
The 650 °C Tensile Deformation of Graded IN718-René41 Superalloy Fabricated by Laser Blown-Powder Directed Energy Deposition

 ,
,  ,
,
Abstract
1. Introduction
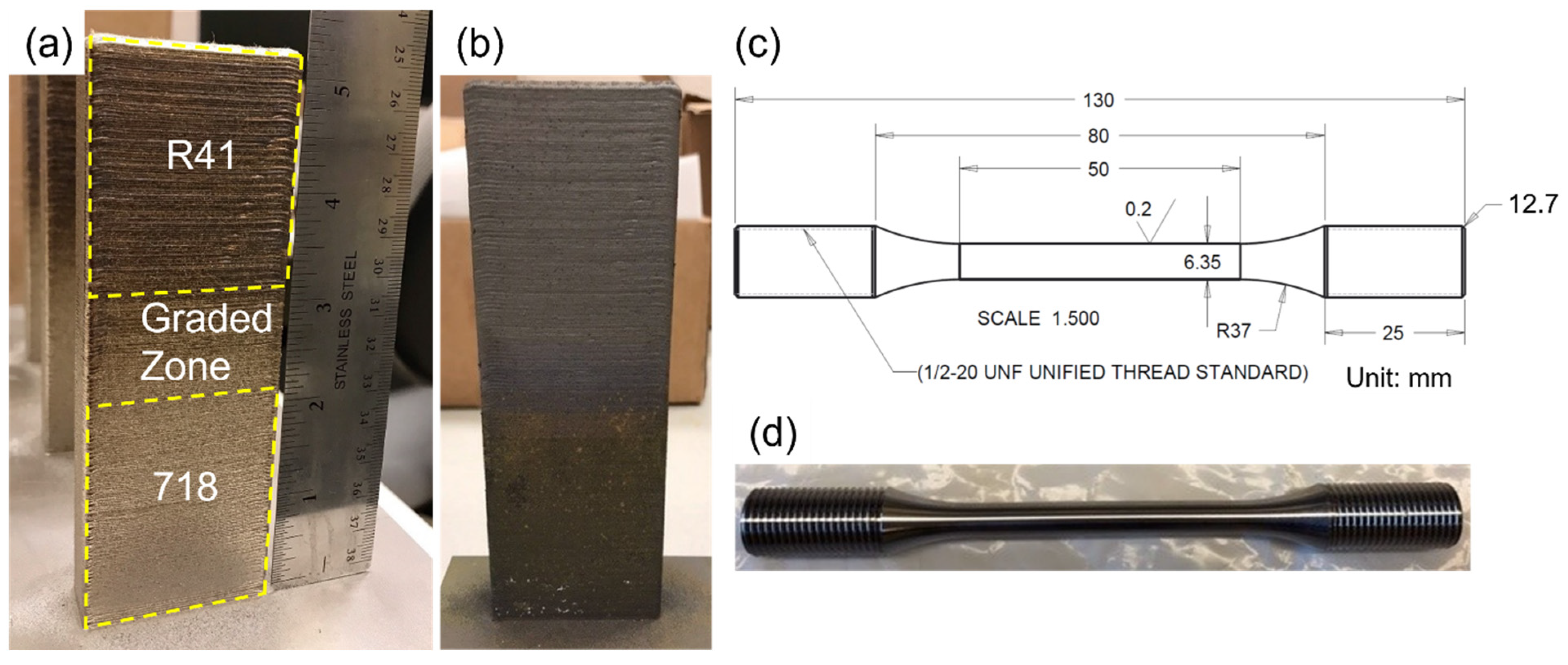
2. Materials and Methods
3. Results
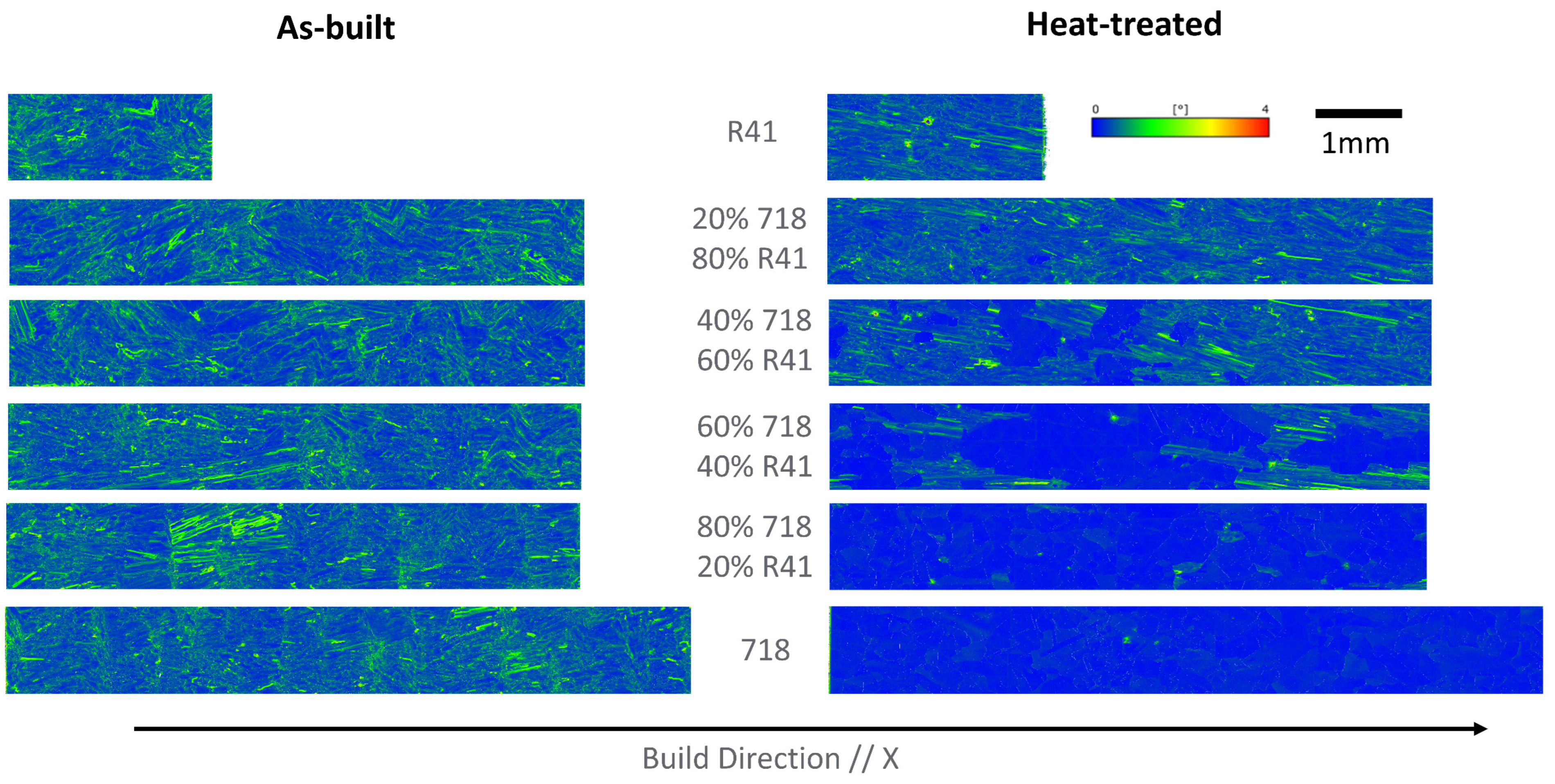
3.1. As-Built and Heat-Treated Microstructure
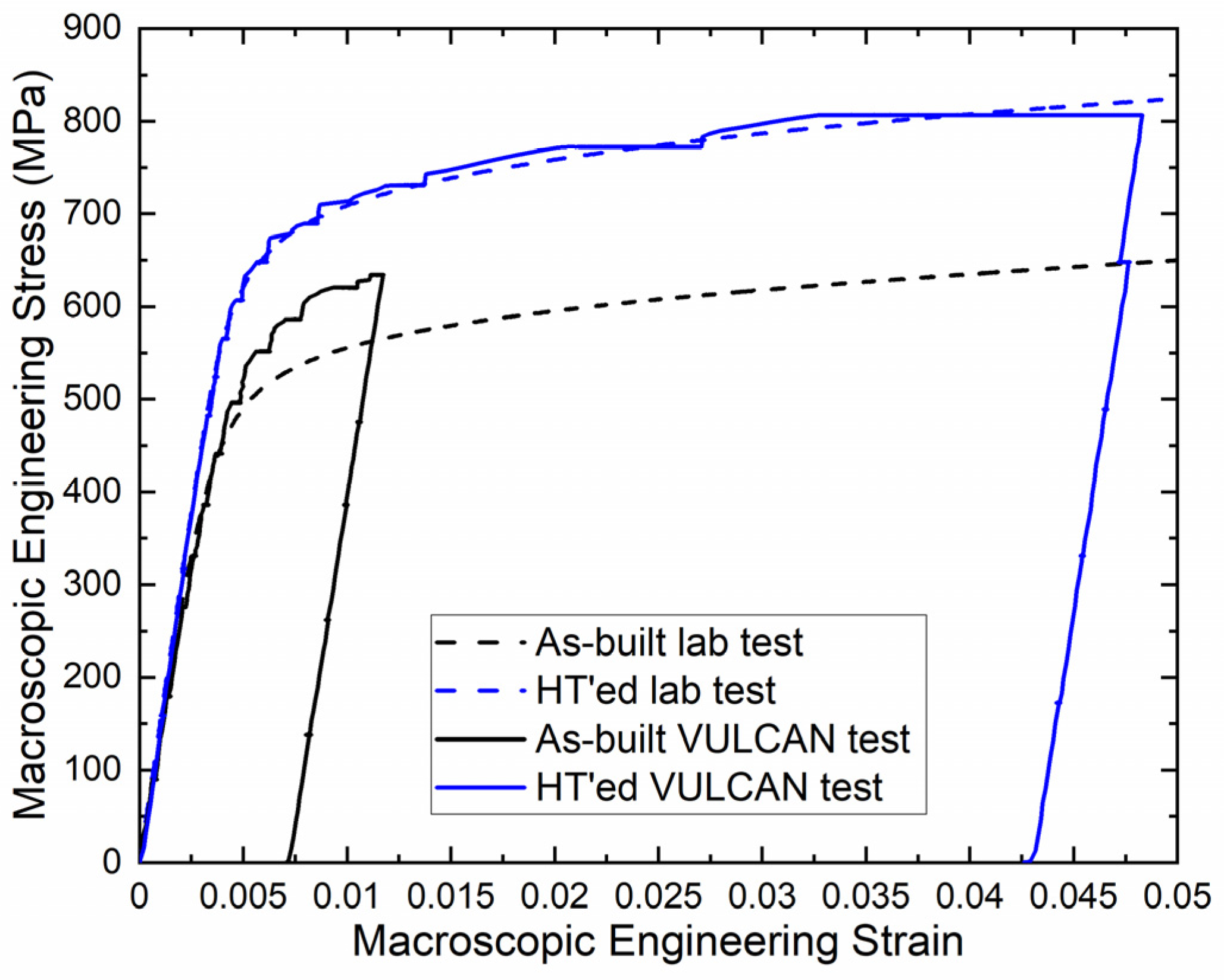
3.2. Macroscopic Stress–Strain Response at 650 °C
3.3. Grain Orientation-Dependent Diffraction Elastic Constants
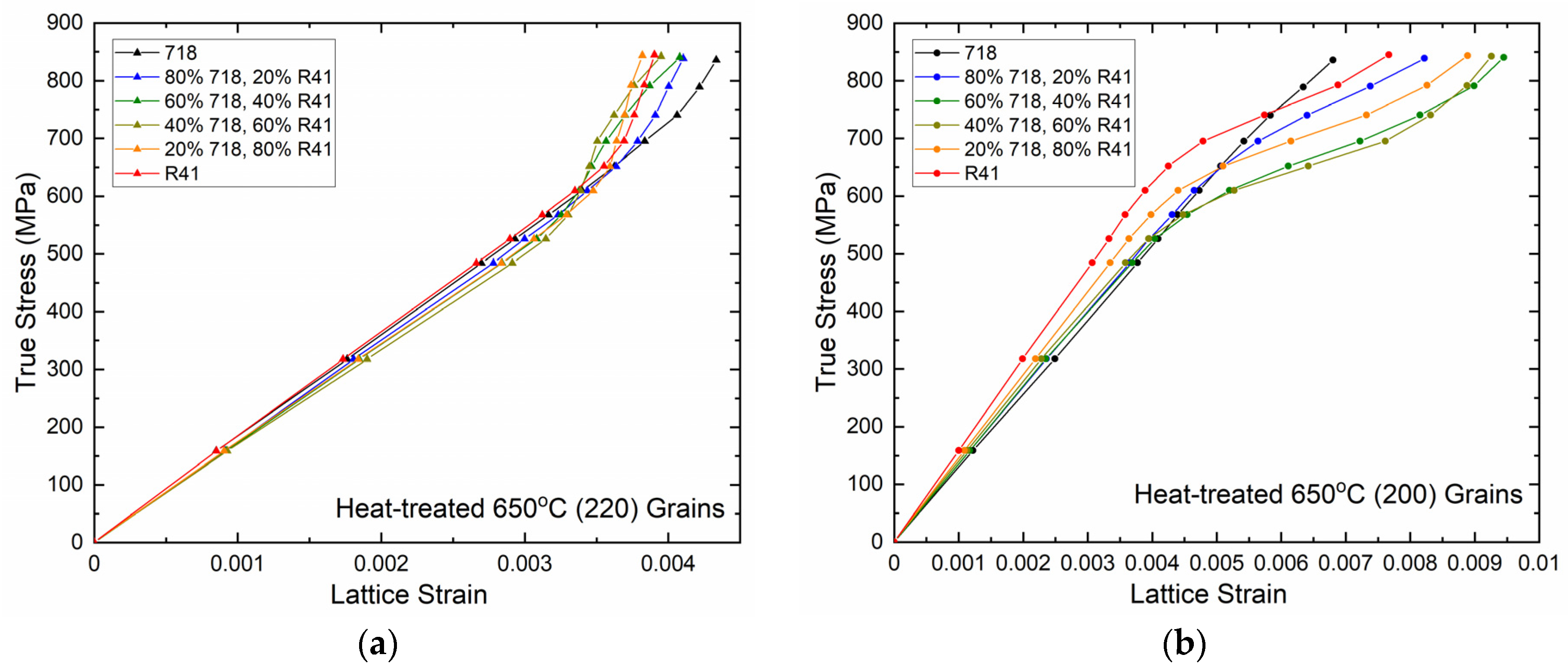
3.4. Grain-Level Elastoplastic Behavior
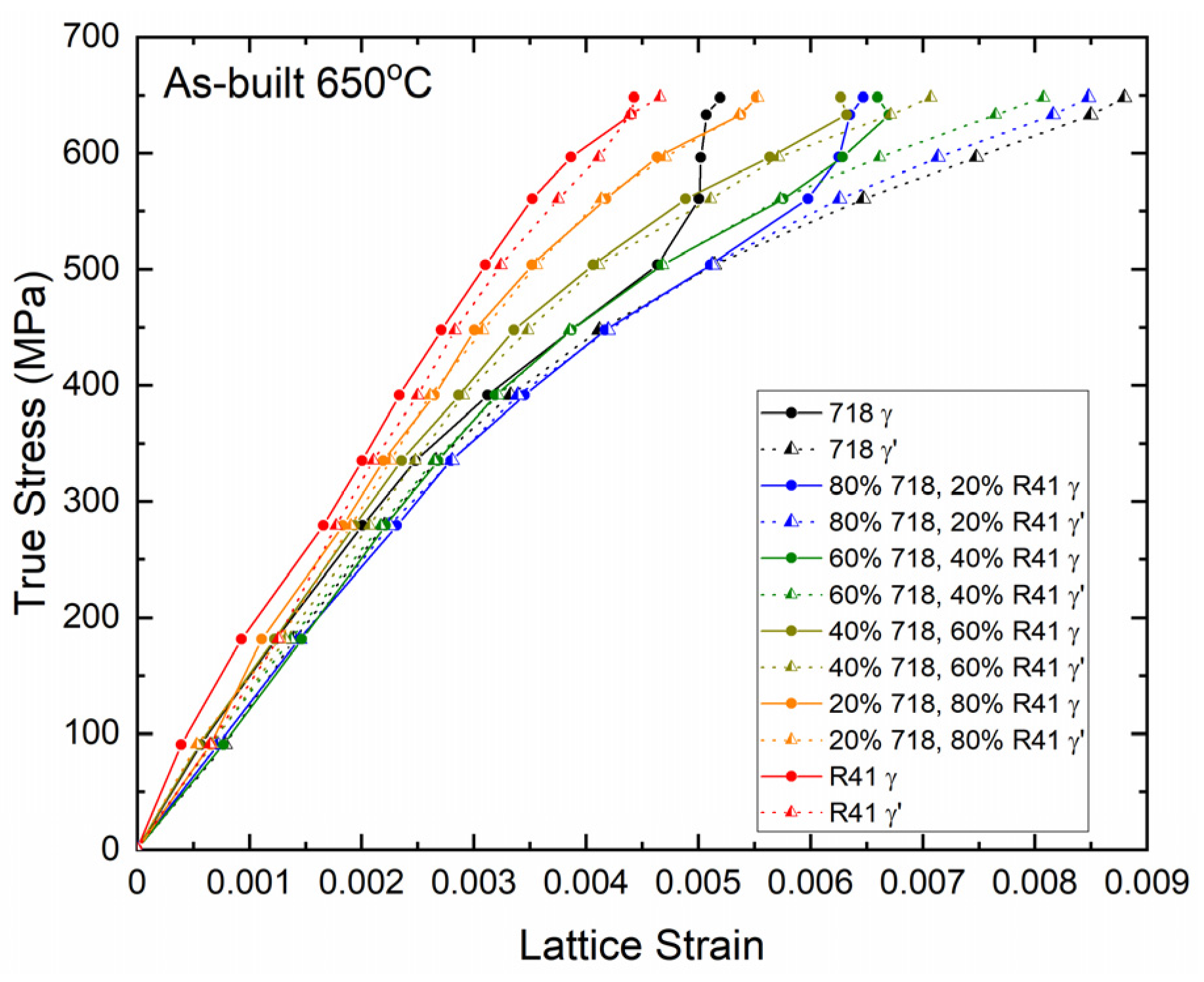
3.5. γ/γ′ Interphase Load Transfer
4. Discussion
4.1. Yield Strength of Heat-Treated 718-R41 Graded Alloy
4.2. Recrystallization of DED-Built Superalloy after Heat Treatment
4.3. Insights of Mesoscale Deformation from Neutron Diffraction
5. Conclusions
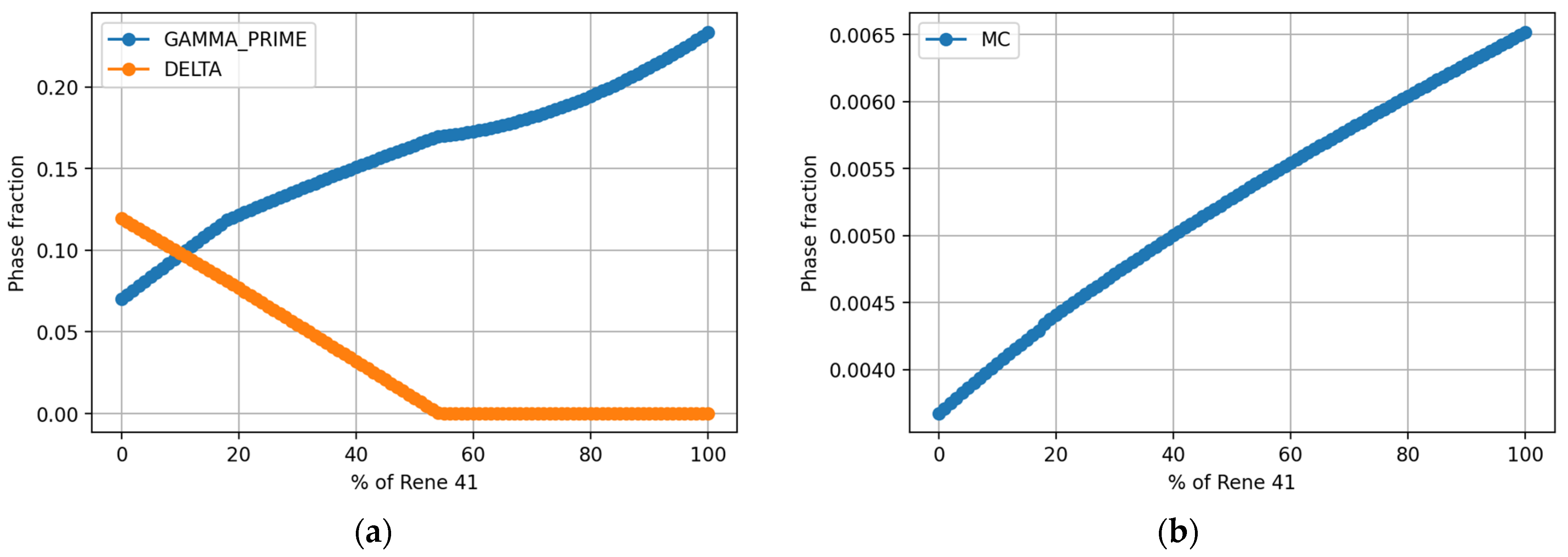
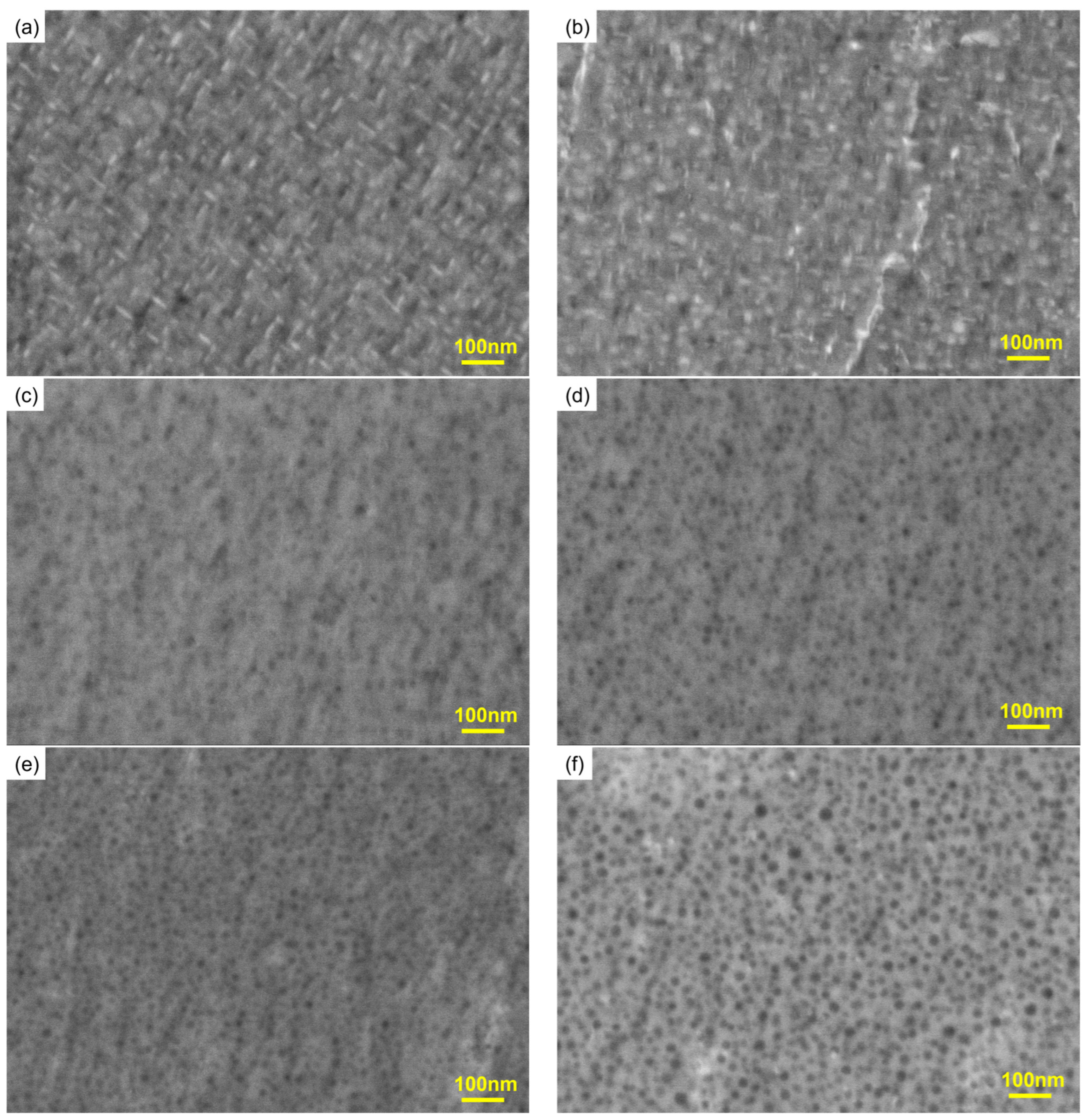
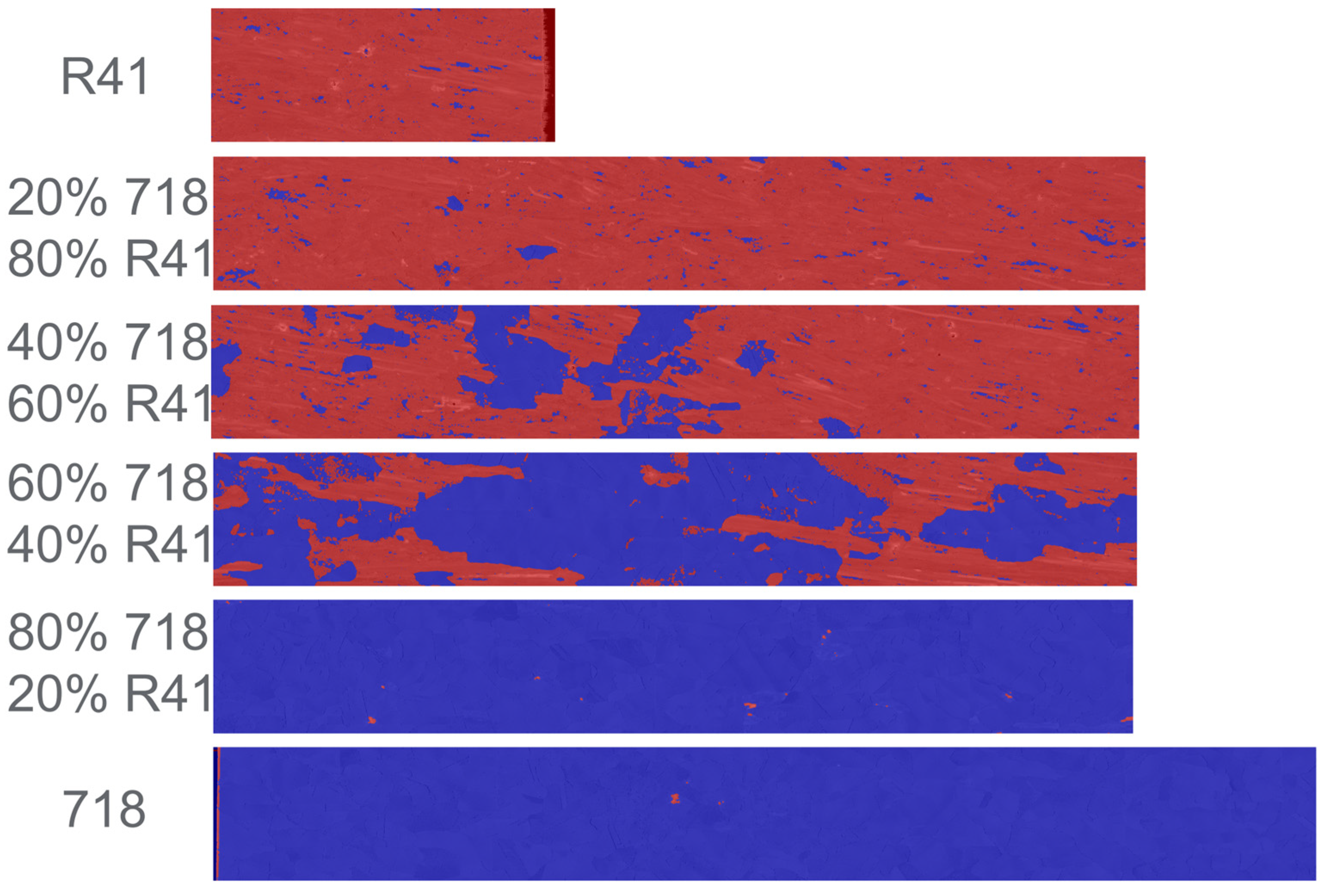
- The grain structure in the as-built state is dominated by large columnar grains with some plastic strain localized near grain boundaries. After the heat treatment, static recrystallization and equiaxed grains are observed in the 718-rich compositions only, while the R41-rich compositions remain partially or un-recrystallized possibly influenced by an MC carbide fraction higher than 0.5%.
- The applied heat treatment significantly improves 650 °C yield strength for the 718-rich compositions, while a small improvement is observed in the R41-rich compositions. In heat-treated material, the yield strengths of 718 and R41 are comparable to wrought forms but the graded compositions show weakness, suggesting the need to further optimize the heat treatment.
- Diffraction elastic constants first decrease then increase along the 718-R41 composition gradient, while a small difference is observed between the as-built and heat-treated states and γ, γ′ phases. Overall, the compositionally graded region shows a smooth transition in the elastic properties.
- Grain-level load transfer from (220) grains to (200) grains is found to be composition-dependent, which qualitatively agrees with DIC-measured macroscopic yield strength. Within (200) grains of the as-built state, the γ/γ′ phases deform elastically until the γ phase yields and afterwards the γ′ phase takes load from the γ phase. γ yield point increases with an increased fraction of R41 in the alloy composition.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sam, M.; Jojith, R.; Radhika, N. Progression in manufacturing of functionally graded materials and impact of thermal treatment—A critical review. J. Manuf. Process. 2021, 68, 1339–1377. [Google Scholar] [CrossRef]
- Ghanavati, R.; Naffakh-Moosavy, H. Additive manufacturing of functionally graded metallic materials: A review of experimental and numerical studies. J. Mater. Res. Technol. 2021, 13, 1628–1664. [Google Scholar] [CrossRef]
- Ansari, M.; Jabari, E.; Toyserkani, E. Opportunities and challenges in additive manufacturing of functionally graded metallic materials via powder-fed laser directed energy deposition: A review. J. Mater. Process. Technol. 2021, 294, 117117. [Google Scholar] [CrossRef]
- Hofmann, D.C.; Roberts, S.; Otis, R.; Kolodziejska, J.; Dillon, R.P.; Suh, J.O.; Shapiro, A.A.; Liu, Z.K.; Borgonia, J.P. Developing gradient metal alloys through radial deposition additive manufacturing. Sci. Rep. 2014, 4, 5357. [Google Scholar] [CrossRef]
- Stavropoulos, P.; Panagis, F. Modelling of additive manufacturing processes: A review and classification. Manuf. Rev. 2018, 5, 2. [Google Scholar] [CrossRef]
- Stavropoulos, P. Additive Manufacturing: Design, Processes and Applications, 1st ed.; Springer: Cham, Switzerland, 2023; pp. 95–121. [Google Scholar] [CrossRef]
- Attard, B.; Cruchley, S.; Beetz, C.; Megahed, M.; Chiu, Y.L.; Attallah, M.M. Microstructural control during laser powder fusion to create graded microstructure Ni-superalloy components. Addit. Manuf. 2020, 36, 101432. [Google Scholar] [CrossRef]
- Popovich, V.A.; Borisov, E.V.; Popovich, A.A.; Sufiiarov, V.S.; Masaylo, D.V.; Alzina, L. Functionally graded inconel 718 processed by additive manufacturing: Crystallographic texture, anisotropy of microstructure and mechanical properties. Mater. Des. 2017, 114, 441–449. [Google Scholar] [CrossRef]
- Gayda, J.; Gabb, T.P.; Kantzos, P.T. The effect of dual microstructure heat treatment on an advanced nickel-base disk alloy. In Superalloys 2004 (Tenth International Symposium Superalloys); The Minerals, Metals & Materials Society: Pittsburgh, PA, USA, 2004; pp. 323–329. [Google Scholar] [CrossRef]
- Yang, J.; Liu, D.; Fan, K.; Liu, Y.; Ren, Z.; Liu, D.; Xu, X.; Jia, T.; Zhang, H.; Ye, C. Designing a gradient structure in a Ni-based superalloy to improve fretting fatigue resistance at elevated temperatures through an ultrasonic surface rolling process. Int. J. Fatigue 2023, 168, 107397. [Google Scholar] [CrossRef]
- Peachey, D.D.; Carter, C.P.; Garcia-Jimenez, A.; Mukundan, A.; Leonard, D.N.; Charpagne, M.A.; Cordero, Z.C. Directional recrystallization of an additively manufactured Ni-base superalloy. Addit. Manuf. 2022, 60, 103198. [Google Scholar] [CrossRef]
- Luo, Y.W.; Ma, T.; Shao, W.W.; Zhang, G.P.; Zhang, B. Effects of heat treatment on microstructures and mechanical properties of GH4169/K418 functionally graded material fabricated by laser melting deposition. Mater. Sci. Eng. A 2021, 821, 141601. [Google Scholar] [CrossRef]
- Mazur, V.T.; Mazur, M.M.; D’Oliveira, A.S.C. Graded Inconel 625 coatings with in-situ processing of Ni3Al. Surf. Coat. Technol. 2022, 445, 128660. [Google Scholar] [CrossRef]
- Sreeramagiri, P.; Bhagavatam, A.; Ramakrishnan, A.; Alrehaili, H.G.P. Dinda. Design and development of a high-performance Ni-based superalloy WSU 150 for additive manufacturing. J. Mater. Sci. Technol. 2020, 47, 20–28. [Google Scholar] [CrossRef]
- Huang, S.; Shen, C.; An, K.; Zhang, Y.; Spinelli, I.; Brennan, M.; Yu, D. Residual Stress and Microstructure in IN718-René41 Graded Superalloy Fabricated by Laser Blown Directed Energy Deposition. Front. Met. Alloys 2022, 1, 1070562. [Google Scholar] [CrossRef]
- Oradei-Basile, A.; Radavich, J.F. A current TTT diagram for wrought alloy 718. In Superalloys 718, 625 and Various Derivatives; Loria, E.A., Ed.; The Minerals, Metals & Materials Society: Pittsburgh, PA, USA, 1991; pp. 325–335. [Google Scholar]
- Haynes® R-41 Brochure. Available online: https://haynesintl.com/wp-content/uploads/2023/06/r-41-brochure.pdf (accessed on 15 July 2024).
- An, K.; Skorpenske, H.D.; Stoica, A.D.; Ma, D.; Wang, X.L.; Cakmak, E. First in situ lattice strains measurements under load at VULCAN. Metall. Mater. Trans. A 2011, 42, 95–99. [Google Scholar] [CrossRef]
- An, K.; Chen, Y.; Stoica, A.D. VULCAN: A “hammer” for high-temperature materials research. MRS Bull. 2019, 44, 878–885. [Google Scholar] [CrossRef]
- Huang, S.; An, K.; Gao, Y.; Suzuki, A. Determination of γ/γ′ lattice misfit in Ni-based single-crystal superalloys at high temperatures by neutron diffraction. Metall. Mater. Trans. A 2018, 49, 740–751. [Google Scholar] [CrossRef]
- Wei, H.L.; Mazumder, J.; DebRoy, T. Evolution of solidification texture during additive manufacturing. Sci. Rep. 2015, 5, 164446. [Google Scholar] [CrossRef]
- Dinda, G.P.; Dasgupta, A.K.; Mazumder, J. Texture control during laser deposition of nickel-based superalloy. Scr. Mater. 2012, 67, 503–506. [Google Scholar] [CrossRef]
- Ma, D.; Stoica, A.D.; Wang, Z.; Beese, A.M. Crystallographic texture in an additively manufactured nickel-base superalloy. Mater. Sci. Eng. A 2017, 684, 47–53. [Google Scholar] [CrossRef]
- Markanday, J.F.S.; Carpenter, M.A.; Jones, N.G.; Thompson, R.P.; Rhodes, S.E.; Heason, C.P.; Stone, H.J. Occurrence of a brass texture and elastic anisotropy in laser blown powder processed superalloy IN718. Mater. Sci. Eng. A 2021, 825, 141781. [Google Scholar] [CrossRef]
- Aba-Perea, P.E.; Pirling, T.; Withers, P.J.; Kelleher, J.; Kabra, S.; Preuss, M. Determination of the high temperature elastic properties and diffraction elastic constants of Ni-base superalloy. Mater. Des. 2016, 89, 856–863. [Google Scholar] [CrossRef]
- Wang, Z.; Stoica, A.D.; Ma, D. Diffraction and single-crystal elastic constants of Inconel 625 at room and elevated temperatures determined by neutron diffraction. Mater. Sci. Eng. A 2016, 674, 406–412. [Google Scholar] [CrossRef]
- Daymond, M.R.; Preuss, M.; Clausen, B. Evidence of variation in slip mode in a polycrystalline nickel-base superalloy with change in temperature from neutron diffraction strain measurements. Acta Mater. 2007, 55, 3089–3102. [Google Scholar] [CrossRef]
- Coakley, J.; Reed, R.C.; Warwick, J.L.; Rahman, K.M.; Dye, D. Lattice strain evolution during creep in single-crystal superalloys. Acta Mater. 2012, 60, 2729–2738. [Google Scholar] [CrossRef]
- Dye, D.; Coakley, J.; Vorontsov, V.A.; Stone, H.J.; Rogge, R.B. Elastic moduli and load partitioning in a single-crystal nickel superalloy. Scr. Mater. 2009, 61, 109–112. [Google Scholar] [CrossRef]
- Coakley, J.; Dye, D. Lattice strain evolution in a high volume fraction polycrystal nickel superalloy. Scr. Mater. 2012, 67, 435–438. [Google Scholar] [CrossRef]
- Special Metals 718 Brochure. Available online: https://www.specialmetals.com/documents/technical-bulletins/inconel/inconel-alloy-718.pdf (accessed on 15 July 2024).
- Li, Y.; Dlouhý, J.; Koukolíková, M.; Kirana, A.; Vavřík, J.; Džugan, J. Effect of deposit thickness on microstructure and mechanical properties at ambient and elevated temperatures for Inconel 718 superalloy fabricated by directed energy deposition. J. Alloys Compd. 2022, 908, 164723. [Google Scholar] [CrossRef]
- Atabay, S.E.; Sanchez-Mata, O.; Muñiz-Lerma, J.A.; Brochu, M. Effect of heat treatment on the microstructure and elevated temperature tensile properties of Rene 41 alloy produced by laser powder bed fusion. J. Alloys Compd. 2021, 858, 157645. [Google Scholar] [CrossRef]
- Farias, F.W.C.; Santos, T.J.G.D.; Oliveira, J.P. Directed energy deposition + mechanical interlayer deformation additive manufacturing: A state-of-the-art literature review. Int. J. Adv. Manuf. Technol. 2024, 131, 999–1038. [Google Scholar] [CrossRef]
- Hu, Y.L.; Li, Y.L.; Zhang, S.Y.; Lin, X.; Wang, Z.H.; Huang, W.D. Effect of solution temperature on static recrystallization and ductility of Inconel 625 superalloy fabricated by directed energy deposition. Mater. Sci. Eng. A 2020, 772, 138711. [Google Scholar] [CrossRef]
- Messé, O.M.D.M.; Muñoz-Moreno, R.; Illston, T.; Baker, S.; Stone, H.J. Metastable carbides and their impact on recrystallisation in In738LC processed by selective laser melting. Addit. Manuf. 2018, 22, 394–404. [Google Scholar] [CrossRef]
- Kümmel, F.; Kirchmayer, A.; Solís, C.; Hofmann, M.; Neumeier, S.; Gilles, R. Deformation mechanisms in Ni-based superalloys at room and elevated temperatures studied by in situ neutron diffraction and electron microscopy. Metals 2021, 11, 719. [Google Scholar] [CrossRef]
- Jaladurgam, N.R.; Li, H.; Kelleher, J.; Persson, C.; Steuwer, A.; Colliander, M.H. Microstructure-dependent deformation behaviour of a low γ′ volume fraction Ni-base superalloy studied by in-situ neutron diffraction. Acta Mater. 2020, 183, 182–195. [Google Scholar] [CrossRef]
- Balan, A.; Perez, M.; Chaise, T.; Cazottes, S.; Bardel, D.; Corpace, F.; Pichot, F.; Deschamps, A.; De Geuser, F.; Nelias, D. Precipitation of γ ″in Inconel 718 alloy from microstructure to mechanical properties. Materialia 2021, 20, 101187. [Google Scholar] [CrossRef]
- Capdevila, C.; Bhadeshia, H.K. Manufacturing and microstructural evolution of mechanically alloyed oxide dispersion strengthened superalloys. Adv. Eng. Mater. 2001, 3, 647–656. [Google Scholar] [CrossRef]
- Wang, H.; Tong, R.; Shang, H.; Sha, A.; Liu, G.; Song, L.; Zhang, T. In situ synchrotron HEXRD study on the deformation mechanism of a nickel-based superalloy during medium-temperature compression. Metals 2023, 13, 904. [Google Scholar] [CrossRef]
- McAllister, D.; Lv, D.; Feng, L.; Deutchman, H.; Wessman, A.; Wang, Y.; Mills, M.J. Characterization; modeling of deformation mechanisms in Ni-base superalloy. In Proceedings of the 9th International Symposium on Superalloy 718 & Derivatives: Energy, Aerospace, and Industrial Applications; Ott, E., Groh, J., Liu, X., Andersson, J., Bi, Z., Bockenstedt, K., Dempster, I., Heck, K., Jablonski, P., Kaplan, M., et al., Eds.; Springer International Publishing: Cham, Switzerland, 2018; pp. 319–338. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Ni | Co | Cr | Al | Ti | Mo | C | B | Fe | Nb + Ta |
|---|---|---|---|---|---|---|---|---|---|---|
| R41 | Bal. | 10.8 | 18.8 | 1.2 | 3.1 | 9.2 | 0.08 | 0 | 2 | -- |
| 718 | 52.6 | <0.1 | 18.9 | 0.6 | 0.9 | 3.1 | 0.04 | 0.004 | Bal. | 4.75–5.5 |
| Laser Power (W) | 886 |
| Travel speed (mm/min) | 711 |
| Hatch travel speed (mm/min) | 838 |
| Hatch-hatch spacing (mm) | 1.04 |
| Hatch-contour spacing (mm) | 0.61 |
| Rotation of hatch orientation | 45° |
| Feed rate (g/min) | 10.9 |
| Laser spot (mm) | 1.78 |
| Laser thickness (mm) | 0.5 |
| Total number of layers | 262 |
| Dwell time (s) | 5 |
| Graded region start | Layer 106 |
| Graded region end | Layer 155 |
| Stress relief/homogenization | 1200 °C/1 h in vacuum followed by furnace cool |
| HIP | 1121 °C/15 ksi/4 h |
| Solution treatment | 1121 °C/0.5 h in flowing argon followed by air cool |
| Two-step aging treatments | 760 °C/3 h in flowing argon followed by air cool 718 °C/13 h in flowing argon followed by air cool |
| As-Built 718-R41 Graded Material | Heat-Treated 718-R41 Graded Material | |||
|---|---|---|---|---|
| 0.2% Yield Strength, MPa | Yield Point of (220) Grains, MPa | 0.2% Yield Strength, MPa | Yield Point of (220) Grains, MPa | |
| 718 | 494 | 335 | 821 | 652 |
| 80% 718 20% R41 | 472 | 279 | 734 | 610 |
| 60% 718 40% R41 | 528 | 335 | 636 | 526 |
| 40% 718 60% R41 | 581 | 335 | 651 | 526 |
| 20% 718 80% R41 | 654 | 448 | 706 | 568 |
| R41 | 718 | 504 | 753 | 652 |
| As-Built 718-R41 Graded Material, 650 °C | ||||
|---|---|---|---|---|
| (111) | (200) | (220) | (311) | |
| 718 | 190.2 ± 2.7 | 133.7 ± 4.2 | 158.6 ± 1.4 | 147.9 ± 2.5 |
| 80% 718 20% R41 | 171.1 ± 2.3 | 120.8 ± 1.0 | 148.6 ± 0.7 | 137.3 ± 1.1 |
| 60% 718 40% R41 | 182.8 ± 2.1 | 123.8 ± 0.6 | 152.6 ± 0.4 | 142.2 ± 0.7 |
| 40% 718 60% R41 | 189.5 ± 1.7 | 134.1 ± 0.3 | 160.1 ± 0.5 | 152.8 ± 0.4 |
| 20% 718 80% R41 | 206.3 ± 0.7 | 144.8 ± 0.6 | 170.0 ± 0.8 | 164.0 ± 0.6 |
| R41 | 218.7 ± 1.1 | 156.6 ± 0.6 | 180.7 ± 0.7 | 175.5 ± 0.6 |
| Heat-Treated 718-R41 Graded Material, 650 °C | ||||
| (111) | (200) | (220) | (311) | |
| 718 | 195.9 ± 1.4 | 129.3 ± 0.3 | 170.4 ± 1.7 | 153.2 ± 0.8 |
| 80% 718 20% R41 | 191.2 ± 0.8 | 125.8 ± 1.5 | 166.5 ± 0.5 | 149.6 ± 0.3 |
| 60% 718 40% R41 | 187.4 ± 0.8 | 115.6 ± 3.3 | 163.7 ± 0.9 | 144.9 ± 0.6 |
| 40% 718 60% R41 | 193.4 ± 0.6 | 122.1 ± 4.0 | 171.7 ± 0.4 | 153.3 ± 0.7 |
| 20% 718 80% R41 | 194.3 ± 1.5 | 135.3 ± 1.7 | 168.5 ± 0.6 | 158.8 ± 0.1 |
| R41 | 213.2 ± 1.5 | 156.3 ± 0.3 | 180.1 ± 0.9 | 174.0 ± 0.7 |
| As-Built 718-R41 Graded Material, γ′ Phase, 650 °C | ||
|---|---|---|
| (210) | (211)/(110) | |
| 20% 718 80% R41 | 181.2 ± 14.4 | 177.0 ± 19.7 |
| R41 | 176.3 ± 5.5 | 184.6 ± 13.9 |
| Heat-Treated 718-R41 Graded Material, γ′ Phase, 650 °C | ||
| (210) | (211)/(110) | |
| 40% 718 60% R41 | 159.1 ± 6.3 | 195.9 ± 16.9 |
| 20% 718 80% R41 | 175.7 ± 5.2 | 168.0 ± 9.7 |
| R41 | 187.9 ± 1.8 | 193.2 ± 8.7 |
| As-Built 718-R41 Graded Material, 650 °C | ||||
|---|---|---|---|---|
| (111) | (200) | (220) | (311) | |
| 718 | 0.270 | 0.386 | 0.357 | 0.329 |
| 80% 718 20% R41 | 0.262 | 0.373 | 0.373 | 0.323 |
| 60% 718 40% R41 | 0.273 | 0.389 | 0.387 | 0.344 |
| 40% 718 60% R41 | 0.267 | 0.399 | 0.319 | 0.347 |
| 20% 718 80% R41 | 0.278 | 0.428 | 0.268 | 0.352 |
| R41 | 0.277 | 0.426 | 0.250 | 0.349 |
| Heat-Treated 718-R41 Graded Material, 650 °C | ||||
| (111) | (200) | (220) | (311) | |
| 718 | 0.243 | 0.367 | 0.309 | 0.346 |
| 80% 718 20% R41 | 0.249 | 0.377 | 0.330 | 0.346 |
| 60% 718 40% R41 | 0.251 | 0.355 | 0.367 | 0.335 |
| 40% 718 60% R41 | 0.275 | 0.357 | 0.363 | 0.345 |
| 20% 718 80% R41 | 0.275 | 0.405 | 0.323 | 0.347 |
| R41 | 0.283 | 0.440 | 0.269 | 0.369 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, S.; An, K.; Shen, C.; Schuster, M.; Spinelli, I.; Drobnjak, M.; Kitt, A.L. The 650 °C Tensile Deformation of Graded IN718-René41 Superalloy Fabricated by Laser Blown-Powder Directed Energy Deposition. Metals 2024, 14, 950. https://doi.org/10.3390/met14080950
Huang S, An K, Shen C, Schuster M, Spinelli I, Drobnjak M, Kitt AL. The 650 °C Tensile Deformation of Graded IN718-René41 Superalloy Fabricated by Laser Blown-Powder Directed Energy Deposition. Metals. 2024; 14(8):950. https://doi.org/10.3390/met14080950
Chicago/Turabian StyleHuang, Shenyan, Ke An, Chen Shen, Michael Schuster, Ian Spinelli, Marija Drobnjak, and Alexander L. Kitt. 2024. "The 650 °C Tensile Deformation of Graded IN718-René41 Superalloy Fabricated by Laser Blown-Powder Directed Energy Deposition" Metals 14, no. 8: 950. https://doi.org/10.3390/met14080950
APA StyleHuang, S., An, K., Shen, C., Schuster, M., Spinelli, I., Drobnjak, M., & Kitt, A. L. (2024). The 650 °C Tensile Deformation of Graded IN718-René41 Superalloy Fabricated by Laser Blown-Powder Directed Energy Deposition. Metals, 14(8), 950. https://doi.org/10.3390/met14080950