

Rapid Assessment of Steel Machinability through Spark Analysis and Data-Mining Techniques

Abstract
:1. Introduction
2. Materials and Methods
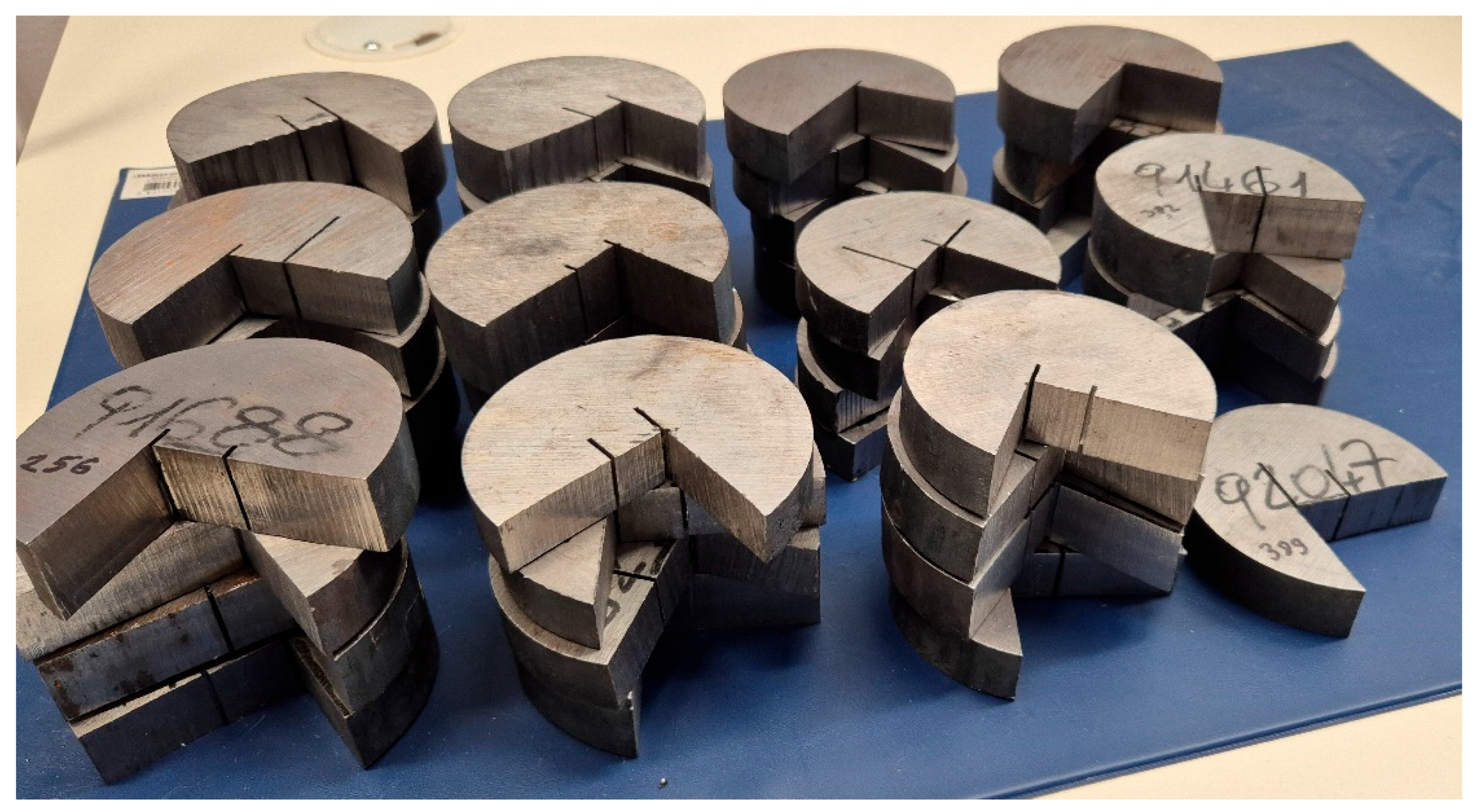
2.1. Steel Samples
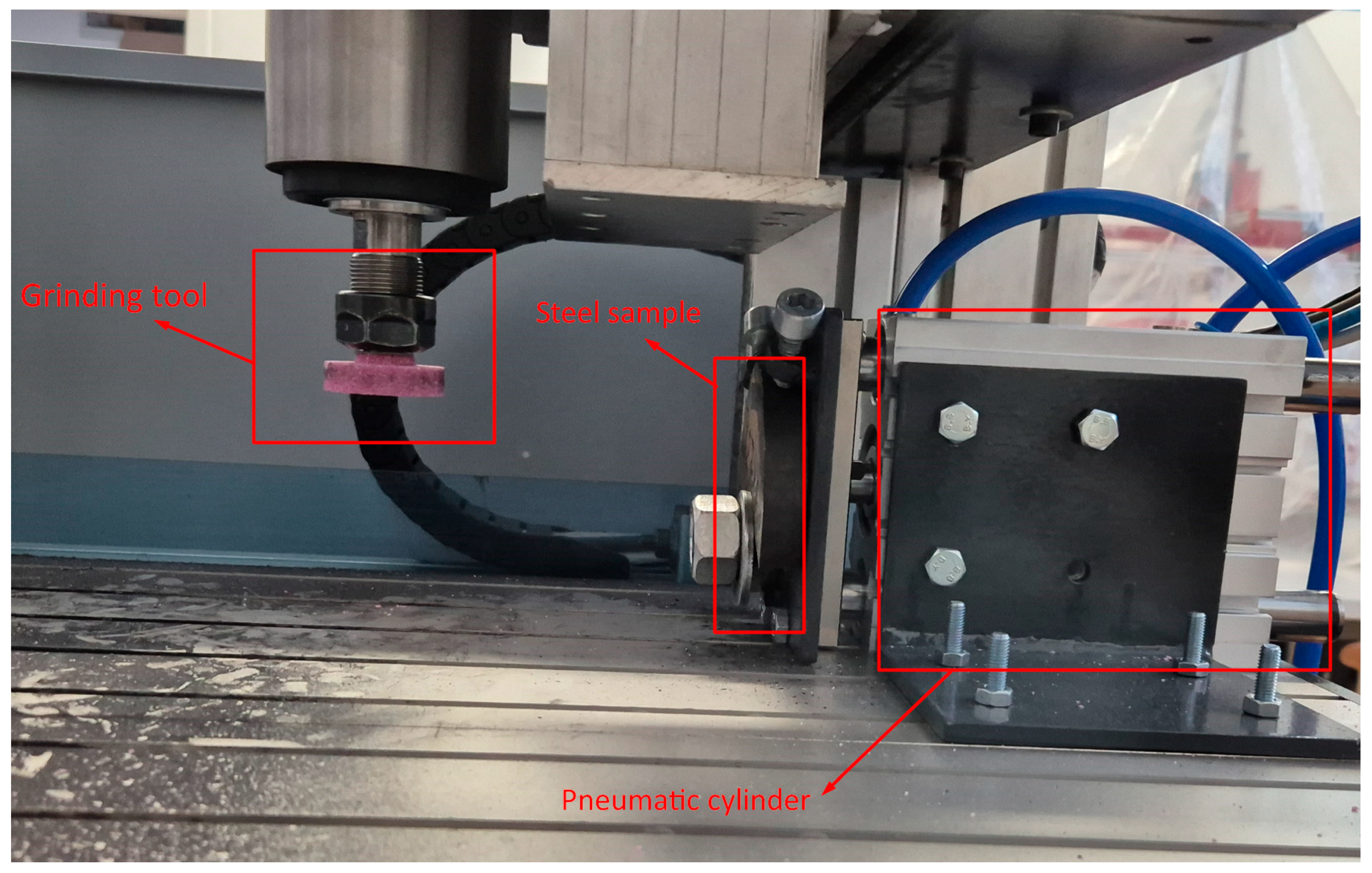
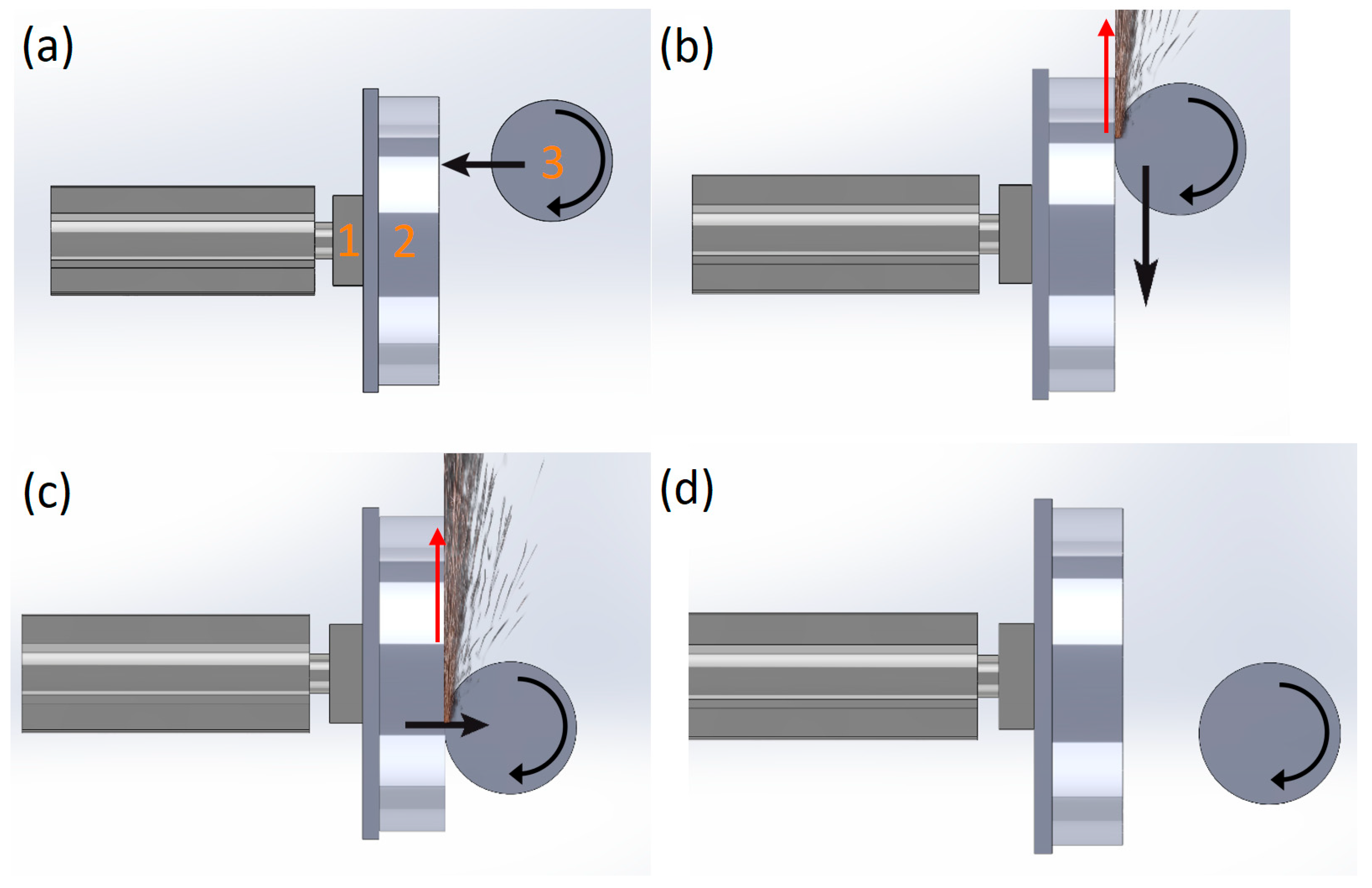
2.2. Experimental Setup
- Rotational speed of the grinding wheel: 400 RPM;
- Feed rate: 250 mm/s;
- Cutting length: 15 mm.
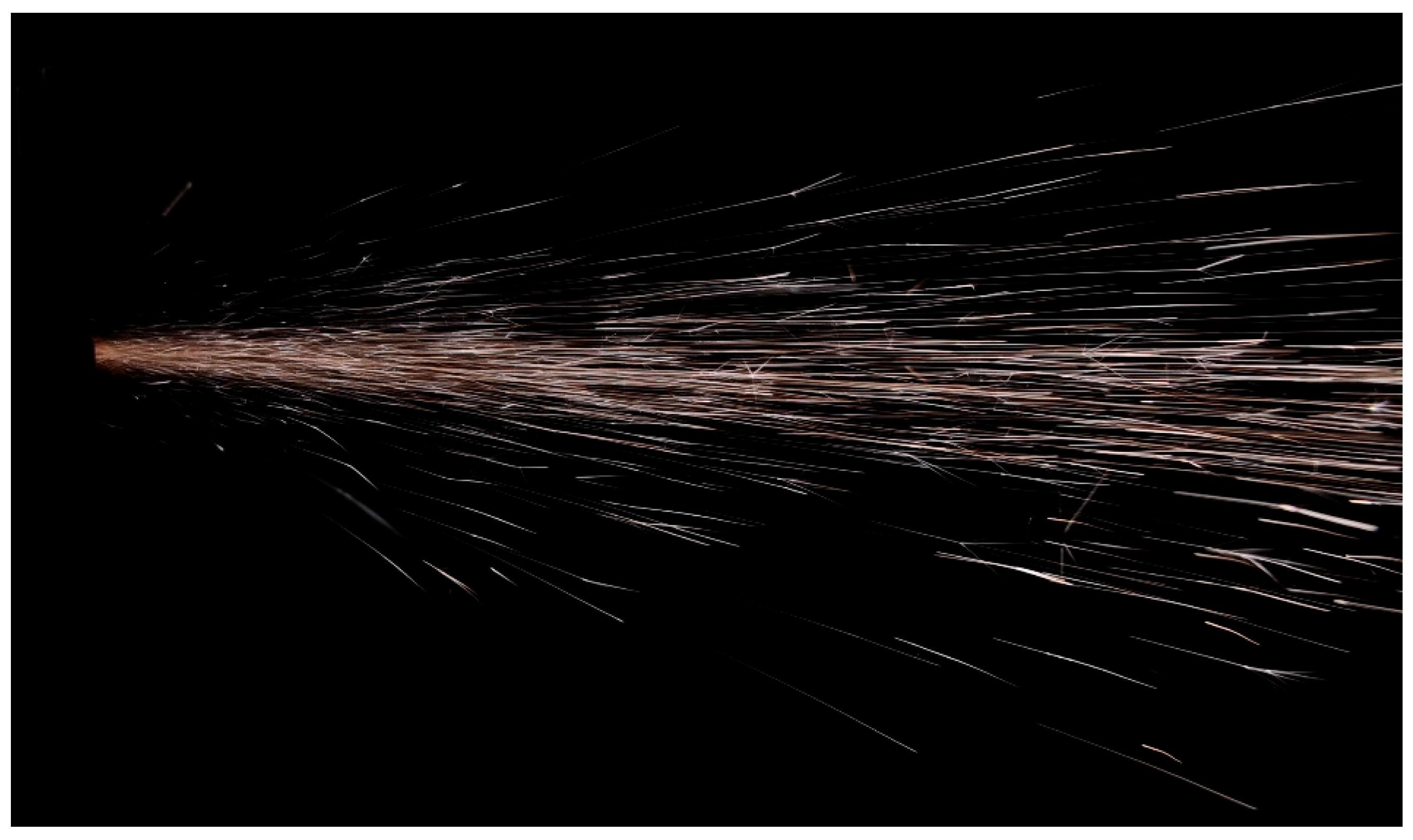
2.3. Machine Vision System
- Shutter Speed [s]: 1/160;
- Aperture: f/8;
- ISO Speed: 200;
- White Balance [K]: 2500.
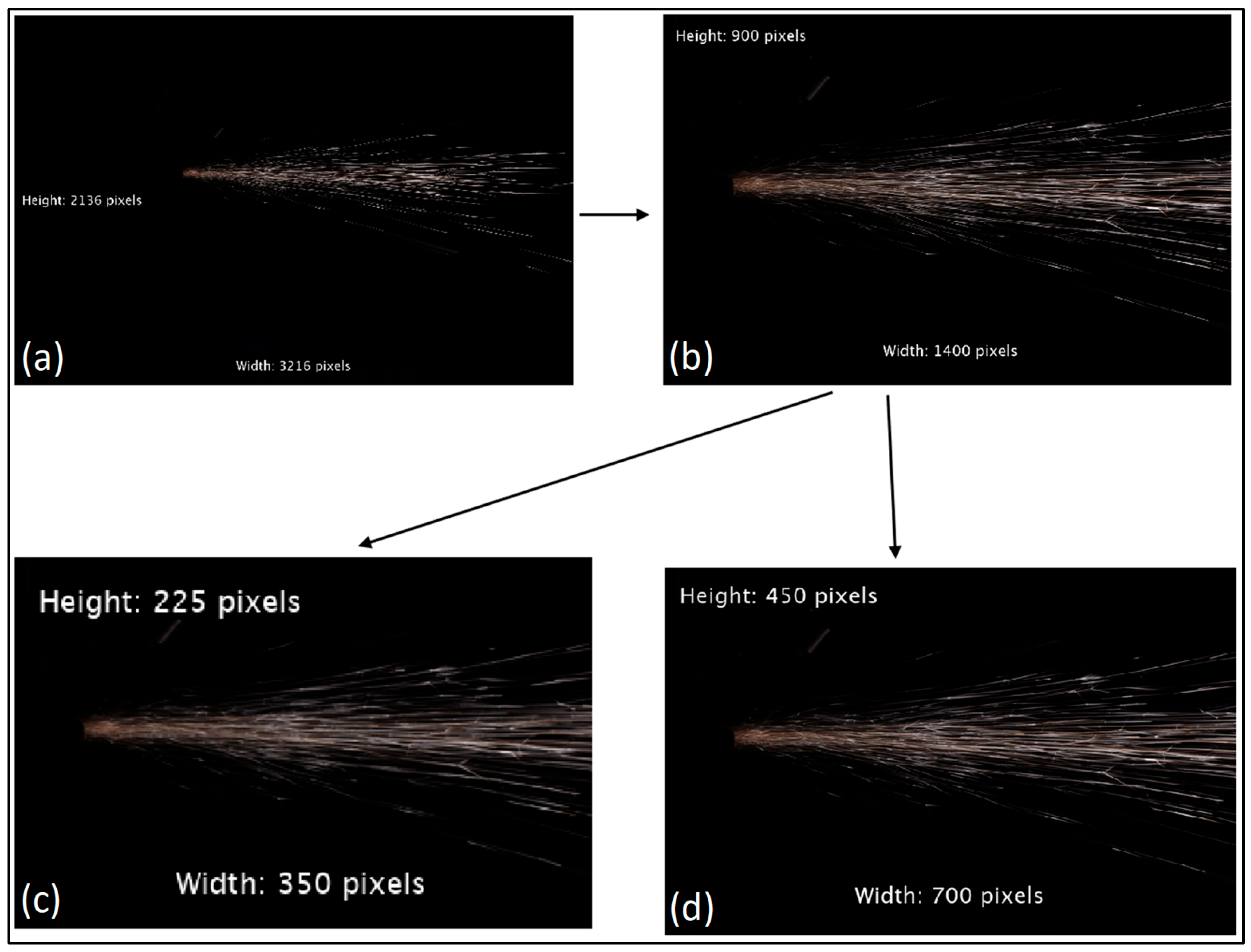
2.4. Image Preprocessing Methods
2.5. CNNs for Machinability Prediction
3. Results
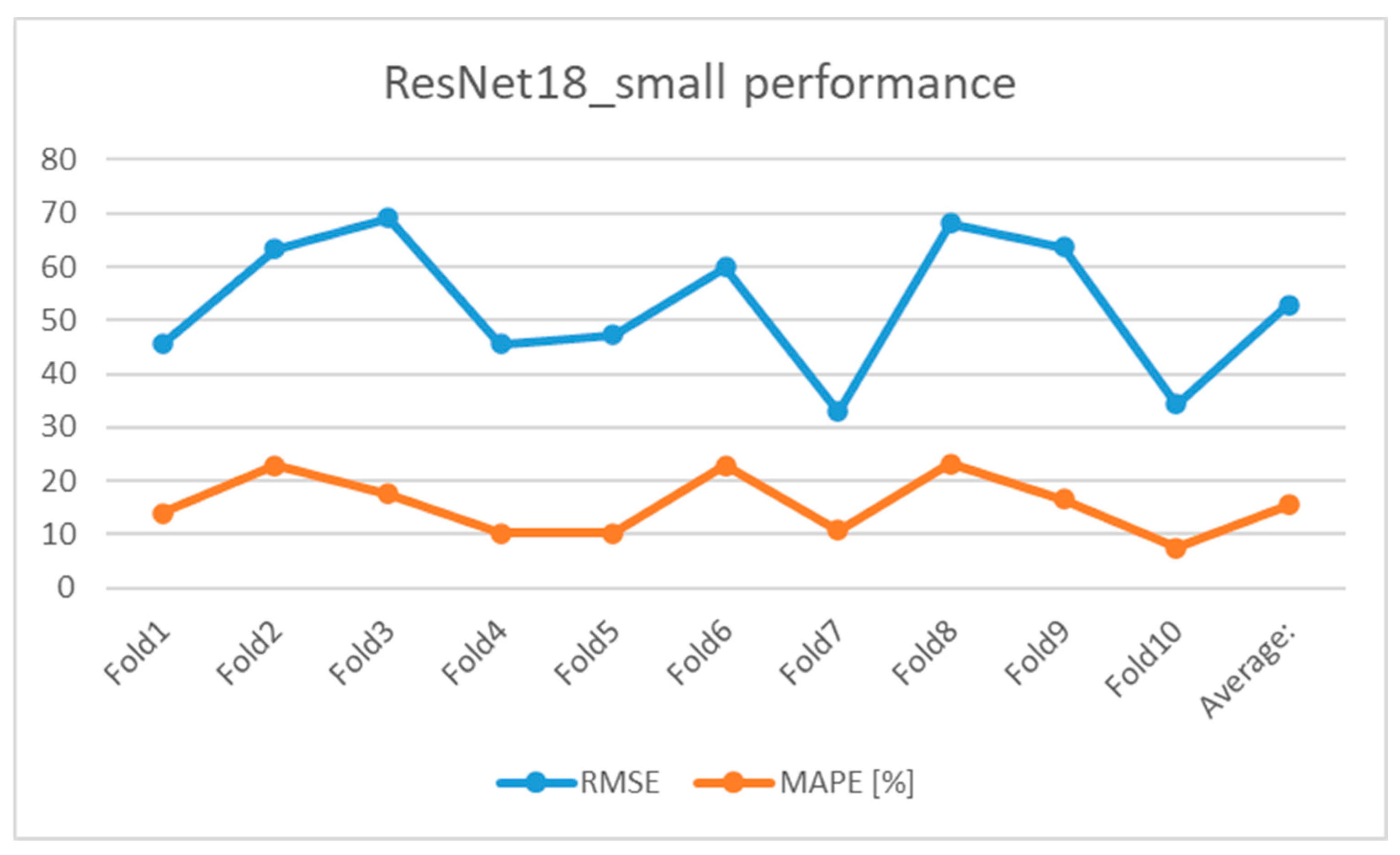
3.1. Statistical Performance of ResNet18_Small
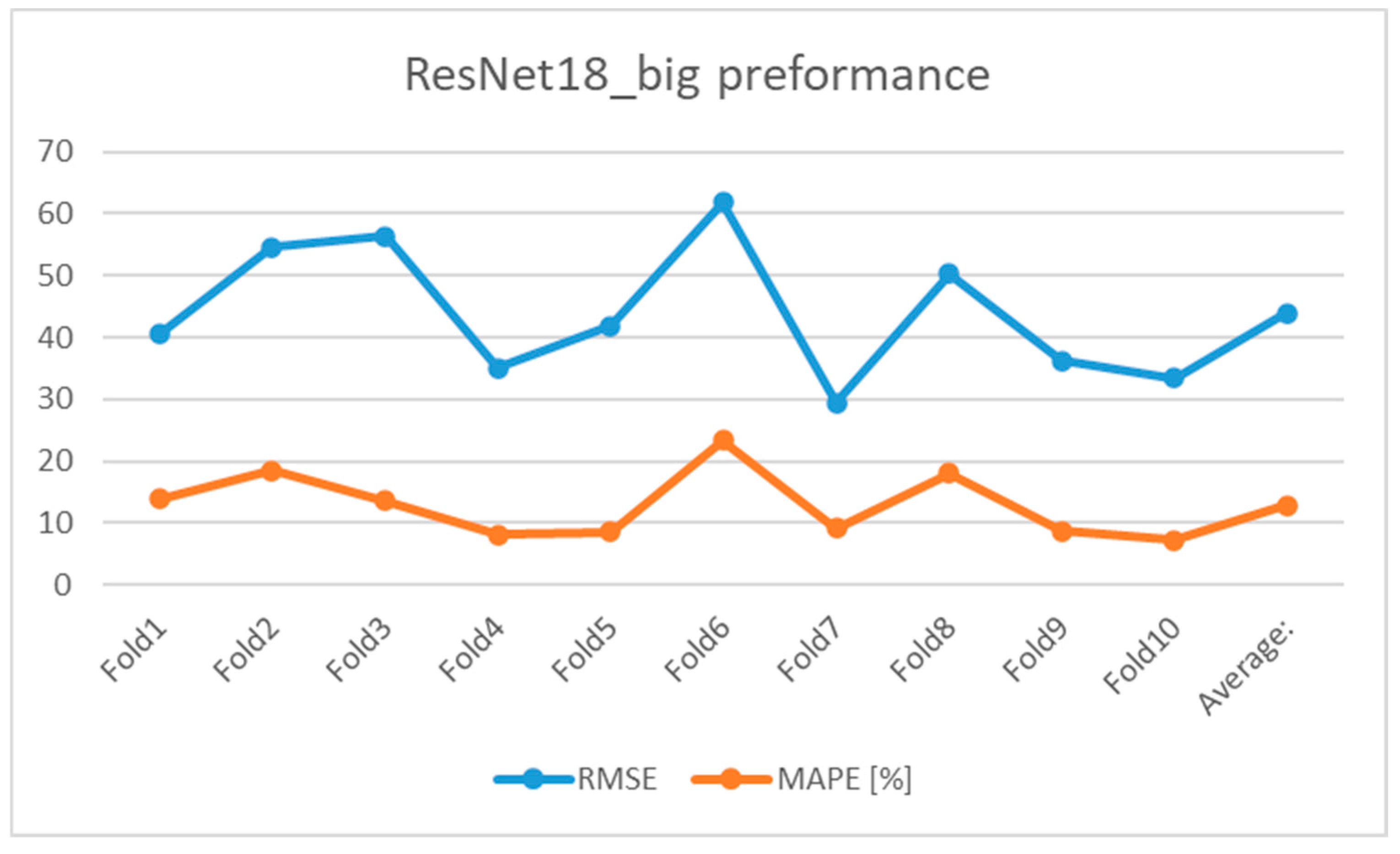
3.2. Statistical Performance of ResNet18_Big
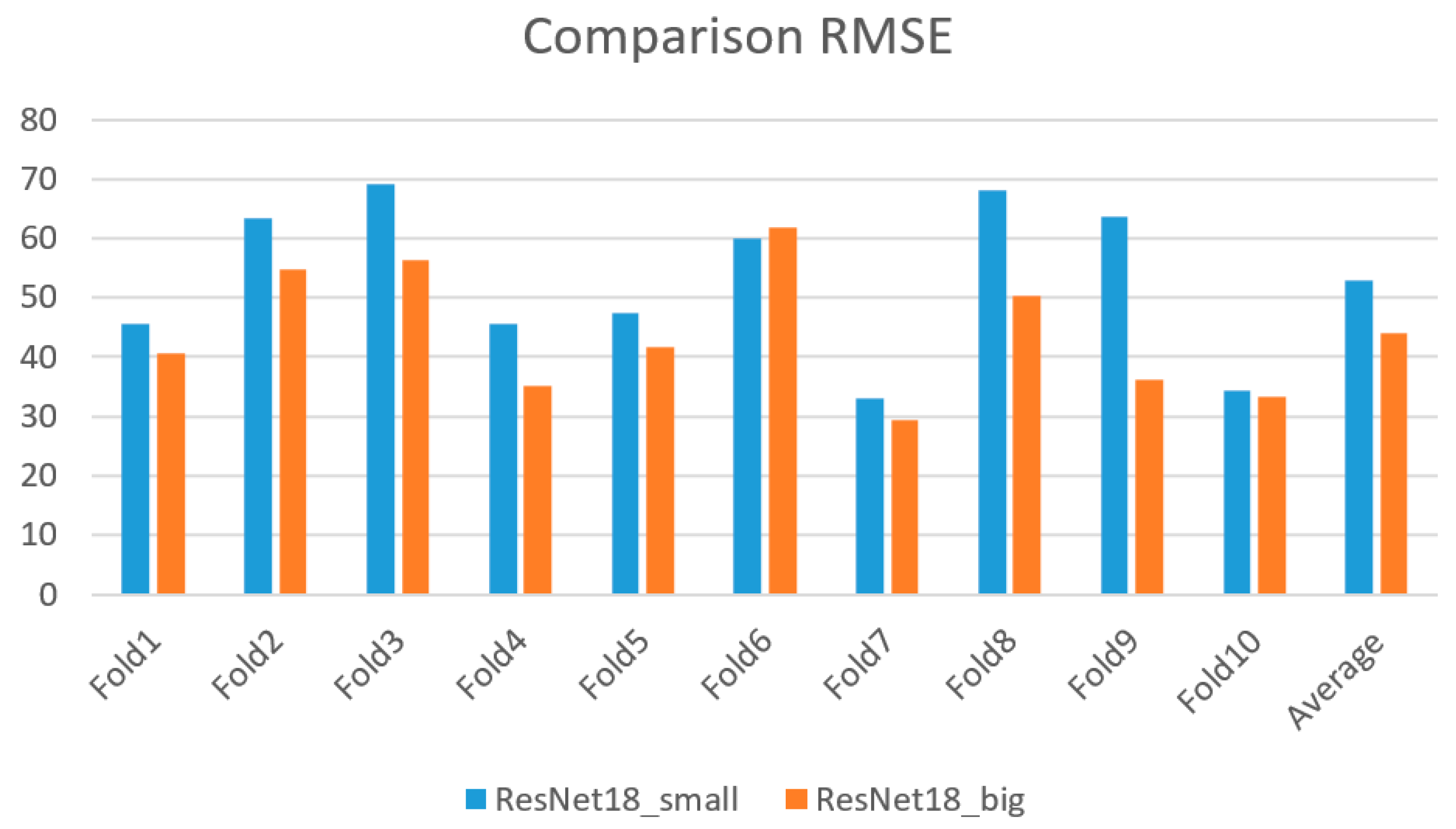
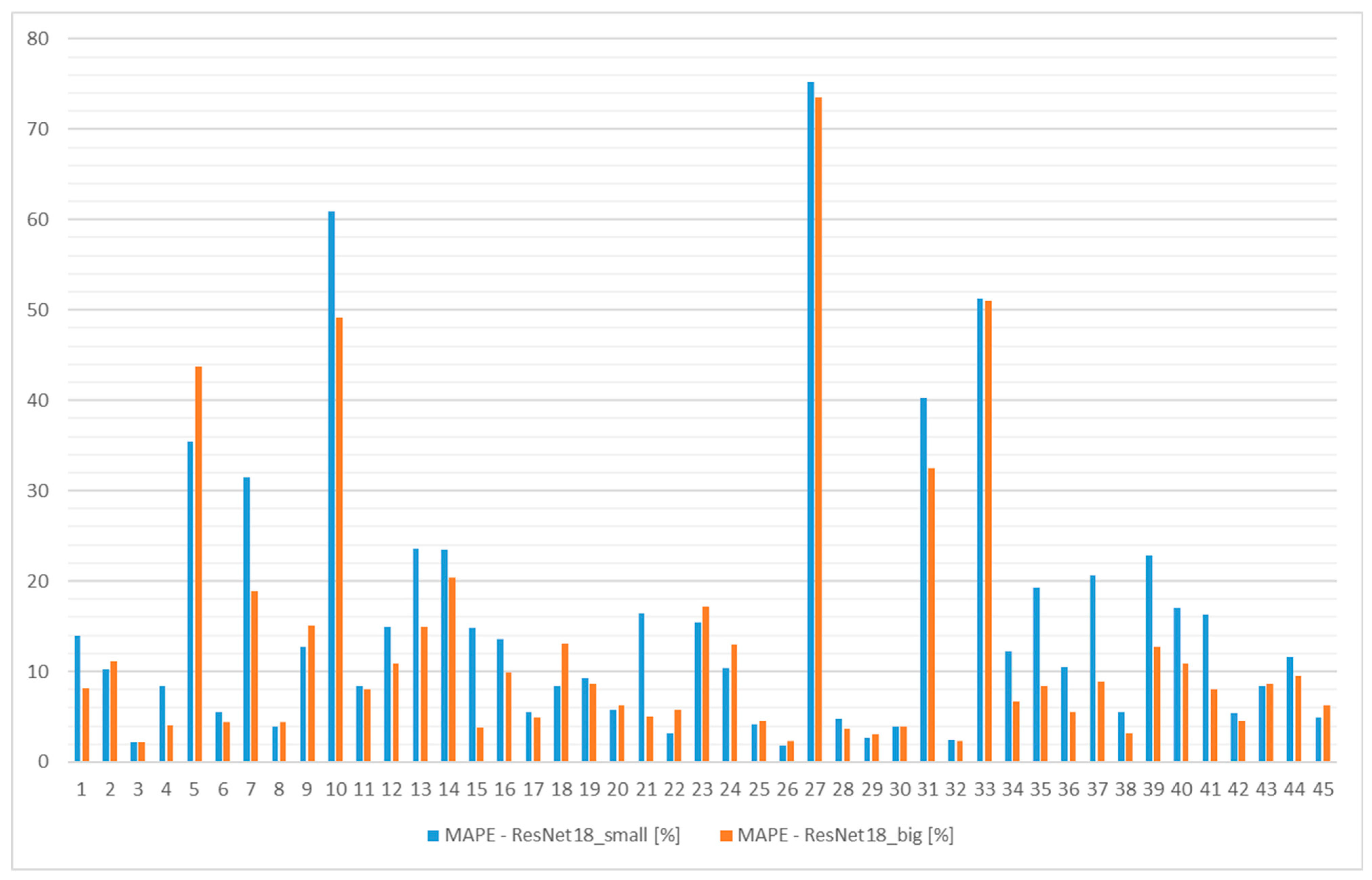
3.3. Comparative Analysis
3.4. Observations and Trends
4. Discussion
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Black, J.T.; Kohser, R.A. DeGarmo’s Materials and Processes in Manufacturing; John Wiley & Sons: Hoboken, NJ, USA, 2017; ISBN 978-1-118-98767-4. [Google Scholar]
- Davim, J.P. Machinability of Advanced Materials; John Wiley & Sons: Hoboken, NJ, USA, 2014; ISBN 978-1-118-57679-3. [Google Scholar]
- Maisuradze, M.V.; Björk, T. Microstructure and Mechanical Properties of High-Strength Steel with Improved Machinability. Metallurgist 2022, 66, 391–402. [Google Scholar] [CrossRef]
- Mills, B.; Redford, A.H. The Assessment of Machinability. In Machinability of Engineering Materials; Mills, B., Redford, A.H., Eds.; Springer: Dordrecht, The Netherlands, 1983; pp. 33–58. ISBN 978-94-009-6631-4. [Google Scholar]
- Grzesik, W. Advanced Machining Processes of Metallic Materials: Theory, Modelling and Applications; Elsevier: Amsterdam, The Netherlands, 2008; ISBN 978-0-08-055749-6. [Google Scholar]
- Bellot, J. Steels with Improved Machinability. Met. Sci. Heat Treat. 1980, 22, 794–799. [Google Scholar] [CrossRef]
- Kovačič, M.; Pšeničnik, M.; Steel, Š.; Slovenia, D. Extra Machinability Modeling Modeliranje Povečane Obdelovalnosti. RMZ–Mater. Geoenviron. 2009, 56, 338–345. [Google Scholar]
- Alizadeh, E. Factors Influencing the Machinability of Sintered Steels. Powder Metall. Met. Ceram. 2008, 47, 304–315. [Google Scholar] [CrossRef]
- ISO 3685:1993(En); Tool-Life Testing with Single-Point Turning Tools. ISO: Geneva, Switzerland, 1993. Available online: https://www.iso.org/obp/ui/#iso:std:iso:3685:ed-2:v1:en (accessed on 2 July 2024).
- ISO 8688-1:1989(En); Tool Life Testing in Milling—Part 1: Face Milling. ISO: Geneva, Switzerland, 1989. Available online: https://www.iso.org/obp/ui/#iso:std:iso:8688:-1:ed-1:v1:en (accessed on 2 July 2024).
- ISO 8688-2:1989(En); Tool Life Testing in Milling—Part 2: End Milling. ISO: Geneva, Switzerland, 1989. Available online: https://www.iso.org/obp/ui/#iso:std:iso:8688:-2:ed-1:v1:en (accessed on 2 July 2024).
- Kovačič, M.; Salihu, S.; Gantar, G.; Župerl, U. Modeling and Optimization of Steel Machinability with Genetic Programming: Industrial Study. Metals 2021, 11, 426. [Google Scholar] [CrossRef]
- Stoić, A.; Kopač, J.; Cukor, G. Testing of Machinability of Mould Steel 40CrMnMo7 Using Genetic Algorithm. J. Mater. Process. Technol. 2005, 164–165, 1624–1630. [Google Scholar] [CrossRef]
- Boubekri, N.; Rodriguez, J.; Asfour, S. Development of an Aggregate Indicator to Assess the Machinability of Steels. J. Mater. Process. Technol. 2003, 134, 159–165. [Google Scholar] [CrossRef]
- Šalak, A.; Vasilko, K.; Selecká, M.; Danninger, H. New Short Time Face Turning Method for Testing the Machinability of PM Steels. J. Mater. Process. Technol. 2006, 176, 62–69. [Google Scholar] [CrossRef]
- Šalak, A.; Selecká, M.; Danninger, H. Machinability of Powder Metallurgy Steels; Cambridge International Science Publishing: Cambridge, UK, 2005; ISBN 978-1-898326-82-3. [Google Scholar]
- Békés, J. Engineering Technology of Machining of Metals; ALFA: Bratislava, Slovakia, 1981; pp. 89–105. [Google Scholar]
- Jakubéczyová, D.; Fáberová, M. Mechanical Properties and Surface Treatment PM Cobalt High Speed Steels. Powder Metall. Prog. 2002, 2, 188–197. [Google Scholar]
- Ebrahimi, A.; Moshksar, M.M. Evaluation of Machinability in Turning of Microalloyed and Quenched-Tempered Steels: Tool Wear, Statistical Analysis, Chip Morphology. J. Mater. Process. Technol. 2009, 209, 910–921. [Google Scholar] [CrossRef]
- Nomani, J.; Pramanik, A.; Hilditch, T.; Littlefair, G. Machinability Study of First Generation Duplex (2205), Second Generation Duplex (2507) and Austenite Stainless Steel during Drilling Process. Wear 2013, 304, 20–28. [Google Scholar] [CrossRef]
- Blais, C.; L’Espérance, G.; Bourgeois, I. Characterisation of Machinability of Sintered Steels during Drilling Operations. Powder Metall. 2001, 44, 67–76. [Google Scholar] [CrossRef]
- Kaladhar, M.; Subbaiah, K.V.; Rao, C.H.S. Machining of Austenitic Stainless Steels—A Review. Int. J. Mach. Mach. Mater. 2012, 12, 178–192. [Google Scholar] [CrossRef]
- Stephenson, D.A.; Agapiou, J.S. Metal Cutting Theory and Practice, 3rd ed.; CRC Press: Boca Raton, FL, USA, 2018; ISBN 978-1-315-37311-9. [Google Scholar]
- Ren, L.; Zhang, G.; Wang, Y.; Zhang, Q.; Wang, F.; Huang, Y. A New In-Process Material Removal Rate Monitoring Approach in Abrasive Belt Grinding. Int. J. Adv. Manuf. Technol. 2019, 104, 2715–2726. [Google Scholar] [CrossRef]
- Wang, N.; Zhang, G.; Ren, L.; Pang, W.; Wang, Y. Vision and Sound Fusion-Based Material Removal Rate Monitoring for Abrasive Belt Grinding Using Improved LightGBM Algorithm. J. Manuf. Process. 2021, 66, 281–292. [Google Scholar] [CrossRef]
- Ren, L.; Wang, N.; Pang, W.; Li, Y.; Zhang, G. Modeling and Monitoring the Material Removal Rate of Abrasive Belt Grinding Based on Vision Measurement and the Gene Expression Programming (GEP) Algorithm. Int. J. Adv. Manuf. Technol. 2022, 120, 385–401. [Google Scholar] [CrossRef]
- Rajmohan, B.; Radhakrishnan, V. On the Possibility of Process Monitoring in Grinding by Spark Intensity Measurements. J. Eng. Ind. 1994, 116, 124–129. [Google Scholar] [CrossRef]
- Deiva Nathan, R.; Vijayaraghavan, L.; Krishnamurthy, R. In-Process Monitoring of Grinding Burn in the Cylindrical Grinding of Steel. J. Mater. Process. Technol. 1999, 91, 37–42. [Google Scholar] [CrossRef]
- Buzzard, R.W. The Utility of the Spark Test as Applied to Commercial Steels. Bur. Stand. J. Res. 1933, 11, 527. [Google Scholar] [CrossRef]
- Guillen, A.; Goh, F.; Andre, J.; Barral, A.; Brochet, C.; Louis, Q.; Guillet, T. From the Microstructure of Steels to the Explosion of Sparks. Emergent Sci. 2019, 3, 2. [Google Scholar] [CrossRef]
- Deng, K.; Pan, D.; Li, X.; Yin, F. Spark Testing to Measure Carbon Content in Carbon Steels Based on Fractal Box Counting. Measurement 2019, 133, 77–80. [Google Scholar] [CrossRef]
- Pšeničnik, M. Optimizacija Proizvodnje EXEM Jekla v Štore Steel, d.o.o. Master’s Thesis, Univerza v Mariboru, Fakulteta za organizacijske vede, Maribor, Slovenia, 2005. [Google Scholar]
- LeCun, Y.; Bengio, Y.; Hinton, G. Deep Learning. Nature 2015, 521, 436–444. [Google Scholar] [CrossRef]
- ImageNet Classification with Deep Convolutional Neural Networks|Communications of the ACM. Available online: https://dl.acm.org/doi/abs/10.1145/3065386 (accessed on 2 July 2024).
- He, K.; Zhang, X.; Ren, S.; Sun, J. Deep Residual Learning for Image Recognition. arXiv 2016, arXiv:1512.03385. [Google Scholar] [CrossRef]
- Deep Learning Toolbox. Available online: https://www.mathworks.com/products/deep-learning.html (accessed on 2 July 2024).
- Weiss, K.; Khoshgoftaar, T.M.; Wang, D. A Survey of Transfer Learning. J. Big Data 2016, 3, 9. [Google Scholar] [CrossRef]
- Hodson, T.O. Root-Mean-Square Error (RMSE) or Mean Absolute Error (MAE): When to Use Them or Not. Geosci. Model Dev. 2022, 15, 5481–5487. [Google Scholar] [CrossRef]
- Sutskever, I.; Martens, J.; Dahl, G.; Hinton, G. On the Importance of Initialization and Momentum in Deep Learning. In Proceedings of the 30th International Conference on Machine Learning, Atlanta, GA, USA, 16–21 June 2013; PMLR: New York City, NY, USA, 2013; pp. 1139–1147. [Google Scholar]
- Kohavi, R. A Study of Cross-Validation and Bootstrap for Accuracy Estimation and Model Selection. Ijcai 2001, 14, 1137–1145. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Index | Heat | Quality | HBW | V15 [m/min] | Machining Time [min] |
|---|---|---|---|---|---|
| 1 | 92369 | 42CrMoS4 | 180 | 299 | 14.87 |
| 2 | 93137 | 16MnCrS5 | 143 | 411 | 15.12 |
| 3 | 93541 | 42CrMoS4 | 280 | 207 | 14.10 |
| 4 | 92047 | C45 | 186 | 389 | 20.56 |
| 5 | 92718 | 16MnCrS5 | 151 | 416 | 15.83 |
| 6 | 92249 | 42CrMoS4 | 257 | 229 | 21.25 |
| 7 | 92456 | C45 | 151 | 377 | 18.03 |
| 8 | 92331 | 20MnV6 | 210 | 411 | 16.66 |
| 9 | 92145 | 20MnV6 | 199 | 401 | 15.19 |
| 10 | 92796 | 42CrMoS4 | 198 | 236 | 23.98 |
| 11 | 91678 | C45 | 190 | 385 | 19.71 |
| 12 | 91688 | 30CrNiMo8 | 210 | 256 | 16.50 |
| 13 | 92330 | 20MnV6 | 206 | 405 | 15.73 |
| 14 | 93511 | C45 | 192 | 384 | 19.36 |
| 15 | 93677 | C45 | 189 | 382 | 18.97 |
| 16 | 93706 | 34CrNiMo6 | 206 | 266 | 16.55 |
| 17 | 91461 | C45/75 | 187 | 382 | 18.97 |
| 18 | 93644 | C45/75 | 183 | 374 | 17.48 |
| 19 | 93516 | 16MnCrS5 | 151 | 423 | 17.00 |
| 20 | 92147 | 16MnCrS5 | 157 | 433 | 18.76 |
| 21 | 91959 | C45 | 184 | 393 | 21.37 |
| 22 | 92613 | 16NiCrS4 | 189 | 476 | 18.78 |
| 23 | 92251 | 16MnCrS5 | 144 | 418 | 16.27 |
| 24 | 91958 | C45 | 192 | 374 | 17.48 |
| 25 | 91943 | 16MnCrS5 | 154 | 429 | 18.06 |
| 26 | 93648 | 42CrMoS4 | 212 | 227 | 20.49 |
| 27 | 91792 | 20MnV6 | 206 | 360 | 9.82 |
| 28 | 92623 | 20MnV6 | 206 | 401 | 15.19 |
| 29 | 92328 | 20MnV6 | 208 | 397 | 14.61 |
| 30 | 93696 | 34CrNiMo6 | 226 | 271 | 17.72 |
| 31 | 93647 | 42CrMoS4 | 276 | 222 | 18.71 |
| 32 | 92252 | 16MnCrS5 | 152 | 423 | 17.00 |
| 33 | 92329 | 20MnV6 | 202 | 405 | 15.73 |
| 34 | 93746 | 16MnCrS5 | 158 | 423 | 17.00 |
| 35 | 92065 | 20MnV6 | 202 | 408 | 16.22 |
| 36 | 93802 | 16MnCrS5 | 153 | 437 | 19.44 |
| 37 | 92715 | 42CrMoS4 | 214 | 229 | 21.25 |
| 38 | 93518 | 16MnCrS5 | 156 | 433 | 18.76 |
| 39 | 93873 | 34CrNiMo6 | 209 | 266 | 16.55 |
| 40 | 91721 | 38MnVS6 | 277 | 249 | 14.85 |
| 41 | 91724 | C45 | 194 | 374 | 17.48 |
| 42 | 91942 | 16MnCrS5 | 155 | 421 | 16.66 |
| 43 | 92624 | 20MnV6 | 207 | 408 | 16.22 |
| 44 | 92412 | C45 | 213 | 374 | 17.48 |
| 45 | 92781 | 42CrMoS4 | 209 | 239 | 25.36 |
| Training Option | Value |
|---|---|
| Solver type | SGDM |
| Learning rate | 0.000001 |
| Mini batch size | 32 |
| Validation frequency | 20 |
| Shuffle | Every epoch |
| Fold Number | Steel Samples | ||||
|---|---|---|---|---|---|
| Fold 1 | 92369 (42CrMoS4) | 93137(16MnCrS5) | 93541(42CrMoS4) | 92047(C45) | 92718(16MnCrS5) |
| Fold 2 | 92249 (42CrMoS4) | 92456 (C45) | 92331 (20MnV6) | 92145 (20MnV6) | 92796 (42CrMoS4) |
| Fold 3 | 91678 (C45) | 91688 (30CrNiMo8) | 93511 (C45) | 93677 (C45) | / |
| Fold 4 | 93706 (34CrNiMo6) | 91461 (C45) | 93644 (C45) | 93516 (16MnCrS5) | 92147 (16MnCrS5) |
| Fold 5 | 91959 (C45) | 92613 (16NiCrS4) | 92251 (16MnCrS5) | 91943 (16MnCrS5) | / |
| Fold 6 | 93648 (42CrMoS4) | 91792 (20MnV6) | 92623 (20MnV6) | 92328 (20MnV6) | / |
| Fold 7 | 93647 (42CrMoS4) | 92252 (16MnCrS5) | 92329 (20MnV6) | 93746 (16MnCrS5) | 92065 (20MnV6) |
| Fold 8 | 92715 (42CrMoS4) | 93873 (34CrNiMo6) | 91721 (38MnVS6) | 91958 (C45) | / |
| Fold 9 | 91724 (C45) | 91942 (16MnCrS5) | 92624 (20MnV6) | 92412 (C45) | 92781 (42CrMoS4) |
| Fold 10 | 93802 (16MnCrS5) | 93518 (16MnCrS5) | 92330 (20MnV6) | 93696 (34CrNiMo6) | / |
| Fold Number | RMSE [m/min] | MAPE [%] |
|---|---|---|
| Fold1 | 45.58 | 14.04 |
| Fold2 | 63.42 | 22.90 |
| Fold3 | 69.16 | 17.58 |
| Fold4 | 45.62 | 10.33 |
| Fold5 | 47.36 | 10.23 |
| Fold6 | 59.92 | 22.93 |
| Fold7 | 32.96 | 10.81 |
| Fold8 | 68.08 | 23.29 |
| Fold9 | 63.66 | 16.49 |
| Fold10 | 34.36 | 7.58 |
| Average | 53.01 | 15.62 |
| Fold Number | RMSE [m/mn] | MAPE [%] |
|---|---|---|
| Fold1 | 40.55 | 13.86 |
| Fold2 | 54.63 | 18.39 |
| Fold3 | 56.33 | 13.54 |
| Fold4 | 35.02 | 8.08 |
| Fold5 | 41.78 | 8.58 |
| Fold6 | 61.76 | 23.33 |
| Fold7 | 29.35 | 9.07 |
| Fold8 | 50.24 | 17.93 |
| Fold9 | 36.26 | 8.74 |
| Fold10 | 33.36 | 7.25 |
| Average | 43.93 | 12.88 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Munđar, G.; Kovačič, M.; Brezočnik, M.; Stępień, K.; Župerl, U. Rapid Assessment of Steel Machinability through Spark Analysis and Data-Mining Techniques. Metals 2024, 14, 955. https://doi.org/10.3390/met14080955
Munđar G, Kovačič M, Brezočnik M, Stępień K, Župerl U. Rapid Assessment of Steel Machinability through Spark Analysis and Data-Mining Techniques. Metals. 2024; 14(8):955. https://doi.org/10.3390/met14080955
Chicago/Turabian StyleMunđar, Goran, Miha Kovačič, Miran Brezočnik, Krzysztof Stępień, and Uroš Župerl. 2024. "Rapid Assessment of Steel Machinability through Spark Analysis and Data-Mining Techniques" Metals 14, no. 8: 955. https://doi.org/10.3390/met14080955