
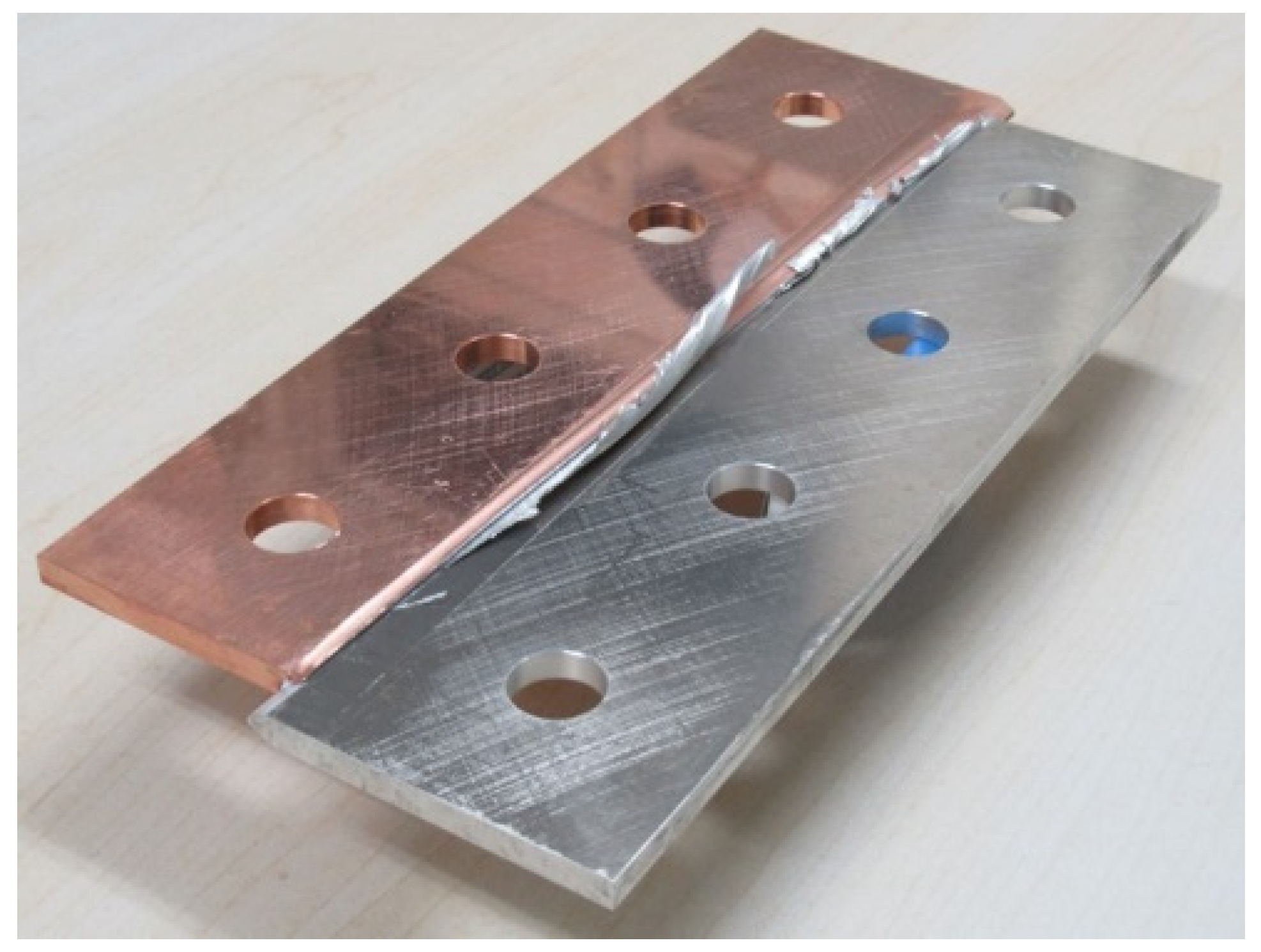
Joining of Copper and Aluminum Alloy A6061 Plates at Edges by High-Speed Sliding with Compression


Abstract
1. Introduction
2. Impact Joining Device and Experimental Conditions
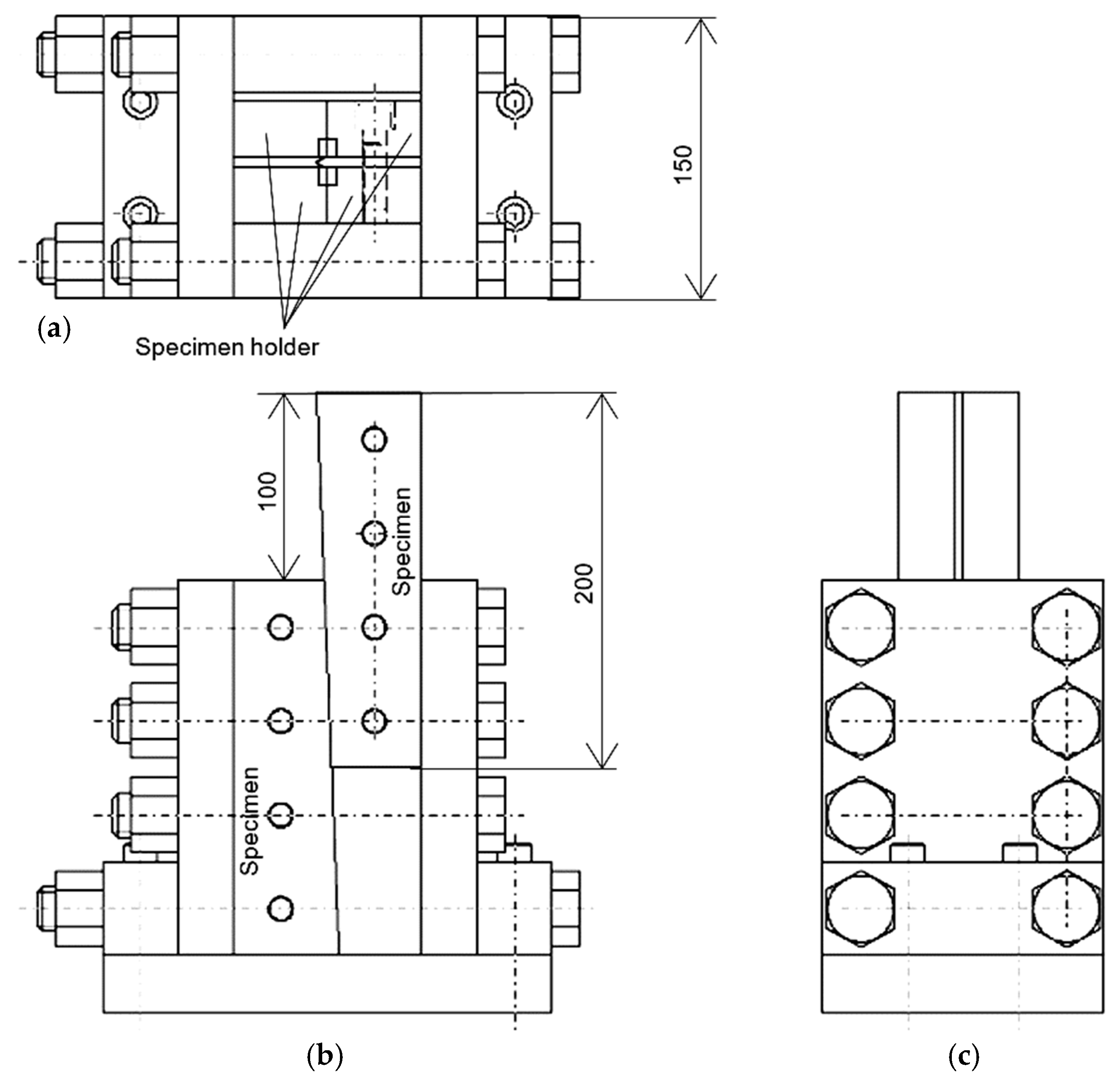
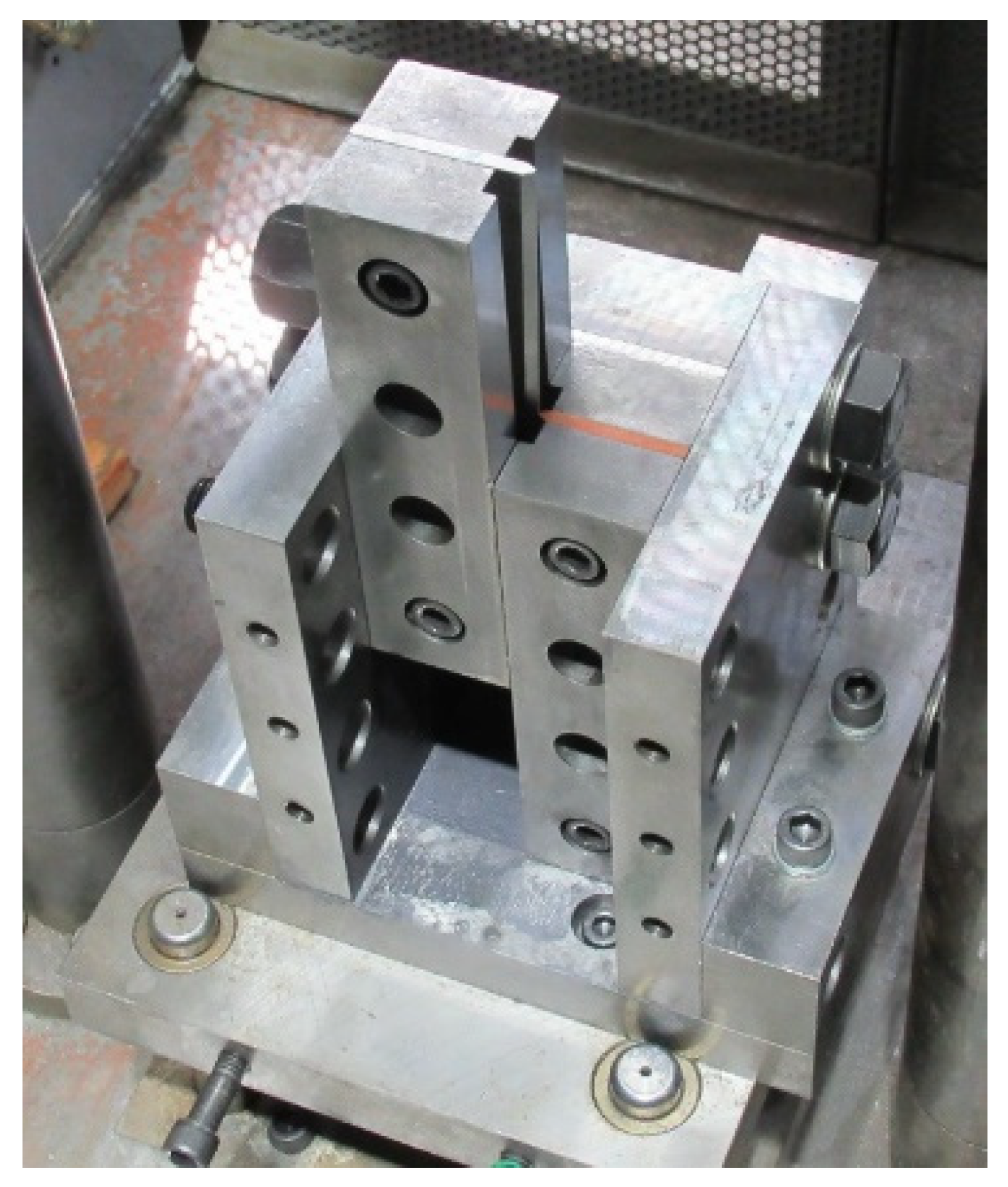
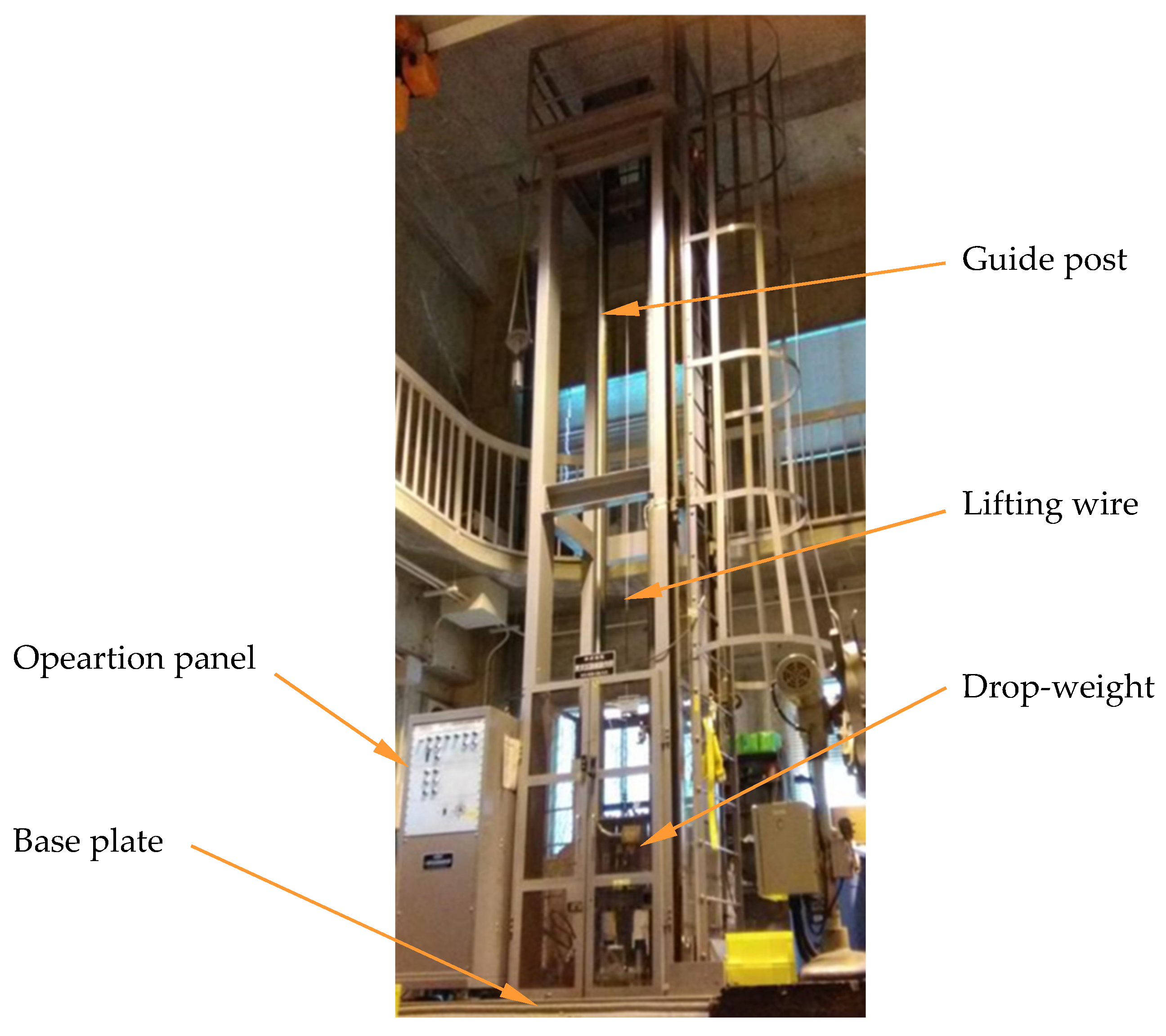
2.1. Impact Joining Device
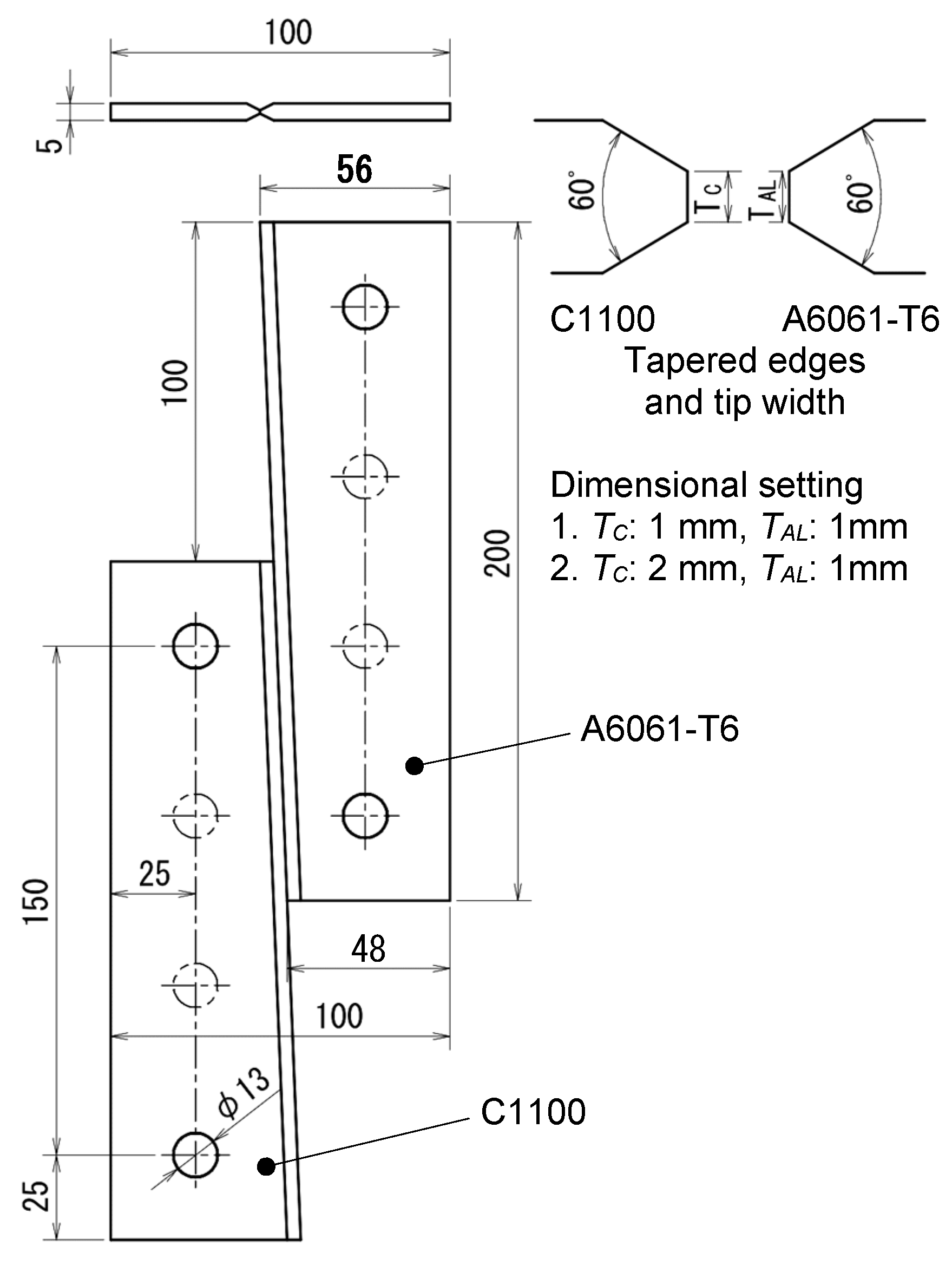
2.2. Experimental Conditions
3. Evaluation of Joint Efficiency
4. Experimental Result and Discussion
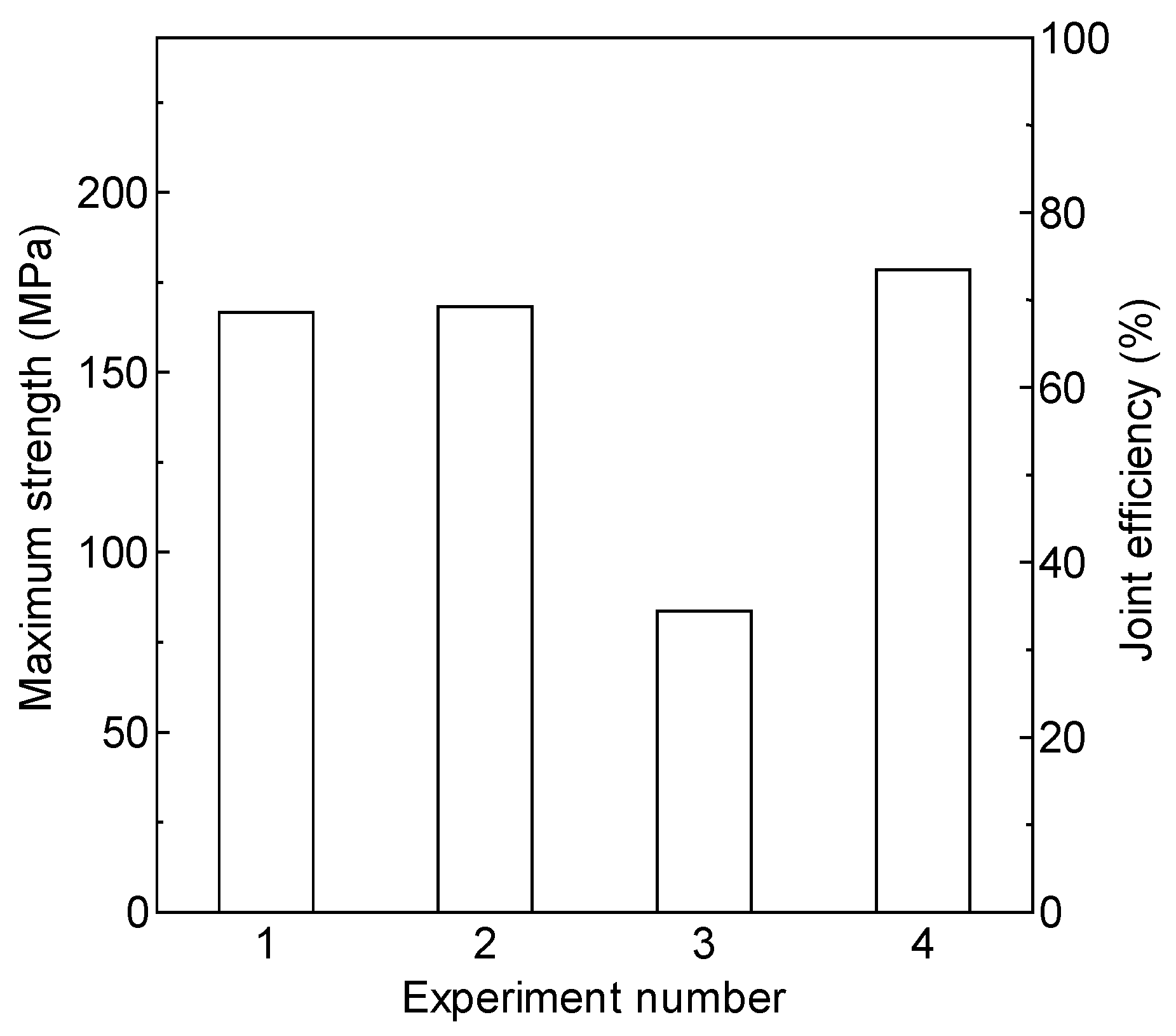
4.1. Effect of Tip Width of Plate Edge of Copper
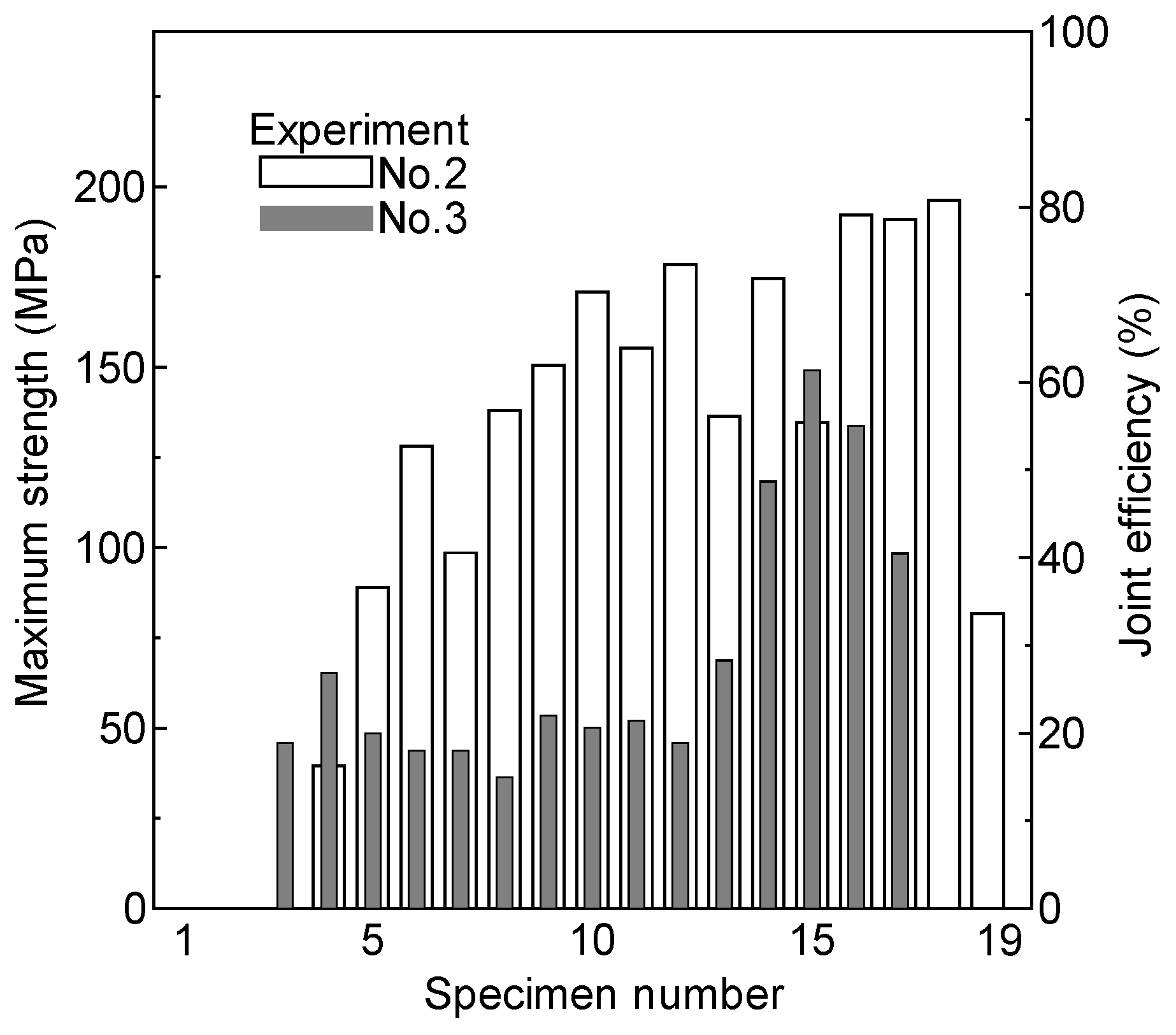
4.2. Effect of Emery Paper Finish
4.3. Deformation Process Achieving Strong Joint
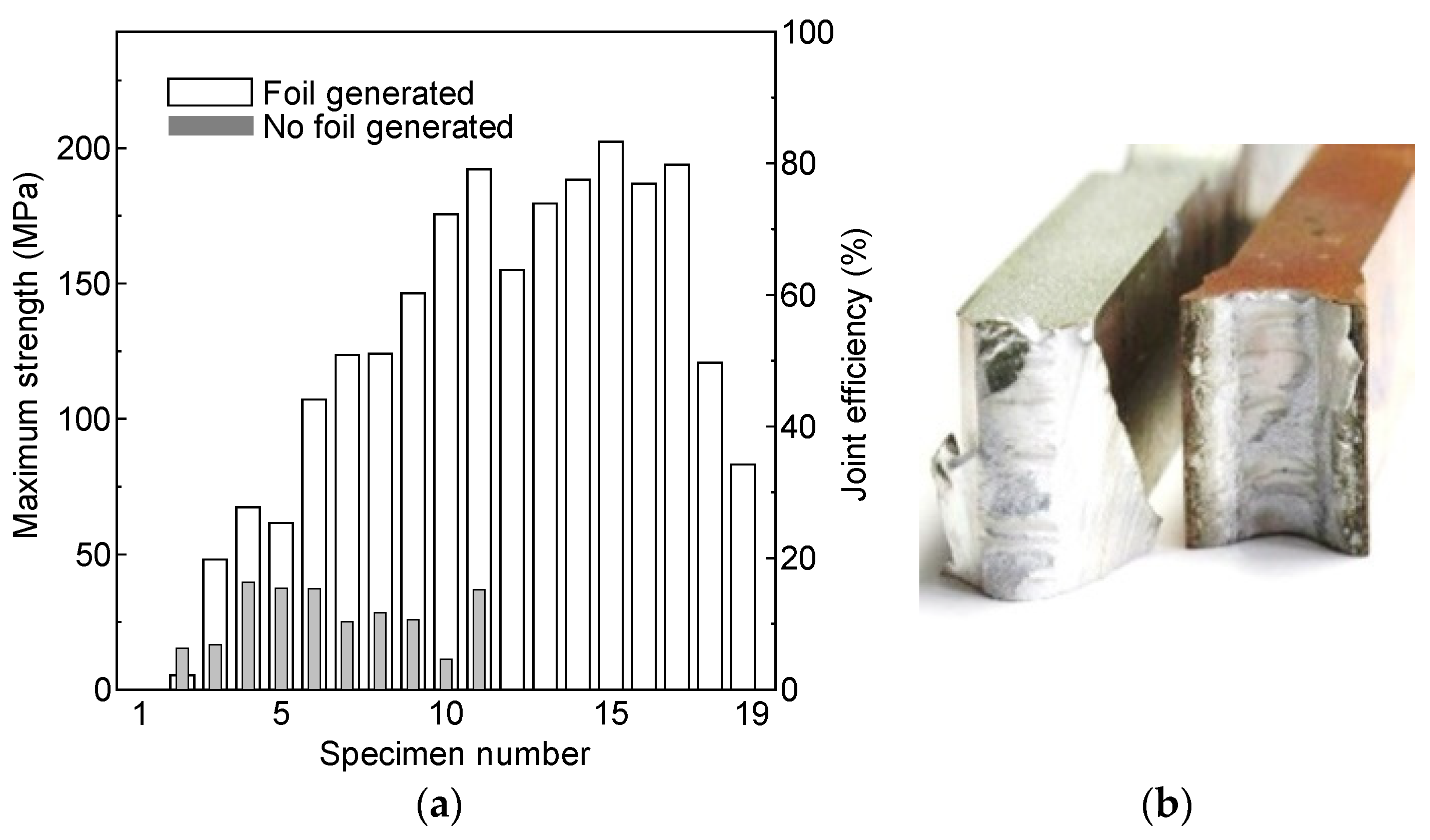
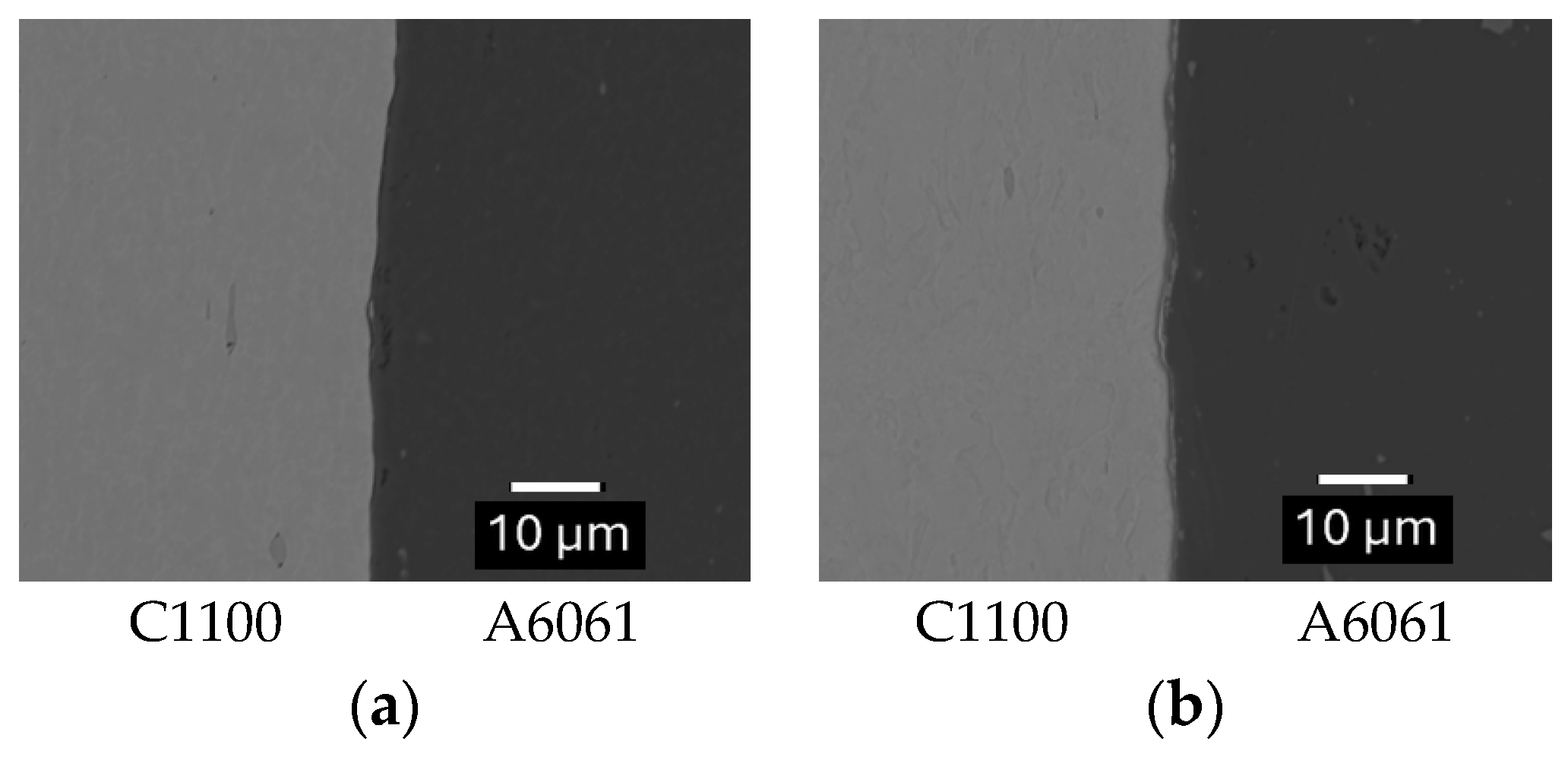
4.3.1. Formation of Aluminum Foil
4.3.2. Effect of Surface Finish on Joining Performance
5. Conclusions
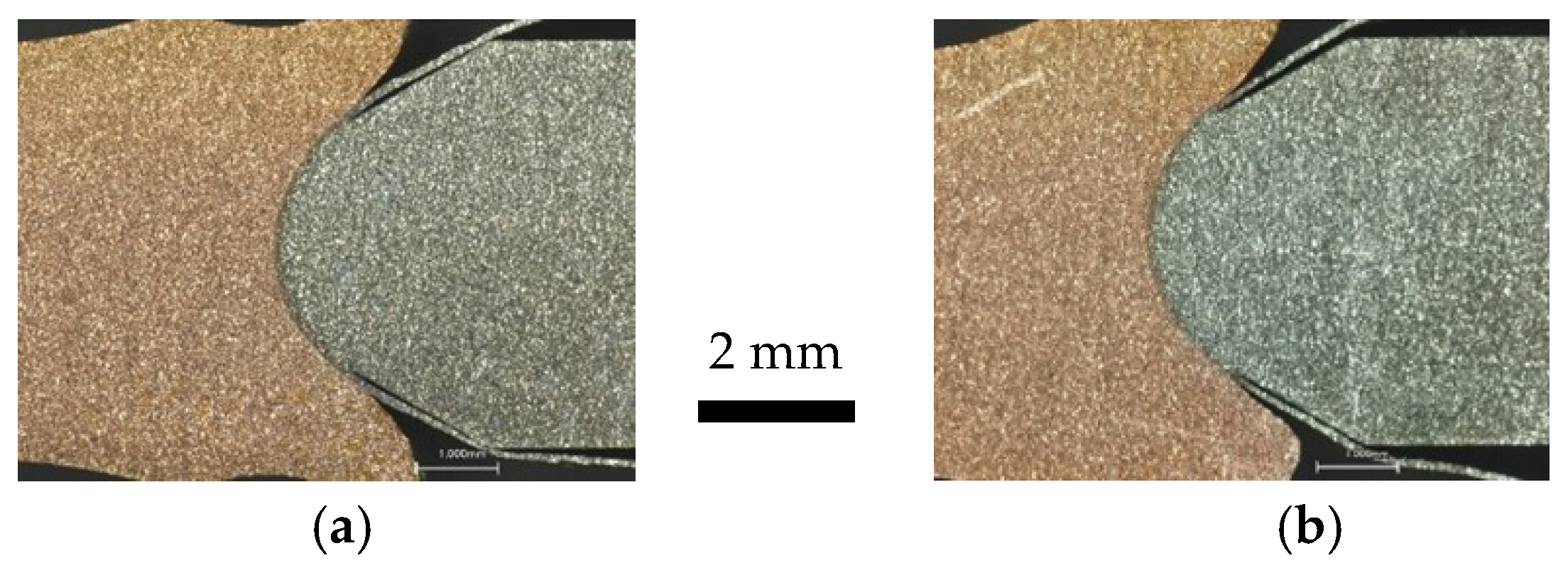
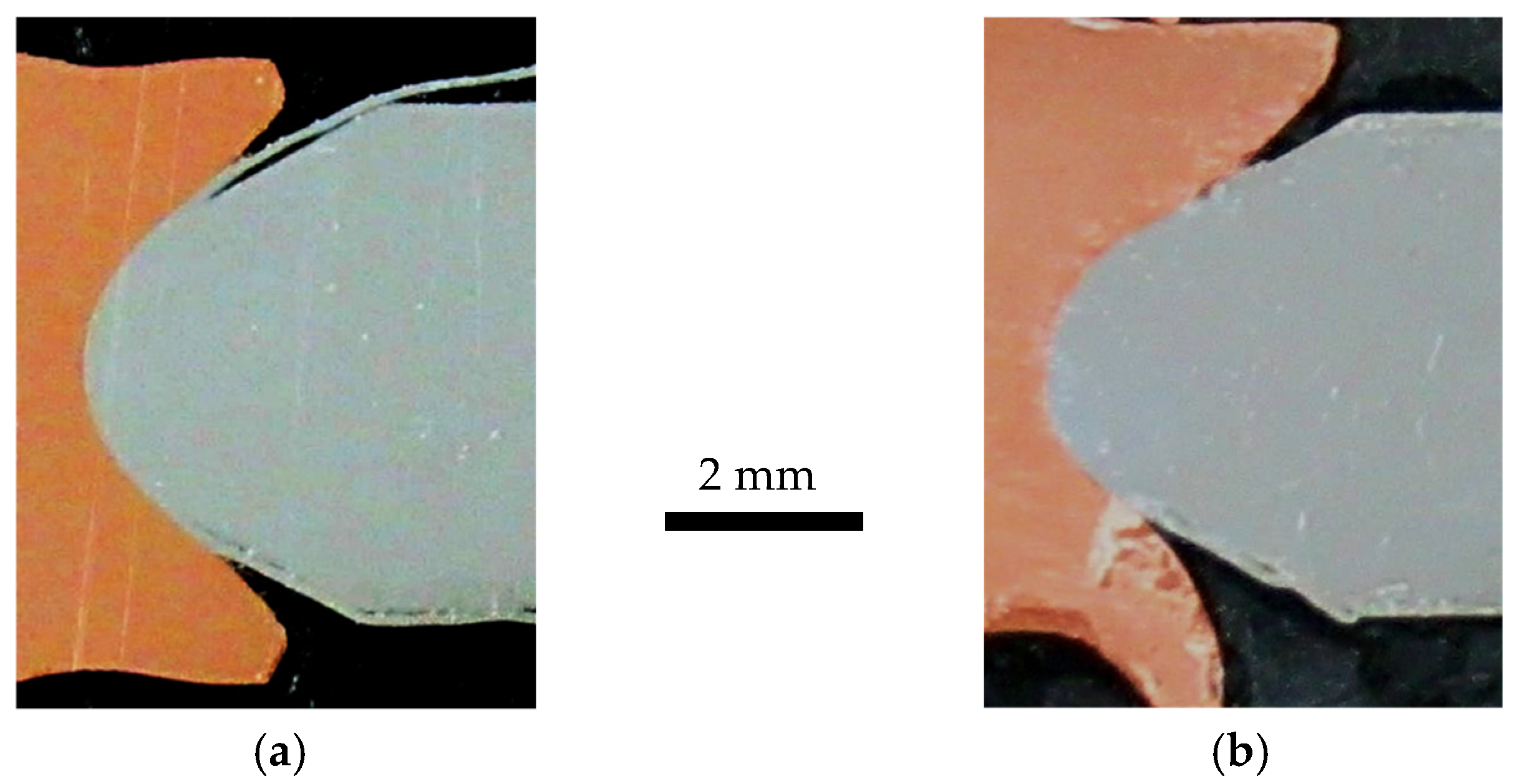
- The joining is not achieved throughout the thickness of the plate. There are notched portions near both surfaces. When the tip width of the C1100 is set larger than that of A6061-T6, the joined length in the thickness of the plate becomes larger by approximately 6%, and the average joining strength increases by approximately 10%.
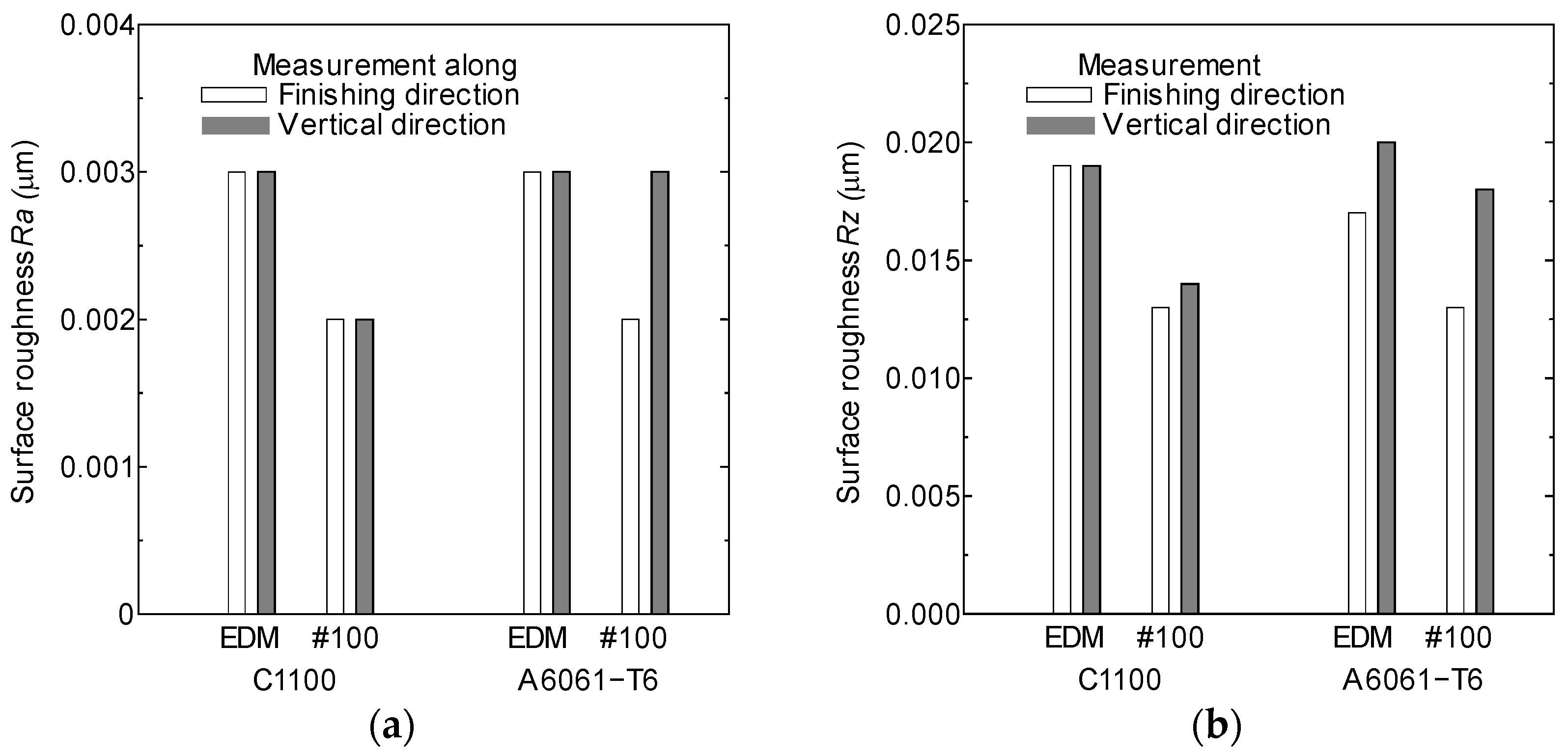
- Non-joining result was often obtained in using the EDMed surface of the test plate. By applying the emery paper finish on the EDMed surface, non-joining result was prevented in the multiple experiment. The finishing direction is found effective only in the longitudinal direction of the plate. Joint strength is very weak for the transverse direction.
- A dumbbell-type tensile test specimen was prepared from a joined plate in which the notched portions were eliminated by reducing the thickness from 5 to 3 mm. Six of the eight specimens showed a fracture at C1100, and the joint efficiency was 100%. The joint efficiency for the remaining two cases was 88.9% and 99.8%, which is relatively good.
- The temperature rise of the C1100 was calculated considering the expansion of surface area, strain rate sensitivity, etc. The temperature would probably rise by more than 250 K during high-speed compression with sliding motion. Therefore, due to that the strength of the A6061-T6 becomes lower than that of C1100, the softened aluminum surface layer is protruded to generate foil.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Bay, N. Mechanisms producing metallic bonds in cold welding. Weld. Res. Suppl. 1983, 62, 137–142. [Google Scholar]
- Bay, N.; Clemensen, C.; Juelstorp, O. Bond Strength in cold roll bonding. Ann. CIRP 1985, 34, 221–224. [Google Scholar] [CrossRef]
- Zhang, W.; Bay, N. Cold welding-Experimental investigation of the surface preparation methods. Welding J. 1997, 76, 326–330. [Google Scholar]
- Zhang, W.; Bay, N. Cold welding theoretical modeling of the weld formation. Welding Res. Suppl. 1997, 10, 417–430. [Google Scholar]
- Khaledi, K.; Rezaei, S.; Wulfinghoff, S.; Reese, S. Modeling of joining by plastic deformation using a bonding interface finite element. Int. J. Solid Struct. 2019, 160, 68–79. [Google Scholar] [CrossRef]
- Wagener, H.W.; Haats, J. Pressure welding of corrosion resistant metals by cold extrusion. J. Mater. Proc. Technol. 1994, 45, 275–280. [Google Scholar] [CrossRef]
- Groche, P.; Wohletz, S.; Mann, A.; Krech, M.; Monnerjahn, V. Conjoint forming–technologies for simultaneous forming and joining. Mater. Sci. Eng. 2016, 119, 012025. [Google Scholar] [CrossRef]
- Wohletz, S.; Groche, P. Temperature influence on bond formation in multi-material joining by forging. Procedia Engng. 2014, 81, 2000–2005. [Google Scholar] [CrossRef]
- Groche, P.; Wohletz, S.; Brenneis, M.; Pabst, C.; Resch, F. Joining by forming-A review on joint mechanisms, applications and future trends. J. Mater. Process. Technol. 2014, 214, 1972–1994. [Google Scholar] [CrossRef]
- Wu, H.Y.; Lee, S.; Wang, J.Y. Solid-state bonding of iron-based alloys, steel-brass, and aluminum alloys. J. Mater. Proc. Technol. 1998, 75, 173–179. [Google Scholar] [CrossRef]
- Huang, Z.; Yanagimoto, J. Dissimilar joining of aluminum alloy and stainless steel thin sheets by thermally assisted plastic deformation. J. Mater. Proc. Technol. 2015, 225, 393–404. [Google Scholar] [CrossRef]
- Loh, N.L.; Wu, Y.L.; Khor, K.A. Shear bond strength of nickel/alumina interfaces diffusion bonded by HIP. J. Mater. Proc. Technol. 1993, 37, 711–721. [Google Scholar] [CrossRef]
- Yamagishi, H. Tensile strength and fracture morphology of Fe/Al solid-state bonding interface obtained by forge welding: Effect of oxide scale and estimation of the bond strength of each phase. Metall. Mater. Trans. 2022, 53A, 4064–4080. [Google Scholar] [CrossRef]
- Pawlicki, M.; Drenger, T.; Pieszak, M.; Borowski, J. Cold upset forging joining of ultra-fine-grained aluminium and copper. J. Mater. Proc. Technol. 2015, 223, 193–202. [Google Scholar] [CrossRef]
- Eivani, A.R.; Mirzakoochakshirazi, H.R.; Jafarian, H.R. Investigation of joint interface and cracking mechanism of thick cladding of copper on aluminum by equal channel angular pressing (ECAP). J. Mater. Res. Technol. 2020, 9, 3394–3405. [Google Scholar] [CrossRef]
- Matsumoto, R.; Hashimoto, K.; Utsunomiya, H. Improvement in bonding strength by applying circumferential sliding in cold copper/aluminum forge-bonding. J. Mater. Proc. Technol. 2022, 307, 117685. [Google Scholar] [CrossRef]
- Yamagishi, H. Cu/Al dissimilar cold spot forge welding: Effects of bonding temperature and reduction ratio on joint strength and reaction layer growth. Metall. Mater. Trans. 2023, 54A, 3519–3536. [Google Scholar] [CrossRef]
- Kaya, Y. Investigation of copper-aluminium composite materials produced by explosive welding. Metals 2018, 8, 780. [Google Scholar] [CrossRef]
- Puentes, S.; Serrano, R.F.; Gonzalez-Doncel, G.; Hattel, J.H.; Mishin, O.V. Microstructure and mechanical properties of friction stir welded AA6061/AA6061 + 40 vol% SiC plates. Metals 2021, 11, 206. [Google Scholar] [CrossRef]
- Ji, Y.; Wu, S.; Zhao, D. Microstructure and mechanical properties of friction welding joints with dissimilar titanium alloys. Metals 2016, 6, 108. [Google Scholar] [CrossRef]
- Eslami, N.; Harms, A.; Deringer, J.; Fricke, A.; Böhm, A. Dissimilar friction stir butt welding of aluminum and copper with cross-section adjustment for current-carrying components. Metals 2018, 8, 661. [Google Scholar] [CrossRef]
- Yang, J.; Cao, B. Investigation of resistance heat assisted ultrasonic welding of 6061 aluminum alloys to pure copper. Mater. Design 2015, 74, 19–24. [Google Scholar] [CrossRef]
- He, X.; Zhao, L.; Deng, C.; Xing, B.; Gu, F.; Ball, A. Self-piercing riveting of similar and dissimilar metal sheets of aluminum alloy and copper alloy. Mater. Design 2015, 65, 923–933. [Google Scholar] [CrossRef]
- Lei, L.; He, X.; Zhao, D.; Zhang, Y.; Gu, F.; Ball, A. Clinch-bonded hybrid joining for similar and dissimilar copper alloy, aluminium alloy and galvanized steel sheets. Thin-Walled Struct. 2018, 131, 393–403. [Google Scholar] [CrossRef]
- Mathivanan, K.; Plapper, P. Laser welding of dissimilar copper and aluminum sheets by shaping the laser pulses. Procedia Manufact. 2019, 36, 154–162. [Google Scholar] [CrossRef]
- Dimatteo, V.; Ascari, A.; Liverani, E.; Fortunato, A. Experimental investigation on the effect of spot diameter on continuous-wave laser welding of copper and aluminum thin sheets for battery manufacturing. Opt. Laser Technol. 2022, 145, 107495. [Google Scholar] [CrossRef]
- Yamashita, M.; Shibuya, T.; Nikawa, M. Impact joining of metallic sheets and evaluation of its performance. Mater. Res. Proc. 2019, 13, 91–96. [Google Scholar] [CrossRef]
- Yamashita, M.; Iwatsuka, T.; Taguchi, H.; Nikawa, M. Impact joining of pure copper C1100 and aluminum alloy A6061-T6 plates at edges. Metals 2022, 12, 1565. [Google Scholar] [CrossRef]
- Yamashita, M.; Imayoshi, A.; Nikawa, M. Joining of metal plates at edges by high-speed sliding with compression. In Proceedings of the 14th International Conference on the Technology of Plasticity-Current Trends in the Technology of Plasticity. ICTP 2023. Lecture Notes in Mechanical Engineering; Springer: Cham, Switzerland, 2023; pp. 19–26. [Google Scholar] [CrossRef]
- Yamashita, M.; Gotoh, M.; Fujita, E. Development of drop-hammer compression apparatus with controlled stopping device and its application to bonding test. JSME Int. J. Ser. C 1997, 40, 525–532. [Google Scholar] [CrossRef]
- Kapoor, R.; Nemat-Nasser, S. Determination of temperature rise during high strain rate deformation. Mech. Mater. 1998, 27, 1–12. [Google Scholar] [CrossRef]
- Scapin, M.; Manes, A. Behavior of Al6061-T6 alloy at different temperatures and strain-rates: Experimental characterization and material modelling. Mater. Sci. Eng. A 2018, 734, 318–328. [Google Scholar] [CrossRef]
- Ogar, P.; Ugryumov, E.; Koryakyn, I. The Influence of the mechanical properties of copper at elevated temperatures on the tightness of the sealing joint. Mater. Today: Proc. 2021, 38, 1764–1768. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Ultimate Tensile Strength (MPa) | C (MPa) | n-Value |
|---|---|---|---|
| C1100-1/4H | 243 | 443 | 0.249 |
| A6061-T6 | 322 | 431 | 0.084 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yamashita, M.; Nishimura, Y.; Imayoshi, A.; Nikawa, M. Joining of Copper and Aluminum Alloy A6061 Plates at Edges by High-Speed Sliding with Compression. Metals 2024, 14, 878. https://doi.org/10.3390/met14080878
Yamashita M, Nishimura Y, Imayoshi A, Nikawa M. Joining of Copper and Aluminum Alloy A6061 Plates at Edges by High-Speed Sliding with Compression. Metals. 2024; 14(8):878. https://doi.org/10.3390/met14080878
Chicago/Turabian StyleYamashita, Minoru, Yuya Nishimura, Aisuke Imayoshi, and Makoto Nikawa. 2024. "Joining of Copper and Aluminum Alloy A6061 Plates at Edges by High-Speed Sliding with Compression" Metals 14, no. 8: 878. https://doi.org/10.3390/met14080878
APA StyleYamashita, M., Nishimura, Y., Imayoshi, A., & Nikawa, M. (2024). Joining of Copper and Aluminum Alloy A6061 Plates at Edges by High-Speed Sliding with Compression. Metals, 14(8), 878. https://doi.org/10.3390/met14080878