
Influence of Processing Routes to Enhance the Mechanical Properties of Mg–6Zn–1Y–3.5CeMM (wt.%) Alloy



Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
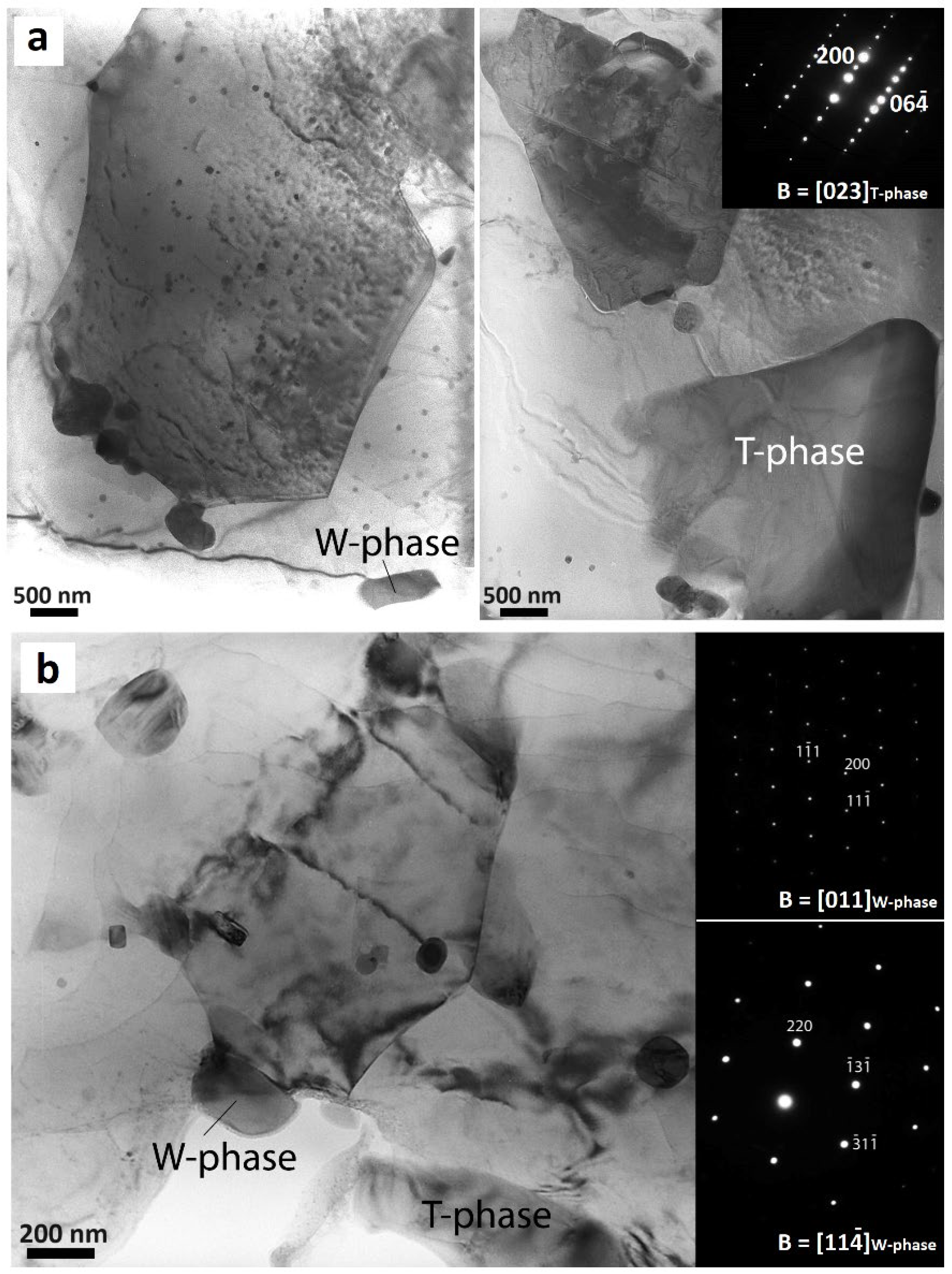
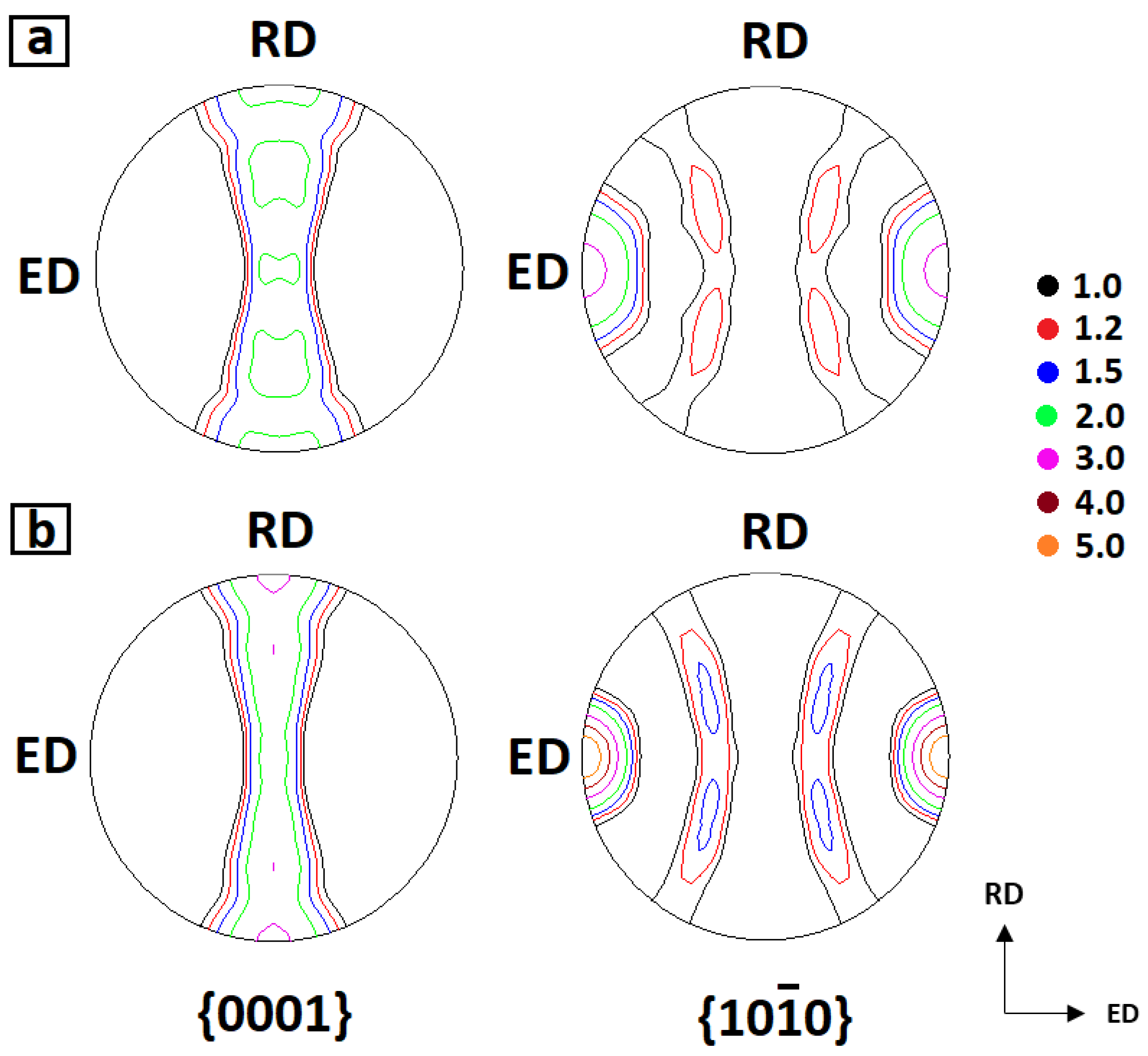
3.1. Microstructural Characterization
3.2. Mechanical Characterization
3.2.1. Mechanical Behavior from Room Temperature up to 200 °C
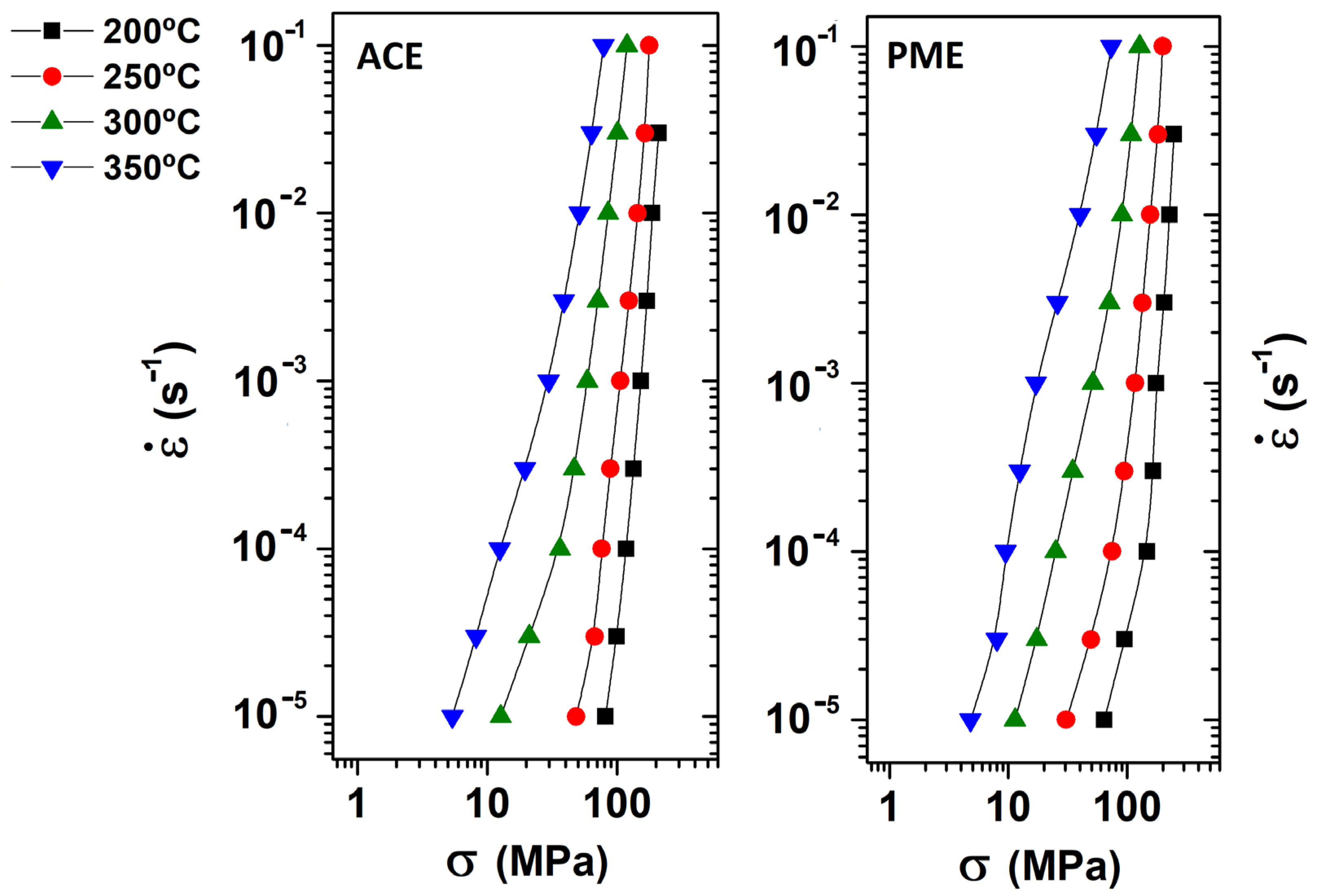
3.2.2. Mechanical Behavior from 200 °C up to 350 °C
4. Conclusions
- The nature of the second phases does not change with the processing route. The use of the powder metallurgy route results in a refinement of the microstructure that is manifested by a reduced grain size (2.4 vs. 6.8 μm), smaller particle size (0.4 vs. 2.0 μm) and higher volume fraction of precipitates within the magnesium grains.
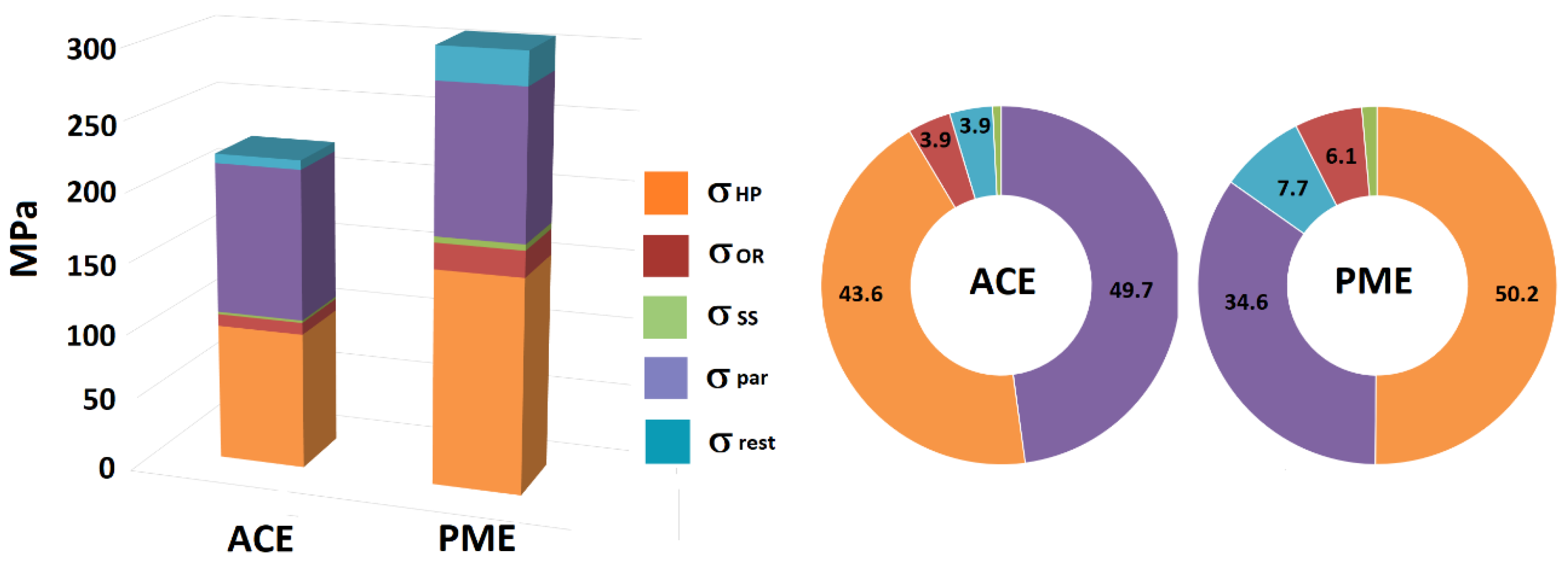
- The yield stress of the PME alloy at room temperature is almost 40% higher than that of the ACE alloy (307 and 224 MPa, respectively), mainly due to strengthening by grain refinement and particle strengthening caused by load transfer. Hardening due to the Orowan mechanism and solid solution are quite low in both alloys. Mechanical strength values up to 200 °C also remain higher for the PME alloy.
- At intermediate temperatures (200–350 °C) and low strain rates, deformation is controlled by grain boundary diffusion (GBS), improving the ductility of both alloys at the expense of sharp drops in the yield stress.
- -
- Further improving the mechanical properties of the PME alloy by reducing the extrusion temperature.
- -
- Evaluating tension/compression asymmetries in the PME alloy.
- -
- Carrying out a comparative life cycle assessment of the two processing routes.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Avedesian, M.M.; Baker, H. Magnesium and Magnesium Alloys; ASM International: Materials Park, OH, USA, 1999. [Google Scholar]
- Kainer, K.U. Magnesium Alloys and Technology; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2003. [Google Scholar]
- Polmear, I. Light Alloys, 4th ed.; Butterworth-Heinemann: Oxford, UK, 2005. [Google Scholar]
- Friedrich, H.E.; Mordike, B.L. Magnesium Technology; Springer: Berlin, Germany, 2006. [Google Scholar]
- Kulekci, M.K. Magnesium and Its Alloys Applications in Automotive Industry. Int. J. Adv. Manuf. Technol. 2008, 39, 851–865. [Google Scholar] [CrossRef]
- Luo, A.A. Recent Magnesium Alloy Development for Elevated Temperature Applications. Int. Mater. Rev. 2004, 49, 13–30. [Google Scholar] [CrossRef]
- Zhang, J.; Yu, P.; Liu, K.; Fang, D.; Tang, D.; Meng, J. Effect of Substituting Cerium-Rich Mischmetal with Lanthanum on Microstructure and Mechanical Properties of Die-Cast Mg-Al-RE Alloys. Mater. Des. 2009, 30, 2372–2378. [Google Scholar] [CrossRef]
- Zhang, D.F.; Qi, F.G.; Lan, W.; Shi, G.L.; Zhao, X.B. Effects of Ce Addition on Microstructure and Mechanical Properties of Mg6Zn1Mn Alloy. Trans. Nonferrous Met. Soc. China 2011, 21, 703–710. [Google Scholar] [CrossRef]
- Medina, J.; Pérez, P.; Garcés, G.; Adeva, P. Effects of Calcium, Manganese and Cerium-Rich Mischmetal Additions on the Mechanical Properties of Extruded Mg-Zn-Y Alloy Reinforced by Quasicrystalline I-Phase. Mater. Charact. 2017, 129, 195–206. [Google Scholar] [CrossRef]
- Calado, L.M.; Carmezim, M.J.; Montemor, M.F. Rare Earth Based Magnesium Alloys—A Review on WE Series. Front. Mater. 2022, 8, 804906. [Google Scholar] [CrossRef]
- Meng, S.; Xiao, H.; Luo, Z.; Zhang, M.; Jiang, R.; Cheng, X.; Yu, H. A New Extruded Mg-6Bi-3Al-1Zn Alloy with Excellent Tensile Properties. Metals 2022, 12, 1159. [Google Scholar] [CrossRef]
- Rong, J.; Xiao, W.; Ye, F.; Fu, Y.; Zhao, X.; Ma, C. The effects of substitution of yttrium for Ce-rich mischmetal on the mechanical properties and thermal conductivity of Mg–4Al–4Zn–4RE alloy. Mater. Charact. 2024, 212, 113959. [Google Scholar] [CrossRef]
- Medina, J.; Pérez, J.; Garces, G.; Tolnai, D.; Stark, A.; Schell, N.; Adeva, P. Microstructural changes in an extruded Mg-Zn-Y alloy reinforced by quasicrystalline I-phase by small additions of calcium, manganese and cerium-rich mischmetal. Mater. Charact. 2016, 118, 186–198. [Google Scholar] [CrossRef]
- Zhang, J.; Guo, W.; Bai, Q.; Liu, X.; Li, Z.; Sun, Z.; Jin, Y.; Zhao, Z. Effect of rare earth Ce and Y on microstructure and viscosity of ZL114A alloy. J. Alloys Compd. 2024, 1004, 175755. [Google Scholar] [CrossRef]
- Silva, E.P.; Marques, F.; Nossa, T.S.; Alfaro, U.; Pinto, H.C. Impact of Ce-base mischmetal on the microstructure and mechanical behavior of ZK60 magnesium casting alloys. Mater. Sci. Eng. A 2018, 723, 306–313. [Google Scholar] [CrossRef]
- Mordike, B.L.; Ebert, T. Materials Science and Engineering A-Structural Materials Properties. Microstruct. Process. 2001, 302, 37–45. [Google Scholar] [CrossRef]
- González, S.; Pérez, P.; Garcés, G.; Adeva, P. Influence of the Processing Route on the Mechanical Properties at High Temperatures of Mg-Ni-Y-RE Alloys Containing LPSO-Phases. Mater. Sci. Eng. A 2016, 673, 266–279. [Google Scholar] [CrossRef]
- Tang, C.; Wang, X.; Liu, W.; Feng, D.; Wu, K.; Zhang, C.; Miao, G.; Liang, W.; Li, J.; Liu, X.; et al. Effects of thermomechanical processing on the microstructure, texture and mechanical properties of a Mg-Gd-based alloy. Mater. Sci. Eng. A 2019, 759, 172–180. [Google Scholar] [CrossRef]
- Zhang, J.; Han, S.; Sun, Y.; Chen, X.; Chen, P.; Li, Z.; Huang, G.; Pan, F. Enhanced Strength of WE43 Magnesium-Rare Earth Alloy via Combining Extrusion and Aging. Mater. Sci. Eng. A 2023, 880, 145329. [Google Scholar] [CrossRef]
- Wu, G.; Tong, X.; Wang, C.; Jiang, R.; Ding, W. Recent advances on grain refinement of magnesium rare-earth alloys during the whole casting processes: A review. J. Magnes. Alloys 2023, 11, 3463–3483. [Google Scholar] [CrossRef]
- Maleki, M.; Berndorf, S.; Mohammadzehi, S.; Mirzadeh, H.; Emamy, M.; Ullmann, M.; Prahl, U. Grain refinement and improved mechanical properties of Mg-4Zn-0.5Ca0.5RE magnesium alloy by thermomechanical processing. J. Alloys Compd. 2023, 954, 170224. [Google Scholar] [CrossRef]
- Jiang, Y.; Tang, H.; Li, Z.; Zheng, D.; Tu, Y. Additive manufactured Mg-Gd-Y-Zr alloys: Effects of Gd content on microstructure evolution and mechanical properties. Addit. Manuf. 2022, 59, 103136. [Google Scholar] [CrossRef]
- Zhang, X.R.; Li, A.; Li, X.Z.; Zhang, D.D.; Bi, G.L.; Fang, D.Q.; Ding, X.D.; Sun, J. Fully equiaxed grain structure and isotropic mechanical properties in wire arc additive manufactured Mg–Al-RE alloy. J. Mater. Res. Technol. 2024, 31, 3998–4011. [Google Scholar] [CrossRef]
- Lee, J.Y.; Kim, D.H.; Lim, H.K.; Kim, D.H. Effects of Zn/Y Ratio on Microstructure and Mechanical Properties of Mg-Zn-Y Alloys. Mater. Lett. 2005, 59, 3801–3805. [Google Scholar] [CrossRef]
- Luo, S.; Tang, A.; Pan, F.; Song, K.; Wang, W. Effect of Mole Ratio of Y to Zn on Phase Constituent of Mg-Zn-Zr-Y Alloys. Trans. Nonferrous Met. Soc. China 2011, 21, 795–800. [Google Scholar] [CrossRef]
- Wei, L.Y.; Dunlop, G.L.; Westengen, H. Solidification Behaviour and Phase Constituents of Cast Mg-Zn-Misch Metal Alloys. J. Mater. Sci. 1997, 32, 3335–3340. [Google Scholar] [CrossRef]
- Mostafa, A.; Medraj, M. Phase Equilibria of the Ce-Mg-Zn Ternary System at 300 °C. Metals 2014, 4, 168–195. [Google Scholar] [CrossRef]
- Huang, M.L.; Li, H.X.; Ding, H.; Bao, L.; Ma, X.B.; Hao, S.M. Intermetallics and Phase Relations of Mg-Zn-Ce Alloys at 400 °C. Trans. Nonferrous Met. Soc. China 2012, 22, 539–545. [Google Scholar] [CrossRef]
- Padezhnova, E.M.; Mel’nik, E.V.; Miliyevskiy, R.A.; Dobatkina, T.V.; Kinzhibalo, V.V. Investigation of the Mg-Zn-Y System. Russ. Metall. 1982, 4, 185–188. [Google Scholar]
- Stanford, N. Micro-alloying Mg with Y, Ce, Gd and La for Texture Modification—A Comparative Study. Mater. Sci. Eng. A 2010, 527, 2669–2677. [Google Scholar] [CrossRef]
- Yamasaki, M.; Hashimoto, K.; Hagihara, K.; Kawamura, Y. Effect of Multimodal Microstructure Evolution on Mechanical Properties of Mg–Zn–Y Extruded Alloy. Acta Mater. 2011, 59, 3646–3658. [Google Scholar] [CrossRef]
- Ball, E.A.; Prangnell, P.B. Tensile-Compressive Yield Asymmetries in High Strength Wrought Magnesium Alloys. Scripta Metall. Mater. 1994, 31, 111–116. [Google Scholar] [CrossRef]
- Mackenzie, L.W.F.; Pekguleryuz, M.O. The Recrystallization and Texture of Magnesium-Zinc-Cerium Alloys. Scripta Mater. 2008, 59, 665–668. [Google Scholar] [CrossRef]
- Robson, J.D.; Henry, D.T.; Davis, B. Particle Effects on Recrystallization in Magnesium Manganese Alloys: Particle Pinning. Mater. Sci. Eng. A 2011, 528, 4239–4247. [Google Scholar] [CrossRef]
- Johannesson, B.; Ogin, S.L. Internal stresses in planar random fibre aluminium composites—I. Tensile tests and cyclic bauschinger experiments at room temperature and 77 k. Acta Metall. Mater. 1995, 43, 4337. [Google Scholar] [CrossRef]
- Lee, J.Y.; Lim, H.K.; Kim, D.H.; Kim, W.T.; Kim, D.H. Effect of Volume Fraction of Quasicrystal on the Mechanical Properties of Quasicrystal-Reinforced Mg–Zn–Y Alloys. Mater. Sci. Eng. A 2007, 449–451, 987–990. [Google Scholar] [CrossRef]
- Mora, E.; Garcés, G.; Oñorbe, E.; Pérez, P.; Adeva, P. High-Strength Mg–Zn–Y Alloys Produced by Powder Metallurgy. Scripta Mater. 2009, 60, 776–779. [Google Scholar] [CrossRef]
- Andersson, P.; Cáceres, C.H.; Koike, J. Hall-Petch Parameters for Tension and Compression in Cast Mg. Mater. Sci. Forum 2003, 419, 123–128. [Google Scholar] [CrossRef]
- Morris, M.A.; Morris, D.G. An Analysis of the Thermal and Mechanical Stability of Rapidly Solidified Cu-Mn-B Alloys. Acta Metall. 1988, 36, 1187–1199. [Google Scholar] [CrossRef]
- Cáceres, C.H.; Lukáč, P. Strain Hardening Behaviour and the Taylor Factor of Pure Magnesium. Philos. Mag. 2008, 88, 977–989. [Google Scholar] [CrossRef]
- Kaufman, J.G.; Ready, A.S.M. Reference: Properties and Units for Engineering Alloys; ASM International: Materials Park, OH, USA, 1997; p. 168. [Google Scholar]
- Bhattacharya, B.; Niewczas, M. Work-Hardening Behaviour of Mg Single Crystals Oriented for Basal Slip. Philos. Mag. 2011, 91, 2227–2247. [Google Scholar] [CrossRef]
- Toda-Caraballo, I.; Galindo-Nava, E.I.; Rivera-Díaz-delCastillo, P.E.J. Understanding the Factors Influencing Yield Strength on Mg Alloys. Acta Mater. 2014, 75, 287–296. [Google Scholar] [CrossRef]
- Cáceres, C.H.; Griffiths, J.R.; Pakdel, A.R.; Davidson, C.J. Microhardness Mapping and the Hardness-Yield Strength Relationship in High-Pressure Diecast Magnesium Alloy AZ91. Mater. Sci. Eng. A 2005, 402, 258–268. [Google Scholar] [CrossRef]
- Yang, J.; Wang, J.; Wang, L.; Wu, Y.; Wang, L.; Zhang, H. Microstructure and Mechanical Properties of Mg–4.5Zn–xNd (x = 0, 1 and 2, wt%) Alloys. Mater. Sci. Eng. A 2008, 479, 339–344. [Google Scholar] [CrossRef]
- Liu, Y.; Song, Y.; Li, N.; Sha, X.; Xu, M.; Chen, B.; Gao, B.; Xiao, L.; Zhou, H. Mechanical Properties and Microstructure Evolution of Mg-Gd Alloy During Aging Treatment. Metals 2022, 12, 39. [Google Scholar] [CrossRef]
- Yang, K.; Zhang, J.; Zong, X.; Wang, W.; Xu, C.; Cheng, W.; Nie, K. Effect of microalloying with boron on the microstructure and mechanical properties of Mg–Zn–Y–Mn alloy. Mater. Sci. Eng. A 2016, 669, 340–343. [Google Scholar] [CrossRef]
- Frost, H.J.; Ashby, M.F. Deformation Mechanism Maps; Pergamon Press: Oxford, UK, 1982. [Google Scholar]
- Kim, W.J.; Chung, S.W.; Chung, C.S.; Kum, D. Superplasticity in Thin Magnesium Alloy Sheets and Deformation Mechanism Maps for Magnesium Alloys at Elevated Temperatures. Acta Mater. 2001, 49, 3337–3345. [Google Scholar] [CrossRef]
- Watanabe, H.; Mukai, T.; Mabuchi, M.; Higashi, K. Superplastic Deformation Mechanism in Powder Metallurgy Magnesium Alloys and Composites. Acta Mater. 2001, 49, 2027–2037. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Phase | Mg | Zn | Y | CeMM |
|---|---|---|---|---|---|
| As-cast | matrix | 98.7 | 1.3 | 0.0 | 0.0 |
| Grey phase (W phase) | 45.0 | 36.5 | 17.0 | 1.5 | |
| Bright phase (T phase) | 76.8 | 16.1 | 0.4 | 6.7 | |
| RS powders | matrix | 96.7 | 2.4 | 0.3 | 0.6 |
| Interdendritic region | 93.7 | 4.7 | 0.5 | 1.1 | |
| ACE | matrix | 99.1 | 0.9 | 0.0 | 0.0 |
| Grey phase (W phase) | 57.5 | 28.2 | 11.9 | 2.4 | |
| Bright phase (T phase) | 72.7 | 19.9 | 0.2 | 7.2 | |
| PME | matrix | 97.5 | 2.1 | 0.2 | 0.2 |
| Grey phase (W phase) | 92.1 | 5.1 | 2.4 | 0.4 | |
| Bright phase (T phase) | 87.9 | 9.1 | 0.5 | 2.5 |
| Alloy | Phase | Mg | Zn | Y | CeMM |
|---|---|---|---|---|---|
| ACE | W phase | 88.9 | 8.5 | 2.3 | 0.3 |
| T phase | 67.8 | 23.2 | 0.3 | 8.7 | |
| PME | W phase | 90.4 | 8.1 | 1.2 | 0.3 |
| T phase | 90.1 | 8.1 | 0.7 | 1.1 |
| Temperature (°C) | YS (MPa) | UTS (MPa) | ε (%) | YS (MPa) | UTS (MPa) | ε (%) |
|---|---|---|---|---|---|---|
| ACE | PME | |||||
| 25 | 224 | 305 | 13 | 307 | 390 | 22 |
| 100 | 176 | 236 | 22 | 229 | 292 | 33 |
| 150 | 125 | 187 | 32 | 186 | 219 | 34 |
| 200 | 88 | 124 | 38 | 134 | 145 | 51 |
| 250 | 63 | 81 | 66 | 45 | 77 | 127 |
| 300 | 24 | 34 | 103 | 20 | 32 | 272 |
| 350 | 7 | 20 | 251 | 7 | 14 | 233 |
| Alloy | Volume Fraction Second Phases (%) | Size Second Phases (μm) | Volume Fraction Precipitates (%) | Size Precipitates (nm) | Grain Size (μm) | I |
|---|---|---|---|---|---|---|
| ACE | 14.00 | 2.0 | 0.20 | 36 | 6.8 | 3 |
| PME | 13.84 | 0.4 | 0.38 | 122 | 2.4 | 5 |
| Temperature (°C) | n | n | ||
|---|---|---|---|---|
| ACE | PME | |||
| 200 | 10−5–10−4 | 5 | 10−5–10−4 | 2 |
| 10−4–3 × 10−2 | 10 | 10−4–10−1 | 10 | |
| 250 | 10−5–10−4 | 3 | 10−5–10−4 | 2.5 |
| 10−4–10−1 | 8 | 10−4–10−1 | 7 | |
| 300 | 10−5–3 × 10−4 | 2 | 10−5–3 × 10−4 | 3 |
| 3 × 10−4–10−1 | 6 | 3 × 10−4–10−1 | 4 | |
| 350 | 10−5–10−3 | 2.5 | 10−5–10−3 | 4 |
| 10−3–10−1 | 4 | 10−3–10−1 | 3 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Medina, J.; Pérez, P.; Garces, G.; Adeva, P. Influence of Processing Routes to Enhance the Mechanical Properties of Mg–6Zn–1Y–3.5CeMM (wt.%) Alloy. Metals 2024, 14, 968. https://doi.org/10.3390/met14090968
Medina J, Pérez P, Garces G, Adeva P. Influence of Processing Routes to Enhance the Mechanical Properties of Mg–6Zn–1Y–3.5CeMM (wt.%) Alloy. Metals. 2024; 14(9):968. https://doi.org/10.3390/met14090968
Chicago/Turabian StyleMedina, Judit, Pablo Pérez, Gerardo Garces, and Paloma Adeva. 2024. "Influence of Processing Routes to Enhance the Mechanical Properties of Mg–6Zn–1Y–3.5CeMM (wt.%) Alloy" Metals 14, no. 9: 968. https://doi.org/10.3390/met14090968
APA StyleMedina, J., Pérez, P., Garces, G., & Adeva, P. (2024). Influence of Processing Routes to Enhance the Mechanical Properties of Mg–6Zn–1Y–3.5CeMM (wt.%) Alloy. Metals, 14(9), 968. https://doi.org/10.3390/met14090968