
Mechanical Properties and Deformation Behavior of Open-Cell Type Aluminum Foams with Structural Conditions and Alloy Composition

Abstract
:1. Introduction
2. Experimental Procedure
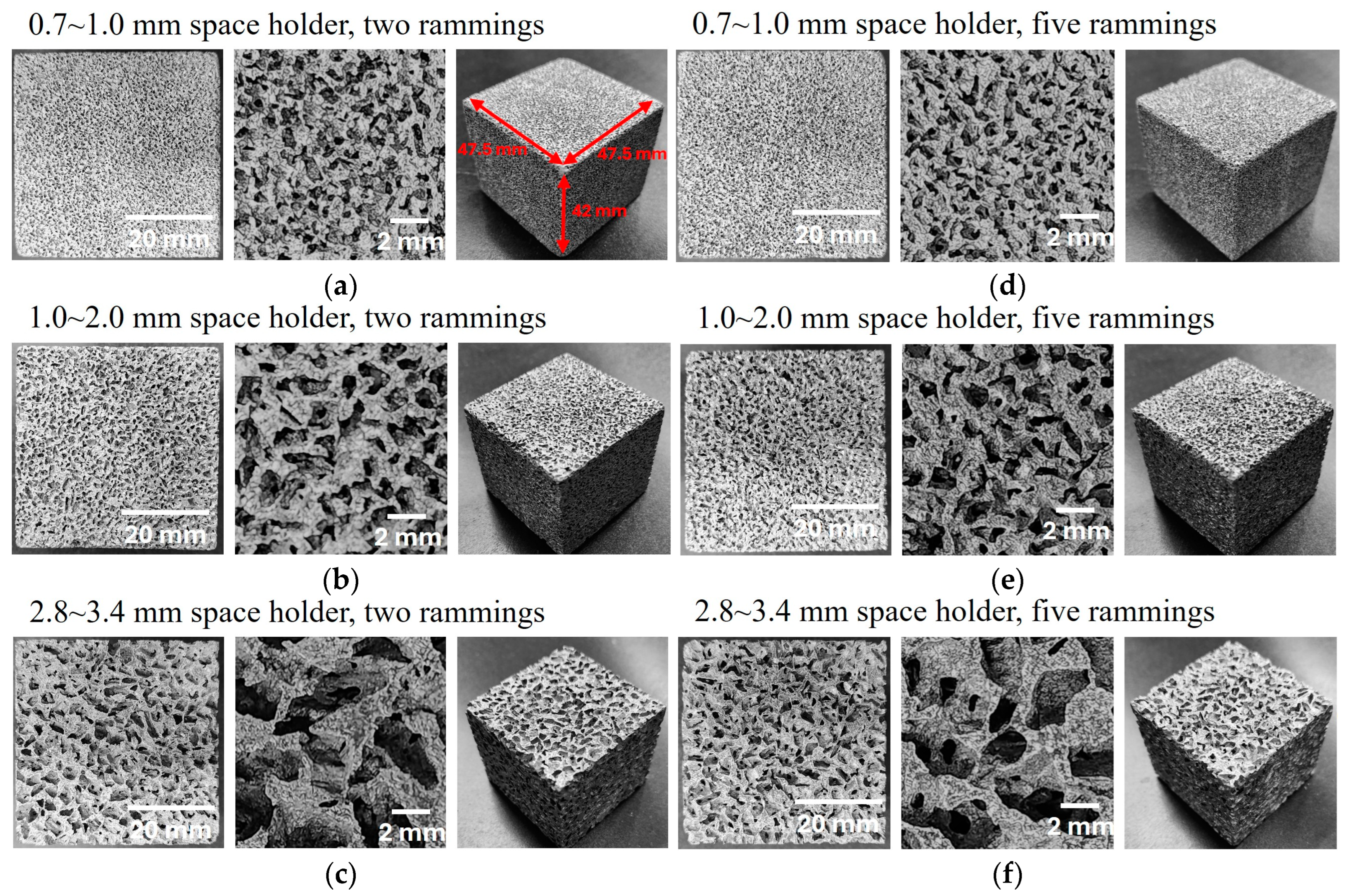
2.1. Manufacturing of Open-Cell Type Aluminum Foams
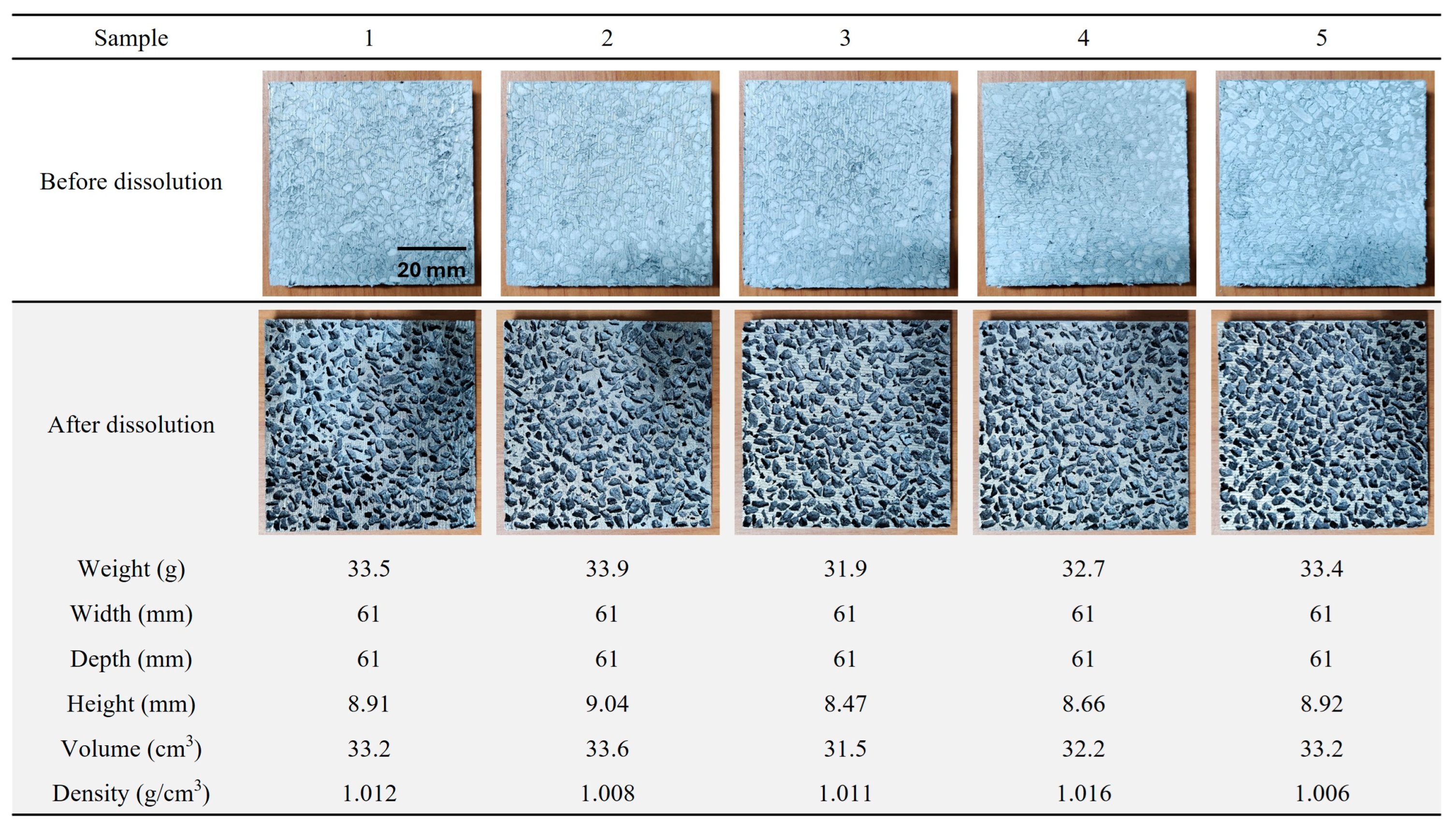
2.2. Porosity Measurement of Open-Cell Type Aluminum Foam
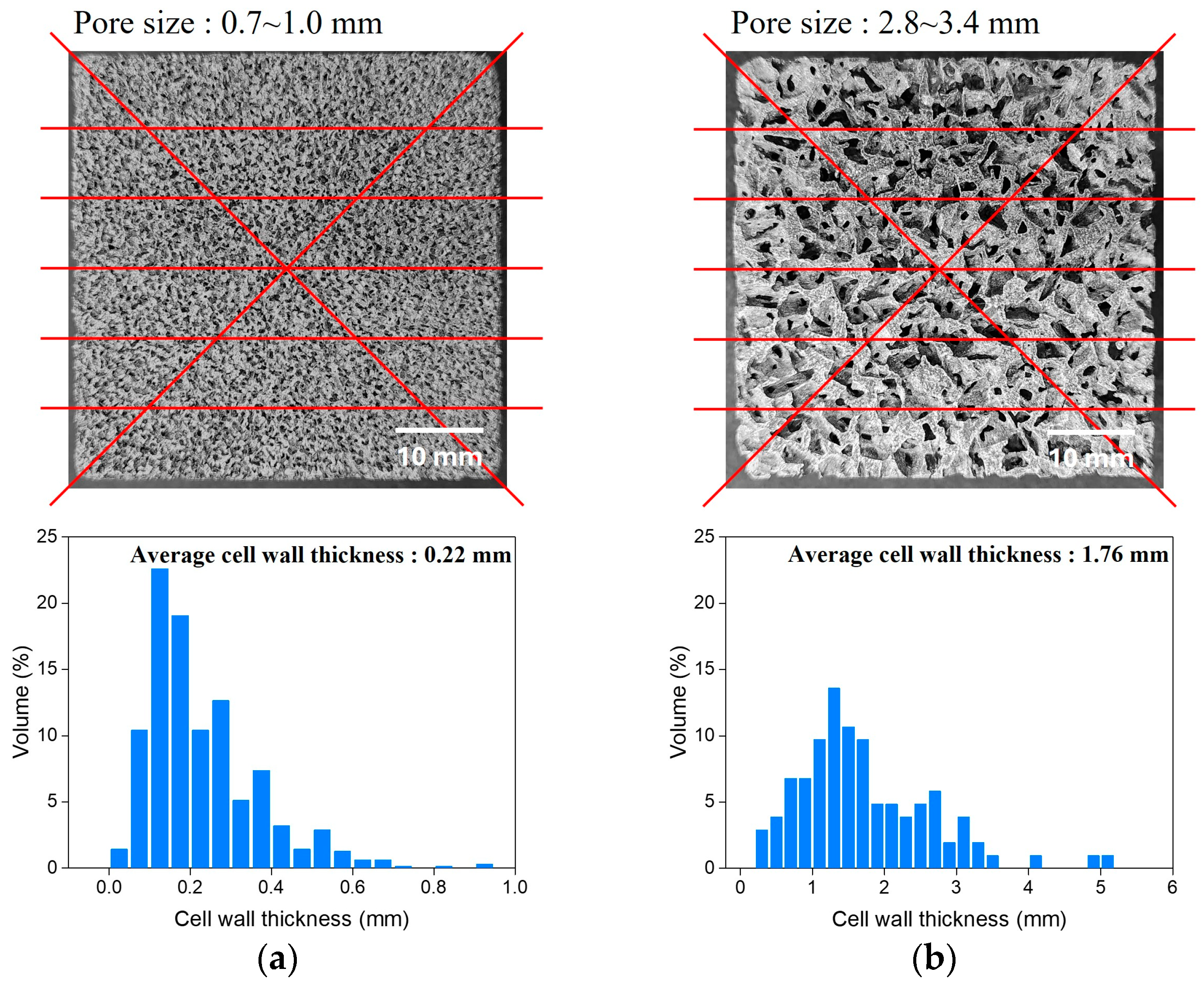
2.3. Cell Wall Thickness Measurement of Open-Cell Type Aluminum Foam
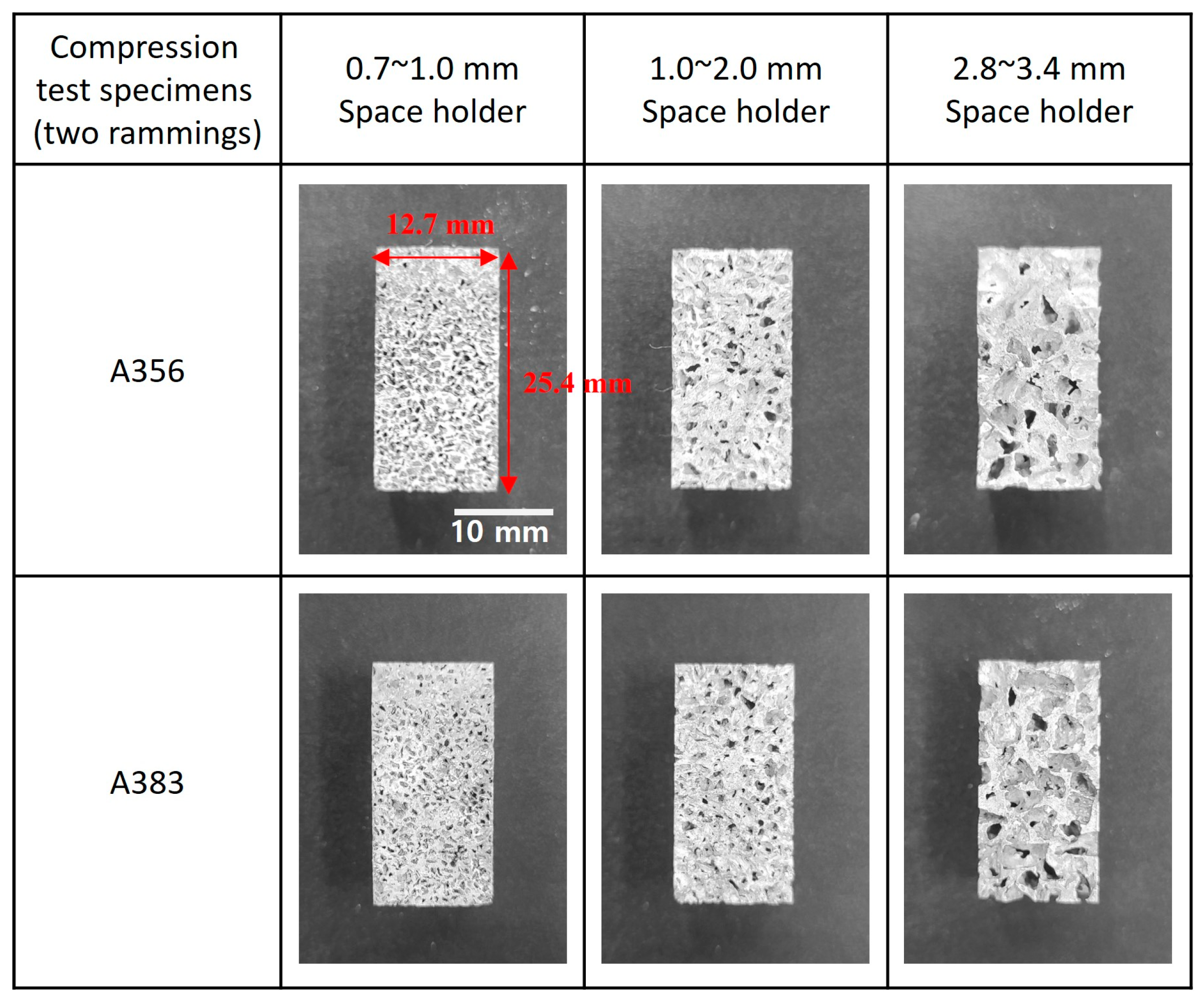
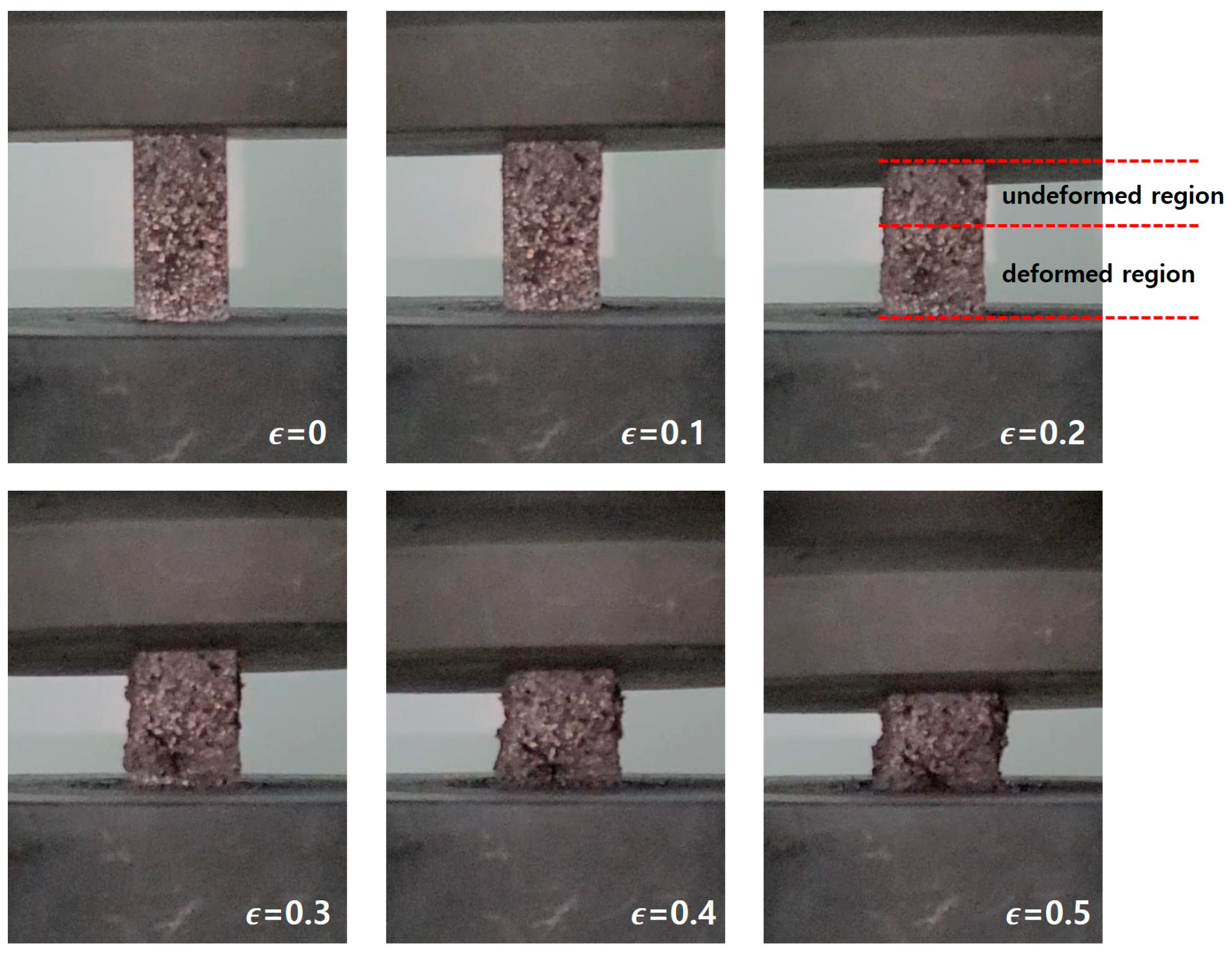
2.4. Compression Test of Open-Cell Type Aluminum Foam
3. Results and Discussion
3.1. Porosity
3.2. Cell Wall Thickness
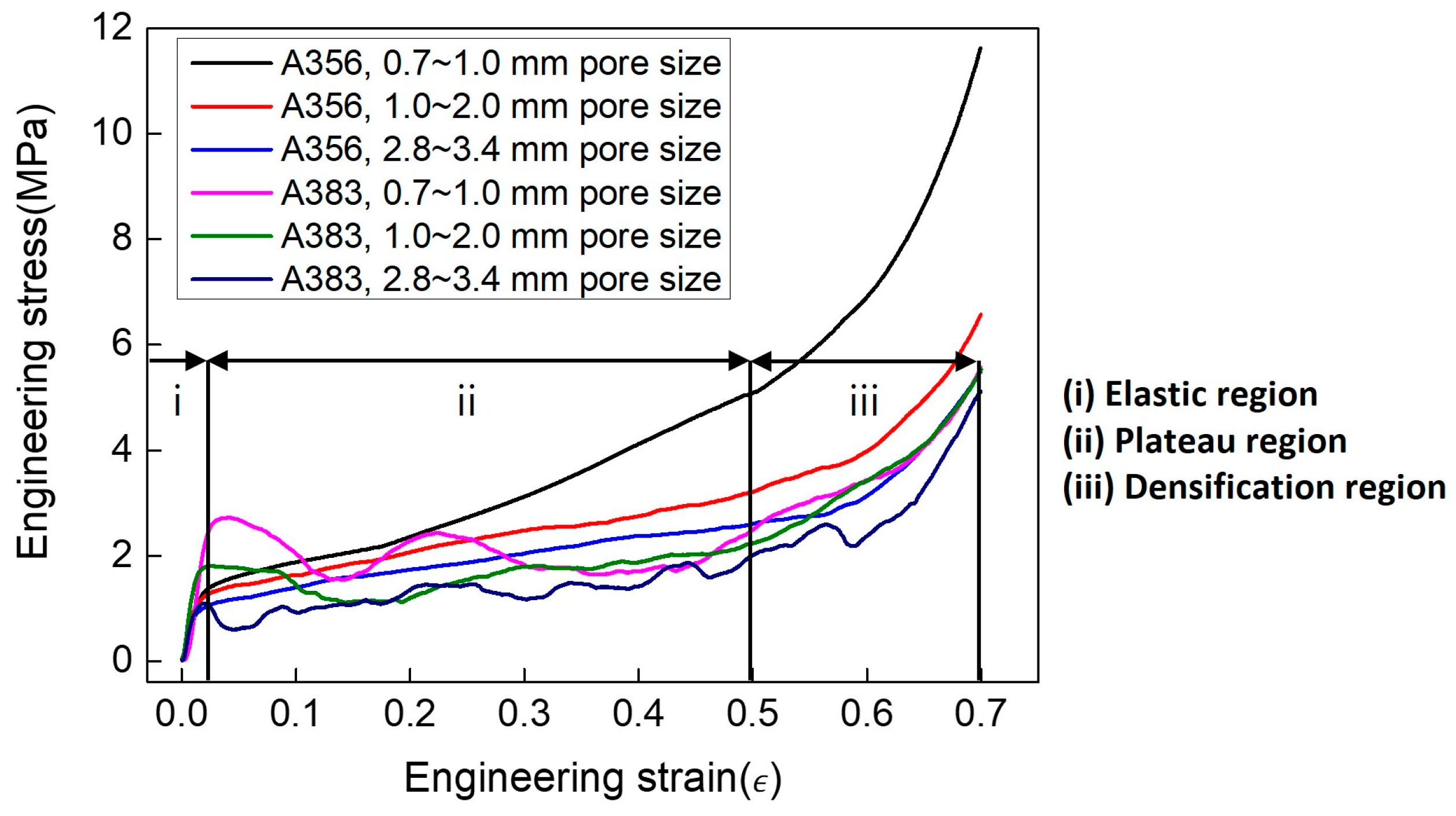
3.3. Mechanical Properties: Compression Test
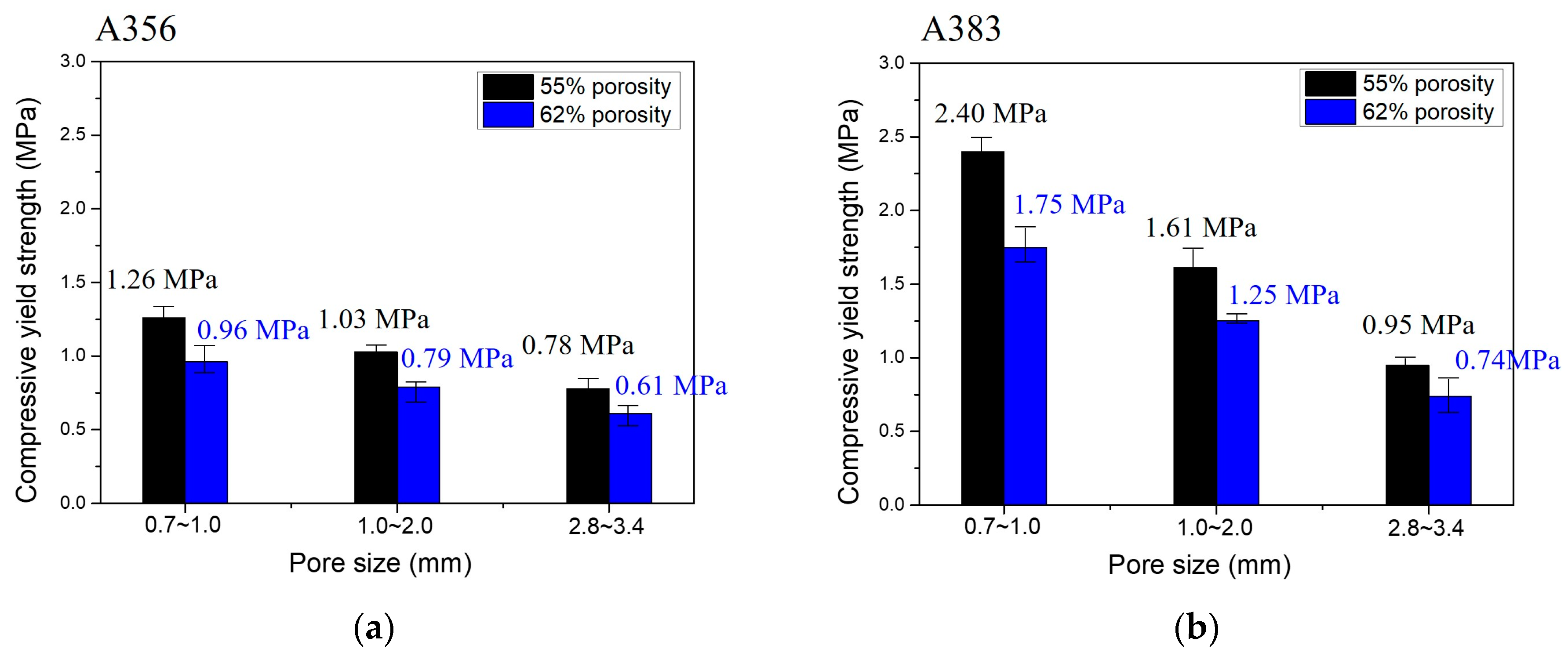
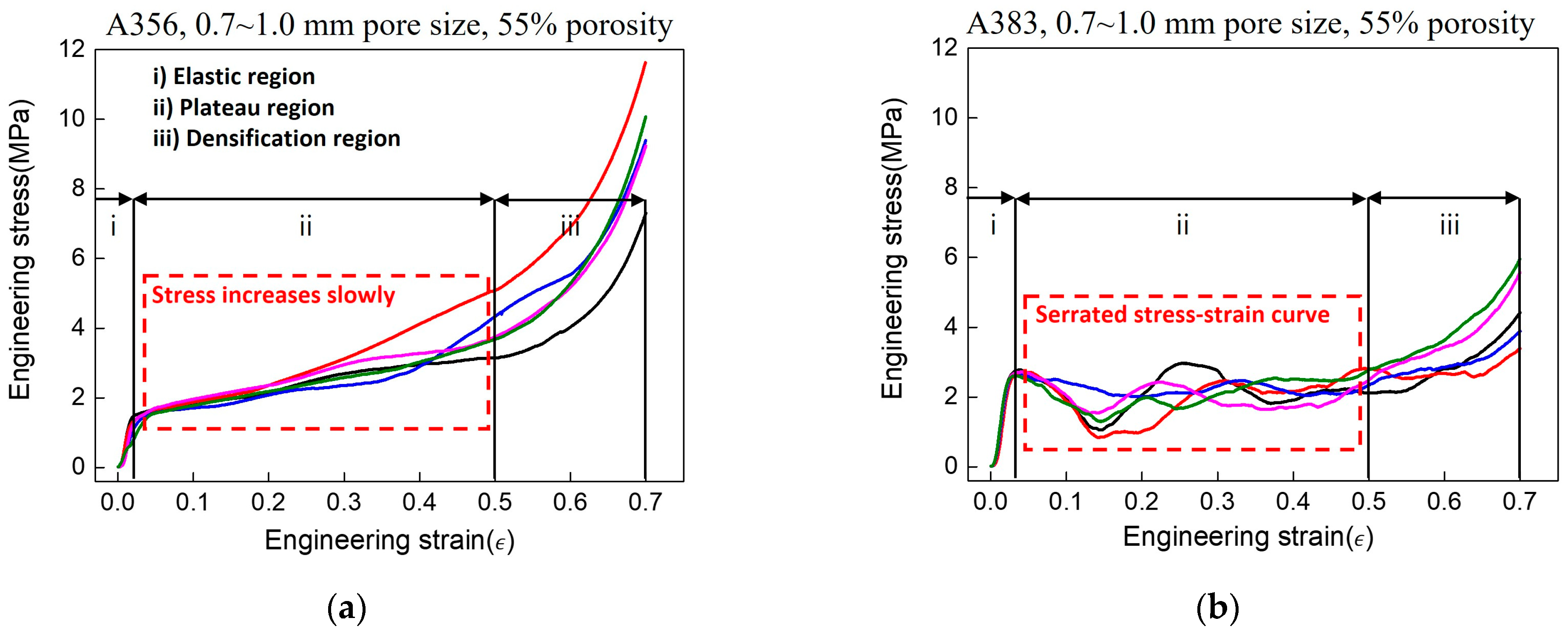
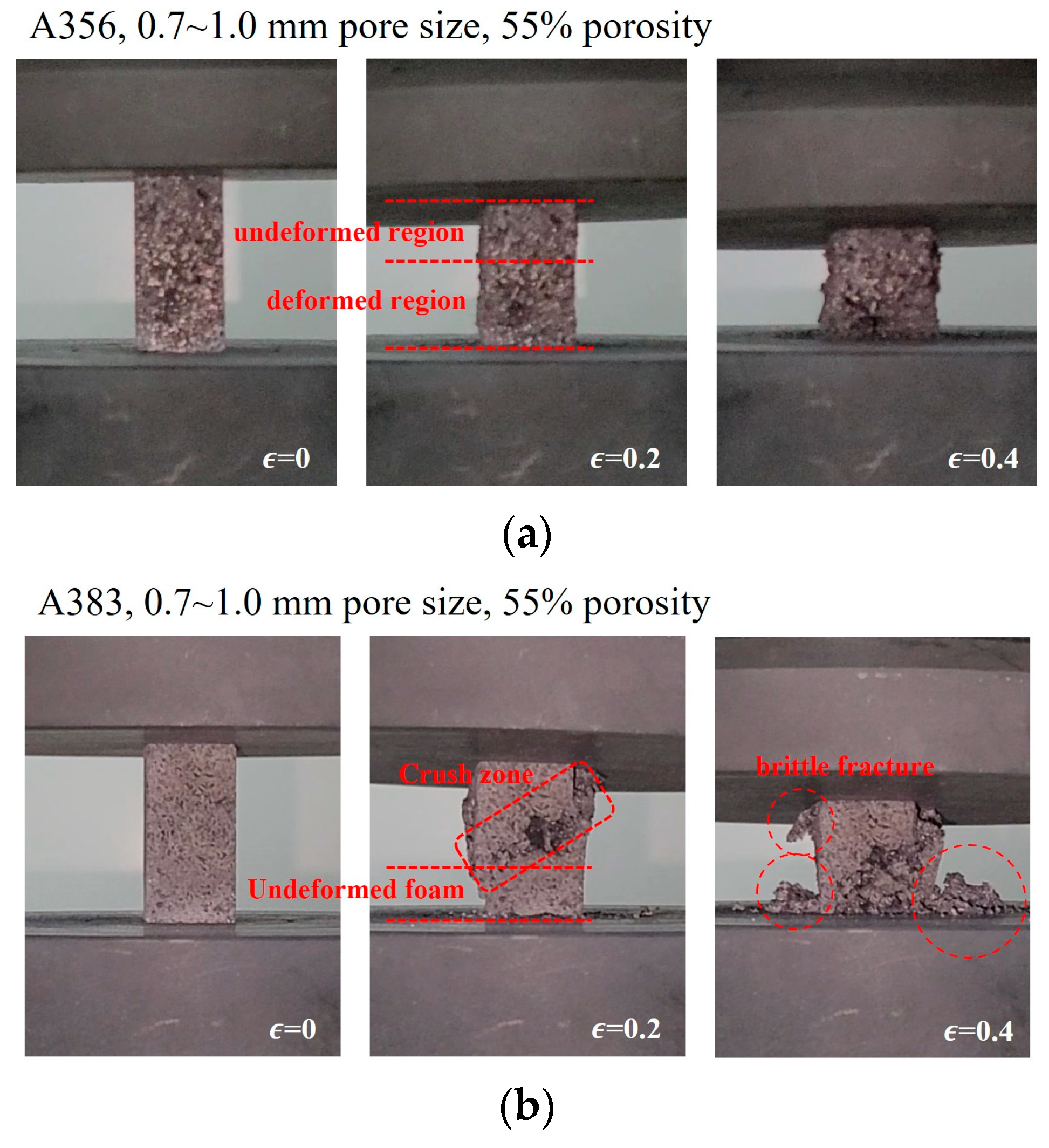
3.3.1. Effect of Pore Size
3.3.2. Effect of Porosity
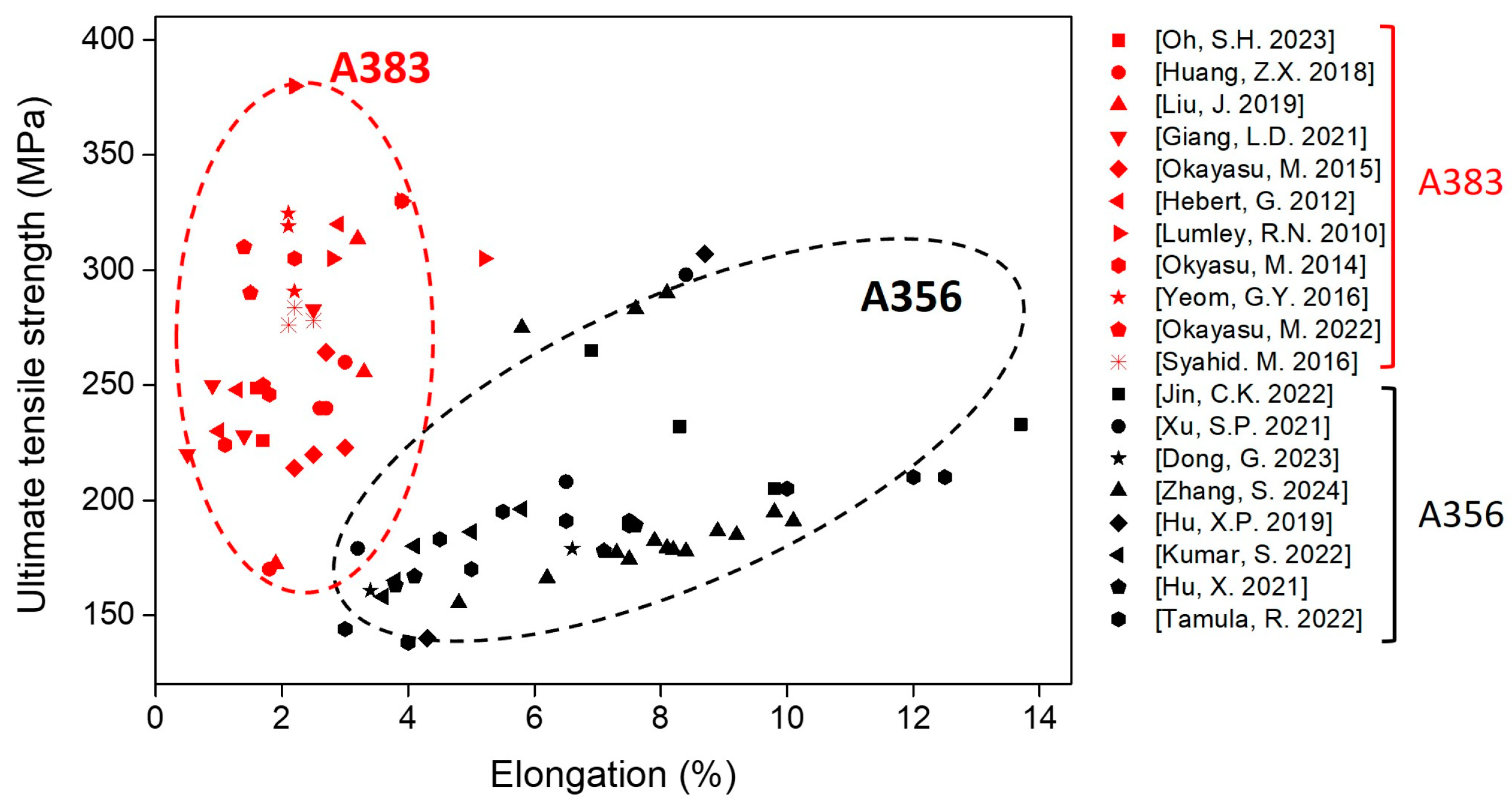
3.3.3. Aluminum Alloy Type
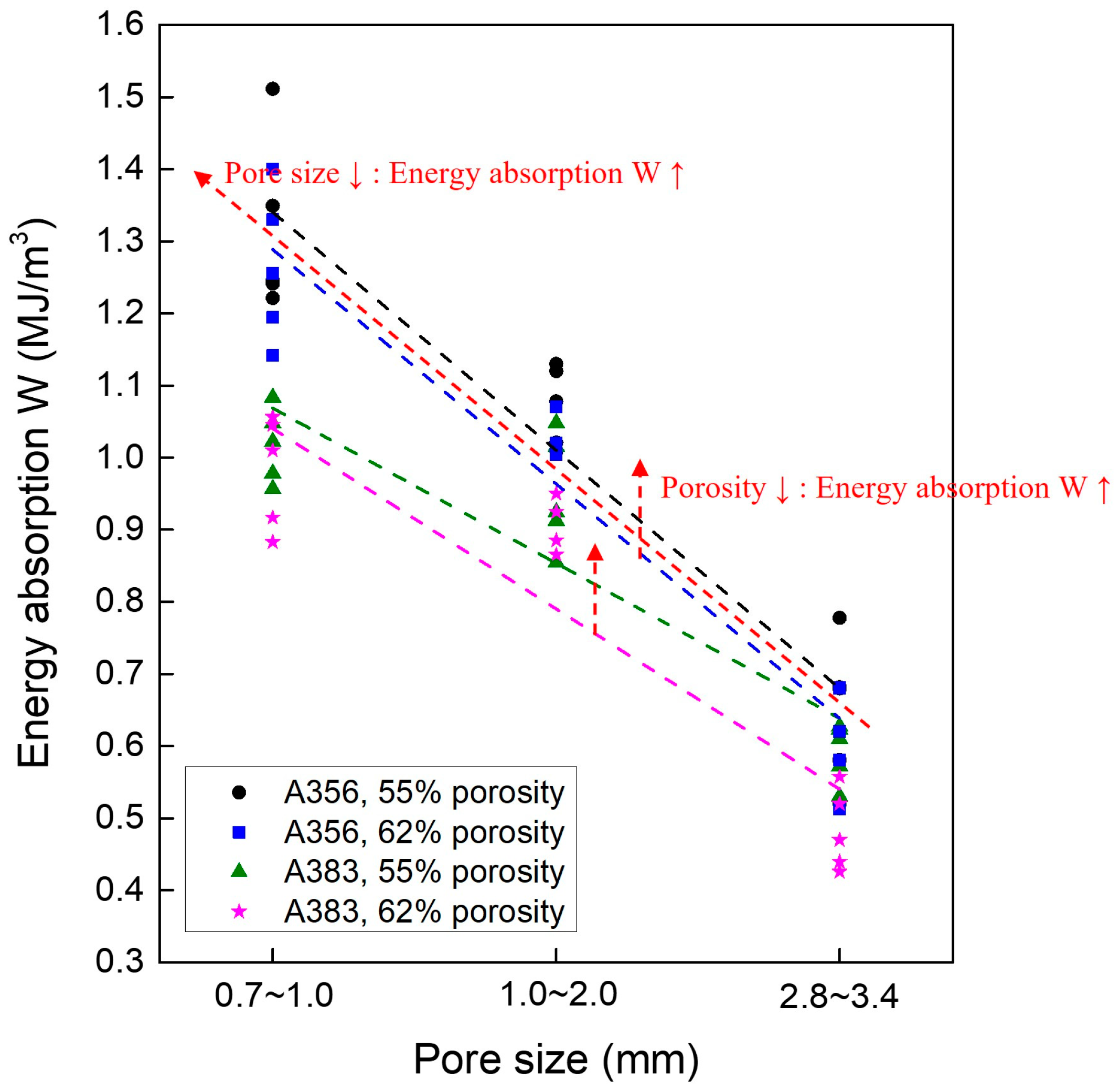
3.3.4. Energy Absorption
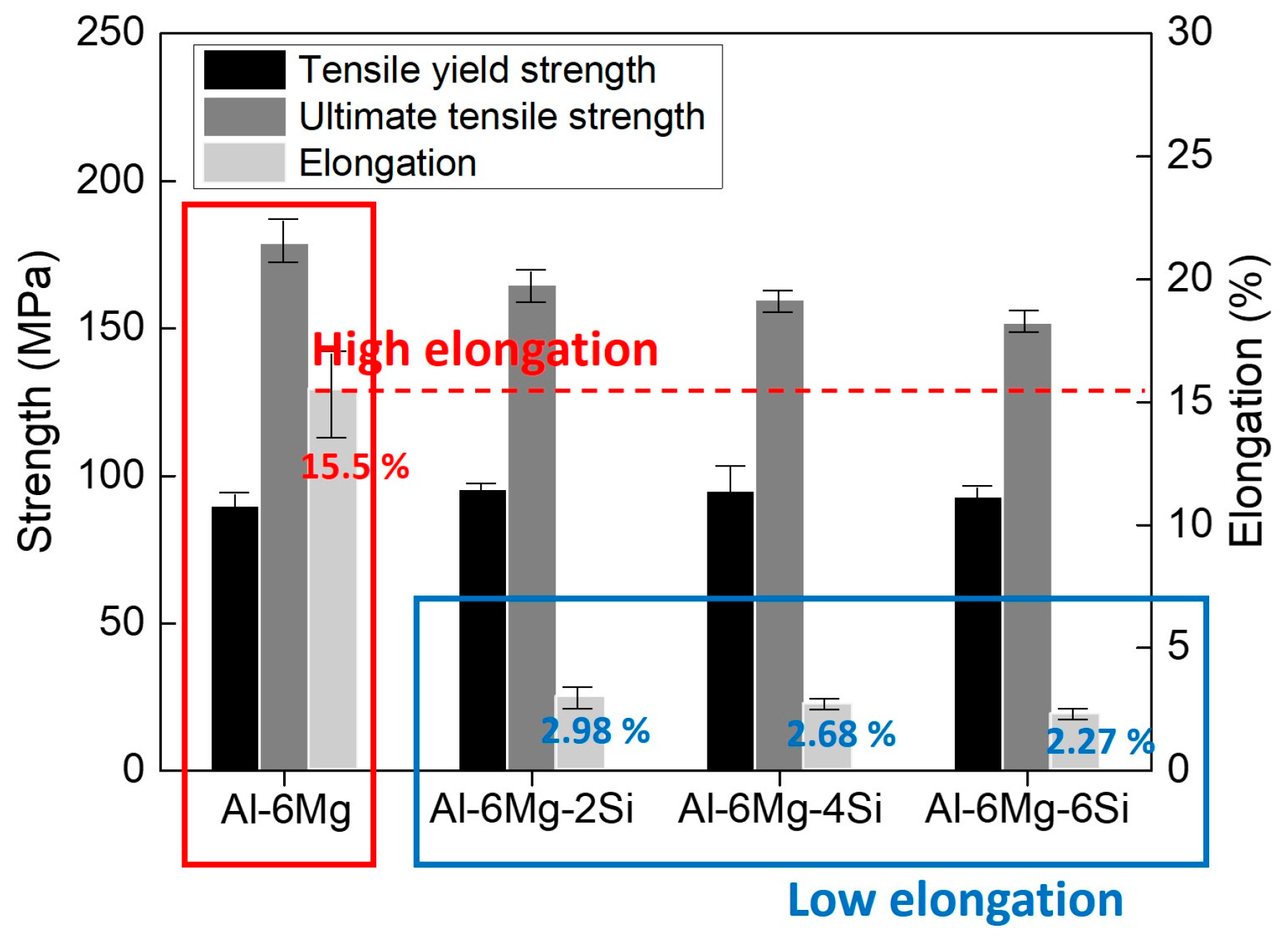
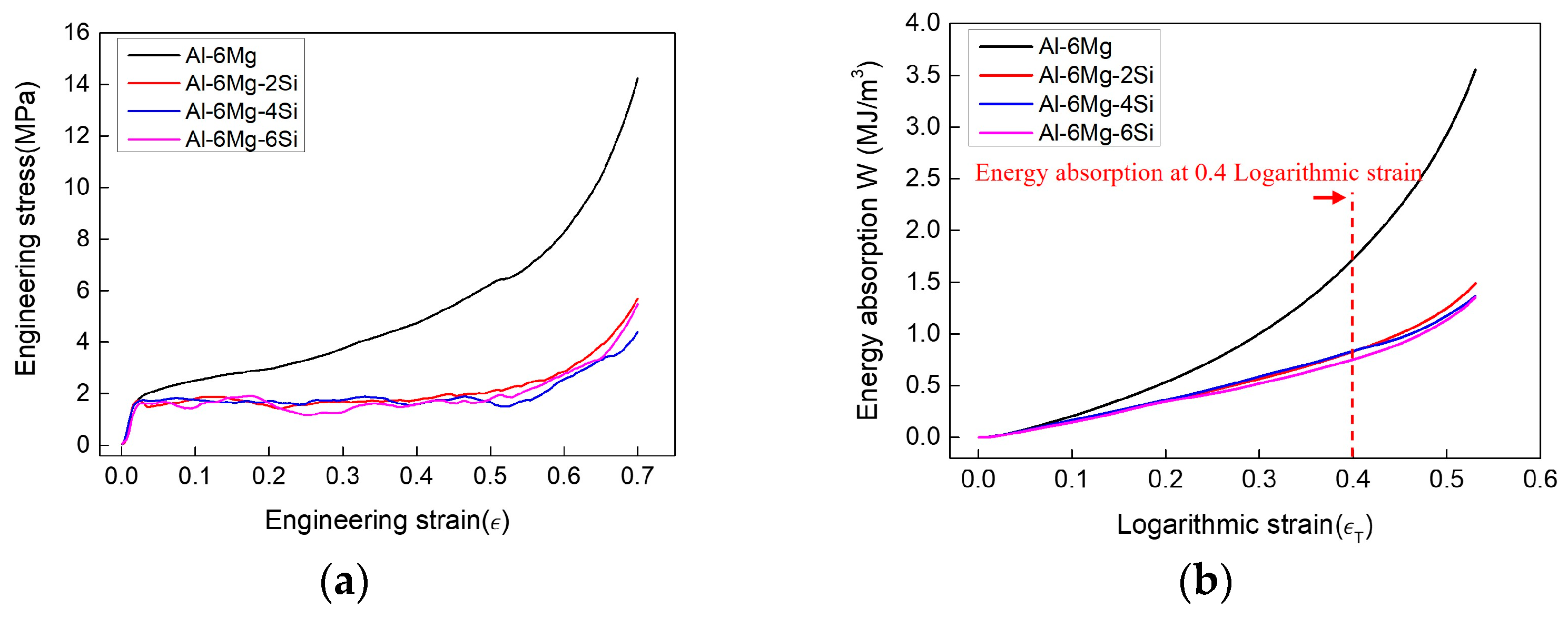
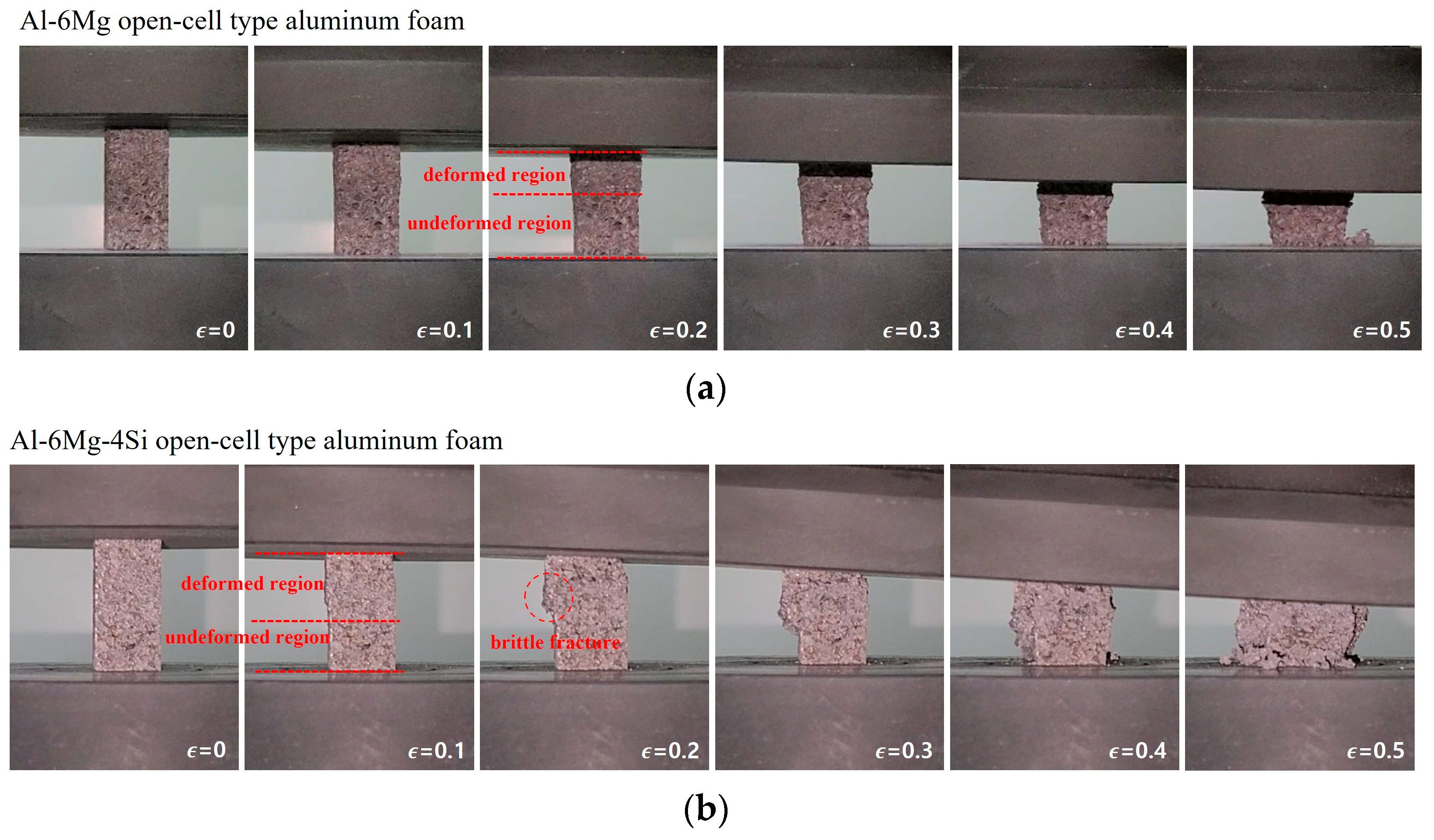
3.3.5. Al-6Mg-(0, 2, 4, 6)Si Alloy Foams
4. Conclusions
- Pore size
- Porosity
- Alloy composition
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Mustapha, K.A.; Anuar, F.S.; Sa’at, F.A.Z.M.; Zini, N.H.M.; Tokit, E.M.; Rao, N.S.; Hooman, K.; Abdi, I.A. Production of Open-Cell Foam Using Additive Manufacturing Method and Porous Morphology Effects. In Proceedings of the 7th International Conference and Exhibition on Sustainable Energy and Advanced Materials, Melaka, Malaysia, 23 November 2021. [Google Scholar]
- Xu, Q.; Wu, Y.; Chen, Y.; Nie, Z. Unlocking the Thermal Efficiency of Irregular Open-Cell Metal Foams: A Computational Exploration of Flow Dynamics and Heat Transfer Phenomena. Energies 2024, 17, 1305. [Google Scholar] [CrossRef]
- Patel, N.; Mittal, G.; Agrawal, M.; Pradhan, A.K. Aluminum foam production, properties, and applications: A review. Int. J. Metalcast. 2023, 18, 2181–2198. [Google Scholar] [CrossRef]
- Wan, T.; Liu, Y.; Zhou, C.; Chen, X.; Li, Y. Fabrication, Properties, and applications of open-cell aluminum foams: A review. J. Mater. Sci. Technol. 2021, 62, 11–24. [Google Scholar] [CrossRef]
- Barletta, M.; Gisario, A.; Guarino, S.; Rubino, G. Production of Open Cell Aluminum Foams by Using the Dissolution and Sintering Process (DSP). J. Manuf. Sci. Eng. 2009, 131, 041009. [Google Scholar] [CrossRef]
- Kim, J.H.; Kim, D.; Lee, M.G.; Lee, J.K. Multiscale Analysis of Open-Cell Aluminum Foam for Impact Energy Absorption. J. Mater. Eng. Perform. 2016, 25, 3977–3984. [Google Scholar] [CrossRef]
- Kim, J.; Ha, T.; Lee, Y.; Kang, B.; Kim, Y. Heat Dissipation of Open-Cell-Type Aluminum Foams Manufactured by Replication-Casting Process. Metals 2024, 14, 206. [Google Scholar] [CrossRef]
- Karuppasamy, R.; Barik, D. Production methods of aluminium foam: A brief review. Mater. Today Proc. 2021, 37, 1584–1587. [Google Scholar] [CrossRef]
- Banhart, J. Aluminum foams for lighter vehicles. Int. J. Veh. Des. 2005, 37, 114–125. [Google Scholar] [CrossRef]
- Wang, P.; Qin, D.; Wang, T.; Chen, J. Thermal Performance Analysis of Gradient Porosity Aluminium Foam Heat Sink for Air-Cooling Battery Thermal Management System. Appl. Sci. 2022, 12, 4628. [Google Scholar] [CrossRef]
- Hajizadeh, M.; Yazdani, M.; Vesali, S.; Khodarahmi, H.; Mostofi, T.M. An experimental investigation into the quasi-static compression behavior of open-cell aluminum foams focusing on controlling the space holder particle size. J. Manuf. Process. 2021, 70, 193–204. [Google Scholar] [CrossRef]
- Kumar, R.; Jain, H.; Sriram, S.; Chaudhary, A.; Khare, A.; Ch, V.A.N.; Mondal, D.P. Lightweight open cell aluminum foam for superior mechanical and electromagnetic interference shielding properties. Mater. Chem. Phys. 2020, 240, 122274. [Google Scholar] [CrossRef]
- Sathaiah, S.; Dubey, R.; Pandey, A.; Gorhe, N.R.; Joshi, T.C.; Chilla, V.; Muchhala, D.; Mondal, D.P. Effect of spherical and cubical space holders on the microstructural characteristics and its consequences on mechanical and thermal properties of open-cell aluminum foam. Mater. Chem. Phys. 2021, 273, 125115. [Google Scholar] [CrossRef]
- Ćwieka, K.; Skibiński, J. Elastic Properties of Open Cell Metallic Foams—Modeling of Pore Size Variation Effect. Materials 2022, 15, 6818. [Google Scholar] [CrossRef] [PubMed]
- Reder, M.; Holland-Cunz, J.; Lorson, P.; August, A.; Nestler, B. Simulative Determination of Effective Mechanical Properties for Digitally Generated Foam Geometries. Adv. Eng. Mater. 2023, 25, 2300340. [Google Scholar] [CrossRef]
- Queheillalt, D.T.; Hass, D.D.; Sypeck, D.J.; Wadley, H.N.G. Synthesis of open-cell metal foams by templated directed vapor deposition. J. Mater. Res. 2001, 16, 1028–1036. [Google Scholar] [CrossRef]
- Wan, T.; Liu, Y.; Zhou, C.; Ding, X.; Chen, X.; Li, Y. Fabrication of high-porosity open-cell aluminum foam via high-temperature deformation of CaCl2 space-holders. Mater. Lett. 2021, 284, 129018. [Google Scholar] [CrossRef]
- Fischer, S.F.; Schüler, P.; Fleck, C.; Bührig-Polaczek, A. Influence of the casting and mould temperatures on the (micro)structure and compression behaviour of investment-cast open-pore aluminium foams. Acta Mater. 2013, 61, 5152–5161. [Google Scholar] [CrossRef]
- Kulshreshtha, A.; Dhakad, S.K. Preparation of metal foam by different methods: A review. Mater. Today-Proc. 2019, 26, 1784–1790. [Google Scholar] [CrossRef]
- Neville, B.P.; Rabiei, A. Composite metal foams processed through powder metallurgy. Mater. Des. 2008, 29, 388–396. [Google Scholar] [CrossRef]
- Almonti, D.; Baiocco, G.; Tagliaferri, V.; Ucciardello, N. Design and Mechanical Characterization of Voronoi Structures Manufactured by Indirect Additive Manufacturing. Materials 2020, 13, 1085. [Google Scholar] [CrossRef]
- Dubinin, O.N.; Bondareva, J.V.; Kuzminova, Y.O.; Simonov, A.P.; Varfolomeev, I.A.; Yakimchuk, I.V.; Evlashin, S.A. A promising approach to 3D printing of metal foam with defined porosity. J. Porous Mat. 2023, 30, 1565–1573. [Google Scholar] [CrossRef]
- Zhang, X.; Wang, R.; Li, X.; Lu, C.; Wang, Z.; Wang, W. Energy Absorption Performance of Open-Cell Aluminum Foam and Its Application in Landing Buffer System. J. Mater. Eng. Perform. 2021, 30, 6132–6145. [Google Scholar] [CrossRef]
- Parveez, B.; Jamal, N.A.; Anuar, H.; Ahmad, Y.; Aabid, A.; Baig, M. Microstructure and Mechanical Properties of Metal Foams Fabricated via Melt Foaming and Powder Metallurgy Technique A Review. Materials 2002, 15, 5302. [Google Scholar] [CrossRef] [PubMed]
- Oh, S.H.; Kang, H.J.; Yoon, P.H.; Lee, G.H.; Shin, S.M.; Choi, Y.S.; Park, J.Y. Feasibility Study on the Fabricating of Carbon-Nanotube-Reinforced Al-Si-Cu Alloy Matrix Composites Using Oxygen-Replacing Die Casting Process. Metals 2023, 14, 730. [Google Scholar] [CrossRef]
- Huang, Z.X.; Yan, H.Y.; Wang, Z.W. Microstructure and mechanical properties of strontium-modified ADC12 alloy processed by heat treatment. J. Cent. South Univ. 2018, 25, 1263–1273. [Google Scholar] [CrossRef]
- Liu, J.; Wu, Q.; Yan, H.; Zhong, S.; Huang, Z. Effect of Trace Yttrium Addition and Heat Treatment on the Microstructure and Mechanical Properties of As-Cast ADC12 Aluminum Alloy. Appl. Sci. 2019, 9, 53. [Google Scholar] [CrossRef]
- Giang, L.D.; Tuan, N.A.; Luu, D.V.; Du, N.V.; Tien, N.M. Optimization of Process Parameters on Microstructure and Mechanical Properties of ADC12 Alloy Aptomat Contact Fabricated by Thixoextrusion. Mater. Proc. 2021, 3, 29. [Google Scholar] [CrossRef]
- Okayasu, M.; Sakai, H. The Effects of Defects on Tensile Properties of Cast ADC12 Aluminum Alloy. Metall. Mater. Trans. A 2015, 46, 5418–5430. [Google Scholar] [CrossRef]
- Hébert, G.; Dubé, D.; Tremblay, R. Tensile and fatigue behaviour of thin-walled cast A383.0 components. Mater. Sci. Eng. A 2012, 552, 89–96. [Google Scholar] [CrossRef]
- Lumley, R.N.; Viano, D.; Griffiths, J.R.; Davidson, G.J. The Effect of Heat Treatment on Tensile, Fatigue and Fracture Resistance of ADC3, ADC10, and ADC12 Alloys. In Proceedings of the International Conference on Aluminium Alloys, Yokohama, Japan, 7 September 2010. [Google Scholar]
- Okayasu, M.; Ota, K.; Takeuchi, S.; Ohfuji, H.; Shiraishi, T. Influence of microstructural characteristics on mechanical properties of ADC12 aluminum alloy. Mater. Sci. Eng. A 2014, 592, 189–200. [Google Scholar] [CrossRef]
- Yeom, G.Y.; Lim, H.K.; Kim, S.K.; Hyun, S.K.; Yoon, Y.O. Effects of Mg Enhancement and Heat Treatment on Microstructures and Tensile Properties of Al2Ca-Added ADC12 Die Casting Alloys. J. Mater. Sci. Technol. 2016, 32, 1043–1048. [Google Scholar] [CrossRef]
- Okayasu, M.; Sahara, N.; Mayama, N. Effect of the microstructural characteristics of die-cast ADC12 alloy controlled by Na and Cu on the mechanical properties of the alloy. Mater. Sci. Eng. A 2022, 831, 142120. [Google Scholar] [CrossRef]
- Syahid, M.; Okayasu, M.; Wu, S. Material properties of Al-Si-Cu aluminium alloy produced by the rotational cast technology. Int. J. Smart Mater. Mechatron. 2016, 3, 145–150. [Google Scholar]
- Jin, C.K. Microstructures and Mechanical Properties of A356 Alloy and A6061 Alloy through Rheo, Upsetting, Thixo, Forming Process, and T6 Heat Treatment. Metals 2022, 12, 2051. [Google Scholar] [CrossRef]
- Xu, S.P.; Shi, C.S.; Zhao, N.Q.; He, C.N. Microstructure and tensile properties of A356 alloy with different Sc/Zr additions. Rare Metals 2021, 40, 2514–2522. [Google Scholar] [CrossRef]
- Dong, G.; Ma, S.; Zhang, D.; Bi, J.; Wang, J.; Starostenkov, M.D.; Xu, Z. Process optimization of A356 aluminum alloy wheel hub fabricated by low-pressure die casting with simulation and experimental coupling methods. J. Mater. Res. Technol. 2023, 24, 3118–3132. [Google Scholar] [CrossRef]
- Zhang, S.; Zhang, G.; Jia, H.; Teng, D.; Li, J.; Guan, R. Genetic behavior of Al-Sr-Ti-C master alloy from casting to continuous rheo-extrusion and its refinement and modification effects on A356 alloy. J. Mater. Sci. 2024, 59, 8515–8534. [Google Scholar] [CrossRef]
- Hu, X.P.; Zhao, Y.; Wang, Q.; Zhang, X.Z.; Li, R.X.; Zhang, B.R. Effect of pouring and cooling temperatures on microstructures and mechanical properties of as-cast and T6 treated A356 alloy. China Foundry 2019, 16, 380–385. [Google Scholar] [CrossRef]
- Kumar, S.; Tewari, S.P.; Rajak, U.; Dasore, A.; Verma, T.N. Properties evaluation of A356 and A319 Aluminum alloys under different casting conditions. Mater. Today Proc. 2022, 49, 523–528. [Google Scholar] [CrossRef]
- Hu, X.; Li, R.; Wang, Q. Cross-section Effect on Mechanical Properties of Al A356 Alloy Tensile Specimens. J. Phys. Conf. Ser. 2021, 1939, 012031. [Google Scholar] [CrossRef]
- Tamula, R.; Behl, A.; Borkar, H. Effect of Addition of Grain Refiner and Modifier on Microstructural and Mechanical Properties of Squeeze Cast A356 Alloy. Trans. Indian I. Metals 2022, 75, 2395–2408. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Chemical Composition (wt.%) | |||||||
|---|---|---|---|---|---|---|---|---|
| Si | Fe | Cu | Mn | Mg | Zn | Ti | Al | |
| A356 | 7.08 | 0.20 | 0.08 | 0.05 | 0.29 | 0.02 | 0.12 | bal. |
| A383 | 10.92 | 0.87 | 1.98 | 0.23 | 0.22 | 0.71 | 0.08 | bal. |
| Al-6Mg | - | 0.04 | - | - | 5.83 | - | - | bal. |
| Al-6Mg-2Si | 1.92 | 0.04 | - | - | 5.99 | - | - | bal. |
| Al-6Mg-4Si | 4.03 | 0.05 | - | - | 5.84 | - | - | bal. |
| Al-6Mg-6Si | 5.98 | 0.04 | - | - | 5.91 | - | - | bal. |
| Alloy | Ramming Count | Space Holder Size (mm) | Relative | (%) | Average Cell Wall Thickness (mm) |
|---|---|---|---|---|---|
| A356 | Two | 0.7~1.0 | 0.452 ± 0.006 | 54.8 ± 0.6 | 0.26 ± 0.01 |
| 1.0~2.0 | 0.447 ± 0.008 | 55.3 ± 0.8 | 1.01 ± 0.05 | ||
| 2.8~3.4 | 0.441 ± 0.006 | 55.9 ± 0.6 | 2.03 ± 0.07 | ||
| Five | 0.7~1.0 | 0.388 ± 0.006 | 61.2 ± 0.6 | 0.22 ± 0.01 | |
| 1.0~2.0 | 0.381 ± 0.005 | 61.9 ± 0.5 | 0.88 ± 0.04 | ||
| 2.8~3.4 | 0.373 ± 0.006 | 62.7 ± 0.6 | 1.76 ± 0.06 | ||
| A383 | Two | 0.7~1.0 | 0.457 ± 0.005 | 54.3 ± 0.5 | 0.28 ± 0.02 |
| 1.0~2.0 | 0.446 ± 0.004 | 55.4 ± 0.4 | 0.99 ± 0.04 | ||
| 2.8~3.4 | 0.443 ± 0.006 | 55.7 ± 0.6 | 2.11 ± 0.08 | ||
| Five | 0.7~1.0 | 0.386 ± 0.006 | 61.4 ± 0.6 | 0.23 ± 0.01 | |
| 1.0~2.0 | 0.381 ± 0.005 | 61.9 ± 0.5 | 0.85 ± 0.03 | ||
| 2.8~3.4 | 0.372 ± 0.004 | 62.8 ± 0.4 | 1.78 ± 0.07 | ||
| Al-6Mg | Two | 1.0~2.0 | 0.449 ± 0.004 | 55.1 ± 0.4 | 1.01 ± 0.05 |
| Al-6Mg-2Si | 1.0~2.0 | 0.452 ± 0.005 | 54.8 ± 0.5 | 1.03 ± 0.04 | |
| Al-6Mg-4Si | 1.0~2.0 | 0.447 ± 0.007 | 55.3 ± 0.7 | 0.99 ± 0.04 | |
| Al-6Mg-6Si | 1.0~2.0 | 0.451 ± 0.005 | 54.9 ± 0.5 | 1.03 ± 0.05 |
| Alloy | Relative Density | (%) | Compressive Yield Strength (MPa) | Energy Absorption at 0.4 Logarithmic Strain (MJ/m3) |
|---|---|---|---|---|
| Al-6Mg | 0.449 ± 0.005 | 55.1 ± 0.5 | 1.72 ± 0.05 | 1.75 ± 0.08 |
| Al-6Mg-2Si | 0.452 ± 0.005 | 54.8 ± 0.5 | 1.68 ± 0.08 | 0.83 ± 0.04 |
| Al-6Mg-4Si | 0.447 ± 0.004 | 55.3 ± 0.4 | 1.70 ± 0.07 | 0.83 ± 0.06 |
| Al-6Mg-6Si | 0.451 ± 0.006 | 54.9 ± 0.6 | 1.66 ± 0.04 | 0.75 ± 0.05 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, J.; Ha, T.; Lee, Y.; Kang, B.; Kim, Y. Mechanical Properties and Deformation Behavior of Open-Cell Type Aluminum Foams with Structural Conditions and Alloy Composition. Metals 2024, 14, 877. https://doi.org/10.3390/met14080877
Kim J, Ha T, Lee Y, Kang B, Kim Y. Mechanical Properties and Deformation Behavior of Open-Cell Type Aluminum Foams with Structural Conditions and Alloy Composition. Metals. 2024; 14(8):877. https://doi.org/10.3390/met14080877
Chicago/Turabian StyleKim, Jongmin, Taekyu Ha, Youngki Lee, Byungil Kang, and Youngjig Kim. 2024. "Mechanical Properties and Deformation Behavior of Open-Cell Type Aluminum Foams with Structural Conditions and Alloy Composition" Metals 14, no. 8: 877. https://doi.org/10.3390/met14080877