thick metal plate welds. J. Clean. Prod. 2015, 108, 46–53. [Google Scholar] [CrossRef]
- Balasubramanian, T.S.; Balakrishnan, M.; Balasubramanian, V.; Manickam, M.A.M. Influence of welding processes on microstructure, tensile and impact properties of Ti-6Al-4V alloy joints. Trans. Nonferrous Met. Soc. China 2011, 21, 1253–1262. [Google Scholar] [CrossRef]
- Wu, D.; Zhang, P.; Yu, Z.; Gao, Y.; Zhang, H.; Chen, H.; Tian, Y. Progress and perspectives of in-situ optical monitoring in laser beam welding: Sensing, characterization and modeling. J. Manuf. Process. 2022, 75, 767–791. [Google Scholar] [CrossRef]
- Blackburn, J. Laser welding of metals for aerospace and other applications. Weld. Join. Aerosp. Mater. 2012, 67–94. [Google Scholar] [CrossRef]
- Sonar, T.; Balasubramanian, V.; Malarvizhi, S.; Venkateswaran, T.; Sivakumar, D. An overview on welding of Inconel 718 alloy—Effect of welding processes on microstructural evolution and mechanical properties of joints. Mater. Charact. 2021, 174, 110997. [Google Scholar] [CrossRef]
- Muralidharan, B.G.; Shankar, V.; Gill, T. Weldability of Inconel 718—A Review; Indira Gandhi Centre for Atomic Research: Kalfakkam, Tamil Nadu, India, 1996. [Google Scholar]
- Farrokhi, F.; Endelt, B.; Kristiansen, M. A numerical model for full and partial penetration hybrid laser welding of thick-section steels. Opt. Laser Technol. 2019, 111, 671–686. [Google Scholar] [CrossRef]
- Zhang, L.J.; Zhang, J.X.; Gumenyuk, A.; Rethmeier, M.; Na, S.J. Numerical simulation of full penetration laser welding of thick steel plate with high power high brightness laser. J. Mater. Process. Technol. 2014, 214, 1710–1720. [Google Scholar] [CrossRef]
- Shehryar Khan, M.; Shahabad, S.I.; Yavuz, M.; Duley, W.W.; Biro, E.; Zhou, Y. Numerical modelling and experimental validation of the effect of laser beam defocusing on process optimization during fiber laser welding of automotive press-hardened steels. J. Manuf. Process. 2021, 67, 535–544. [Google Scholar] [CrossRef]
- Thejasree, P.; Narasimhamu, K.L.; Natarajan, M.; Raju, R. Generative modelling of laser beam welded Inconel 718 thin weldments using ANFIS based hybrid algorithm. Int. J. Interact. Des. Manuf. 2022. [CrossRef]
- Lorin, S.; Madrid, J.; Söderberg, R.; Wärmefjord, K. A New Heat Source Model for Keyhole Mode Laser Welding. J. Comput. Inf. Sci. Eng. 2022, 22, 011004. [Google Scholar] [CrossRef]
- Zhang, Y.; Dehkordi, M.H.R.; Kholoud, M.J.; Azimy, H.; Li, Z.; Akbari, M. Numerical modeling of the temperature distribution and melt flow in dissimilar fiber laser welding of duplex stainless steel 2205 and low alloy steel. Opt. Laser Technol. 2024, 174, 110575. [Google Scholar] [CrossRef]
- Faraji, A.H.; Maletta, C.; Barbieri, G.; Cognini, F.; Bruno, L. Numerical modeling of fluid flow, heat, and mass transfer for similar and dissimilar laser welding of Ti-6Al-4V and Inconel 718. Int. J. Adv. Manuf. Technol. 2021, 114, 899–914. [Google Scholar] [CrossRef]
- Duggirala, A.; Kalvettukaran, P.; Acherjee, B.; Mitra, S. Numerical simulation of the temperature field, weld profile, and weld pool dynamics in laser welding of aluminium alloy. Optik 2021, 247, 167990. [Google Scholar] [CrossRef]
- Chianese, G.; Hayat, Q.; Jabar, S.; Franciosa, P.; Ceglarek, D.; Patalano, S. A multi-physics CFD study to investigate the impact of laser beam shaping on metal mixing and molten pool dynamics during laser welding of copper to steel for battery terminal-to-casing connections. J. Mater. Process. Technol. 2023, 322, 118202. [Google Scholar] [CrossRef]
- Ke, W.; Zeng, Z.; Oliveira, J.P.; Peng, B.; Shen, J.; Tan, C.; Song, X.; Yan, W. Heat transfer and melt flow of keyhole, transition and conduction modes in laser beam oscillating welding. Int. J. Heat Mass Transf. 2023, 203, 123821. [Google Scholar] [CrossRef]
- Feng, Y.; Gao, X.; Zhang, Y.; Peng, C.; Gui, X.; Sun, Y.; Xiao, X. Simulation and experiment for dynamics of laser welding keyhole and molten pool at different penetration status. Int. J. Adv. Manuf. Technol. 2021, 112, 2301–2312. [Google Scholar] [CrossRef]
- Kamat, S.; Cai, W.; Rinker, T.J.; Bracey, J.; Xi, L.; Tan, W. A novel integrated process-performance model for laser welding of multi-layer battery foils and tabs. J. Mater. Process. Technol. 2023, 320, 118121. [Google Scholar] [CrossRef]
- Nayak, L.J.; Roy, G.G. Joining of zircaloy-4 of dissimilar thickness using electron beam welding. Int. J. Adv. Manuf. Technol. 2020, 110, 2323–2340. [Google Scholar] [CrossRef]
- Li, Z.; Rostam, K.; Panjehpour, A.; Akbari, M.; Karimipour, A.; Rostami, S. Experimental and numerical study of temperature field and molten pool dimensions in dissimilar thickness laser welding of Ti6Al4V alloy. J. Manuf. Process. 2020, 49, 438–446. [Google Scholar] [CrossRef]
- Luo, M.; Shin, Y.C. Vision-based weld pool boundary extraction and width measurement during keyhole fiber laser welding. Opt. Lasers Eng. 2015, 64, 59–70. [Google Scholar] [CrossRef]
- Xiao, X.; Liu, X.; Cheng, M.; Song, L. Towards monitoring laser welding process via a coaxial pyrometer. J. Mater. Process. Technol. 2020, 277, 116409. [Google Scholar] [CrossRef]
- Mills, K.C. Recommended Values of Thermophysical Properties for Selected Commercial Alloys; Woodhead Publishing: Sawston, UK, 2002. [Google Scholar]
- ISO/TS 18166:2016; Numerical Welding Simulation—Execution and Documentation. ISO: Geneva, Switzerland, 2016.
- Katayama, S. Handbook of Laser Welding Technologies; Woodhead Publishing: Sawston, UK, 2013. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ni | Co | Fe | Cr | Nb+Ta | Mo |
| Bal. (52) | <1.000 | 19.000 | 18.000 | 5.000 | 3.000 |
| Mn | Si | Ti | Al | C | B |
| <0.350 | <0.350 | 0.900 | 0.500 | 0.050 | 0.004 |
| Temperature [K] | Density [kg∙m−3] | Specific Heat [J∙kg−1∙K−1] | Thermal Conductivity [W∙m−1∙K−1] |
|---|---|---|---|
| 298 | 8190 | 435 | 8.9 |
| 373 | 8160 | 455 | 10.8 |
| 473 | 8118 | 479 | 12.9 |
| 573 | 8079 | 497 | 15.2 |
| 673 | 8040 | 515 | 17.4 |
| 773 | 8001 | 527 | 18.7 |
| 873 | 7962 | 558 | 20.8 |
| 973 | 7925 | 568 | 21.9 |
| 1073 | 7884 | 585 | 23.9 |
| 1173 | 7845 | 603 | 25.8 |
| 1273 | 7806 | 620 | 26.7 |
| 1373 | 7767 | 640 | 28.3 |
| 1443 | 7727 | 650 | 29.3 |
| 1609 | 7400 | 720 | 29.6 |
| Test | Power [W] | Welding Speed [mm·min−1] | Ølaser [mm] |
|---|---|---|---|
| 1 | 800 | 500 | 1 |
| 2 | 800 | 1000 | 1 |
| Test | TPyrometer [K] | TModel [K] | E [%] |
|---|---|---|---|
| 1 | 1637.53 | 1650.19 | 0.77 |
| 2 | 1580.77 | 1600.80 | 1.27 |
| Test | DExp [mm] | DModel [mm] | ED [%] | WExp [mm] | WModel [mm] | EW [%] |
|---|---|---|---|---|---|---|
| 1 | 2.00 | 1.99 | 0.44 | 2.53 | 2.24 | 12.91 |
| 2 | 1.07 | 0.98 | 9.18 | 1.62 | 1.47 | 10.61 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Murua, O.; Arrizubieta, J.I.; Lamikiz, A.; Schneider, H.I. A Case Study of a Laser Beam Welding Model for the Welding of Inconel 718 Sheets of a Dissimilar Thickness. Metals 2024, 14, 829. https://doi.org/10.3390/met14070829
Murua O, Arrizubieta JI, Lamikiz A, Schneider HI. A Case Study of a Laser Beam Welding Model for the Welding of Inconel 718 Sheets of a Dissimilar Thickness. Metals. 2024; 14(7):829. https://doi.org/10.3390/met14070829
Chicago/Turabian StyleMurua, Oihane, Jon Iñaki Arrizubieta, Aitzol Lamikiz, and Heinz Ingo Schneider. 2024. "A Case Study of a Laser Beam Welding Model for the Welding of Inconel 718 Sheets of a Dissimilar Thickness" Metals 14, no. 7: 829. https://doi.org/10.3390/met14070829