
Variation in Flow Characteristics of Molten Baths at Different Blowing Stages in the Converter



Abstract
1. Introduction
2. Mathematical Model
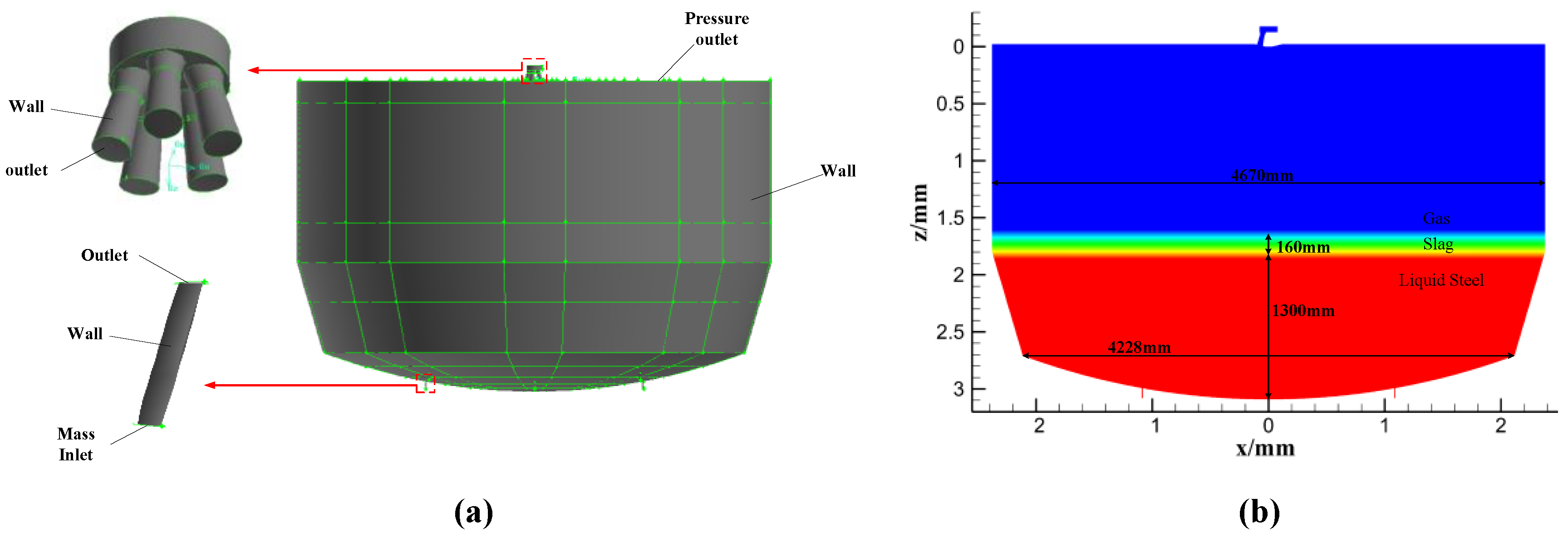
2.1. Modelling and Meshing
2.2. Research Program
2.3. Governing Equation
2.4. Assumptions and Boundary Conditions
- A.
- Oxygen and argon were assumed to be ideal gases, following the ideal gas law.
- B.
- The chemical reactions between gases and the molten bath were not considered.
- C.
- The flow of oxygen inside the lance nozzle was assumed to be adiabatic and frictionless.
3. Analysis and Discussion
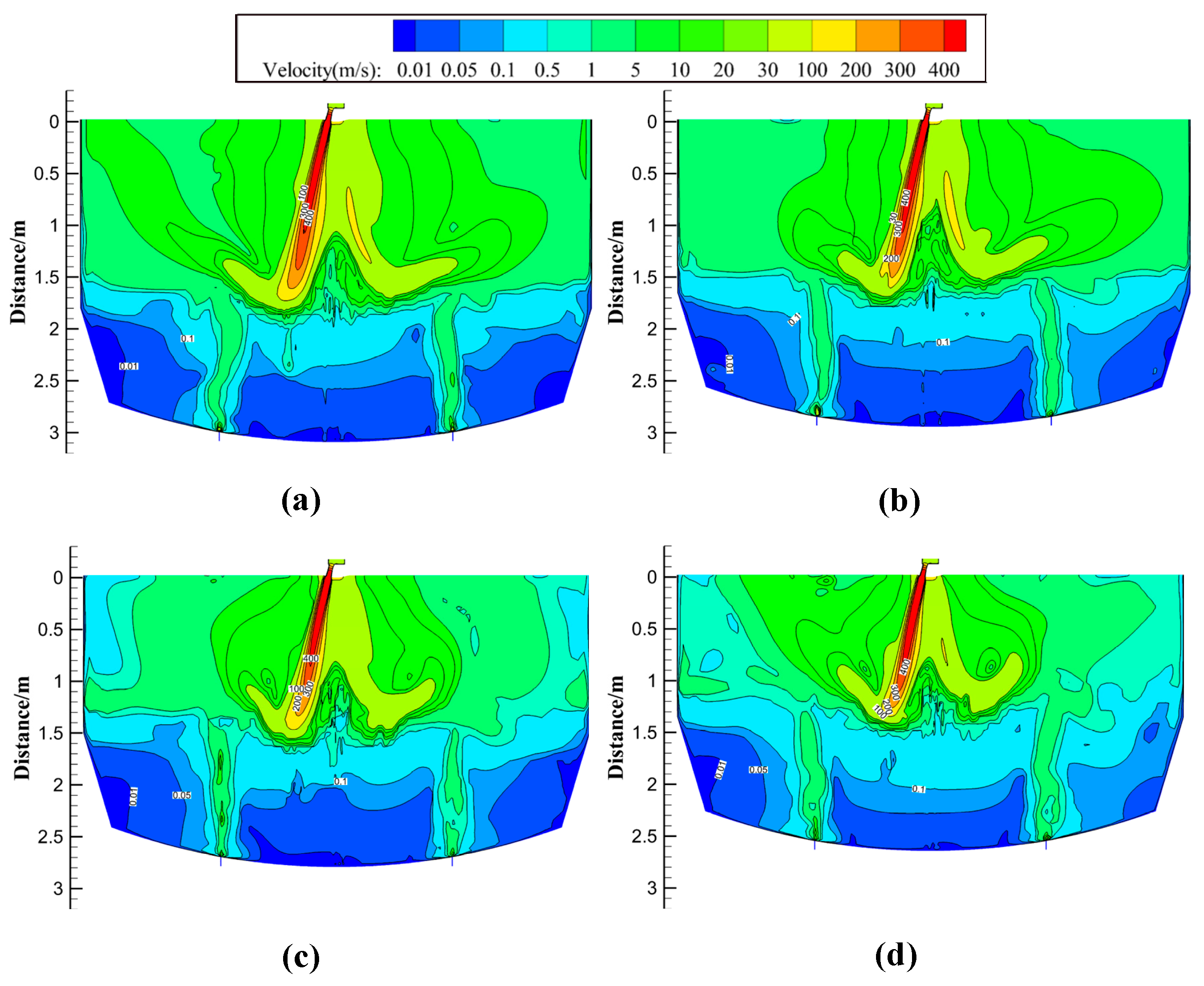
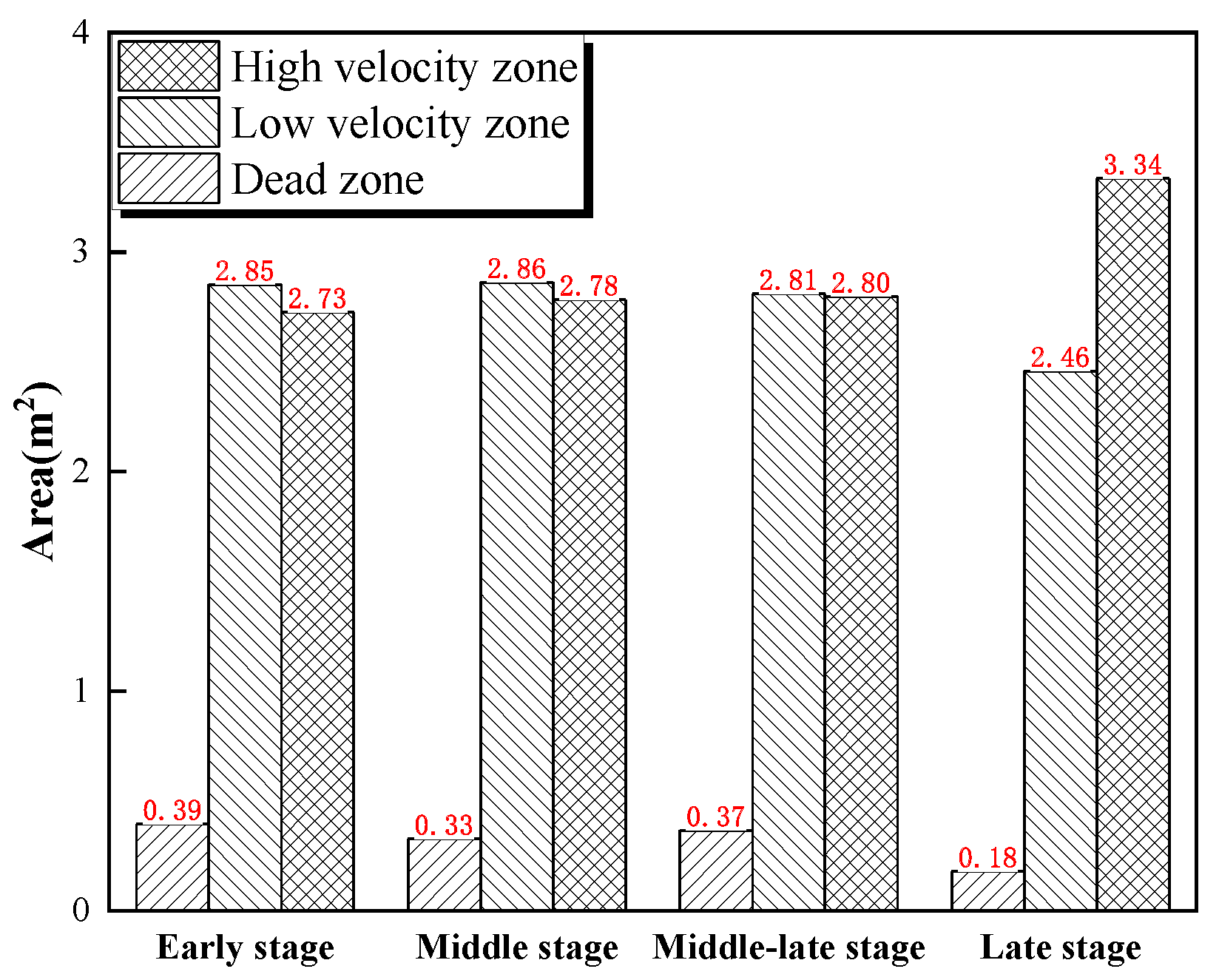
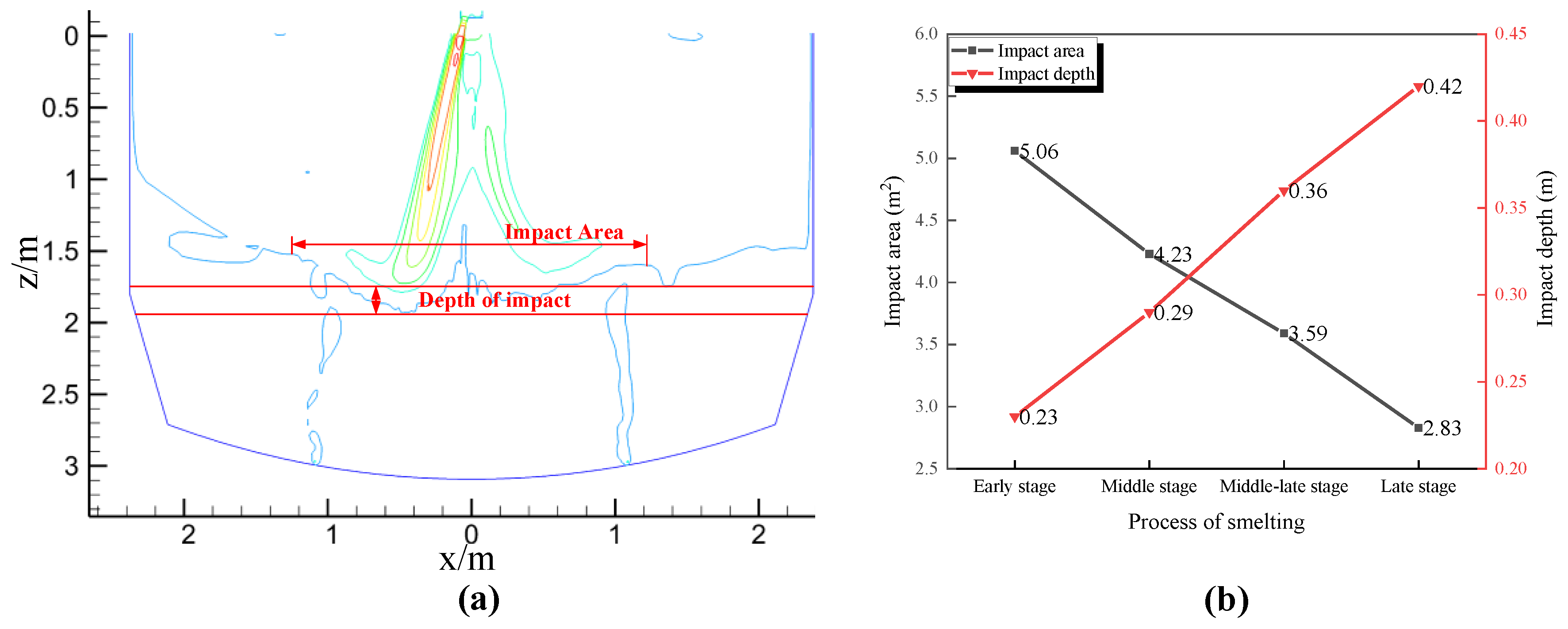
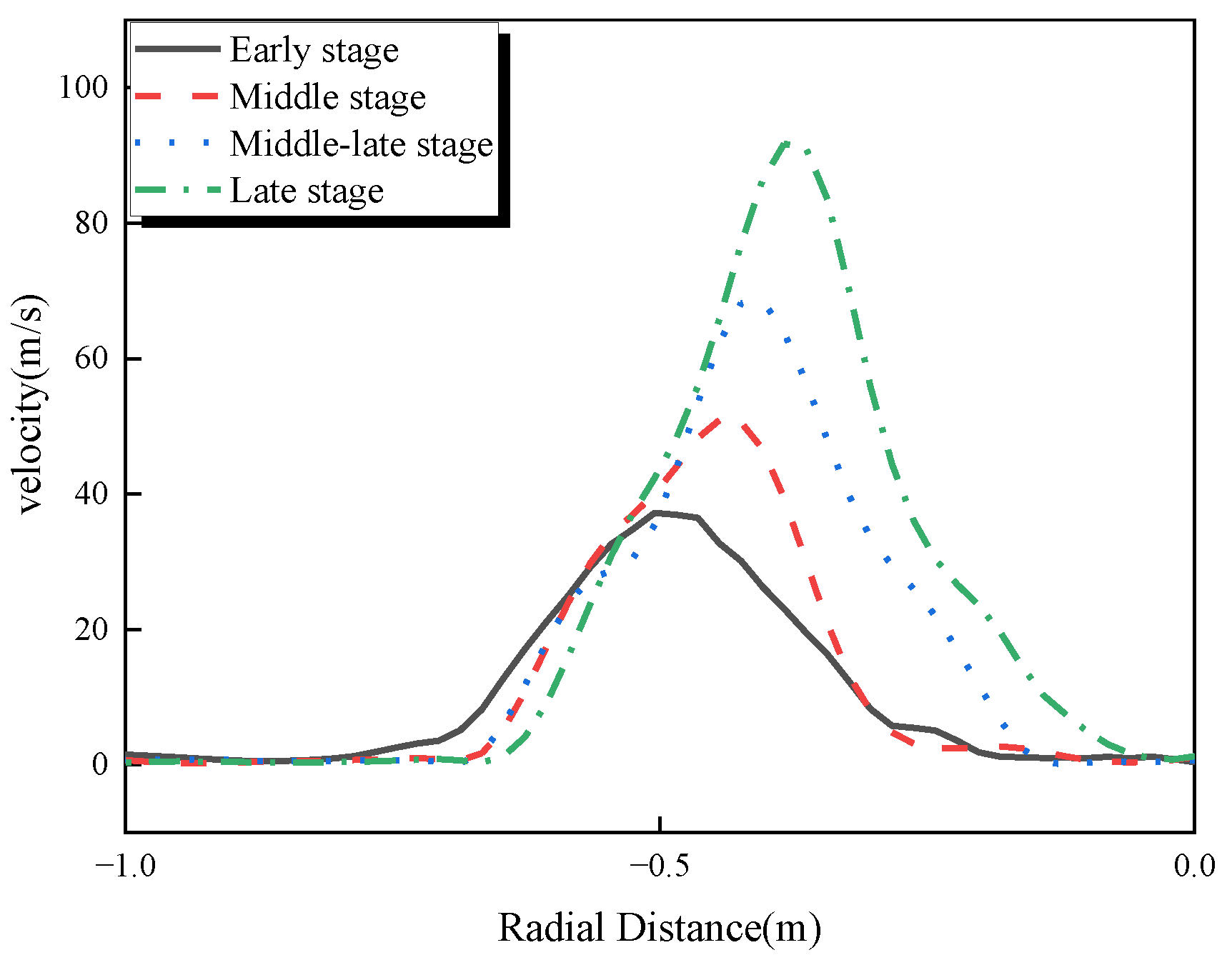
3.1. Flow Behavior of Molten Bath
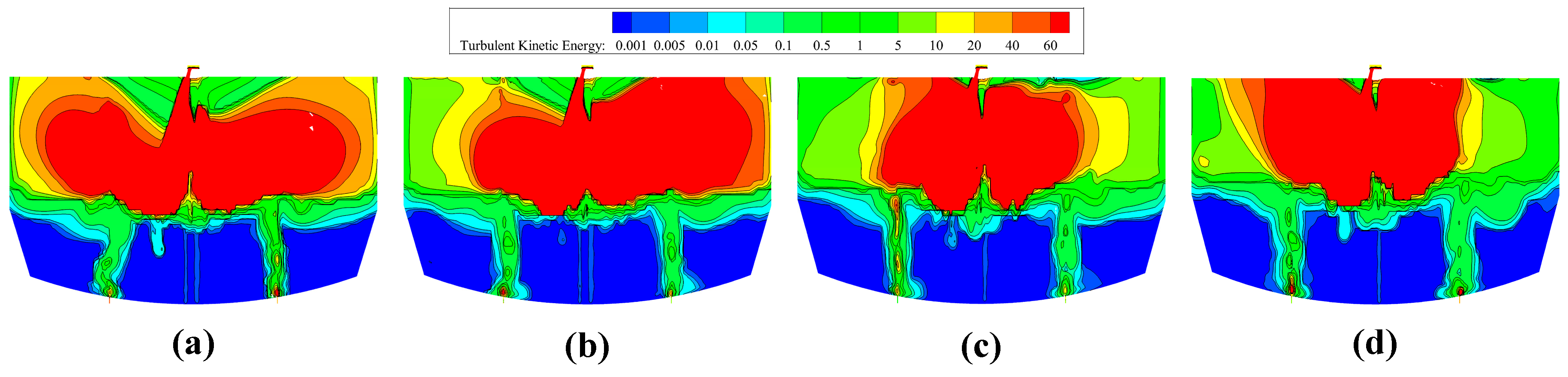
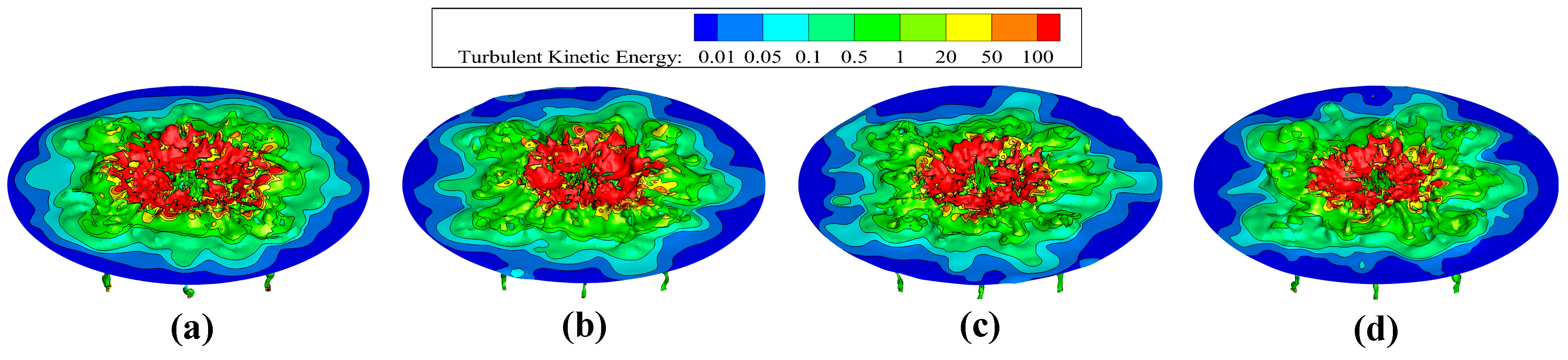
3.2. Turbulent Energy Distribution
3.3. Variation in Gas–Slag–Metal Multiphase Flow Characteristics
3.4. Wall Shear
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, J.-G.; Zeng, Y.-N.; Wang, J.-Q.; Han, Z.-J. Simulation of Flow Field of Oxygen Lance Gas Jet Utilized for 50 t Converter. J. Iron Steel Res. Int. 2011, 18, 11–18. [Google Scholar] [CrossRef]
- Li, M.-M.; Li, Q.; Kuang, S.-B.; Zhou, Z.-S. Coalescence Characteristics of Supersonic Jets from Multi-Nozzle Oxygen Lance in Steelmaking BOF. Steel Res. Int. 2015, 86, 1517–1529. [Google Scholar] [CrossRef]
- Sun, J.-K.; Zhang, J.-S.; Lin, W.-H.; Cao, L.-L.; Feng, X.-M.; Liu, Q. Effect of impact cavity shape induced by supersonic oxygen jet on the dynamic characteristics of molten bath in converter. Steel Res. Int. 2021, 92, 2100179. [Google Scholar] [CrossRef]
- Wang, X.; Liu, G.-Q.; Liu, K. Behaviors of supersonic double-parameter jets and their impingement onto molten bath in BOF steelmaking. AIP Adv. 2023, 10, 105307. [Google Scholar] [CrossRef]
- Li, Y.-X.; Jia, H.-B.; Liu, J.-Q.; Liu, K. Mathematical model of supersonic jet centerline velocity for multi-nozzle oxygen lance. Metall. Res. Technol. 2022, 119, 506. [Google Scholar] [CrossRef]
- Jia, H.-B.; Li, Y.-X.; Liu, K.; Feng, L.-H. Study on jet characteristics of a dual-structure converter oxygen lance based on hydrodynamics. AIP Adv. 2022, 12, 075026. [Google Scholar] [CrossRef]
- Zhao, F.; Liu, F.-H.; Sun, D.-B.; Zhu, R.; Dong, K. Behaviors of Supersonic Oxygen Multi-jets with Various Preheating Temperatures. Metall. Mater. Trans. B. 2021, 53, 2626–2641. [Google Scholar] [CrossRef]
- Zhang, H.; Liu, K.; Zhao, H.-X.; Tian, Y.; Liang, J.-Y.; Yuan, Z.-F. Numerical Simulation of Innovative Slag Splashing Process in a Converter Using a Nozzle-Twisted Oxygen Lance. J. Sustain. Metall. 2024, 10, 864–879. [Google Scholar] [CrossRef]
- Feng, C.; Zhu, R.; Han, B.-H.; Yao, L.-J.; Wu, W.-H.; Wei, G.-S.; Dong, J.-F.; Jiang, J.-J.; Hu, S.-Y. Effect of Nozzle Exit Wear on the Fluid Flow Characteristics of Supersonic Oxygen Lance. Metall. Mater. Trans. B. 2019, 51, 187–199. [Google Scholar] [CrossRef]
- Feng, C.; Zhu, R.; Dong, K.; Wei, G.-S.; Han, B.-C.; Li, W.-F.; Wu, W.-H. Effects of Nozzle Layout and Parameters on the Jet Characteristics of a CO2 + O2 Mixed Oxygen Lance. Metall. Mater. Trans. B. 2021, 52, 425–439. [Google Scholar] [CrossRef]
- Wang, X.; Han, P.; Liu, K. Effect of multi-angle parameter on fluid flow characteristics of swirl-type oxygen lance. Metall. Res. Technol. 2022, 119, 314. [Google Scholar] [CrossRef]
- Jia, H.-B.; Han, P.; Liu, K.; Li, Y.-X.; Ba, K.-J.; Feng, L.-H. Jet characteristics of a double-structure oxygen lance and its interaction with the molten pool in BOF steelmaking. AIP Adv. 2021, 11, 285330. [Google Scholar] [CrossRef]
- Chu, K.-Y.; Chen, H.-H.; Lai, P.-H.; Wu, H.-C.; Liu, Y.-C.; Lin, C.-C.; Lu, M.-J. The Effects of Bottom Blowing Gas Flow Rate Distribution During the Steelmaking Converter Process on Mixing Efficiency. Metall. Mater. Trans. B. 2016, 48, 948–962. [Google Scholar] [CrossRef]
- Li, Q.; Li, M.-M.; Kuang, S.-B.; Zou, Z.-S. Numerical Simulation of the Interaction Between Supersonic Oxygen Jets and Molten Slag–Metal Bath in Steelmaking BOF Process. Metall. Mater. Trans. B. 2015, 46, 1494–1509. [Google Scholar] [CrossRef]
- Jiang, B.-C.; Guo, X.-Y.; Wang, Q.-M. Analysis of Melt Flow Characteristics in Large Bottom-Blowing Furnace Strengthened by Oxygen Lance Jet at Different Positions. J. Sustain. Metall. 2023, 9, 1704–1715. [Google Scholar] [CrossRef]
- Li, Z.-H.; Yang, X.-J.; Zhou, Q.-L.; Zhang, Q.; Sun, J.-Y.; Zhong, L.-C. Influence of non-uniform gas supply to bottom blowing of a re-blowing converter on molten pool mixing and blending. J. Iron Steel Res. 2020, 32, 788–799. [Google Scholar]
- Yao, L.-J.; Zhu, R.; Dong, k.; Wei, G.-S.; Feng, C.; Tang, Y.-X. Influence of the non-uniform bottom blowing gas supply mode on the dynamic conditions of molten pool during the converter steelmaking process. Ironmak. Steelmak. 2020, 48, 1. [Google Scholar] [CrossRef]
- Cai, X.-Y.; Duan, H.-J.; Li, D.-H.; Xu, A.-J.; Zhang, L.-F. S Water modeling on fluid flow and mixing phenomena in a BOF steelmaking converter. J. Iron Steel Res. Int. 2023, 31, 595–607. [Google Scholar] [CrossRef]
- Li, Z.-Z.; Zhu, R.; Liu, R.-Z.; Lv, M.; Wang, H.-Z. Effect of oxygen lance position on the flow velocity of molten steel in BOF. Chin. J. Eng. 2014, 36, 15–20. [Google Scholar]
- Baricová, D.; Pribulová, A.; Futáš, P.; Buľko, B.; Demeter, P. Change of the Chemical and Mineralogical Composition of the Slag during Oxygen Blowing in the Oxygen Converter Process. Metals 2018, 8, 844. [Google Scholar] [CrossRef]
- Wang, M.-L.; Yang, W.-Y. Dephosphorization in the early stage of converter steelmaking. Ironmak. Steelmak. 2020, 47, 1127–21134. [Google Scholar] [CrossRef]
- Yu, L.-G.; Feng, L.-H.; Nie, D.; Liu, Y. Simulation study on multiphase behavior of gas-metal-slag in the 260t converter. Metall. Res. Technol. 2022, 119, 613. [Google Scholar] [CrossRef]
- Lv, M.; Li, H.; Xing, X.-D.; Lin, T.-C.; Hu, S.-Y.; Xie, K. Variation in Multiphase Flow Characteristics by Nozzle-Twisted Lance Blowing in Converter Steelmaking Process. Steel Res. Int. 2022, 93, 2100409. [Google Scholar] [CrossRef]
- Liu, C.; Zheng, S.-G.; Zhu, M.-Y. Numerical Study of the Kinetics of Dephosphorization with Single-Flow Post-combustion Oxygen Lance in Converter Steelmaking Process. Metall. Mater. Trans. B. 2024, 55, 999–1013. [Google Scholar] [CrossRef]
- Zhang, J.-S.; Lou, W.-T.; Zhu, M.-Y. Numerical Simulation of Particle Transport Phenomenon in Steelmaking Converter with Bottom Powder Injection Based on Eulerian-Multifluid VOF-Granular Flow Model. Metall. Mater. Trans. B. 2024, 54, 1449–1467. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Characteristic/Unit | Value | |
|---|---|---|
| Converter | Nominal capacity/t | 120 |
| Caliber/mm | 4670 | |
| Pool depth/mm | 1300 | |
| Oxygen lance | Throat diameter/mm | 39.7 |
| Outlet diameter/mm | 51.57 | |
| Outlet length/mm | 84.93 | |
| Oxygen supply flow rate/(m3·h−1) | 29,000 | |
| Number of holes | 5 | |
| Mach number | 2.0 | |
| Nozzle angle/(°) | 13 | |
| Early Stage | Middle Stage | Middle-Late Stage | Lage Stage | |
|---|---|---|---|---|
| Furnace gas temperature/°C | 1100 | 1200 | 1300 | 1400 |
| Molten bath temperature/°C | 1300 | 1400 | 1500 | 1600 |
| Lance position/mm | 1800 | 1650 | 1500 | 1350 |
| Bottom blowing intensity/Nm3·min−1·t−1 | 0.08 | 0.05 | 0.05 | 0.08 |
| Liquid steel density/kg·m−3 | 6932.2 | 6948.6 | 6963.94 | 6955.91 |
| Thermal conductivity W/(m·K) | 33.22 | 34.27 | 34.39 | 35.28 |
| Specific heat capacity J/(kg·K) | 777.97 | 797.74 | 817.82 | 825.07 |
| Dynamic viscosity kg/(m·s) | 0.004889 | 0.005058 | 0.005831 | 0.005850 |
| Liquid Steel Composition | C | Si | Mn | P | S | Fe |
|---|---|---|---|---|---|---|
| Early stage | 4.0 | 0.3 | 0.4 | 0.12 | 0.03 | 95.15 |
| Middle stage | 2.8 | 0.01 | 0.25 | 0.05 | 0.02 | 96.87 |
| Middle-late stage | 1.0 | 0 | 0.2 | 0.03 | 0.02 | 98.75 |
| Late stage | 0.1 | 0 | 0.15 | 0.01 | 0.02 | 99.72 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lv, M.; Hao, Y.; Hou, F.; Chen, S.; Guo, H.; Zhang, Z. Variation in Flow Characteristics of Molten Baths at Different Blowing Stages in the Converter. Metals 2024, 14, 860. https://doi.org/10.3390/met14080860
Lv M, Hao Y, Hou F, Chen S, Guo H, Zhang Z. Variation in Flow Characteristics of Molten Baths at Different Blowing Stages in the Converter. Metals. 2024; 14(8):860. https://doi.org/10.3390/met14080860
Chicago/Turabian StyleLv, Ming, Yijie Hao, Fuqing Hou, Shuangping Chen, Hongmin Guo, and Zhaohui Zhang. 2024. "Variation in Flow Characteristics of Molten Baths at Different Blowing Stages in the Converter" Metals 14, no. 8: 860. https://doi.org/10.3390/met14080860
APA StyleLv, M., Hao, Y., Hou, F., Chen, S., Guo, H., & Zhang, Z. (2024). Variation in Flow Characteristics of Molten Baths at Different Blowing Stages in the Converter. Metals, 14(8), 860. https://doi.org/10.3390/met14080860