Research on Discrete Clamp Motion Path Control-Based Stretch-Forming Method for Large Surfaces


Abstract
:1. Introduction
2. SF-CMPC and Finite Element Model Establishment
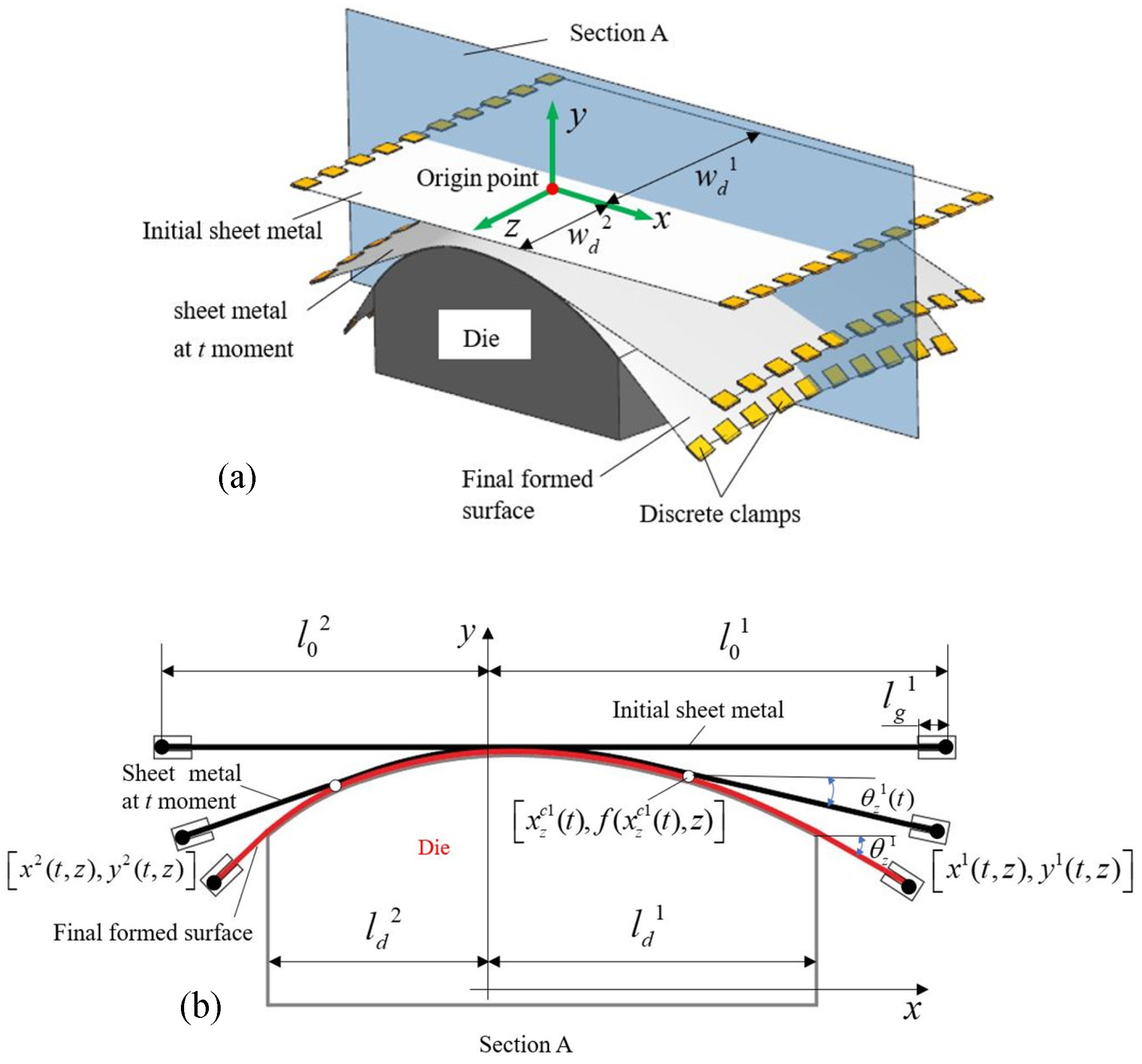
2.1. Description of Forming Characteristics and Process
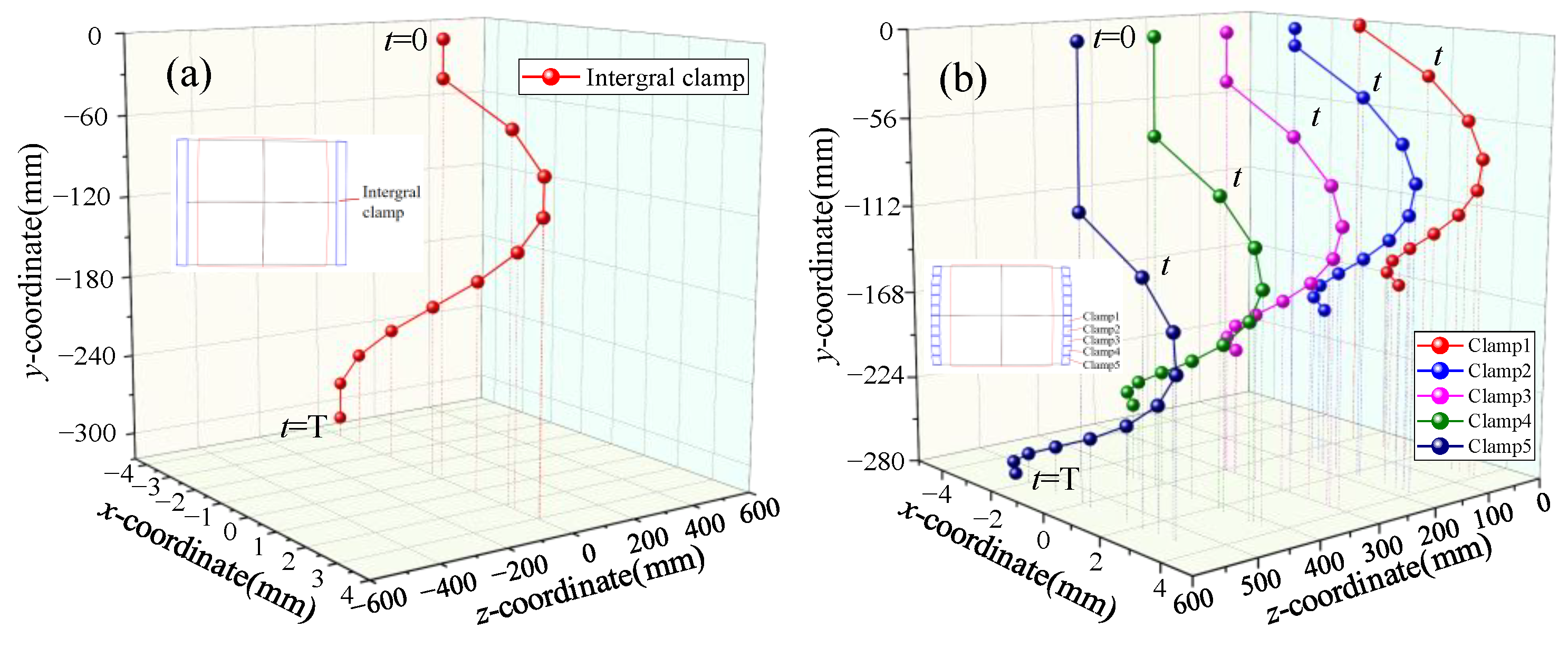
2.2. Discrete Point Loading Path Design
2.3. Establishment of Finite Element Model
3. Analysis of the Transition Zone Length’s Influence on the Stretch Forming Result
3.1. SF-C Results Corresponding to Different Transition Zone Lengths
3.2. SF-CMPC Results Corresponding to Different Transition Zone Lengths
4. Analysis of Cracking and Wrinkling in Stretch Forming
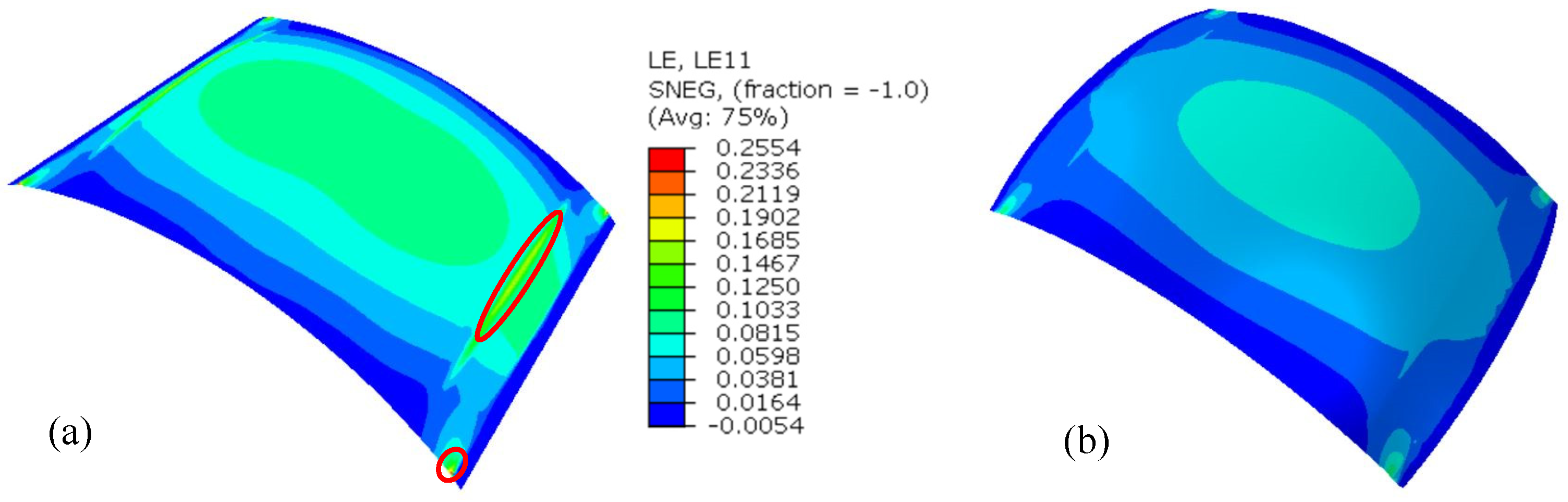
4.1. Cracking-Risk Analysis of Different Stretch-Forming Methods
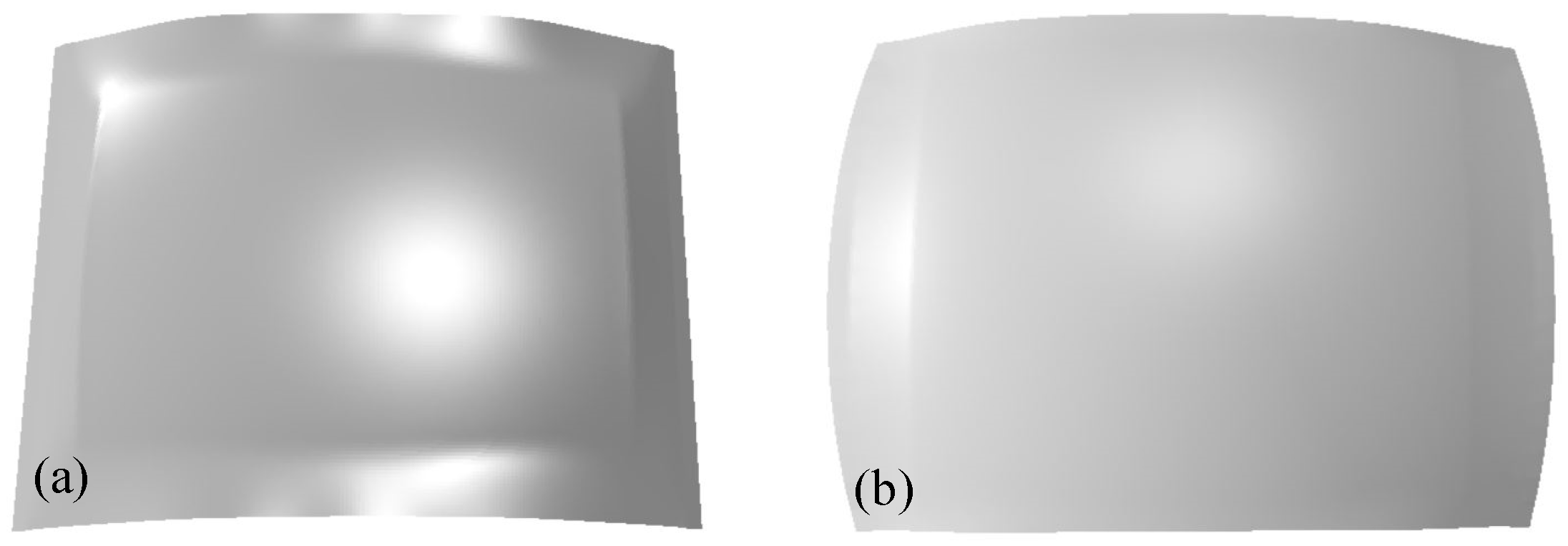
4.2. Sheet Metal Wrinkling and Its Contact Process with the Die
4.3. Stress–Strain Analysis of the Formed Surface
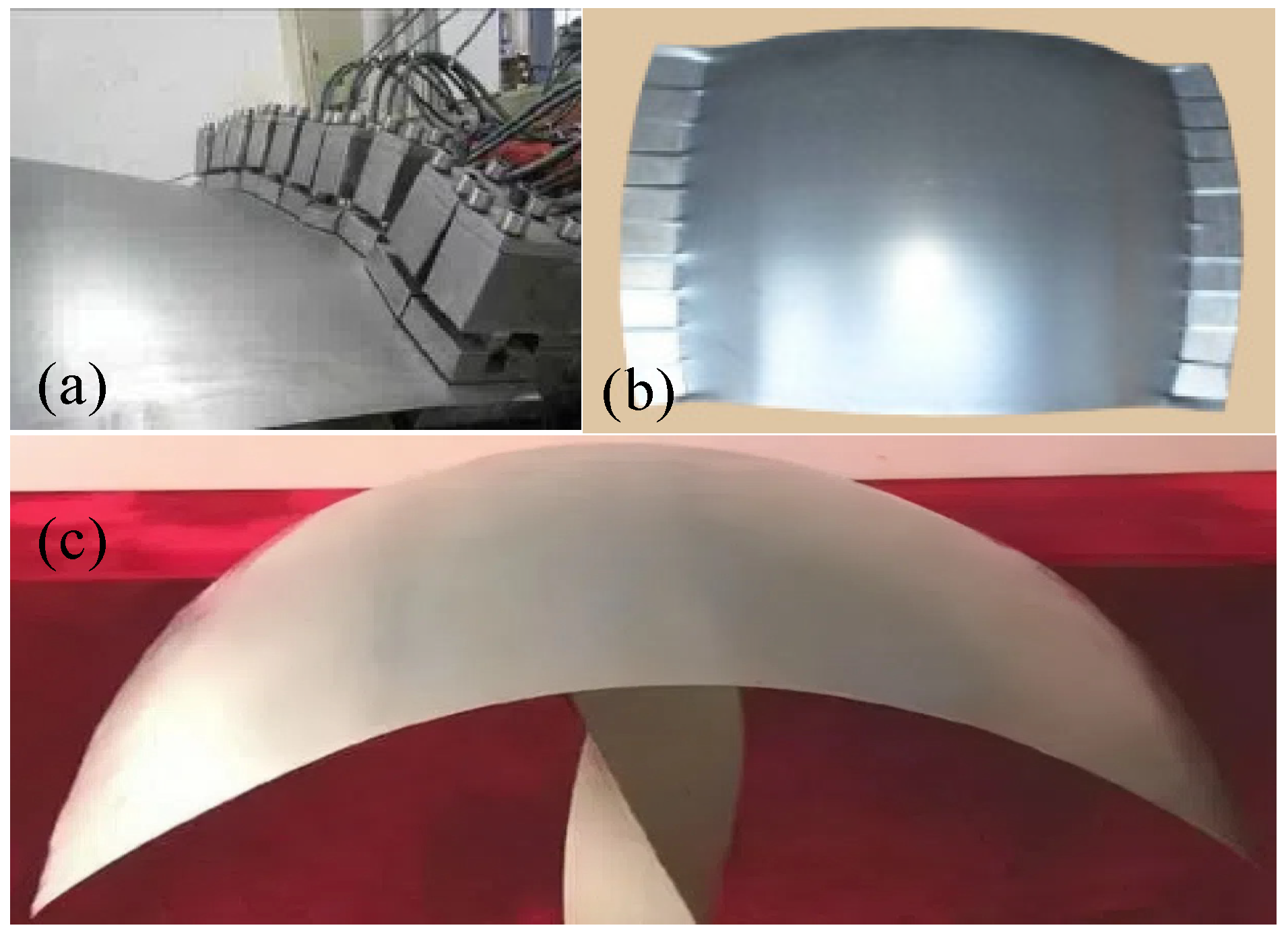
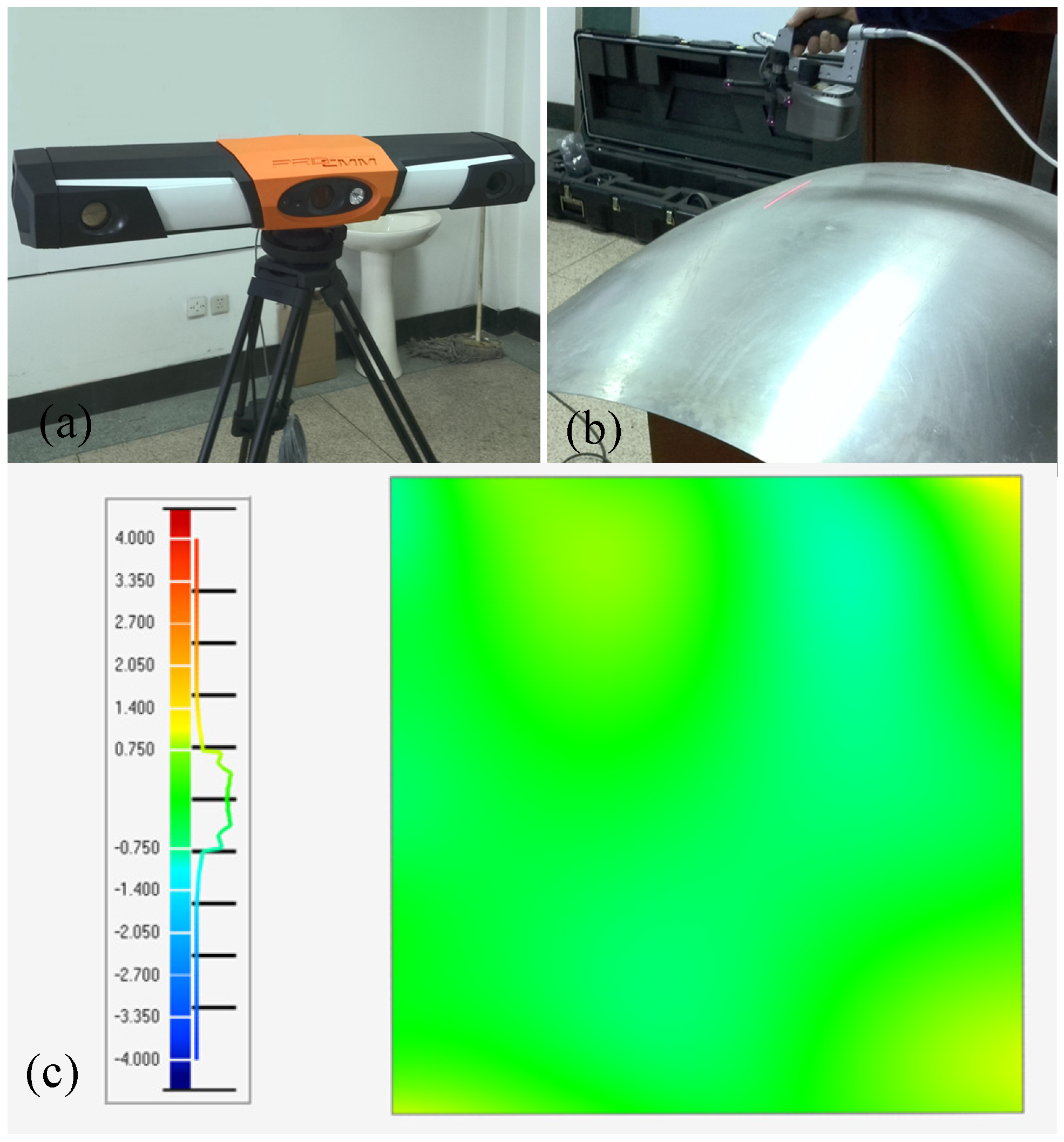
5. Experimental Verification
6. Conclusions
- (1)
- The dependence of production quality on the transition zone length can be reduced by means of clamp discretization and motion path control. A satisfactory quality can be achieved with a smaller transition zone length, and the proportion of residual material removed after forming can be reduced.
- (2)
- There is a significant difference in the cracking risk of surfaces with different curvatures obtained following the two stretch-forming methods. In SF-C, the strain in the crack danger zone varies significantly with the surface curvature. The cracking risk is extremely high with highly curved surfaces, and these may even crack during production. Therefore, in SF-CMPC, the clamps are discretized, and their motion paths are designed and controlled. The cracking risk can be reduced, exhibiting better adaptability for the formation of surfaces with a large curvature.
- (3)
- In SF-C, the sheet metal comes into passive contact with the die. The edge area of the sheet metal is in a suspended state, with a relatively small ultimate compressive strain. Wrinkles are prone to occur. In SF-CMPC, the clamps’ motion paths are controlled to ensure that the sheet metal in the transverse section is in contact with the die at the same time. Due to the friction between the sheet metal and the die, transverse shrinkage can be suppressed, and the transverse compressive stress, reduced. In addition, the sheet metal is always sufficiently constrained, the ultimate compressive strain can be increased, and wrinkling can be suppressed during production.
- (4)
- The experiment of stretch forming a spherical surface was carried out using self-developed equipment. Wrinkles and cracks did not occur on the surface. The normal error between the formed part and the target surface was distributed within the range of −1.4 mm to 1.4 mm. The feasibility of stretch forming by controlling clamps’ motion paths has been proven.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Seo, Y.-H.; Kang, B.-S.; Kim, J. Study on relationship between design parameters and formability in flexible stretch forming process. Int. J. Precis. Eng. Manuf. 2012, 13, 1797–1804. [Google Scholar] [CrossRef]
- Wei, B.; Wei, Y.; Zhang, F.; He, K.; Dang, X.; Du, R. Springback control and plastic deformation of metal plates with large curvature in heat-assisted incremental bending process. Int. J. Adv. Manuf. Technol. 2021, 112, 1483–1500. [Google Scholar] [CrossRef]
- Gupta, P.; Szekeres, A.; Jeswiet, J. Manufacture of an aerospace component with hybrid incremental forming methodology. Int. J. Mater. Form. 2021, 14, 293–308. [Google Scholar] [CrossRef]
- Wang, L.; Luan, X.; Liu, S.; Wang, X. Analysis of wall thickness evolution and forming quality of sheet metal manufactured by wrinkles-free forming method. Int. J. Mater. Form. 2024, 17, 44. [Google Scholar] [CrossRef]
- Yuan, S.J. Fundamentals and Processes of Fluid Pressure Forming Technology for Complex Thin-Walled Components. Engineering 2021, 7, 358–366. [Google Scholar] [CrossRef]
- Chen, Y.Z.; Liu, W.; Xu, Y.C.; Yuan, S.J. Analysis and experiment on wrinkling suppression for hydroforming of curved surface shell. Int. J. Mech. Sci. 2015, 104, 112–125. [Google Scholar] [CrossRef]
- Cui, X.H.; Yan, Z.Q.; Chen, B.G.; Du, Z.H.; Xiao, A.; Yu, H.L. Large ellipsoid parts manufacture using electromagnetic incremental forming with variable blankholder structure. Int. J. Adv. Manuf. Technol. 2021, 116, 3699–3715. [Google Scholar] [CrossRef]
- Leonhardt, A.; Kurz, G.; Victoria-Hernández, J.; Kräusel, V.; Landgrebe, D.; Letzig, D. Experimental study on incremental sheet forming of magnesium alloy AZ31 with hot air heating. Procedia Manuf. 2018, 15, 1192–1199. [Google Scholar] [CrossRef]
- Duflou, J.R.; Callebaut, B.; Verbert, J.; Baerdemaeker, H.D. Improved SPIF performance through dynamic local heating. Int. J. Mach. Tools Manuf. 2008, 48, 543–549. [Google Scholar] [CrossRef]
- Zhang, X.Q.; Liu, H.X.; Wang, Y.K.; Duan, S.W.; Zhang, Y.; Fang, J.X.; Pei, S.B.; Hu, W.F. Research on dynamic deformation behaviors of laser driving metal sheet precision forming. Int. J. Solids Struct. 2024, 288, 112631. [Google Scholar] [CrossRef]
- Du, Z.; Yan, Z.; Cui, X.; Chen, B.; Yu, H.; Qiu, D.; Xia, W.; Deng, Z. Springback control and large skin manufacturing by high-speed vibration using electromagnetic forming. J. Mater. Process. Technol. 2022, 299, 117340. [Google Scholar] [CrossRef]
- Xiao, A.; Yan, Z.Q.; Huang, C.Q.; Yu, Z.X.; Wang, S.P.; Cui, X.H. Reduction of springback of Ti6Al4V alloy by high-density and instantaneous pulsed current. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2023, 877, 145188. [Google Scholar] [CrossRef]
- Abdel-Nasser, Y.; Ma, N.; Rashed, K.M.H. Numerical Modelling for Efficient Analysis of Large Size Multi-Stage Incremental Sheet Forming. J. Manuf. Mater. Process. 2024, 8, 3. [Google Scholar] [CrossRef]
- Sorrentino, L.; Parodo, G.; Giuliano, G. Lightweight Structures: An innovative method to uniform the thickness of metal sheets by patchwork blanks. Int. J. Lightweight Mater. Manuf. 2021, 5, 20–28. [Google Scholar] [CrossRef]
- He, D.-H.; Li, X.-Q.; Li, D.-S.; Yang, W.-J. Process design for multi-stage stretch forming of aluminium alloy aircraft skin. Trans. Nonferrous Met. Soc. China 2010, 20, 1053–1058. [Google Scholar] [CrossRef]
- Zhao, X.; Ou, H. A new hybrid stretch forming and double-layer two-point incremental sheet forming process. J. Mater. Res. Technol. 2024, 30, 3485–3509. [Google Scholar] [CrossRef]
- Siegert, K.; Fann, K.J.; Rennet, A. CNC-Controlled Segmented Stretch-Forming Process. CIRP Ann. 1996, 45, 273–276. [Google Scholar] [CrossRef]
- Siegert, K.; Rennet, A.; Fann, K.J. Prediction of the final part properties in sheet metal forming by CNC-controlled stretch forming. J. Mater. Process. Technol. 1997, 71, 141–146. [Google Scholar] [CrossRef]
- Han, Q.; Wang, J.; Han, Z.; Niu, S.; Zhang, J.; Liu, Z.; Li, M. Design of a flexible bio-inspired stretch-forming machine for the fabrication of large radius bends parts. Int. J. Adv. Manuf. Technol. 2020, 108, 3571–3578. [Google Scholar] [CrossRef]
- Peng, H.; Li, M.-Z.; Han, Q.; Feng, P.; Chen, X. Numerical Investigation of Flexible Holding Technology for Stretch Forming Process. Appl. Mech. Mater. 2011, 121–126, 2126–2130. [Google Scholar] [CrossRef]
- Peng, H.; Li, M.-Z.; Han, Q.; Feng, P.; Zhang, H. Design of Flexible Multi-Gripper Stretch Forming Machine by FEM. Adv. Mater. Res. 2011, 328–330, 13–17. [Google Scholar] [CrossRef]
- Park, J.-W.; Kim, J.; Kim, K.-H.; Kang, B.-S. Numerical and experimental study of stretching effect on flexible forming technology. Int. J. Adv. Manuf. Technol. 2014, 73, 1273–1280. [Google Scholar] [CrossRef]
- Wang, Y.; Li, M.; Wang, D.; Wang, A. Modeling and numerical simulation of multi-gripper flexible stretch forming process. Int. J. Adv. Manuf. Technol. 2014, 73, 279–288. [Google Scholar] [CrossRef]
- Wang, Y.; Li, M.-z. Research on three-dimensional surface parts in multi-gripper flexible stretch forming. Int. J. Adv. Manuf. Technol. 2014, 71, 1701–1707. [Google Scholar] [CrossRef]
- Yanyan, C.; Mingzhe, L.I.; Jian, X.; You, W. Research of Multi-gripper Flexible Stretch Forming for Irregular Part. J. Mech. Eng. 2014, 50, 90–96. [Google Scholar] [CrossRef]
- Cai, Z.-Y.; Liang, X.-b.; Yang, Z.; Li, X.-J. Force-controlled sheet metal stretch-forming process based on loading at discrete points. Int. J. Adv. Manuf. Technol. 2017, 93, 1781–1789. [Google Scholar] [CrossRef]
- Yang, Z.; Cai, Z.-Y.; Che, C.-J.; Li, M.-Z. Numerical simulation research on the loading trajectory in stretch forming process based on distributed displacement loading. Int. J. Adv. Manuf. Technol. 2016, 82, 1353–1362. [Google Scholar] [CrossRef]
- Venturato, G.; Ghiotti, A.; Bruschi, S. Stress-state dependent formability modelling in hot stamping. Prod. Eng. 2019, 14, 105–114. [Google Scholar] [CrossRef]
- Werber, A.; Liewald, M.; Nester, W.; Martin, G.; Wiegand, K.; Simon, J.; Jürgen, T.; Hotz, W. Assessment of forming limit stress curves as failure criterion for non-proportional forming processes. Prod. Eng. 2013, 7, 213–221. [Google Scholar] [CrossRef]
- Keeler, S.P.; Brazier, W.G. Relationship between laboratory material characterization and press-shop formability. Microalloying 1975, 75, 517–530. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Properties | Value |
|---|---|
| Density (kg/m3) | 2780 |
| Young’s modulus (GPa) | 73 |
| Poisson’s ratio | 0.33 |
| Yield strength (MPa) | 75.3 |
| Tensile strength (MPa) | 191 |
| Transition Zone Length (mm) | SF-C | SF-CMPC | ||
|---|---|---|---|---|
| Max Thickness Reduction (mm) | Max Effective Strain Value | Max Thickness Reduction (mm) | Max Effective Strain Value | |
| 50 | 0.2516 | 0.3282 | 0.0461 | 0.0868 |
| 150 | 0.1042 | 0.1403 | 0.0381 | 0.06355 |
| 300 | 0.0514 | 0.0755 | 0.0364 | 0.06194 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, Z.; Tang, Q. Research on Discrete Clamp Motion Path Control-Based Stretch-Forming Method for Large Surfaces. Metals 2024, 14, 1046. https://doi.org/10.3390/met14091046
Yang Z, Tang Q. Research on Discrete Clamp Motion Path Control-Based Stretch-Forming Method for Large Surfaces. Metals. 2024; 14(9):1046. https://doi.org/10.3390/met14091046
Chicago/Turabian StyleYang, Zhen, and Qian Tang. 2024. "Research on Discrete Clamp Motion Path Control-Based Stretch-Forming Method for Large Surfaces" Metals 14, no. 9: 1046. https://doi.org/10.3390/met14091046