
Effect of Cu–Al Ratio on Microstructure and Mechanical Properties of Cu–Al Alloys Prepared by Powder Metallurgy

 ,
,
Abstract
:1. Introduction
2. Experimental Design
3. Results and Discussion
3.1. Microstructure
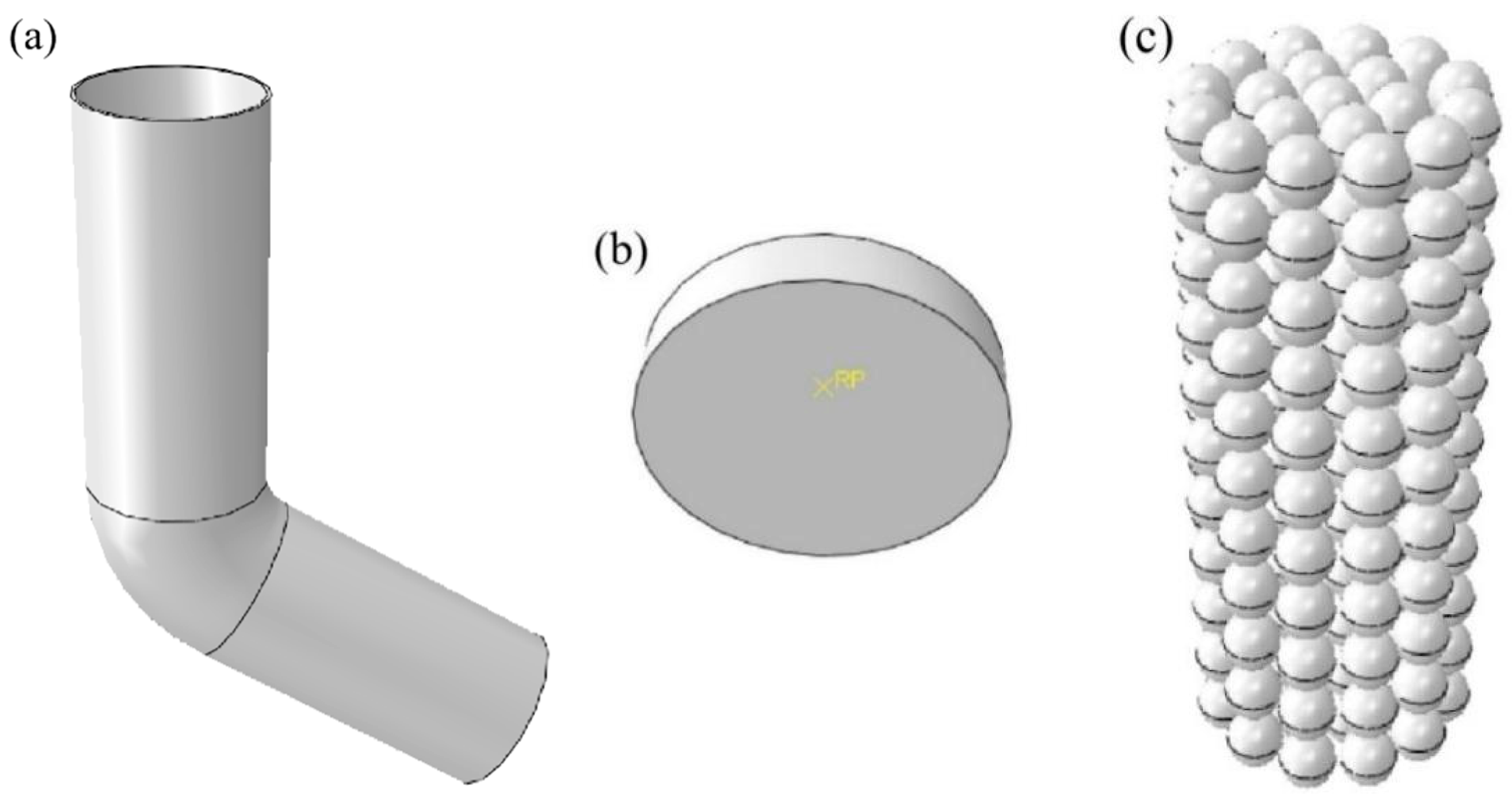
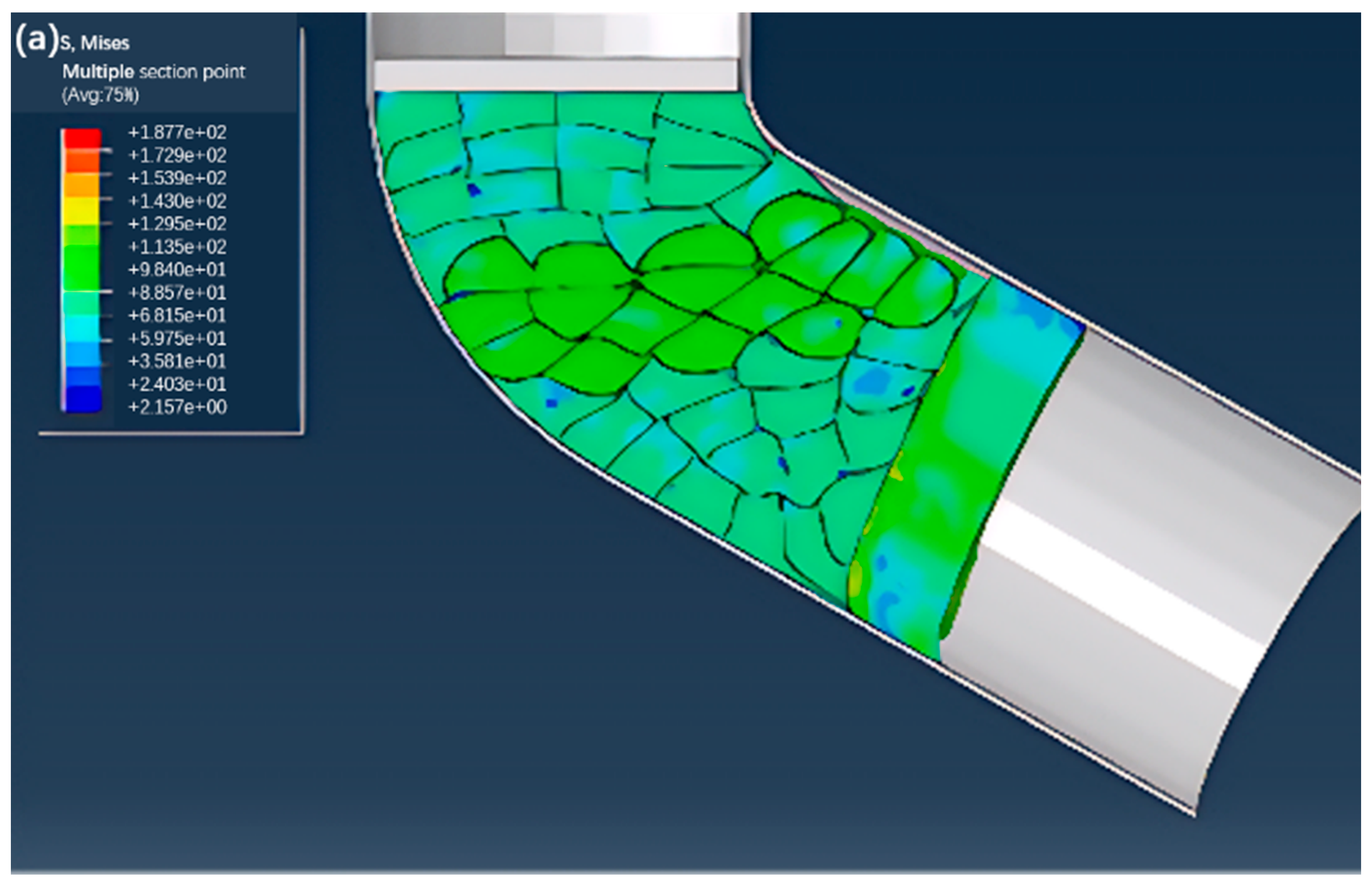
3.2. Finite Element Simulation Verification
3.3. Mechanical Properties
4. Conclusions
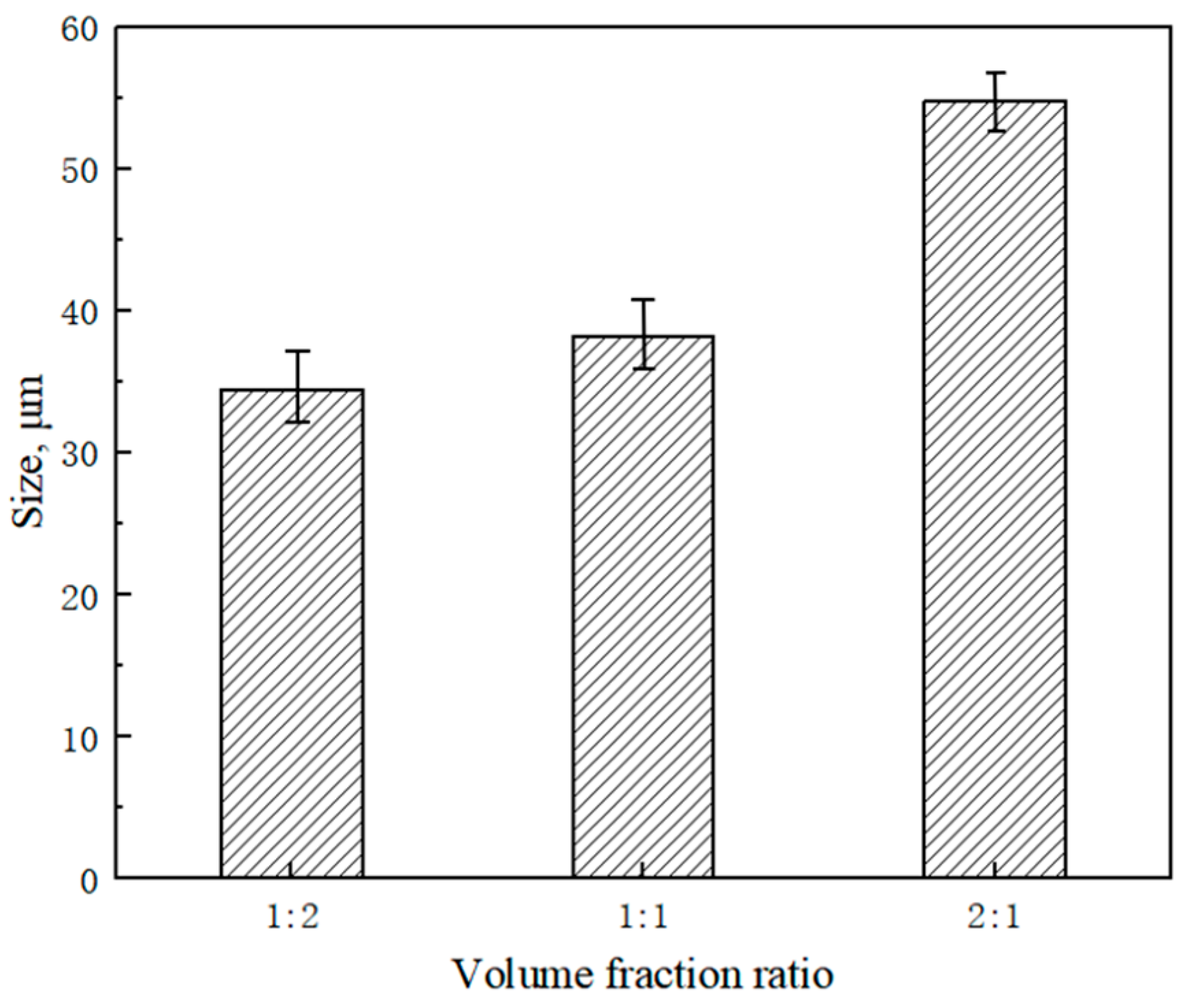
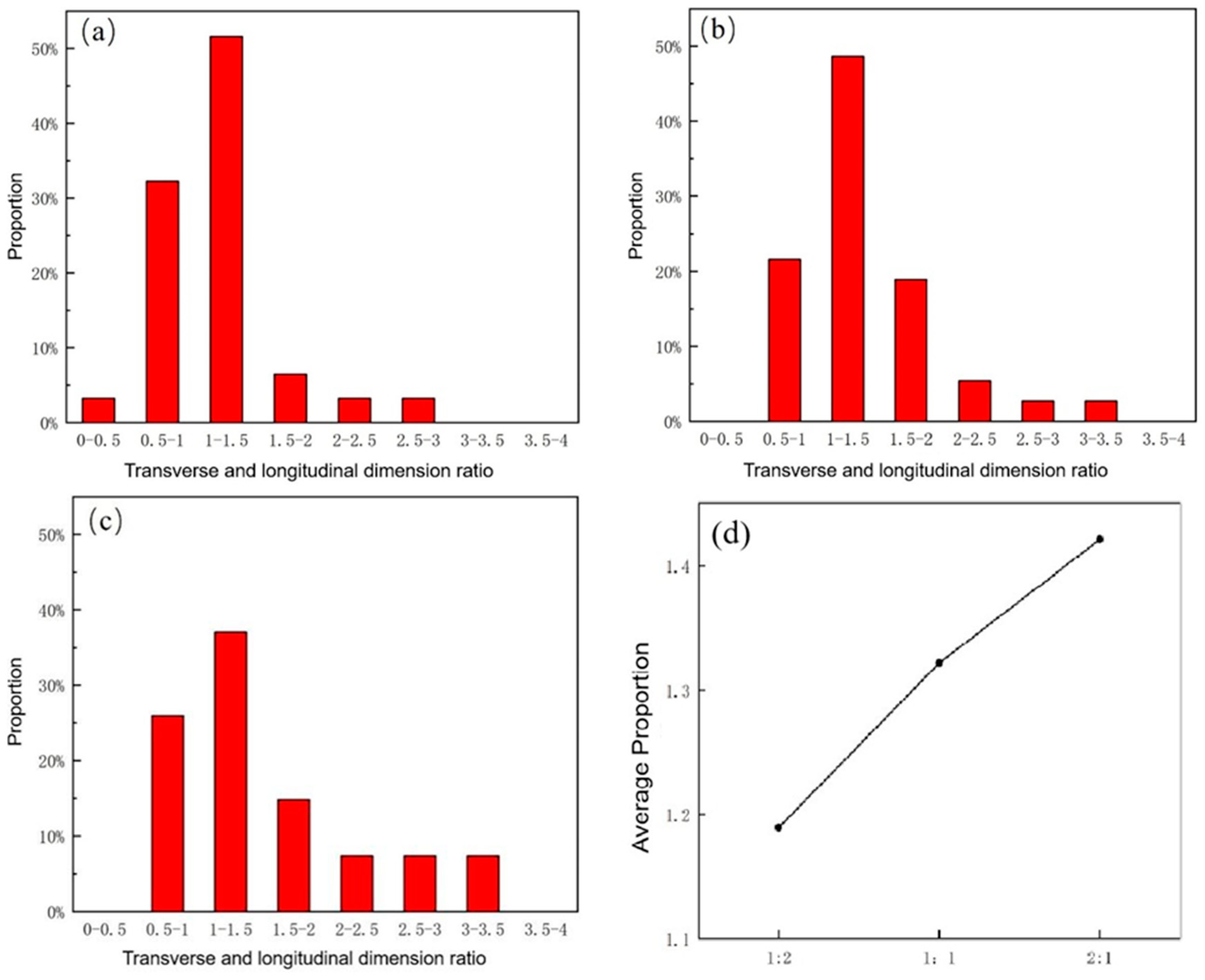
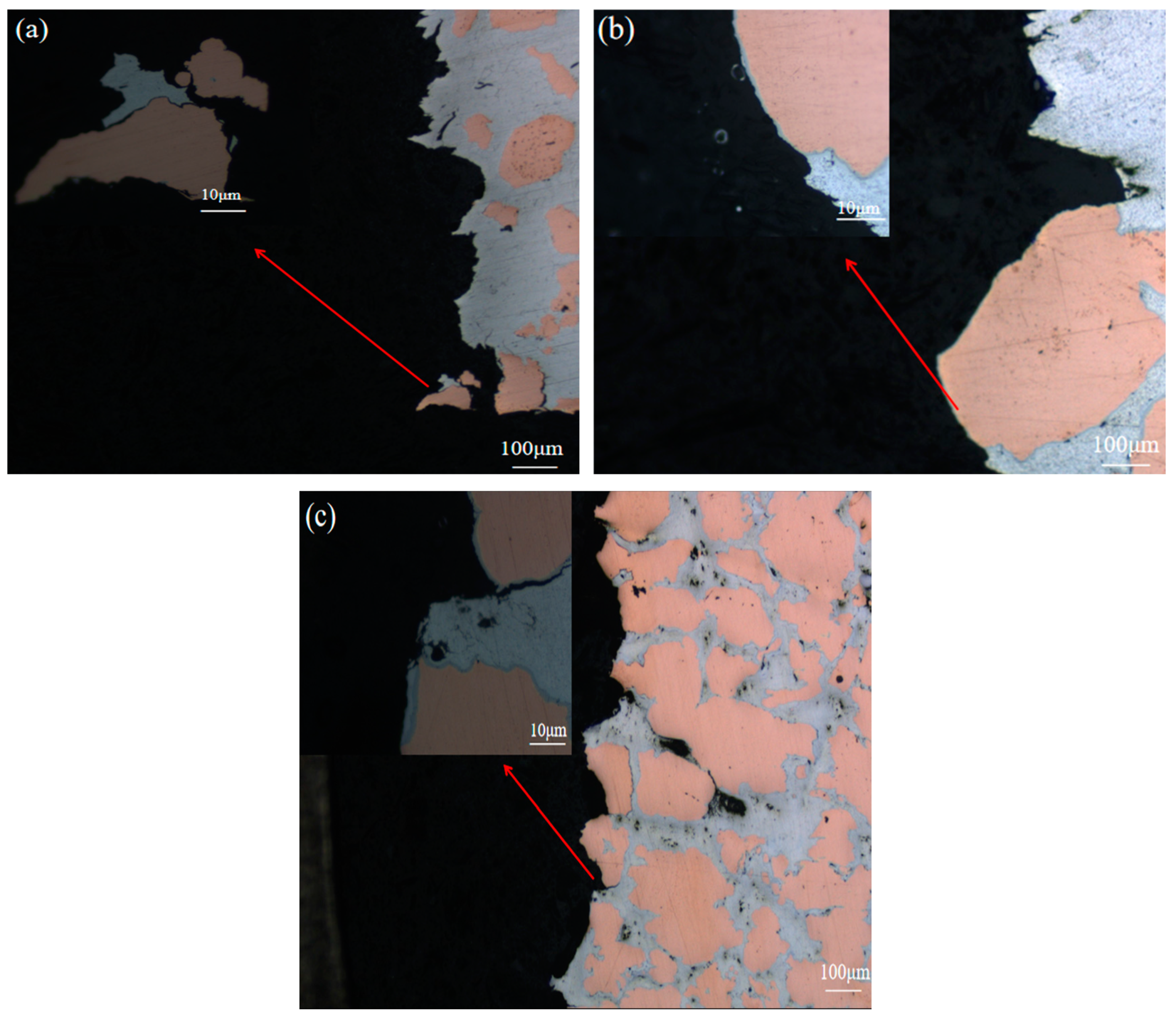
- The thickness of the transition zone increased with increasing Cu–Al volume ratio. The mass fractions of copper in different Cu–Al volume ratios were 62%, 77%, and 87%, respectively. According to the AI–Cu phase diagram, it can be inferred that as the transition region thickens, the metal compound is AI2Cu at first, followed by AICu, and finally Al4Cu9.
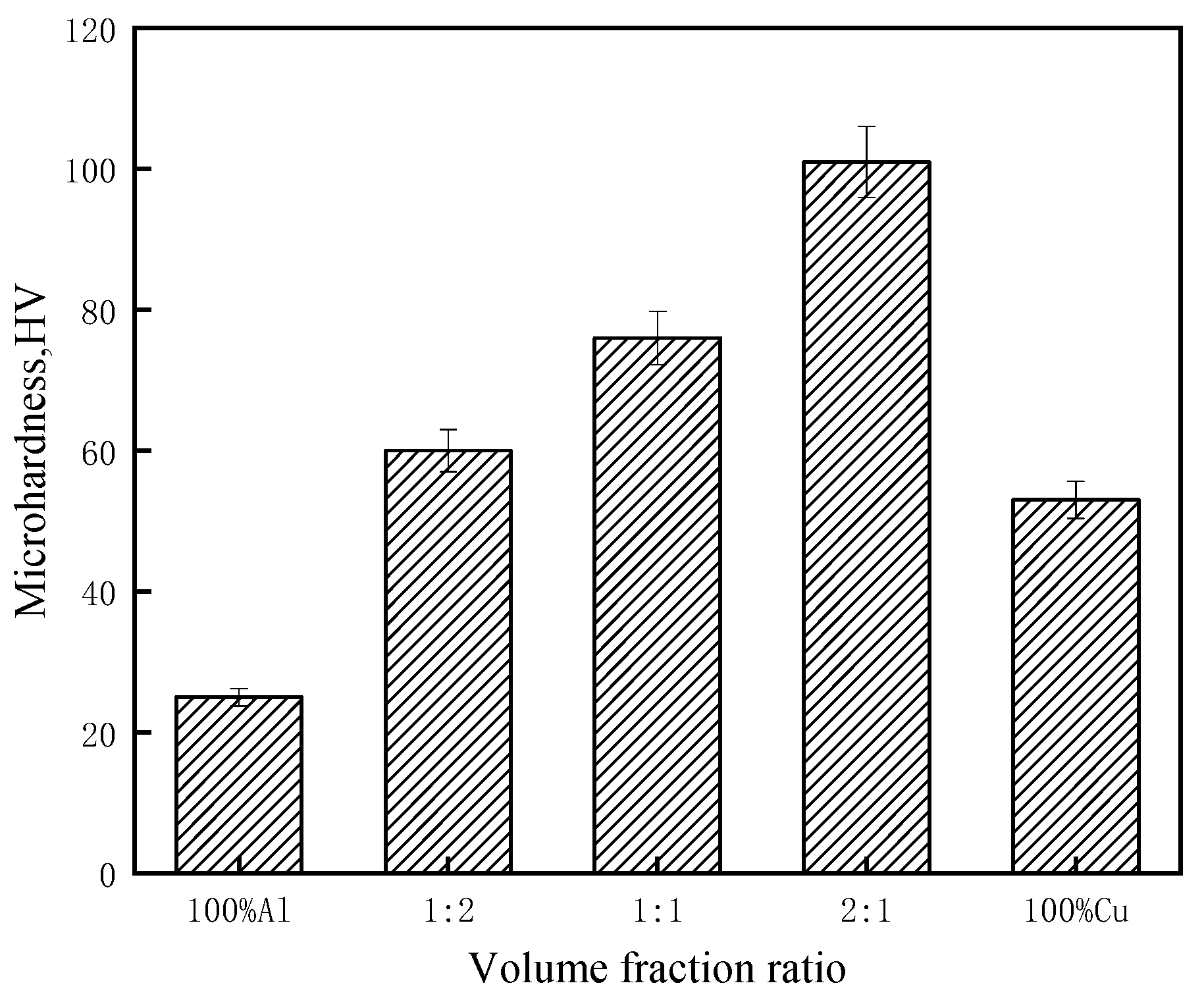
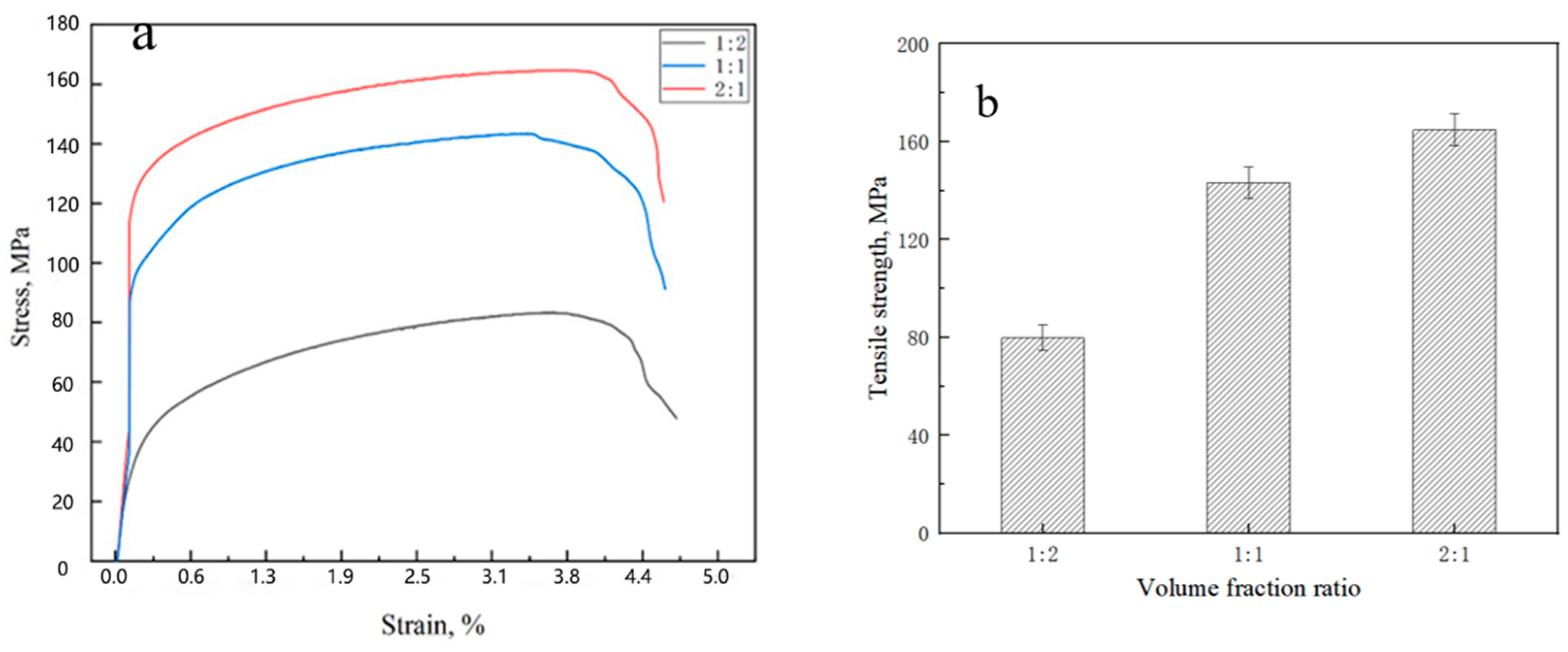
- Due to the high microhardness of Al–Cu and the high fracture toughness of Al4Cu9, the ultimate tensile strength and microhardness of the Cu–Al alloys increased with increasing Cu–Al volume ratio. The ultimate tensile strength reached the maximum value of 164.9 MPa with a Cu–Al volume ratio of 2:1. The microhardness increased from 60 HV to 101 HV, while the Cu–Al volume ratio varied from 1:2 to 2:1.
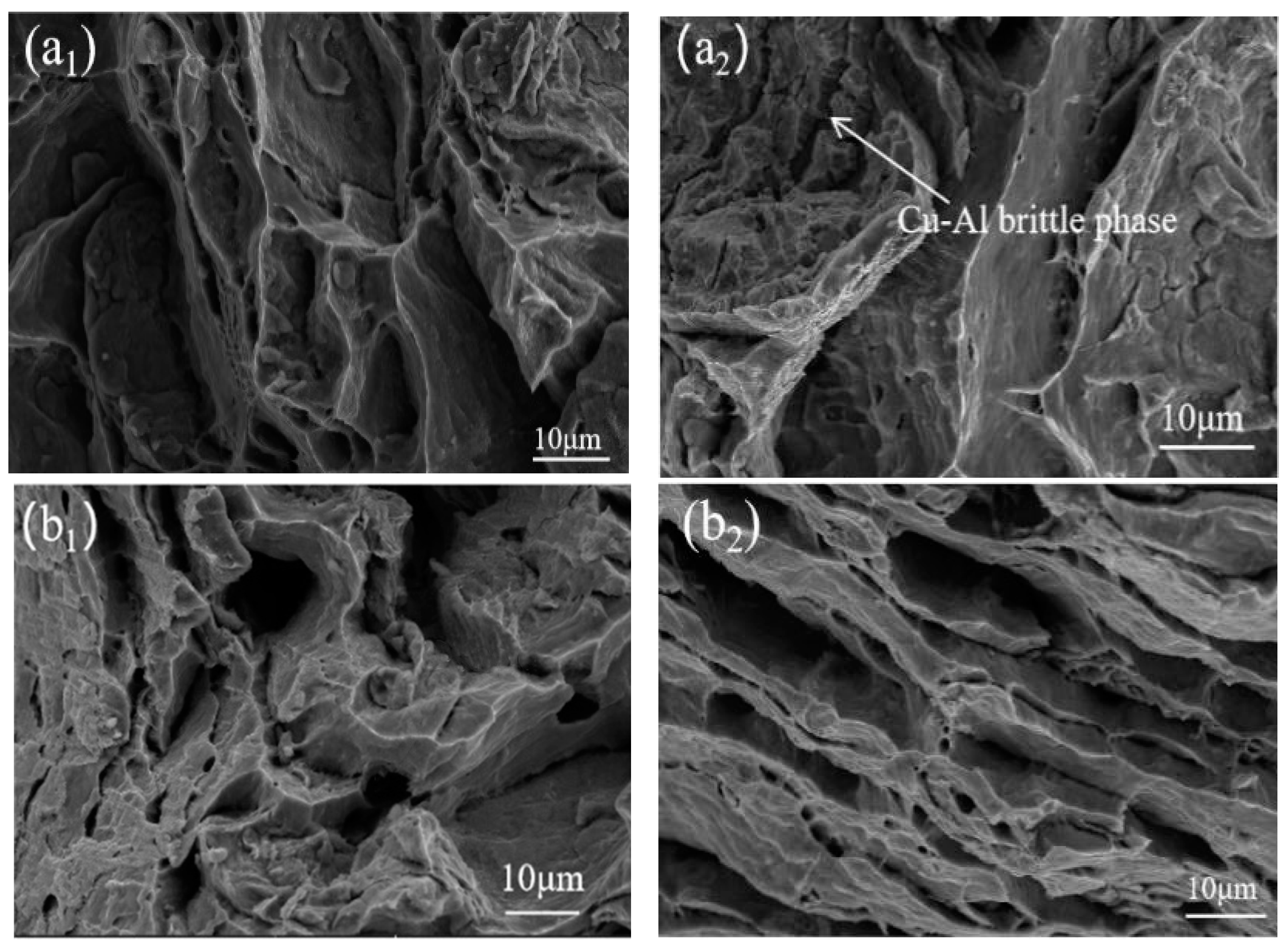
- With the increasing Cu–Al volume ratio, the elongation of the Cu–Al alloys hardly changed, which was related to the crack initiation and propagation of the Cu–Al alloys. The crack initiation occurred at the Cu–Al interface and spread along the bonding surface of the Cu–Al alloys.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Jin, T.; Li, G.; Cao, Y.; Xu, R.; Shao, S.; Yang, B. Experimental research on applying the copper-clad aluminum tube asconnecting tubes of air conditioners. Energy Build. 2015, 97, 1–5. [Google Scholar] [CrossRef]
- Ankur; Bharti, A.; Prasad, D.; Kumar, N.; Saxena, K.K. A Re-investigation: Effect of various parameter on mechanical properties of copper matrix composite fabricated by powder metallurgy. Mater. Today Proc. 2021, 45, 4594–4600. [Google Scholar] [CrossRef]
- Rodríguez-Cabriales, G.; Lometo-Sánchez, A.M.; Guía-Tello, J.C.; Medrano-Prieto, H.M.; Gutiérrez-Castañeda, E.J.; Estrada-Guel, I.; Garay-Reyes, C.G.; Hernández-Rivera, J.L.; Cruz-Rivera, J.J.; Maldonado-Orozco, M.C.; et al. Synthesis and characterization of Al-Cu-Mg system reinforced with tungsten carbide through powder metallurgy. Mater. Today Commun. 2020, 22, 100758. [Google Scholar] [CrossRef]
- Kim, D.; Kim, K.; Kwon, H. Interdiffusion and Intermetallic Compounds at Al/Cu Interfaces in Al-50vol.%Cu Composite Prepared by Solid-State Sintering. Materials 2021, 14, 4307. [Google Scholar] [CrossRef]
- Chen, C.; Guo, L.; Luo, J.; Hao, J.; Guo, Z.; Volinsky, A.A. Aluminum powder size and microstructure effects on properties of boron nitride reinforced aluminum matrix composites fabricated by semi-solid powder metallurgy. Mater. Sci. Eng. A 2015, 646, 306–314. [Google Scholar] [CrossRef]
- Nehrkorn, S.; Händel, M.; Dietrich, D.; Podlesak, H.; Nickel, D.; Wielage, B.; Lampke, T. A hardness–microstructure correlation study of anodized powder-metallurgical Al–Cu alloy composites. Surf. Coat. Technol. 2014, 242, 118–124. [Google Scholar] [CrossRef]
- Yang, Q.; Ma, Y.; Chen, Z.; Ji, G.; Wang, M.; Zhong, S.; Wu, Y.; Ji, V.; Wang, H. A new powder metallurgy routine to fabricate TiB2/Al–Zn–Mg–Cu nanocomposites based on composite powders with pre-embedded nanoparticles. Materialia 2019, 8, 100458. [Google Scholar] [CrossRef]
- Zhang, A.; Li, F.; Yu, T.; Li, C.; Li, Y. Enhanced strength-ductility synergy of homogeneous isomeric Al-Cu-Mg sheet prepared by powder metallurgy. J. Mater. Res. Technol. 2023, 25, 6938–6948. [Google Scholar] [CrossRef]
- Zhao, X.; Meng, J.; Zhang, C.; Wei, W.; Wu, F.; Zhang, G. A novel method for improving the microstructure and the properties of Al-Si-Cu alloys prepared using rapid solidification/powder metallurgy. Mater. Today Commun. 2023, 35, 105802. [Google Scholar] [CrossRef]
- El Aal, M.I.A.; Sadawy, M.M. Influence of ECAP as grain refinement technique on microstructure evolution, mechanical properties and corrosion behavior of pure aluminum. Trans. Nonferrous Met. Soc. China 2015, 25, 3865–3876. [Google Scholar] [CrossRef]
- Gohar, G.A.; Manzoor, T.; Shah, A.N. Investigation of thermal and mechanical properties of Cu-Al alloys with silver addition prepared by powder metallurgy. J. Alloys Compd. 2018, 735, 802–812. [Google Scholar] [CrossRef]
- Kumar, M.G.A.; Seetharamu, S.; Nayak, J.; Satapathy, L.N. A Study on Thermal Behavior of Aluminum Cenosphere Powder Metallurgy Composites Sintered in Microwave. Procedia Mater. Sci. 2014, 5, 1066–1074. [Google Scholar] [CrossRef]
- Yu, T.; Li, F.; Wang, Y.; Li, X. New powder metallurgy preparation method of homogeneous and isomeric Al-Cu-Mg mixed crystal materials. Trans. Nonferrous Met. Soc. China 2023, 33, 371–382. [Google Scholar] [CrossRef]
- Kotikala Rajasekhar, V.; Suresh Babu, M.J. Davidson. Microstructural and mechanical properties of Al-Cu functionally graded materials fabricated by powder metallurgy method. Mater. Today Proc. 2021, 41, 1156–1159. [Google Scholar] [CrossRef]
- Gohar, G.A.; Manzoor, T.; Ahmad, A. Synthesis and investigate the properties of Cu-Al-Ni alloys with Ag addition using powder metallurgy technique. J. Alloys Compd. 2020, 817, 153281. [Google Scholar] [CrossRef]
- Deng, Z.; Yin, H.; Zhang, C.; Li, W. Microstructure and mechanical properties of Cu-12 Al-6 Ni with Ti addition prepared by powder metallurgy. Mater. Sci. Eng. A 2021, 803, 140472. [Google Scholar] [CrossRef]
- Cao, F.; Cui, H.; Song, X.; Gao, L.; Liu, M.; Qiao, Q.; Kong, H. Fabrication of multi-scale TiC and stainless steel composite coatings via circular oscillating laser towards superior wear and corrosion resistance of aluminum alloy. J. Mater. Sci. Technol. 2024, 177, 191–204. [Google Scholar] [CrossRef]
- Irhayyim, S.S.; Hammood, H.S.; Meteab, M.M. Gravel powder effect in reinforced aluminum alloy matrix composite. Mater. Today Proc. 2020, 20, 548–554. [Google Scholar] [CrossRef]
- Akçamlı, N.; Şenyurt, B. B4C particulate-reinforced Al-8.5 wt% Si-3.5 wt% Cu matrix composites: Powder metallurgical fabrication, age hardening, and characterization. Ceram. Int. 2021, 47, 6813–6826. [Google Scholar] [CrossRef]
- Karthikeyan, N.; Krishnan, B.R.; VembathuRajesh, A.; Vijayan, V. Experimental analysis of Al-Cu-Si metal matrix composite by powder-metallurgy process. Mater. Today Proc. 2021, 37, 2770–2774. [Google Scholar] [CrossRef]
- Woll, D.W.; Davidson, M.J.; Khanr, A.K. Studies on the formability of powder metallurgical aluminum–copper composite. Mater. Des. 2014, 59, 151–159. [Google Scholar] [CrossRef]
- Rajasekhar, K.; Babu, V.S.; Davidson, M.J. Interfacial microstructure and properties of Al-Cu functionally graded materials fabricated by powder metallurgy method. Mater. Today Proc. 2021, 46, 9212–9216. [Google Scholar] [CrossRef]
- Rashad, M.; Pan, F.; Asif, M. Room temperature mechanical properties of Mg–Cu–Al alloys synthesized using powder metallurgy method. Mater. Sci. Eng. A 2015, 644, 129–136. [Google Scholar] [CrossRef]
- Shaik, M.A.; Golla, B.R. Development of highly wear resistant Cu-Al alloys processed via powder metallurgy. Tribol. Int. 2019, 136, 127–139. [Google Scholar] [CrossRef]
- Li, L.; Gong, Z.; Li, P. Simulation and experimental study of extrusion consolidation of pure aluminum powder with equidistant angle. Precis. Form. Eng. 2014, 6, 24–30. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Al | Cu | Fe | Si | Ni | Others |
|---|---|---|---|---|---|---|
| Al powder | 99.97 | 0.0047 | 0.0059 | 0.0062 | - | 0.0132 |
| Cu powder | - | 99.90 | 0.001 | - | 0.005 | 0.094 |
| Material | Young’s Modulus (MPa) | Poisson’s Ratio | Density | Yield Strength (MPa) |
|---|---|---|---|---|
| Al | 70,000 | 0.3 | 2.7 × 10−9 | 30 |
| Cu | 90,000 | 0.3 | 8.9 × 10−9 | 60 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Wu, Z.; Zuo, L.; Zhang, H.; He, Y.; Luo, Y.; Liu, C.; Qian, Z.; Zou, C.; Yu, H. Effect of Cu–Al Ratio on Microstructure and Mechanical Properties of Cu–Al Alloys Prepared by Powder Metallurgy. Metals 2024, 14, 978. https://doi.org/10.3390/met14090978
Wang Y, Wu Z, Zuo L, Zhang H, He Y, Luo Y, Liu C, Qian Z, Zou C, Yu H. Effect of Cu–Al Ratio on Microstructure and Mechanical Properties of Cu–Al Alloys Prepared by Powder Metallurgy. Metals. 2024; 14(9):978. https://doi.org/10.3390/met14090978
Chicago/Turabian StyleWang, Yuze, Zhiyuan Wu, Lijie Zuo, Hongliang Zhang, Yiqiang He, Yi Luo, Chang Liu, Zechen Qian, Changfang Zou, and Hongmiao Yu. 2024. "Effect of Cu–Al Ratio on Microstructure and Mechanical Properties of Cu–Al Alloys Prepared by Powder Metallurgy" Metals 14, no. 9: 978. https://doi.org/10.3390/met14090978