
Evaluation of Solidification and Interfacial Reaction of Sn-Bi and Sn-Bi-In Solder Alloys in Copper and Nickel Interfaces

 ,
, 

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Solidification of As-Soldered Sn-Bi and Sn-Bi-In Alloy Samples in Copper
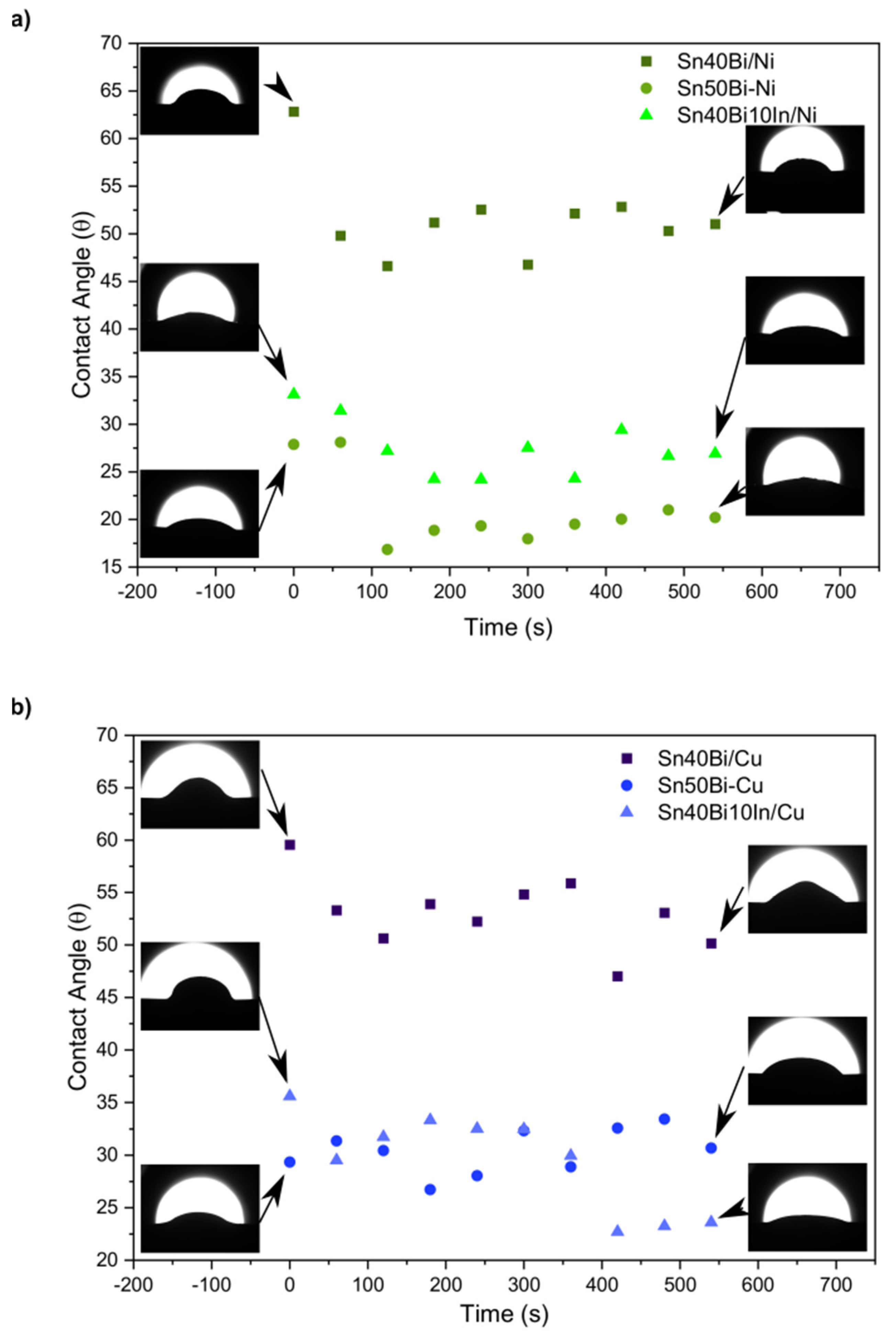
3.2. Wetting Behavior in Copper and Nickel Interfaces
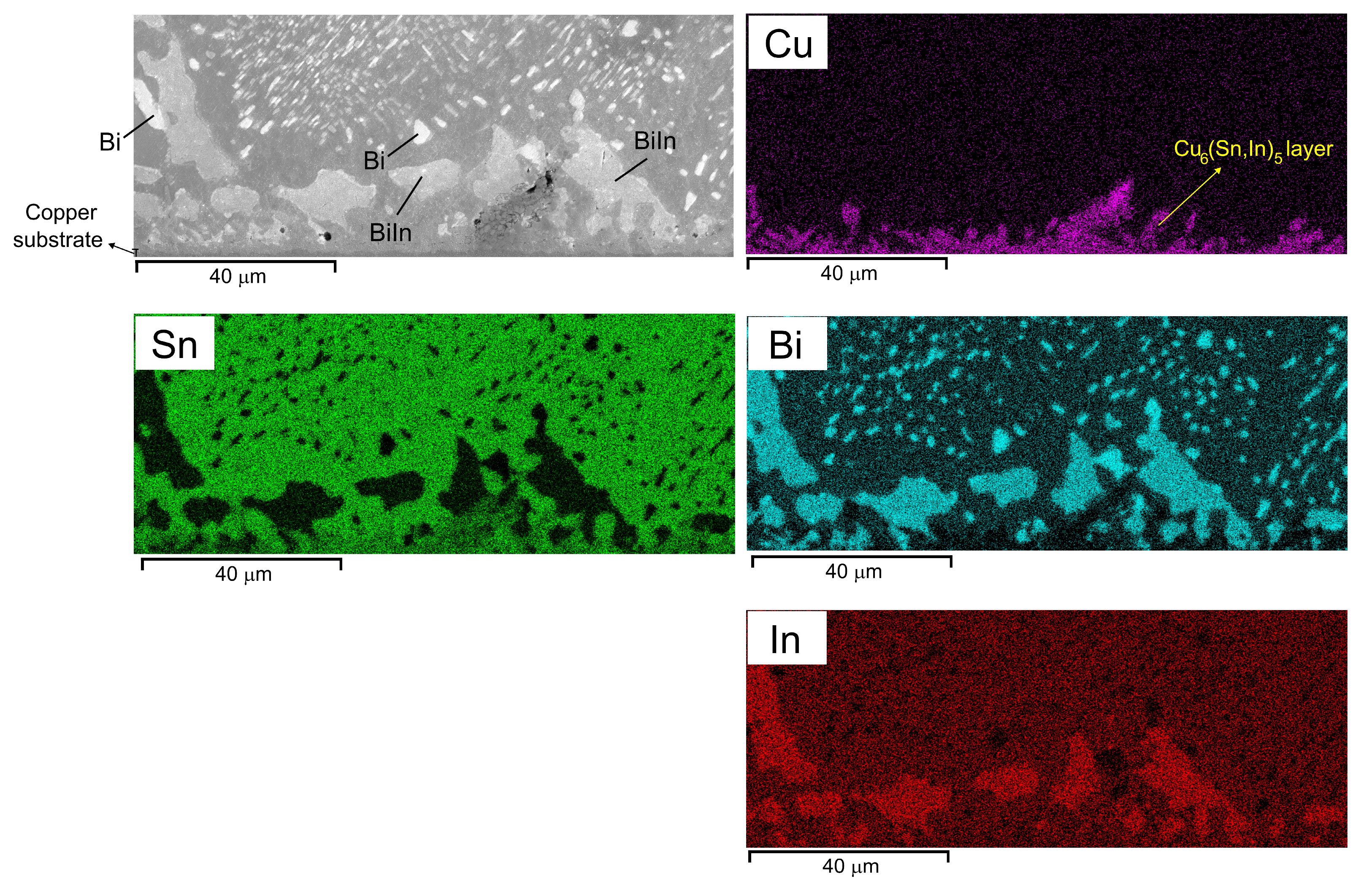
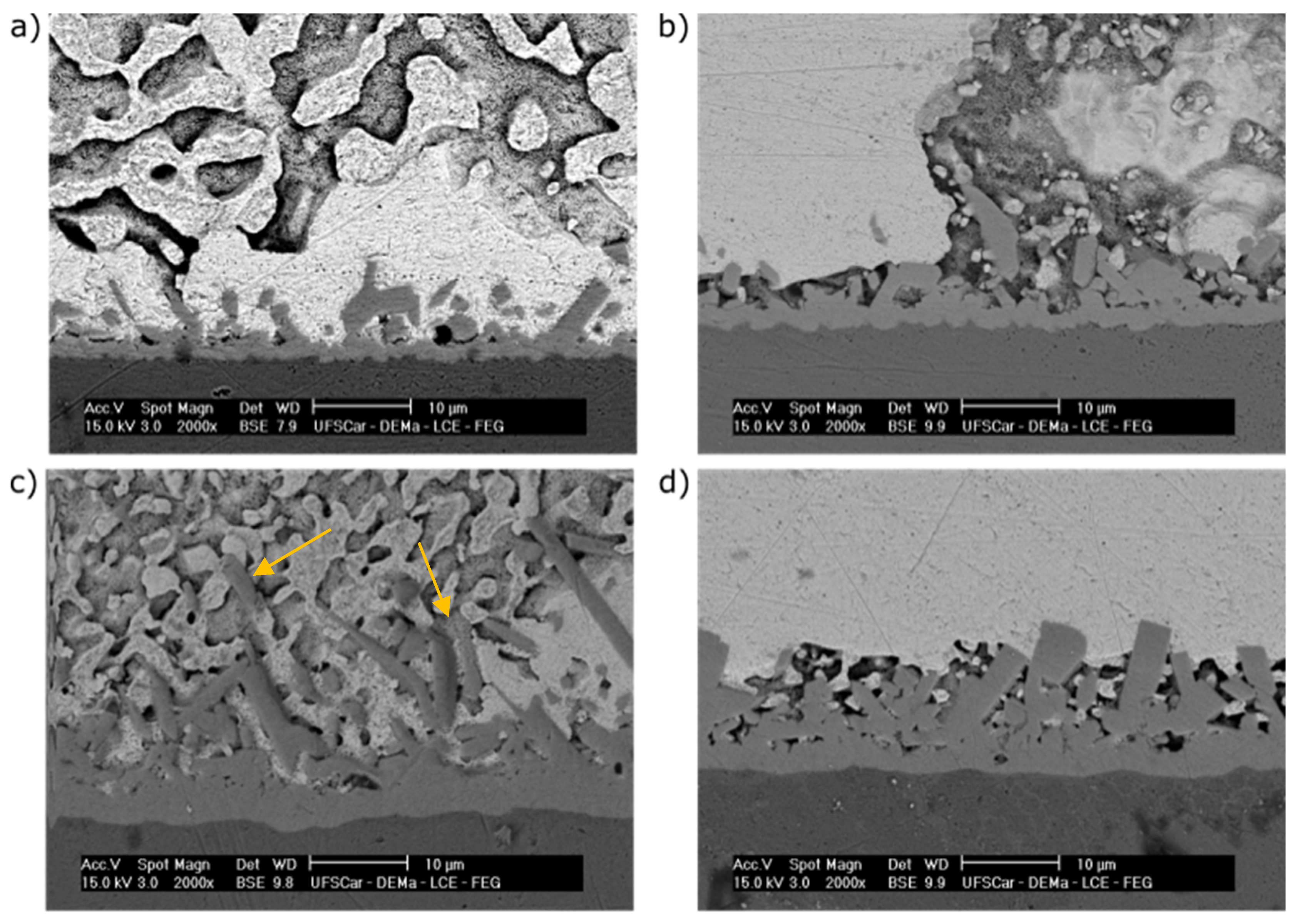
3.3. Interfacial Reaction of the Sn-40%Bi-10%In Samples in Copper
3.4. Adhesion Strength of the Sn-40%Bi-10%In Alloy in Copper and Nickel
4. Conclusions
- -
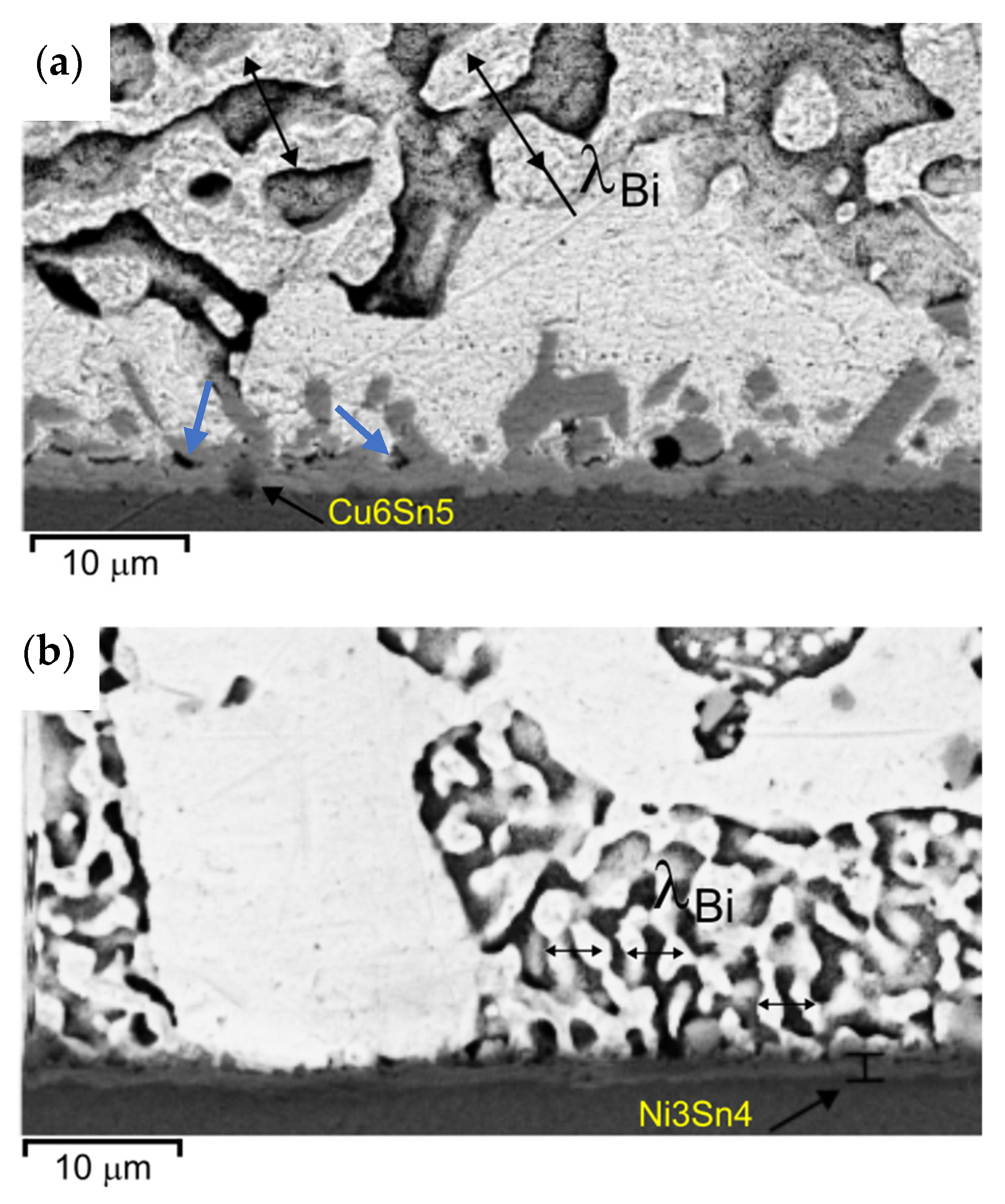
- Significant macrosegregation of Bi towards the Cu/alloy interface in both Sn-40%Bi and Sn-40%Bi-10%In alloys was observed, with the latter showing the formation of coarse Bi and a more pronounced segregation pattern. This segregation aligns with previous findings that higher Bi content results in thicker IMC layers.
- -
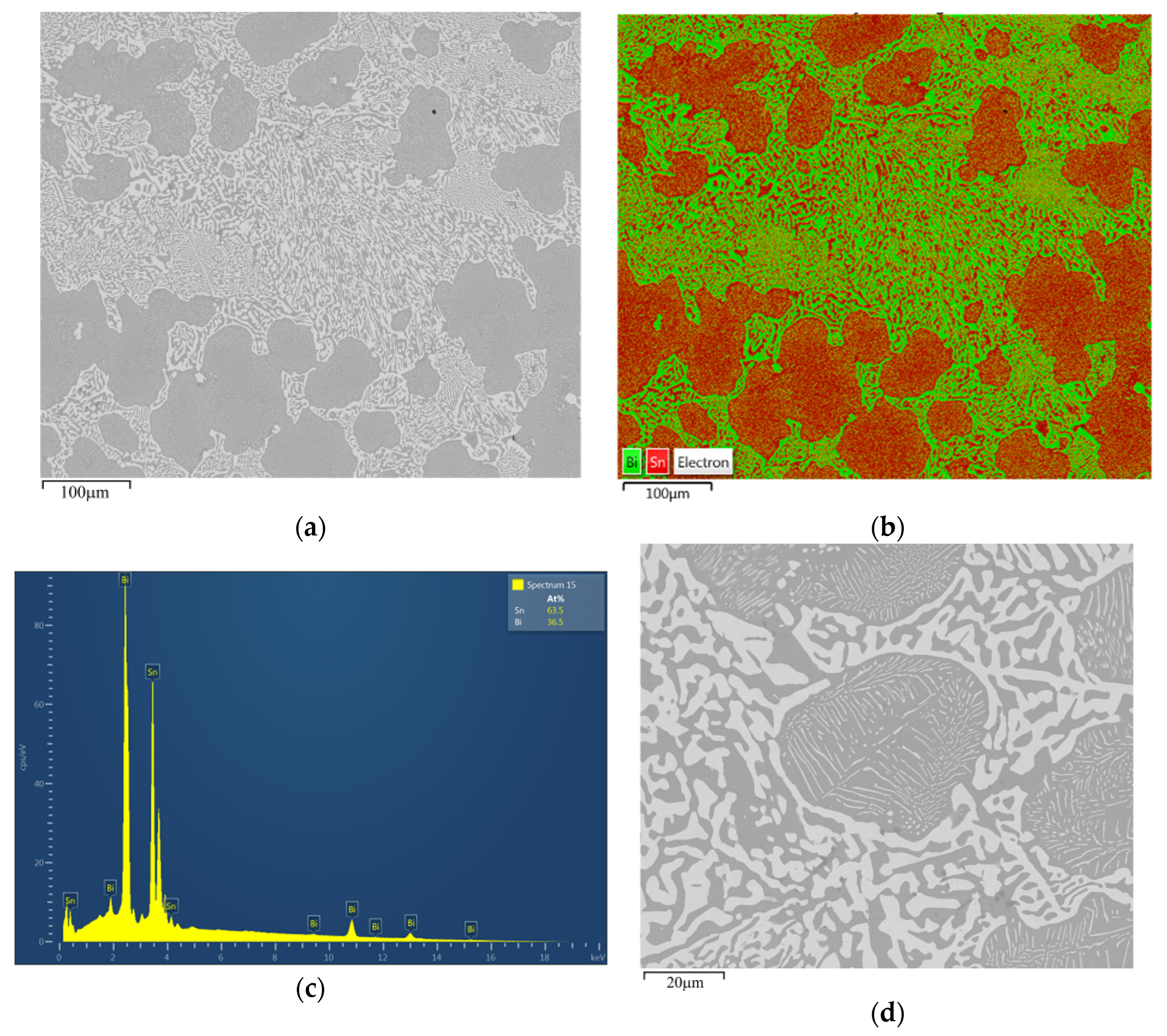
- Both alloys exhibited β-Sn dendritic primary phases, with Bi forming in eutectic-like morphologies in the ternary alloy (Sn-40%Bi-10%In) and as a final eutectic reaction in the binary alloy (Sn-40%Bi).
- -
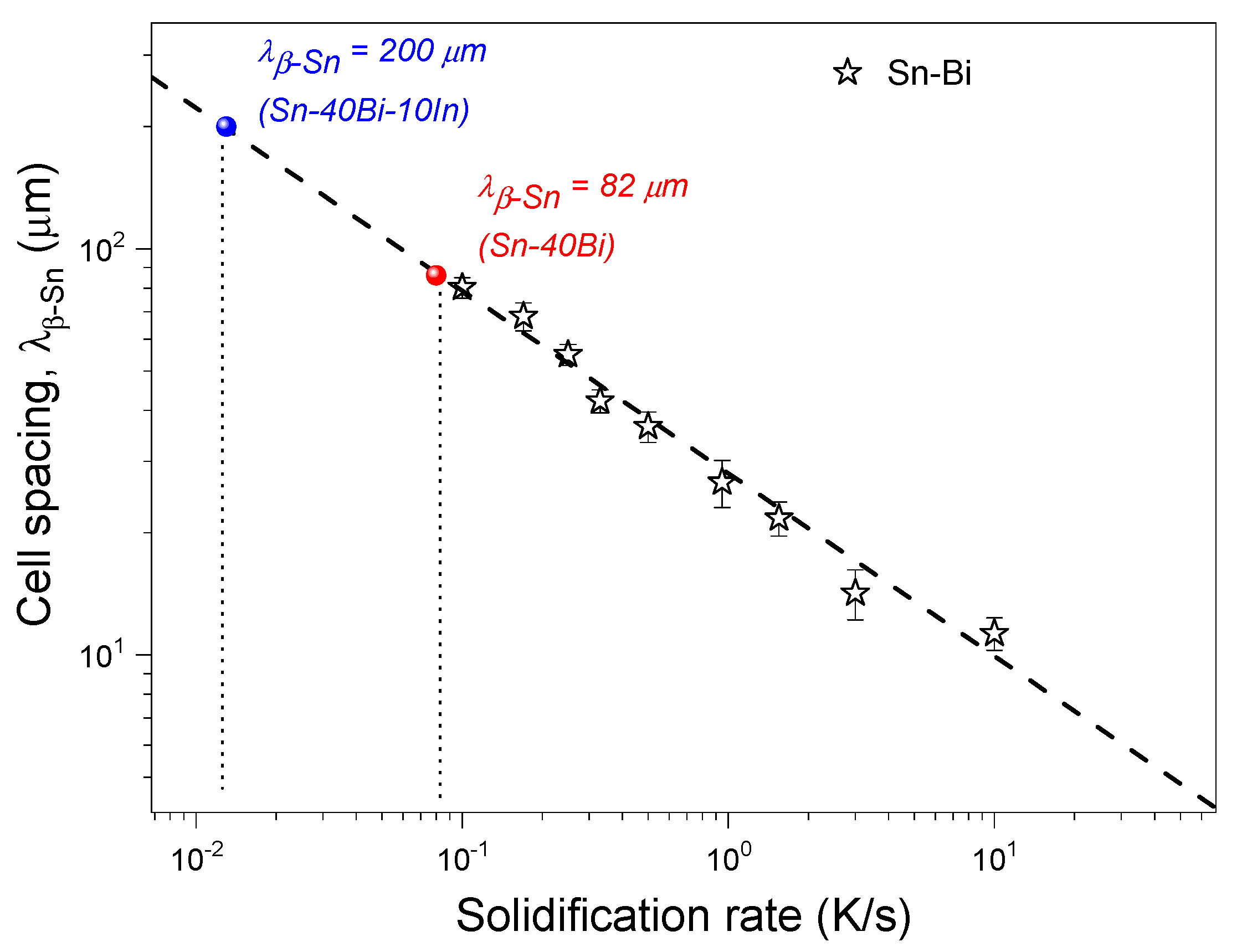
- The Sn-40%Bi-10%In alloy demonstrated a larger cell spacing (200 μm) as compared to the binary Sn-40%Bi alloy, which had a spacing of 82 μm. The presence of In significantly influenced the cell and Bi spacing, resulting in approximately three times coarser structures due to the extended solidification interval.
- -
- The Sn-40%Bi-10%In/Cu joint exhibited the formation of Cu6(Sn,In)5 IMCs, with In incorporation leading to a reduction in IMC layer growth rate by 40% compared to the Sn-40%Bi alloy. The addition of In increased the activation energy needed for the formation of the Cu6Sn5 layer, making its growth more difficult. Adhesion strength tests indicated slightly higher adhesion strength in the Sn-Bi-In/Ni joints (37 MPa) compared to the Sn-Bi-In/Cu joints (19 MPa), which is attributed to the finer microstructure and less tortuous IMC layer formed in the contact with nickel. The fracture predominantly occurred at the alloy/IMC boundary, with dimples and cleavage features observed in the fracture’s surface.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, W.; Zhao, J.; Yin, Z.; Zhou, N.; Tang, L.; Suo, C. Study on wettability of low-melting alloy material on copper substrates. Ferroelectrics 2019, 549, 160–171. [Google Scholar] [CrossRef]
- Roy, C.K.; Bhavnani, S.; Hamilton, M.; Johnson, W.R.; Knight, R.W.; Harris, D.K. Performance of Low Melt Alloys as Thermal Interface Materials. In Proceedings of the 2015 31st Thermal Measurement, Modeling & Management Symposium (SEMI-THERM), San Jose, CA, USA, 15–19 March 2015. [Google Scholar]
- Cheng, S.; Huang, C.; Pecht, M. A review of lead-free solders for electronics applications. Microelectron. Reliab. 2017, 75, 77–95. [Google Scholar] [CrossRef]
- Kurz, W.; Fisher, D.J. Fundamentals of Solidification. Trans. Tech. Public. 1992, 87. [Google Scholar]
- Wu, X.; Wu, J.; Wang, X.; Yang, J.; Xia, M.; Liu, B. Effect of In addition on microstructure and mechanical properties of Sn–40Bi alloys. J. Mater. Sci. 2020, 55, 3092–3106. [Google Scholar] [CrossRef]
- Goh, Y.; Haseeb, A.S.M.A.; Sabri, M.F.M. Effects of hydroquinone and gelatin on the electrodeposition of Sn-Bi low temperature Pb-free solder. Electrochim. Acta 2013, 90, 265–273. [Google Scholar] [CrossRef]
- Shen, C.; Hai, Z.; Zhao, C.; Zhang, J.; Evans, J.L.; Bozack, M.J.; Suhling, J.C. Packaging Reliability Effect of ENIG and ENEPIG Surface Finishes in Board Level Thermal Test under Long-Term Aging and Cycling. Materials 2017, 10, 451. [Google Scholar] [CrossRef]
- Spinelli, J.E.; Cheung, N.; Goulart, P.R.; Quaresma, J.M.V.; Garcia, A. Design of mechanical properties of Al-alloys chill castings based on the metal/mold interfacial heat transfer coefficient. Int. J. Therm. Sci. 2012, 51, 145. [Google Scholar] [CrossRef]
- Nabihah, A.; Nurulakmal, M.S. Effect of In Addition on Microstructure, Wettability and Strength of SnCu Solder. Mater. Today Proc. 2019, 17, 803–809. [Google Scholar] [CrossRef]
- Silva, B.L.; Bertelli, F.; Cante, M.V.; Spinelli, J.E.; Cheung, N.; Garcia, A. Solder/substrate interfacial thermal conductance and wetting angles of Bi–Ag solder alloys. J. Mater. Sci. Mater. Electron. 2016, 27, 1994. [Google Scholar] [CrossRef]
- Li, Q.; Ma, N.; Lei, Y.; Lin, J.; Fu, H.; Gu, J. Characterization of Low-Melting-Point Sn-Bi-In Lead-Free Solders. J. Electron. Mater. 2016, 45, 5800–5810. [Google Scholar] [CrossRef]
- Vianco, P.T.; Rejent, J.A.; Hlava, P.F. Solid-state intermetallics compound layer growth between copper and 95.5Sn-3.9Ag-0.6Cu solder. J. Electron. Mater. 2004, 33, 991–1004. [Google Scholar] [CrossRef]
- Lee, T.Y.; Choi, W.J.; Tu, K.N.; Jang, J.W.; Kuo, S.M.; Lin, J.K.; Frear, D.R.; Zeng, K.; Kivilahti, J.K. Morphology, kinetics, and thermodynamics of solid-state aging of eutectic SnPb and Pb-free solders (Sn-3.5Ag, Sn-3.8Ag-0.7Cu and Sn-0.7Cu) on Cu. J. Mater. Res. 2002, 17, 291–301. [Google Scholar] [CrossRef]
- Gómez, M.; Xu, G.; Li, J.; Zeng, X. Securing Indium Utilization for High-Tech and Renewable Energy Industries. Environ. Sci. Technol. 2023, 57, 2611–2624. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Kim, M.; Wang, L.; Verlinden, P.; Hallam, B. Design considerations for multi-terawatt scale manufacturing of existing and future photovoltaic technologies: Challenges and opportunities related to silver, indium and bismuth consumption. Energy Environ. Sci. 2021, 14, 5587–5610. [Google Scholar] [CrossRef]
- Prakash, A.; Byrd, K.; Sidhu, R.; Elhalawaty, S.; Wu, N.; Okumura, H.; Erukula, S.; Lim, J. Challenges and key learnings in enabling Low Temperature Solder (LTS) technology at packaging components supply base. In Proceedings of the 2021 IEEE 71st Electronic Components and Technology Conference (ECTC), San Diego, CA, USA, 1 June–4 July 2021; pp. 635–642. [Google Scholar] [CrossRef]
- Wang, F.; Huang, Y.; Zhang, Z.; Yan, C. Interfacial Reaction and Mechanical Properties of Sn-Bi Solder joints. Materials 2017, 10, 920. [Google Scholar]
- Yoon, S.W.; Rho, B.; Lee, H.M.; Kim, C.; Lee, B.J. Investigation of the phase equilibria in the Sn-Bi-In alloy system. Metall. Mater. Trans. A 1999, 30, 1503. [Google Scholar] [CrossRef]
- Manasijević, I. Study of microstructure and thermal properties of the low melting Bi-In-Sn eutectic alloys. Mater. Res. 2018, 21, e20180501. [Google Scholar] [CrossRef]
- Leal, J.R.; Reyes, R.A.V.; de Gouveia, G.L.; Coury, F.G.; Spinelli, J.E. Effects of Indium on Wetting and Interfacial Features of a Sn-40Bi Alloy in a Copper Substrate. J. Electron. Mater. 2023, 52, 2957–2970. [Google Scholar] [CrossRef]
- Dong Mj Gao, Z.; Liu, Y.; Wang, X.; Yu, L.M. Effect of indium addition on the microstructural formation and soldered interfaces of Sn-2.5Bi-1Zn-0.3Ag lead-free solder. Int. J. Miner. Metall. Mater. 2012, 19, 1029–1035. [Google Scholar] [CrossRef]
- Silva, B.; Silva, V.C.; Garcia, A.; Spinelli, J.E. Effects of solidification thermal parameters on microstructure and mechanical properties of Sn-Bi solder alloys. J. Electron. Mater. 2017, 46, 1754–1769. [Google Scholar] [CrossRef]
- Glazer, J. Metallurgy of low temperature Pb-free solders for electronic assembly. Inter. Mater. Rev. 1995, 40, 65. [Google Scholar] [CrossRef]
- Li, J.F.; Mannan, S.H.; Clode, M.P.; Whalley, D.C.; Hutt, D.A. Interfacial reactions between molten Sn-Bi-X solders and Cu substrates for liquid solder interconnects. Acta Mater. 2006, 54, 2907. [Google Scholar] [CrossRef]
- Torres, A.; Hernández, L.; Domínguez, O. Effect of antimony additions on corrosion and mechanical properties of Sn-Bi eutectic lead-free solder alloy. Mater. Sci. Appl. 2012, 3, 355–362. [Google Scholar] [CrossRef]
- Wu, J.A.; Luktuke, A.; Chawla, N. Surface Precipitation and Growth of Bismuth Particles in Sn-Ag-Cu-Bi Solder Joints. J. Electron. Mater. 2023, 52, 801–809. [Google Scholar] [CrossRef]
- Wang, F.; Luktuke, A.; Chawla, N. Microstructural coarsening and mechanical properties of eutectic Sn-58Bi solder joint during aging. J. Electron. Mater. 2021, 50, 6607. [Google Scholar] [CrossRef]
- Spinelli, J.E.; Leal, J.R.; Wu, J.A.; Luktuke, A.; Ganju, E.; Chawla, N. Long-Term Microstructural Stability of Sn-40Bi and Sn-40Bi-10In Alloys. J. Electron. Mater. 2024, 53, 2455–2466. [Google Scholar] [CrossRef]
- Pu, C.; Qiu, J.; Li, C.; Gao, P.; Peng, Y.; He, Q.; Bai, H.; Yi, J. Effects of Bi Addition on the Solderability and Mechanical Properties of Sn-Zn-Cu Lead-Free Solder. J. Electron. Mater. 2022, 51, 4952–4963. [Google Scholar] [CrossRef]
- Erer, A.M.; Oguz, S.; Türen, Y. Influence of bismuth (Bi) addition on wetting characteristics of Sn-3Ag-0.5Cu solder alloy on Cu substrate. Eng. Sci. Technol. Int. J. 2018, 21, 1159–1163. [Google Scholar] [CrossRef]
- Zhang, X.; Yuan, Z.; Zhao, H.; Zang, L.; Li, J. Wetting behavior and interfacial characteristic of Sn–Ag–Cu solder alloy on Cu substrate. Phys. Chem. 2010, 55, 797–801. [Google Scholar] [CrossRef]
- Silva, B.L.; Cheung, N.; Garcia, A.; Spinelli, J.E. Evaluation of solder/substrate thermal conductance and wetting angle of Sn–0.7wt%Cu–(0–0.1wt%Ni) solder alloys. Mater. Lett. 2015, 142, 163–167. [Google Scholar] [CrossRef]
- Tian, S.; Li, S.; Zhou, J. Effect of indium addition on interfacial IMC growth and bending properties of eutectic Sn–0.7Cu solder joints. J. Mater. Sci. Mater. Electron. 2017, 28, 16120. [Google Scholar] [CrossRef]
- Wang, Y.; Yao, Y.; Keer, L. An analytical model to predict diffusion induced intermetallic compounds growth in Cu-Sn-Cu sandwich structures. Theor. Appl. Mech. Lett. 2020, 10, 33–37. [Google Scholar] [CrossRef]
- Kannojia, H.K.; Dixit, P. A review of intermetallic compound growth and void formation in electrodeposited Cu–Sn Layers for microsystems packaging. J. Mater. Sci. Mater. Electron. 2021, 32, 6742–6777. [Google Scholar] [CrossRef]
- Tu, K.N.; Thompson, R.D. Kinetics of interfacial reaction in bimetallic CuSn thin films. Acta Metall. 1982, 30, 947–952. [Google Scholar] [CrossRef]
- Oh, M. Growth Kinetics of Intermetallic Phases in the Cu-Sn Binary and the Cu-Ni-Sn Ternary Systems at Low Temperatures; Lehigh University: Bethlehem, PA, USA, 1994. [Google Scholar]
- Lee, T.K.; Bieler, T.R.; Kim, C.U.; Ma, H. Fundamentals of Lead-Free Solder Interconnect Technology: From Microstructures to Reliability, 1st ed.; Springer: New York, NY, USA, 2015. [Google Scholar]
- Soares, T.; Cruz, C.; Silva, B.; Brito, C.; Garcia, A.; Spinelli, J.E.; Cheung, N. Interplay of Wettability, Interfacial Reaction and Interfacial Thermal Conductance in Sn-0.7Cu Solder Alloy/Substrate Couples. J. Electron. Mater. 2020, 49, 173–187. [Google Scholar] [CrossRef]
- Laurila, T.; Hurtig, J.; Vuorinen, V.; Kivilahti, J.K. Effect of Ag, Fe, Au and Ni on the growth kinetics of Sn–Cu intermetallic compound layers Microelectron. Reliab. 2009, 49, 242. [Google Scholar] [CrossRef]
- Li, Z.H.; Tang, Y.; Guo, Q.W.; Li, G.Y. A diffusion model and growth kinetics of interfacial intermetallic joints. J. Alloys Compd. 2020, 818, 152893. [Google Scholar] [CrossRef]
- Ely, D.R.; García, R.E.; Thommes, M. Ostwalde-Freundlich diffusion-limited dissolution kinetics of nanoparticles. Powder Technol. 2014, 257, 120–123. [Google Scholar] [CrossRef]
- Gagliano, R.A.; Fine, M.E. Growth of η phase scallops and whiskers in liquid tin-solid copper reaction couples. J. Miner. 2001, 53, 33–38. [Google Scholar] [CrossRef]
- Mei, Z.; Sunwoo, A.J.; Morris, J.W. Analysis of low-temperature intermetallic growth in copper-tin diffusion couples. Metall. Mater. Trans. A 1992, 23, 857–864. [Google Scholar] [CrossRef]
- Zang, L.; Yuan, Z.; Zhao, H.; Zhang, X. Wettability of molten Sn-Bi-Cu solder on Cu substrate. Mater. Lett. 2009, 63, 2067–2069. [Google Scholar] [CrossRef]
- Prakash, K.H.; Sritharan, T. Interface reaction between copper and molten tin-lead solders. Acta Mater. 2001, 49, 2481–2489. [Google Scholar] [CrossRef]
- Shewmon, P. Diffusion in Solids; TMS: Warrendale, PA, USA, 1989; pp. 191–202. [Google Scholar]
- Mookam, N.; Kanlayasiri, K. Evolution of intermetallic compounds between Sn-0.3Ag-0.7Cu low-silver lead-free solder and Cu substrate during thermal aging. J. Mater. Sci. Technol. 2012, 28, 53–59. [Google Scholar] [CrossRef]
- Wang, B.; Wu, F.; Wu, Y.; An, B.; Liu, H.; Zou, J. A comparative study of microstructure and mechanical properties among Cu/Sn/Cu, Ni/Sn/Ni and Cu/Sn/Ni solder joints. Solder. Surf. Mt. Technol. 2011, 23, 40–46. [Google Scholar] [CrossRef]
- Lee, H.T.; Chen, M.H. Influence of intermetallic compounds on the adhesive strength of solder joints. Mater. Sci. Eng. A 2002, 333, 24–34. [Google Scholar] [CrossRef]
- MatWeb: Online Materials Information Resource. Available online: http://www.matweb.com/ (accessed on 5 January 2024).






Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Leal, J.R.d.S.; Reyes, R.A.V.; Gouveia, G.L.d.; Coury, F.G.; Spinelli, J.E. Evaluation of Solidification and Interfacial Reaction of Sn-Bi and Sn-Bi-In Solder Alloys in Copper and Nickel Interfaces. Metals 2024, 14, 963. https://doi.org/10.3390/met14090963
Leal JRdS, Reyes RAV, Gouveia GLd, Coury FG, Spinelli JE. Evaluation of Solidification and Interfacial Reaction of Sn-Bi and Sn-Bi-In Solder Alloys in Copper and Nickel Interfaces. Metals. 2024; 14(9):963. https://doi.org/10.3390/met14090963
Chicago/Turabian StyleLeal, Jaderson Rodrigo da Silva, Rodrigo André Valenzuela Reyes, Guilherme Lisboa de Gouveia, Francisco Gil Coury, and José Eduardo Spinelli. 2024. "Evaluation of Solidification and Interfacial Reaction of Sn-Bi and Sn-Bi-In Solder Alloys in Copper and Nickel Interfaces" Metals 14, no. 9: 963. https://doi.org/10.3390/met14090963
APA StyleLeal, J. R. d. S., Reyes, R. A. V., Gouveia, G. L. d., Coury, F. G., & Spinelli, J. E. (2024). Evaluation of Solidification and Interfacial Reaction of Sn-Bi and Sn-Bi-In Solder Alloys in Copper and Nickel Interfaces. Metals, 14(9), 963. https://doi.org/10.3390/met14090963