
Effect of Sintering Temperature on the Microstructure and Mechanical and Tribological Properties of Copper Matrix Composite for Brake Pads

Abstract
:1. Introduction
2. Experimental Procedure
2.1. Sample Preparation
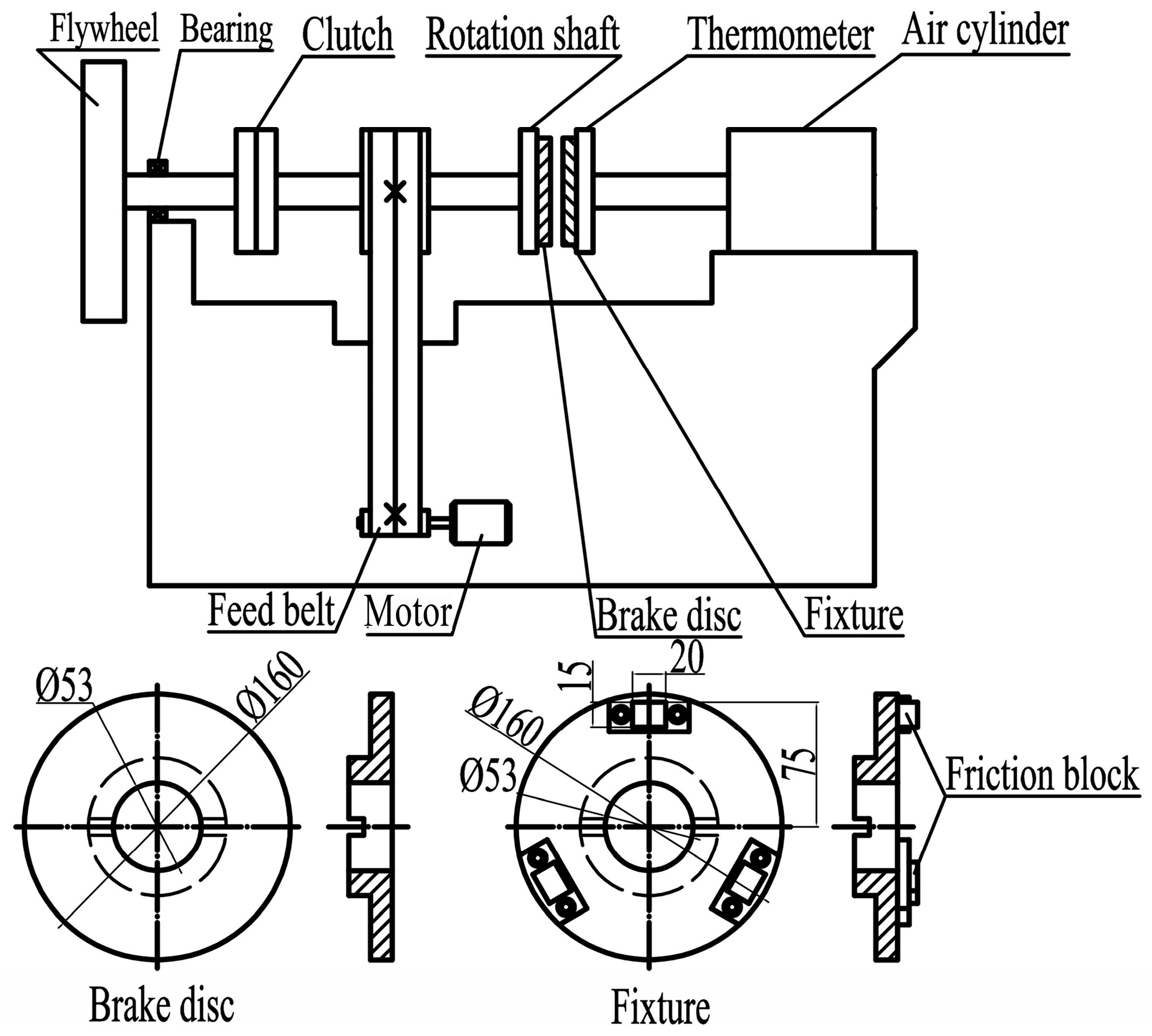
2.2. Performance Test
3. Results and Analysis
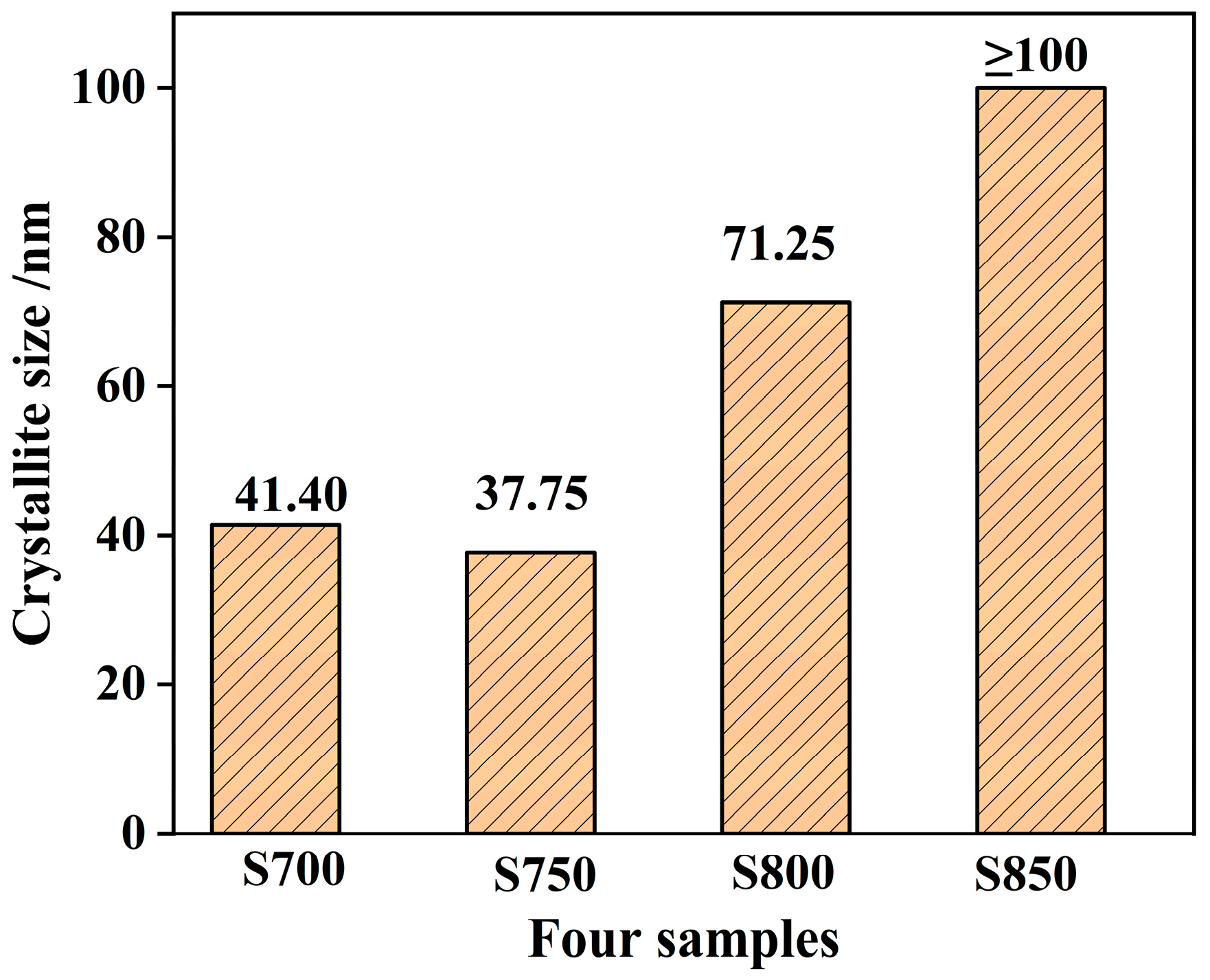
3.1. XRD
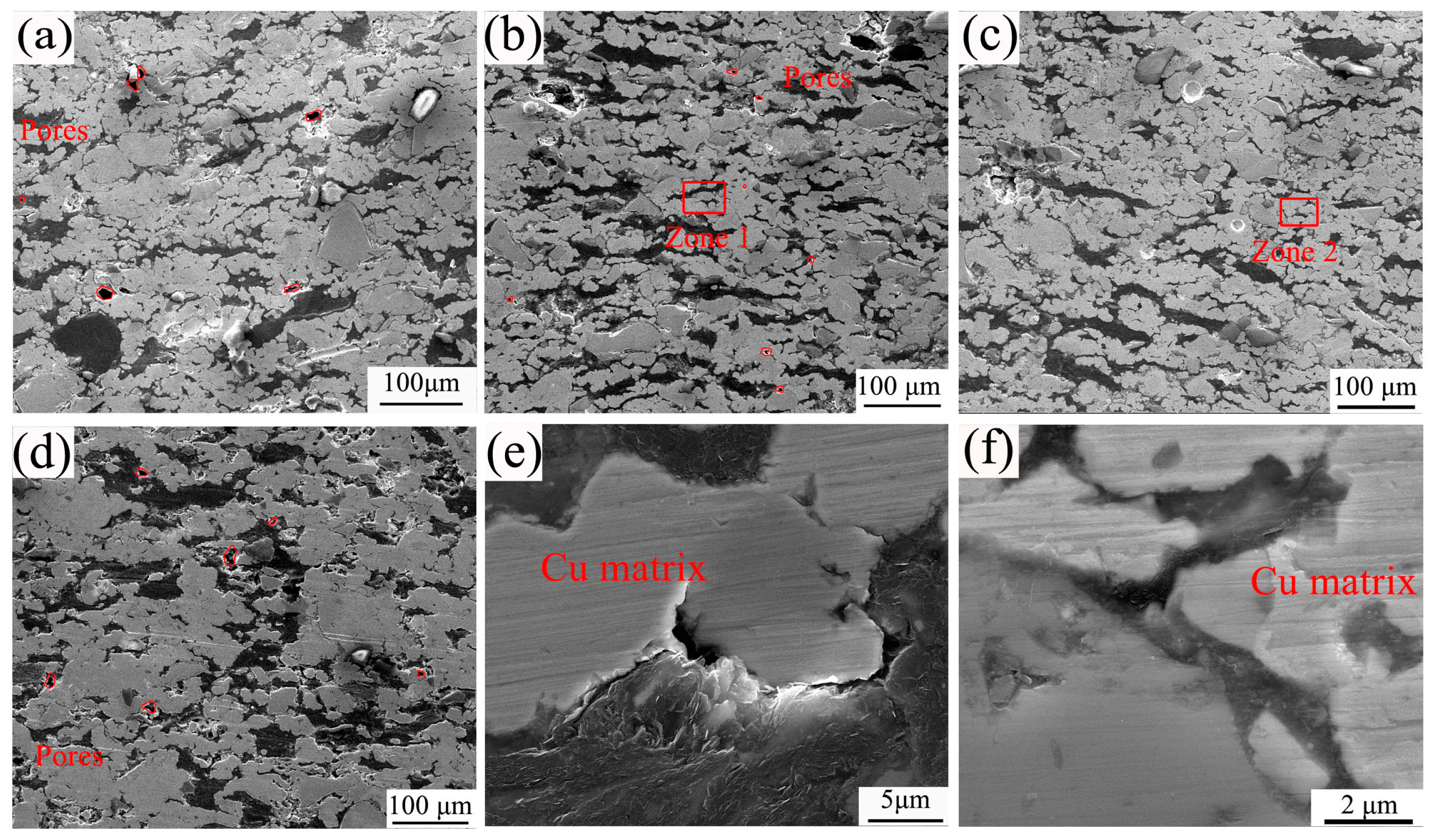
3.2. Microstructure Analysis
3.3. Physical and Mechanical Properties
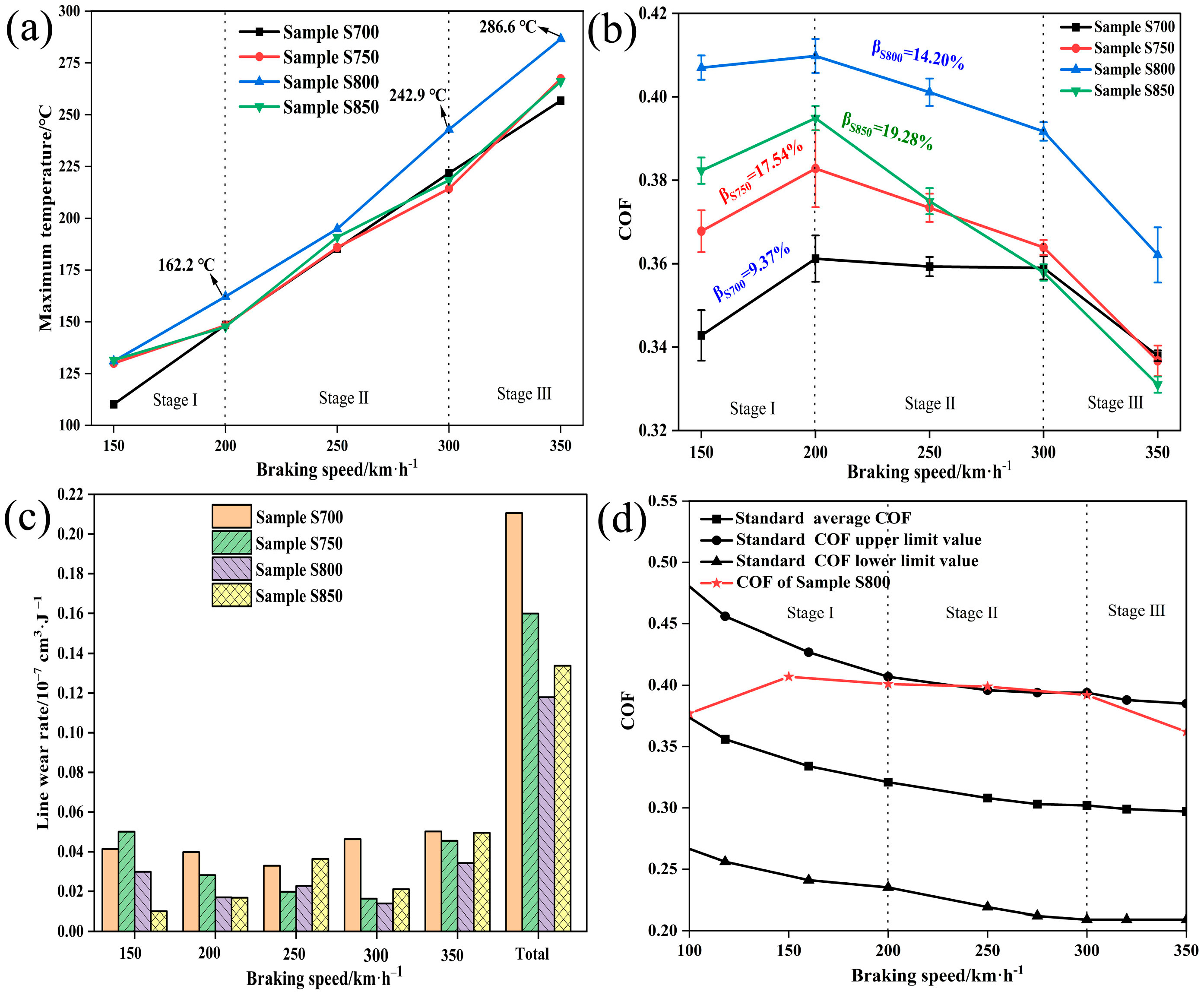
3.4. COF, Friction Temperature, and Line Wear Rate
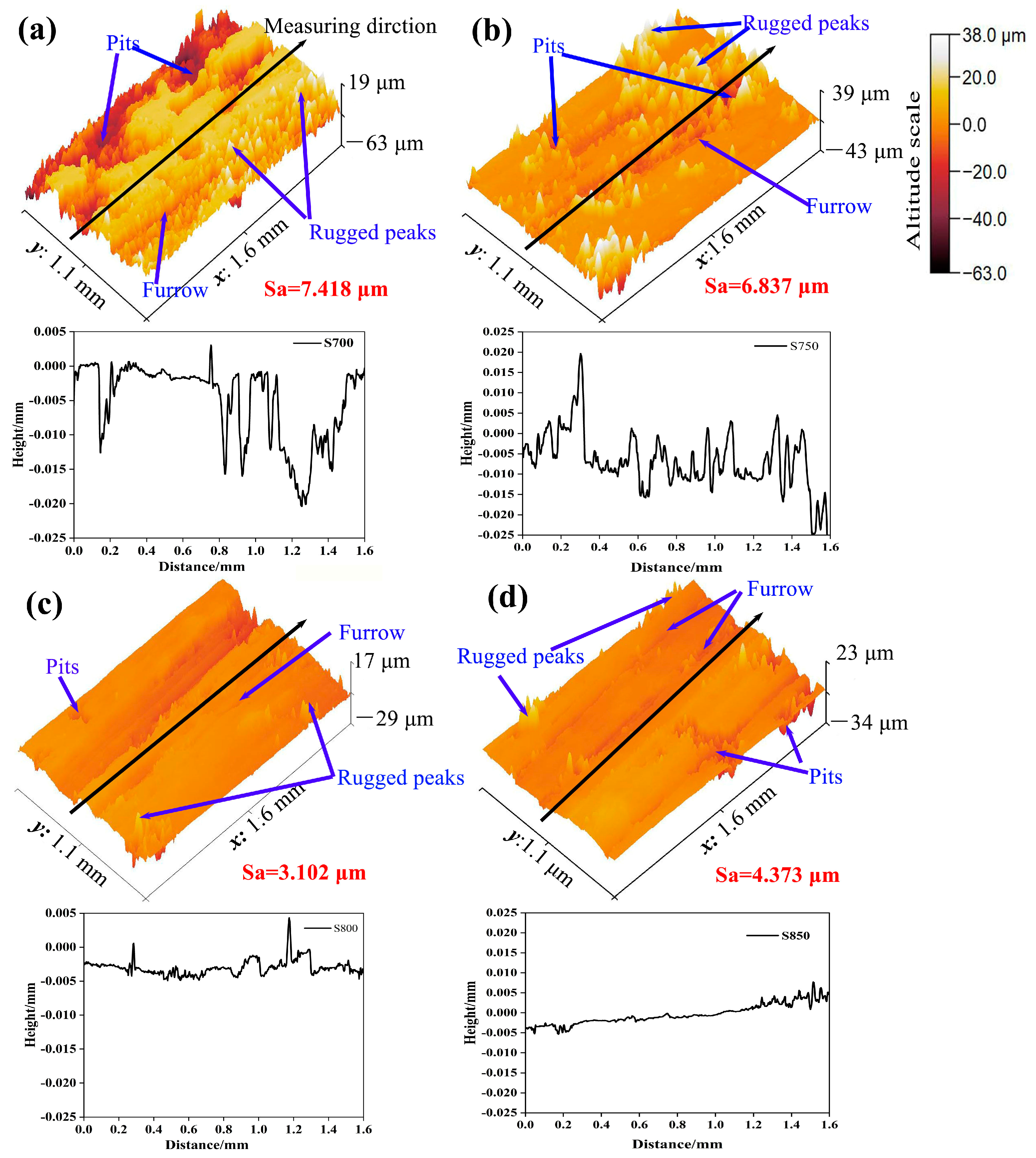
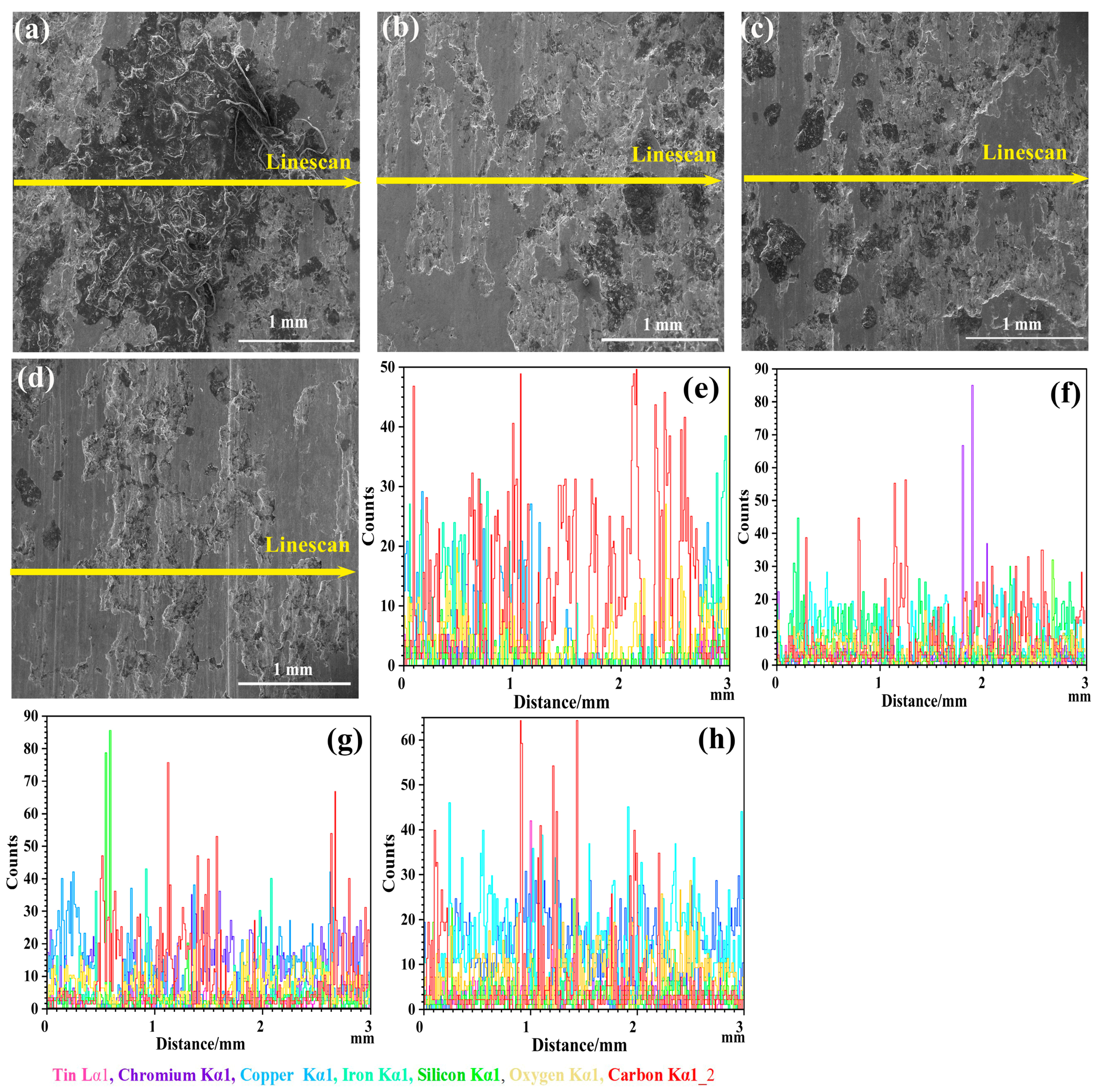
3.5. Worn Surface Morphology and Element Chemistry Configuration
4. Discussion
4.1. Factors Affecting the Mechanical and Physical Properties of Sintered Composite Materials
4.2. The Strengthening Mechanism of Copper Matrix Composites
4.3. Effect of Surface Temperature on Frictional Properties
4.4. Wear Mechanism
5. Conclusions
- (1)
- Sintering temperatures between 700 °C and 850 °C resulted in no significant change in the primary phase of the composite, and the change of porosity is the main factor influencing the mechanical properties and friction properties of braking pads produced by powder metallurgy. Due to the change of porosity is mainly affected by sintering temperature, the sintering temperature is one of the crucial parameters for influencing the mechanical properties and friction properties of braking pads produced by powder metallurgy, and 800 °C is the best sintering temperature based on the component of brake pad in this paper.
- (2)
- The strengthening mechanisms of braking pads in this paper encompass solid solution strengthening, particle strengthening, and second-phase strengthening. Among them, solid solution strengthening and particle strengthening are the main strengthening mechanisms.
- (3)
- The COFs of four samples under different sintering temperatures remained relatively stable below 300 km/h but decreased notably above 300 km/h due to heat fading caused by friction heat. The braking pad prepared under 800 °C sintering temperature demonstrated a high and stable COF across different braking speeds compared to the other samples, and the predominant wear mechanisms primarily included abrasive wear and oxidation wear.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhou, H.; Yao, P.; Xiao, Y.; Fan, K.; Zhang, Z.; Gong, T.; Zhao, L.; Deng, M.; Liu, C.; Ling, P. Friction and wear maps of copper metal matrix composites with different iron volume content. Tribol. Int. 2019, 132, 199–210. [Google Scholar] [CrossRef]
- Jamwal, A.; Mittal, P.; Agrawal, R.; Gupta, S.; Kumar, D.; Sadasivuni, K.K.; Gupta, P. Towards sustainable copper matrix composites: Manufacturing routes with structural, mechanical, electrical and corrosion behaviour. J. Compos. Mater. 2020, 54, 2635–2649. [Google Scholar] [CrossRef]
- Djouider, F.; Alhawsawi, A.; Elmoujarkach, E.; Banoqitah, E.; Alammari, O.A.; Moustafa, E.B. The Effect of Hybrid B4C and Si3N4 Nanoparticles on the Mechanical and Physical Properties of Copper Nanocomposites. Metals 2023, 13, 1504. [Google Scholar] [CrossRef]
- Chai, R.; Zhu, W.; Li, Q.; Zou, H.; Han, Y.; Zhao, Y.; Ran, X. Effect of Basalt Fiber Content on Mechanical and Tribological Properties of Copper-Matrix Composites. Metals 2022, 12, 1925. [Google Scholar] [CrossRef]
- Getman, O.I. Application of Skorokhod’s Rheological Theory of Sintering to Analyze the Sintering Kinetics of Tungsten Powders. Powder Metall. Met. Ceram. 2019, 58, 373–398. [Google Scholar] [CrossRef]
- Kang, W.; Zheng, Z.; Li, Y.; Zhao, R. The influence of sintering temperature on the microstructures and electrical performances of BCZT ceramics. Mater. Lett. 2020, 265, 127298. [Google Scholar] [CrossRef]
- Ashby, M.F.; Bahk, S.; Bevk, J.; Turnbull, D.; Ashby, M.F.; Bahk, S.; Bevk, J.; Turnbull, D. The influence of a dispersion of particles on the sintering of metal powders and wires. Prog. Mater. Sci. 1980, 25, 1–34. [Google Scholar] [CrossRef]
- Ji, W.; Wu, X.; Dai, S.; Zhang, G. Effects of Microwave Hybrid Sintering Methods and Nano-HfC Content on Mechanical Properties and Microstructure of TiB2-Based Cermets. J. Mater. Eng. Perform. 2024, 33, 7277–7289. [Google Scholar] [CrossRef]
- Kumar, N.; Bharti, A.; Dixit, M.; Nigam, A. Effect of Powder Metallurgy Process and its Parameters on the Mechanical and Electrical Properties of Copper-Based Materials: Literature Review. Powder Metall. Met. Ceram. 2020, 59, 401–410. [Google Scholar] [CrossRef]
- Khomenko, E.V.; Minakova, R.V.; Lesnik, N.D. Microstructural evolution of Cr-Cu composites in liquid-phase sintering. Powder Metall. Met. Ceram. 2013, 52, 20–31. [Google Scholar] [CrossRef]
- Shongwe, M.B.; Ramakokovhu, M.M.; Diouf, S.; Durowoju, M.O.; Obadele, B.A.; Sule, R.; Lethabane, M.L.; Olubambi, P.A. Effect of starting powder particle size and heating rate on spark plasma sintering of Fe Ni alloys. J. Alloys Compd. 2016, 678, 241–248. [Google Scholar] [CrossRef]
- Islak, S.; Kir, D.; Buytoz, S. Effect of sintering temperature on electrical and microstructure properties of hot pressed Cu-TiC composites. Sci. Sinter. 2014, 46, 15–21. [Google Scholar] [CrossRef]
- Zhou, W.; Hong, L.; Wang, Y.; Ye, N.; Tang, J. Effect of sintering temperature on microstructure and properties of nano-WC particle reinforced copper matrix composites prepared by hot-pressing sintering. Mater. Res. Express 2020, 7, 126520. [Google Scholar] [CrossRef]
- Ngai, T.L.; Zheng, W.; Li, Y. Effect of sintering temperature on the preparation of Cu–Ti3SiC2 metal matrix composite. Prog. Nat. Sci. Mater. Int. 2013, 23, 70–76. [Google Scholar] [CrossRef]
- Wei, H.; Zou, J.; Gong, Y.; Li, X.; Zhan, W.; Li, F. Friction and wear behavior of copper/graphite/Ti2SnC composites fabricated by spark plasma sintering (SPS). Wear 2023, 51, 204530. [Google Scholar] [CrossRef]
- Swikker, K.R.J.; Kanagasabapathy, H.; Manickam, I.N.; Nadar, N.V.P.; Alwin, S. Effect of sintering temperature on grain growth and mechanical properties of copper/graphene nanosheet composite. Diam. Relat. Mater. 2020, 110, 108111. [Google Scholar] [CrossRef]
- Su, Y.; Jiang, F.; Wu, F.; Long, M. Effect of sintering temperature on microstructure and tribological properties of copper/graphite composites doped with Ti3AlC2 particles. Mater. Today Commun. 2024, 38, 108136. [Google Scholar] [CrossRef]
- Xia, J.; Li, C.X.; Dong, H. Thermal oxidation treatment of B2 iron aluminide for improved wear resistance. Wear 2005, 258, 1804–1812. [Google Scholar] [CrossRef]
- Palm, M.; Stein, F.; Dehm, G. Iron Aluminides. Annu. Rev. Mater. Res. 2019, 49, 297–326. [Google Scholar] [CrossRef]
- Alman, D.E.; Hawk, J.A.; Tylczak, J.H.; Doğan, C.P.; Wilson, R.D. Wear of iron–aluminide intermetallic-based alloys and composites by hard particles. Wear 2001, 251, 875–884. [Google Scholar] [CrossRef]
- Nowak, K.; Kupka, M.; Maszybrocka, J.; Barylski, A. Effect of thermal oxidation process on wear resistance of B2 iron aluminide. Vacuum 2015, 114, 221–225. [Google Scholar] [CrossRef]
- German, R. Sintering Theory and Practice; John Wiley & Sons: Hoboken, NJ, USA, 1996. [Google Scholar]
- Rahaman, M.N. Sintering Theory and Fundamentals. In Powder Metallurgy; ASM International: Almere, The Netherlands, 2015; pp. 205–236. [Google Scholar]
- Jellett, J.H. A Treatise on the Theory of Friction; Hodges Foster and Company: Dublin, Ireland, 1872. [Google Scholar]
- Kraghelsky, I.V. Calculation of Wear Rate. J. Basic Eng. 1965, 87, 785–790. [Google Scholar] [CrossRef]
- Peng, T.; Yan, Q.; Zhang, X. Stability of Metal Matrix Composite Pads During High-Speed Braking. Tribol. Lett. 2018, 66, 1–13. [Google Scholar] [CrossRef]
- Zhang, L.; Ukai, S.; Hoshino, T.; Hayashi, S.; Qu, X. Y2O3 evolution and dispersion refinement in Co-base ODS alloys. Acta Mater. 2009, 57, 3671–3682. [Google Scholar] [CrossRef]
- Cordero, Z.C.; Knight, B.E.; Schuh, C.A. Six decades of the Hall–Petch effect—A survey of grain-size strengthening studies on pure metals. Int. Mater. Rev. 2016, 61, 495–512. [Google Scholar] [CrossRef]
- Gottstein, G. Physical Foundations of Materials Science; Springer: Berlin/Heidelberg, Germany, 2004; pp. 303–356. [Google Scholar]
- Zenoozi, S.; Agbolaghi, S.; Poormahdi, E.; Hashemzadeh-Gargari, M.; Mahmoudi, M. Verification of Scherrer formula for well-shaped poly(3-hexylthiophene)-based conductive single crystals and nanofibers and fabrication of photovoltaic devices from thin film coating. Macromol. Res. 2017, 25, 826–840. [Google Scholar] [CrossRef]
- Zhang, Z.; Wang, S.; Pang, X.; Liu, J.; Zhu, L.; Feng, Z.; Du, S.; Yang, J.; Zhang, Y. Strengthening Mo2BC ceramic by a two-step sintering process. J. Alloys Compd. 2023, 965, 171335. [Google Scholar] [CrossRef]
- Upadhyaya, G.S. Powder Metallurgy Technology; Cambridge Int Science Publishing: Cambridge, UK, 1997. [Google Scholar]
- TB/T 3470-2016; Powder Metallurgy Brake Pad for EMU/DMU. China Railway Publishing House: Beijing, China, 2017.
- Ordonez-Miranda, J.; Alvarado-Gil, J.J.; Yang, R. The effect of the electron-phonon coupling on the effective thermal conductivity of metal-nonmetal multilayers. J. Appl. Phys. 2011, 109, 094310. [Google Scholar] [CrossRef]
- Suleiman, B.M. Effective thermal conduction in composite materials. Appl. Phys. A 2010, 99, 223–228. [Google Scholar] [CrossRef]
- Zhevnenko, S.N.; Gershman, E.I. Grain boundary phase transformation in Cu–Co solid solutions. J. Alloys Compd. 2012, 536, S554–S558. [Google Scholar] [CrossRef]
- Okamoto, H.; Massalski, T. Binary Alloy Phase Diagrams; ASM International: Materials Park, OH, USA, 1990; Volume 12, pp. 3528–3531. [Google Scholar]
- Han, P.; Li, W.; Peng, J.; Zou, W. Influence of Sn and Bi Additions on the Structures and Wear Properties of Cu–Sn–P–Ce cBN Tools. J. Superhard Mater. 2018, 40, 47–51. [Google Scholar] [CrossRef]
- Li, J.F.; Agyakwa, P.A.; Johnson, C.M. Interfacial reaction in Cu/Sn/Cu system during the transient liquid phase soldering process. Acta Mater. 2011, 59, 1198–1211. [Google Scholar] [CrossRef]
- Lee, B.S.; Yoon, J.W. Cu-Sn Intermetallic Compound Joints for High-Temperature Power Electronics Applications. J. Electron. Mater. 2018, 47, 430–435. [Google Scholar] [CrossRef]
- Li, J.; Yin, Y.; Ma, H. Preparation and properties of Fe3Al-based friction materials. Tribol. Int. 2005, 38, 159–163. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Type | Particle Size (μm) | Purity (%) | Content (wt.%) |
|---|---|---|---|---|
| Cu | Electrolysis Powder | 75 | >99.0 | 57 |
| Sn | Atomized Powder | 75 | >99.0 | 4 |
| Fe | Electrolysis Powder | 50 | >99.0 | 16 |
| Cr3Fe | High Carbon | 150 | >98.5 | 6 |
| Graphite | Powder | 180 | >99.0 | 9 |
| MoS2 | Powder | 75 | >99.5 | 2 |
| Fe3Al | DO3 | 45~150 | >99.0 | 6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, Y.; Zhang, Y.; Zhang, X.; Liu, J.; Wang, M. Effect of Sintering Temperature on the Microstructure and Mechanical and Tribological Properties of Copper Matrix Composite for Brake Pads. Metals 2024, 14, 1048. https://doi.org/10.3390/met14091048
Zhou Y, Zhang Y, Zhang X, Liu J, Wang M. Effect of Sintering Temperature on the Microstructure and Mechanical and Tribological Properties of Copper Matrix Composite for Brake Pads. Metals. 2024; 14(9):1048. https://doi.org/10.3390/met14091048
Chicago/Turabian StyleZhou, Yajun, Yongzhen Zhang, Xin Zhang, Jianxiu Liu, and Mingxin Wang. 2024. "Effect of Sintering Temperature on the Microstructure and Mechanical and Tribological Properties of Copper Matrix Composite for Brake Pads" Metals 14, no. 9: 1048. https://doi.org/10.3390/met14091048