


Microstructural Modification by Large Pre-Deformation and Post-Aging to Improve Properties in Al-Mg-Li Alloy

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
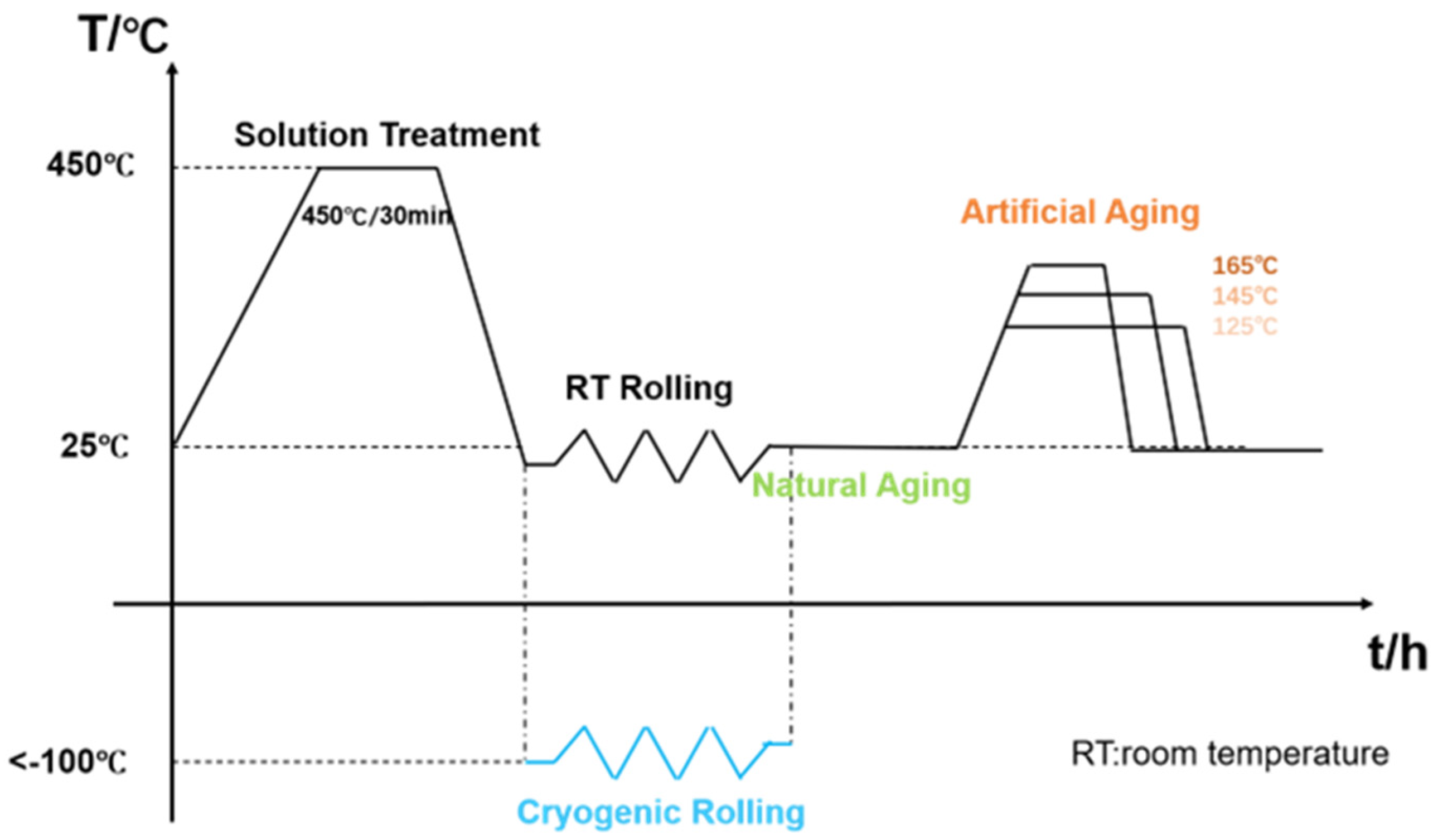
2. Materials and Methods
3. Results
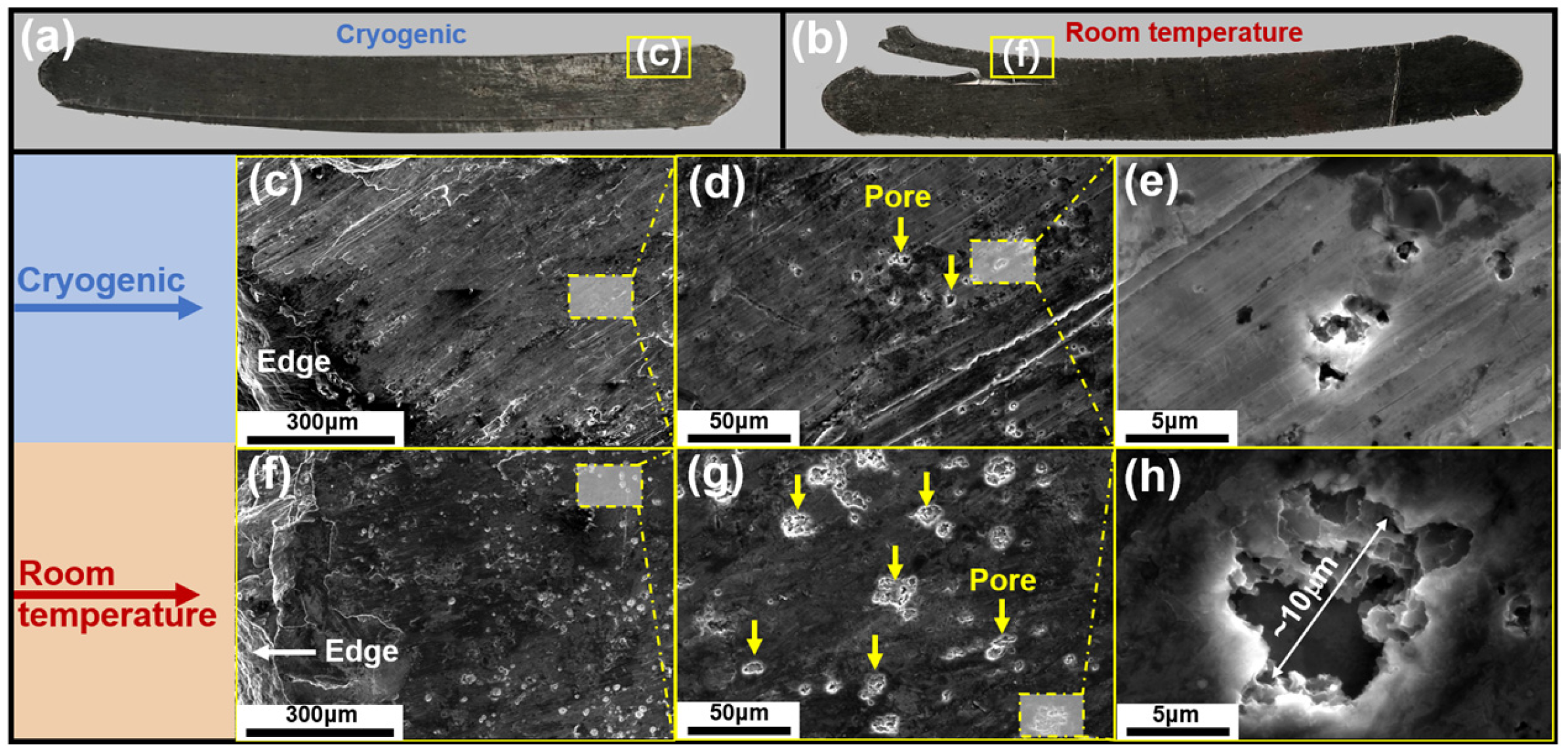
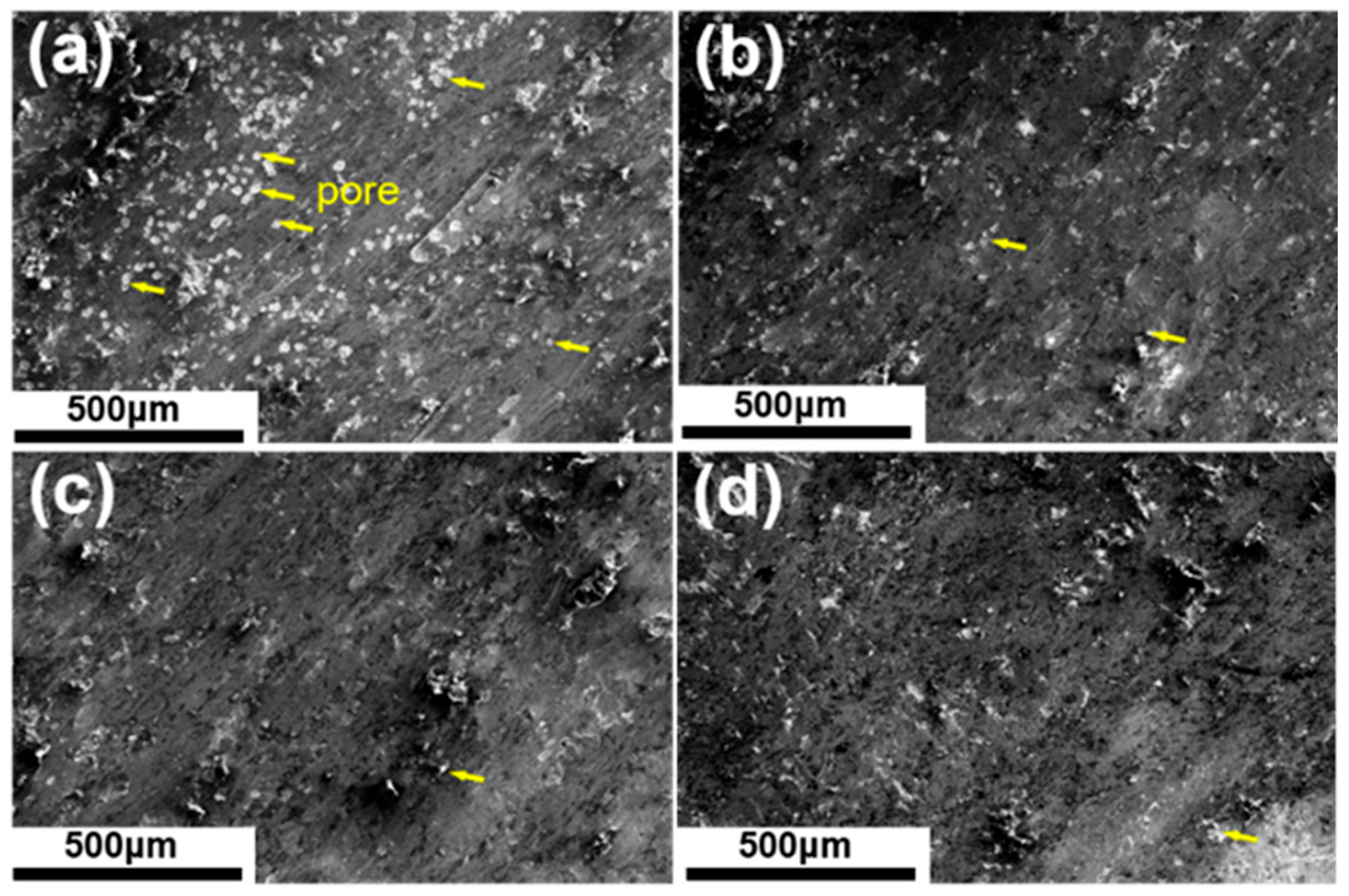
3.1. Surface Morphology and Pore Distribution of Aluminum–Magnesium–Lithium Alloy Rolled at Room and Cryogenic Temperatures
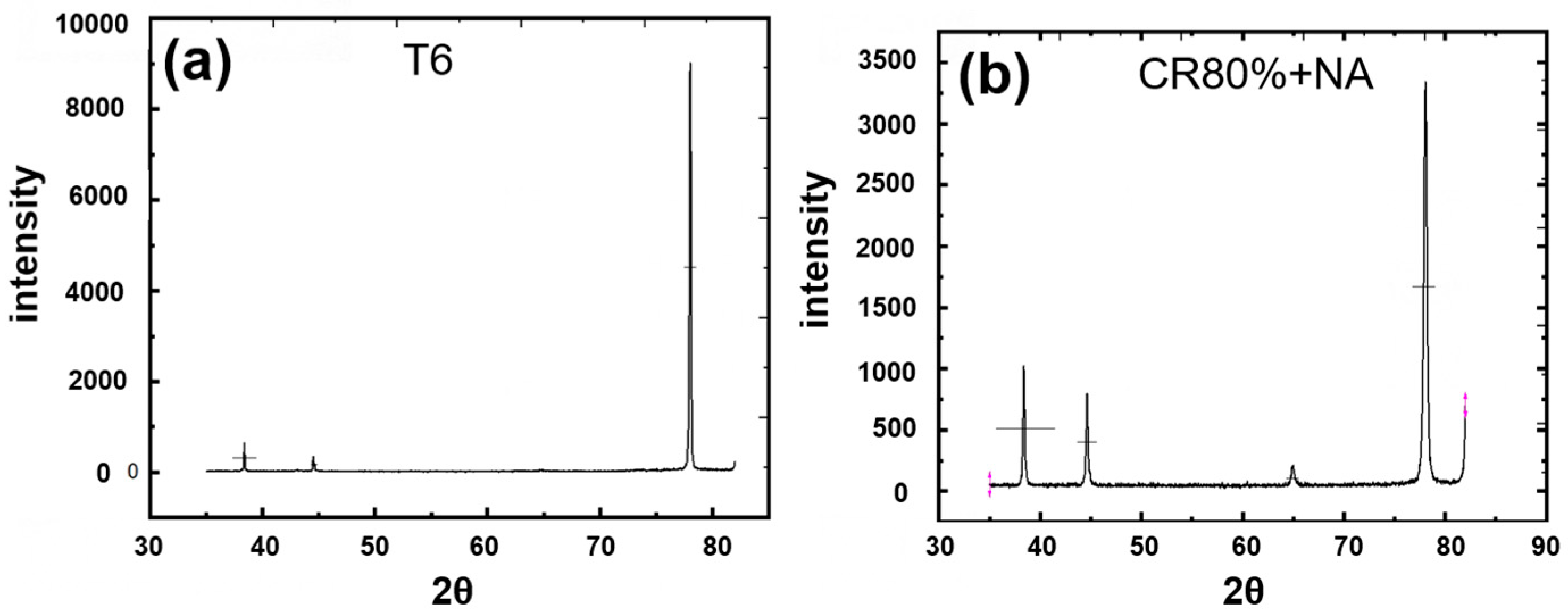
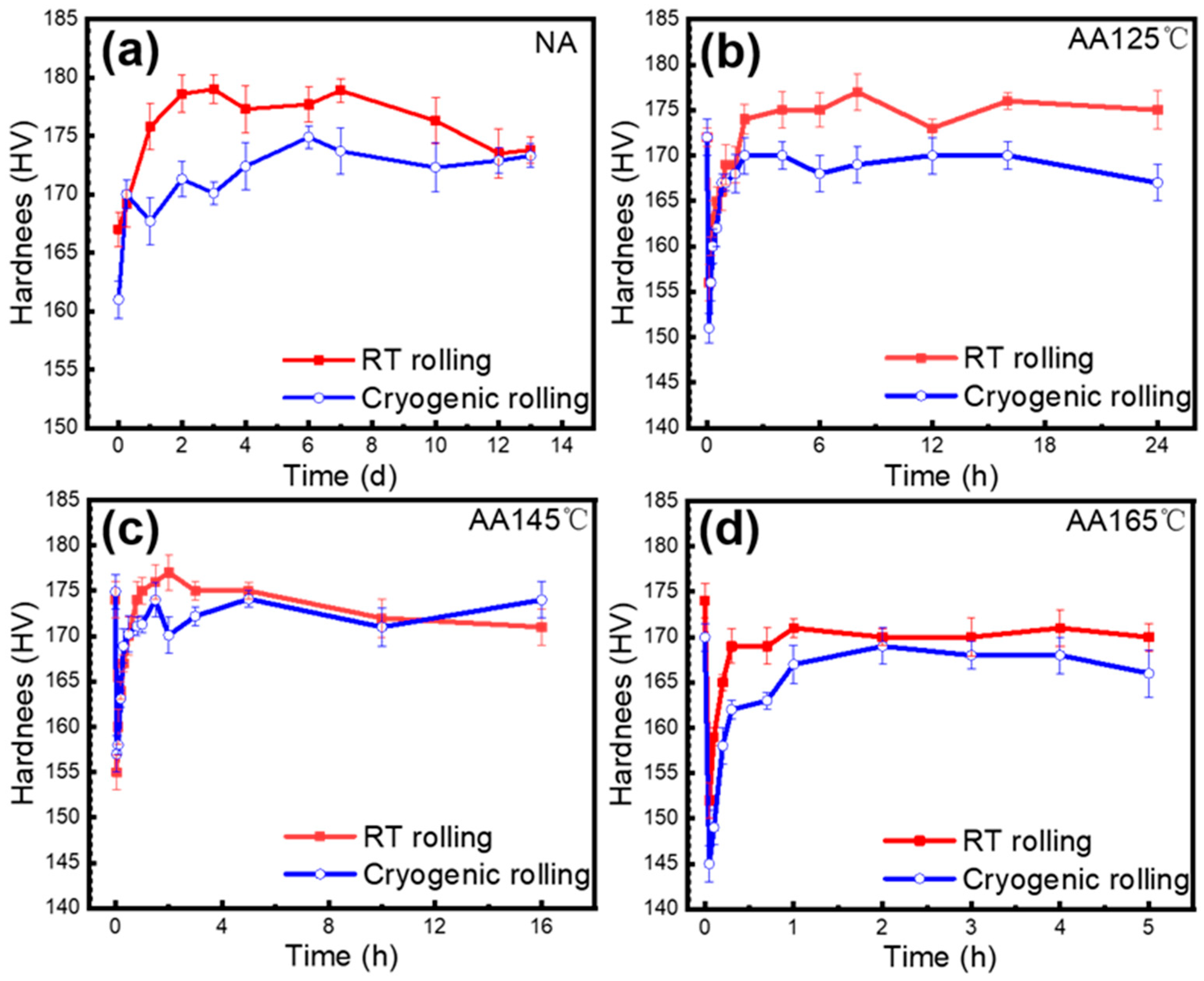
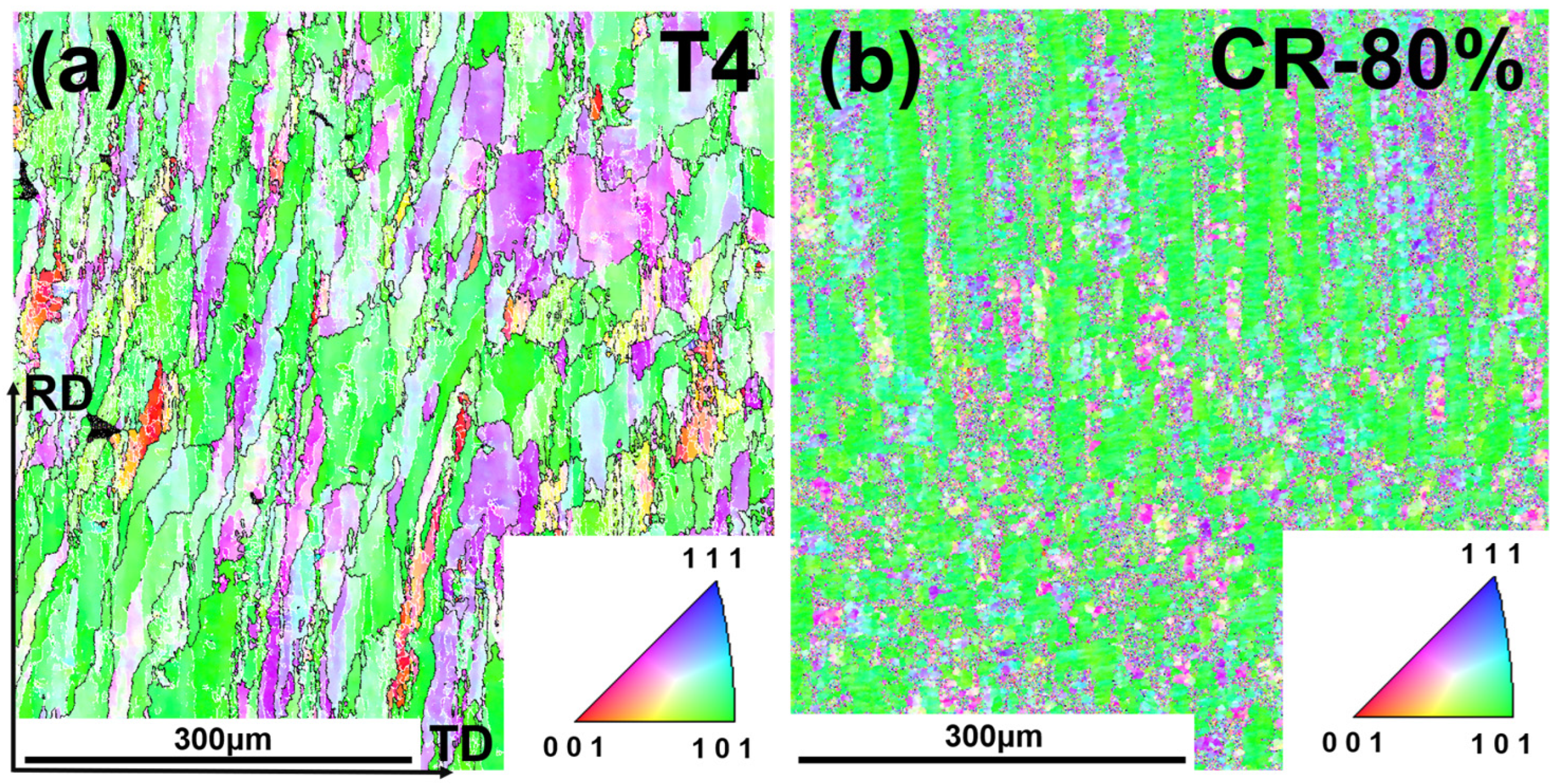
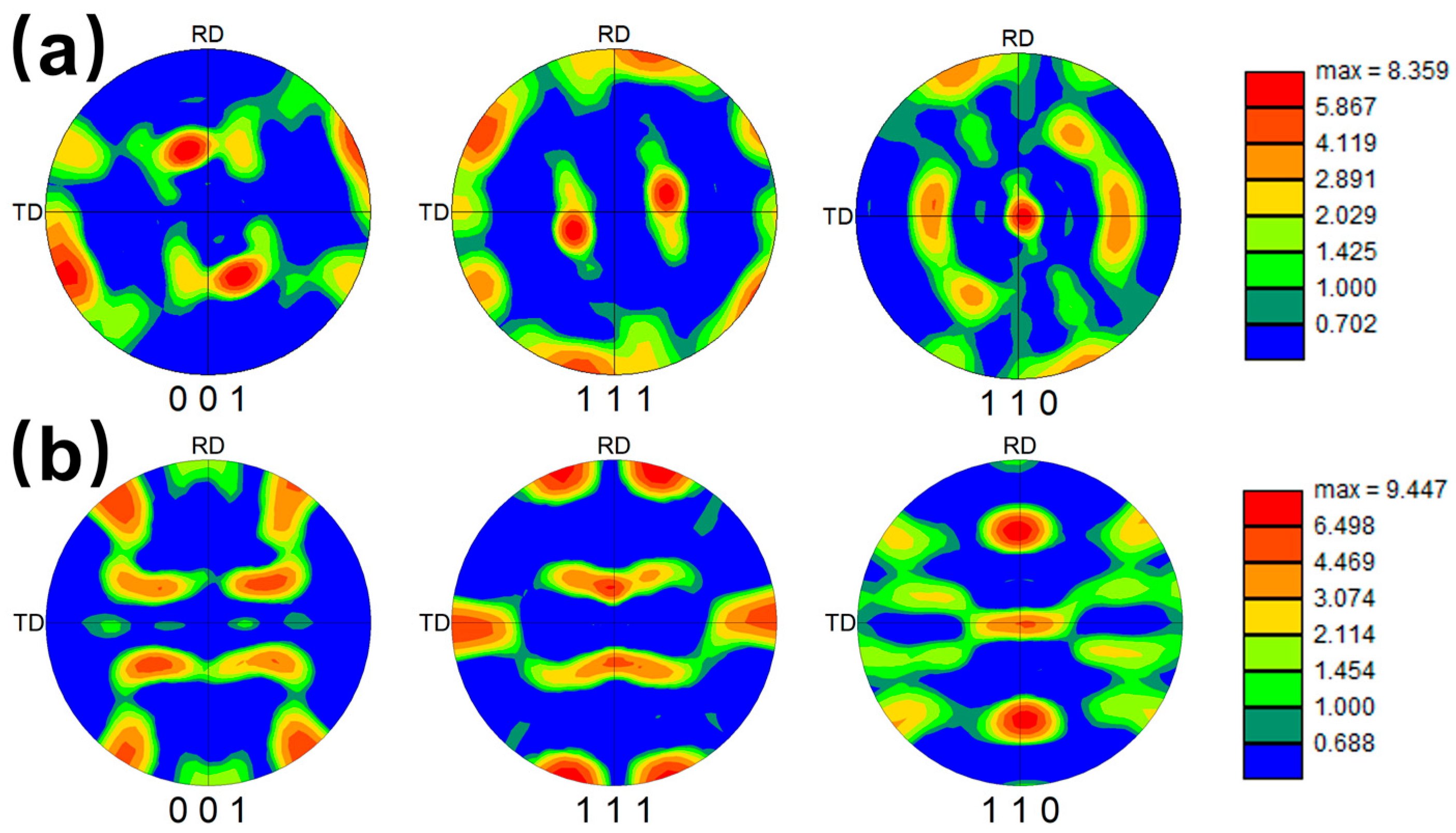
3.2. Mechanical Properties and Microstructural Evolution of Al-Mg-Li Alloy with Large Pre-Deformation
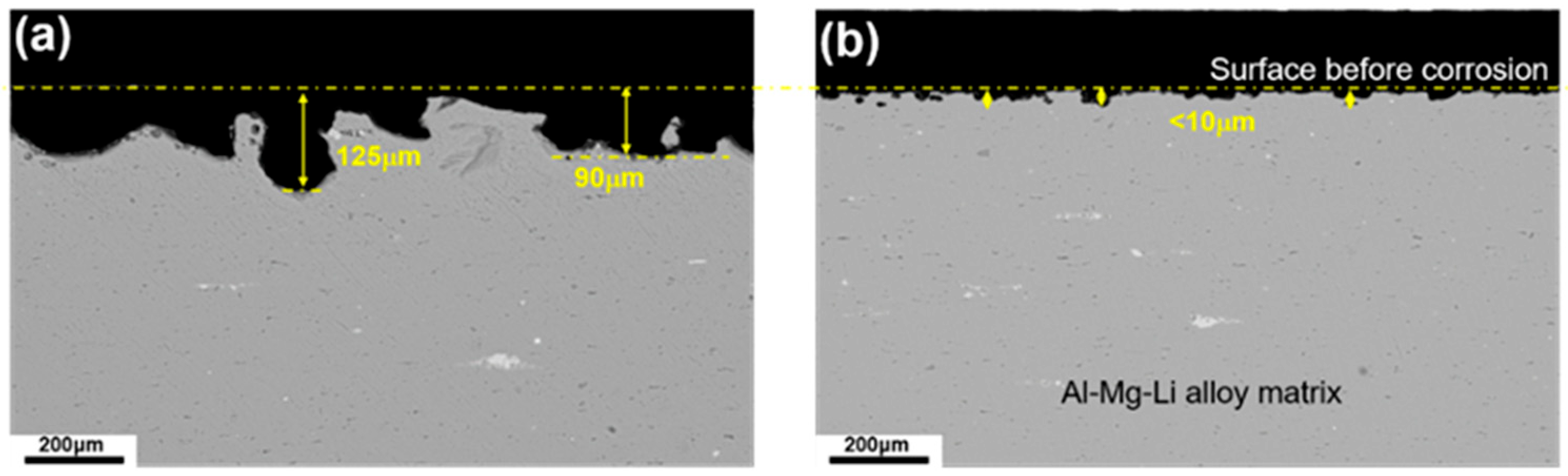
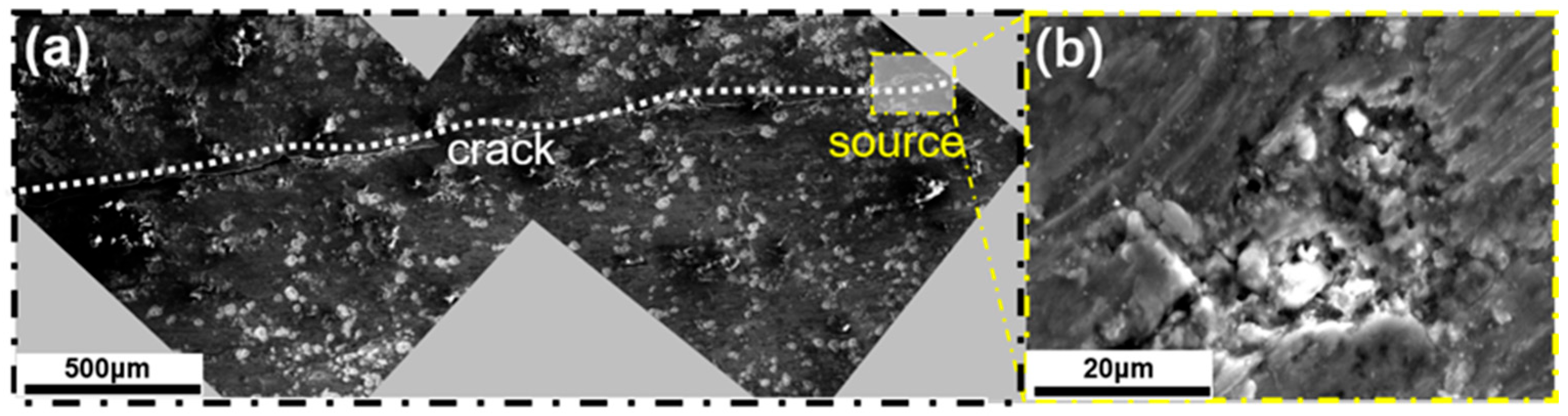
3.3. Intergranular Corrosion Properties of Large Pre-Deformation and Aging Al-Mg-Li Alloy
4. Discussion
4.1. Liquid Nitrogen Ambient Temperature Suppresses Surface Pore Formation in Aluminum–Magnesium–Lithium Alloy
4.2. Strength Contribution of Dislocation Density
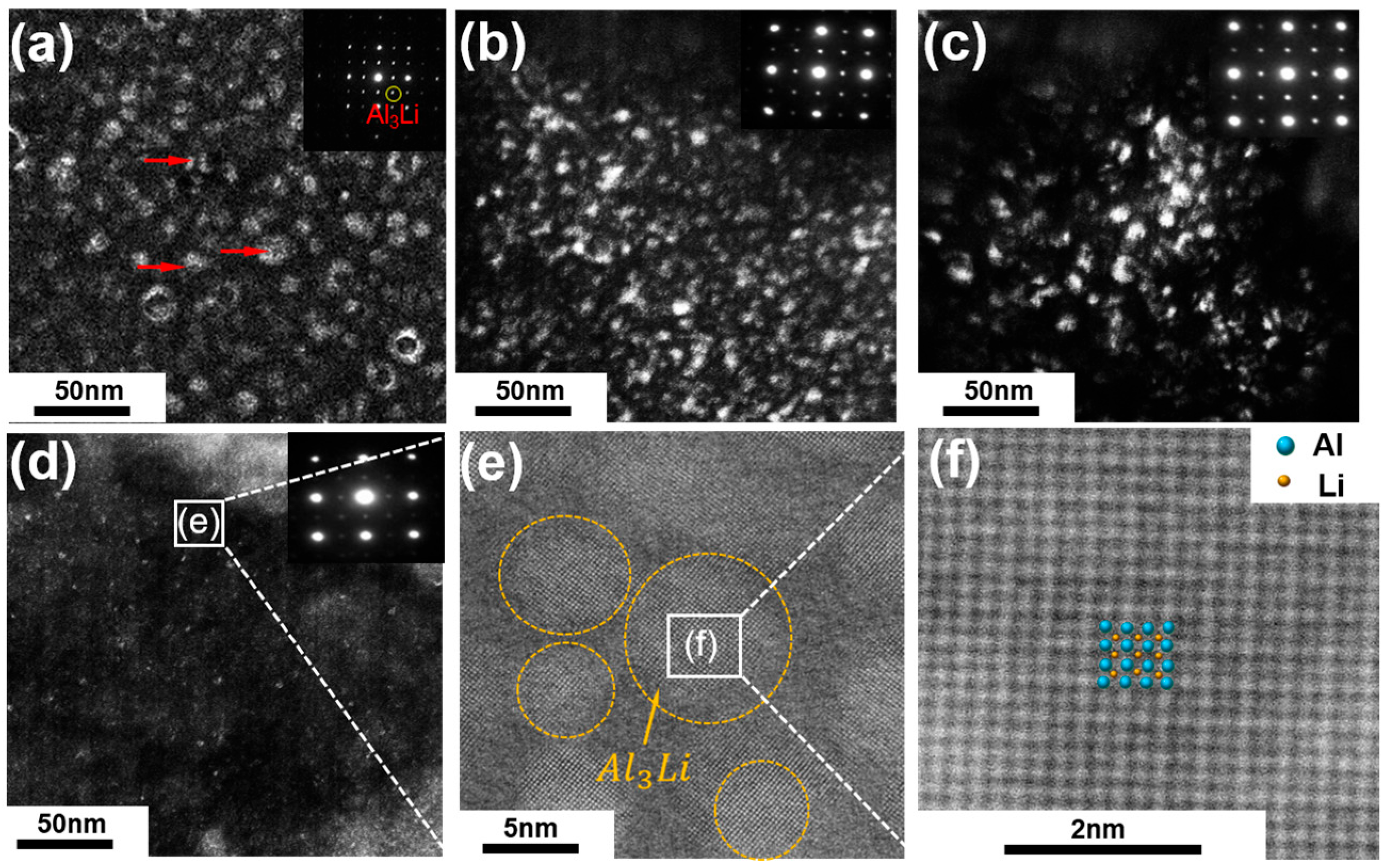
4.3. The Evolution of the δ′ Phase During Aging and Its Impact on Mechanical Properties
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Braga, D.F.; Tavares, S.M.O.; Da Silva, L.F.; Moreira, P.M.G.P.; De Castro, P.M. Advanced design for lightweight structures: Review and prospects. Prog. Aerosp. Sci. 2014, 69, 29–39. [Google Scholar] [CrossRef]
- Li, S.S.; Yue, X.; Li, Q.Y.; Peng, H.L.; Dong, B.X.; Liu, T.S.; Yang, H.Y.; Fan, J.; Shu, S.L.; Jiang, Q.C.; et al. Development and applications of aluminum alloys for aerospace industry. J. Mater. Res. Technol. 2023, 27, 944–983. [Google Scholar] [CrossRef]
- Singh, J.; Srivastawa, K.; Jana, S.; Dixit, C.; Ravichandran, S. Advancements in lightweight materials for aerospace structures: A comprehensive review. Acceleron Aerosp. J. 2024, 2, 173–183. [Google Scholar] [CrossRef]
- Furukawa, M.; Berbon, P.B.; Langdon, T.G.; Horita, Z.; Nemoto, M.; Tsenev, N.K.; Valiev, R.Z. Age hardening and the potential for superplasticity in a fine-grained Al-Mg-Li-Zr alloy. Metall. Mater. Trans. A 1998, 29, 169–177. [Google Scholar] [CrossRef]
- Starke, E.A.; Sanders, T.H.; Palmer, I.G. New approaches to alloy development in the Al-Li system. JOM 1981, 33, 24–33. [Google Scholar] [CrossRef]
- Rioja, R.J.; Warren, C.J.; Goodyear, M.D.; Kulak, M.; Bray, G.H. Al-Li alloys for lower wings and horizontal stabilizer applications. In Materials Science Forum; Trans Tech Publications Ltd.: Bäch, Switzerland, 1997; Volume 242, pp. 255–262. [Google Scholar]
- Rodgers, B.I.; Prangnell, P.B. Quantification of the influence of increased pre-stretching on microstructure-strength relationships in the Al–Cu–Li alloy AA2195. Acta Mater. 2016, 108, 55–67. [Google Scholar] [CrossRef]
- Zhou, B.; Liu, B.; Zhang, S. The advancement of 7xxx series aluminum alloys for aircraft structures: A review. Metals 2021, 11, 718. [Google Scholar] [CrossRef]
- Lyu, F.; Li, Y.; Huang, X.; Shi, Z.; Zeng, Y.; Lin, J. An investigation of creep age forming of AA7B04 stiffened plates: Experiment and FE modelling. J. Manuf. Process. 2019, 37, 232–241. [Google Scholar] [CrossRef]
- Wang, Z.C.; Prangnell, P.B. Microstructure refinement and mechanical properties of severely deformed Al–Mg–Li alloys. Mater. Sci. Eng. A 2002, 328, 87–97. [Google Scholar] [CrossRef]
- Ye, L.; Liu, X.; Tang, J.; Liu, S.; Zhang, Y. Ostwald ripening and stability of precipitates during two successive overaging in an Al-Mg-Li alloy. Mater. Lett. 2021, 291, 129616. [Google Scholar] [CrossRef]
- Matsumoto, H.; Watanabe, S.; Hanada, S. Fabrication of pure Al/Mg–Li alloy clad plate and its mechanical properties. J. Mater. Process. Technol. 2005, 169, 9–15. [Google Scholar] [CrossRef]
- Betsofen, S.Y.; Antipov, V.V.; Knyazev, M.I. Al–Cu–Li and Al–Mg–Li alloys: Phase composition, texture, and anisotropy of mechanical properties. Russ. Metall. (Met.) 2016, 2016, 326–341. [Google Scholar] [CrossRef]
- Shi, C.; Wu, G.; Zhang, L.; Zhang, X.; Sun, J.; Zhang, J. Microstructures and mechanical properties of ultralight cast Al-3Li-XMg-0.1 Zr alloys. Mater. Charact. 2020, 170, 110698. [Google Scholar] [CrossRef]
- Li, C.Q.; Liu, X.; Dong, L.J.; Shi, B.Q.; Tang, S.; Dong, Y.; Zhang, Z.R. Simultaneously improved mechanical strength and corrosion resistance of Mg-Li-Al alloy by solid solution treatment. Mater. Lett. 2021, 301, 130305. [Google Scholar] [CrossRef]
- Li, Y.; Meng, F.; Zheng, W.; Wang, Y. Small angle X-ray scattering study of the strengthen mechanism of Al–Mg–Li alloy during retrogression and reaging treatment. J. Alloys Compd. 2010, 503, 291–293. [Google Scholar] [CrossRef]
- Xiao, H.; Jiang, S.; Zhang, K.; Jia, Y.; Shi, C.; Lu, Z.; Jiang, J. Optimizing the microstructure and mechanical properties of a cold-rolled Al–Mg–Li alloy via electropulsing assisted recrystallization annealing and ageing. J. Alloys Compd. 2020, 814, 152257. [Google Scholar] [CrossRef]
- Xiao, H.; Lu, Z.; Zhang, K.; Jiang, S.; Shi, C. Achieving outstanding combination of strength and ductility of the Al-Mg-Li alloy by cold rolling combined with electropulsing assisted treatment. Mater. Des. 2020, 186, 108279. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, H.; Ma, X.; Wu, R.; Sun, J.; Hou, L.; Zhang, J.; Li, X.; Zhang, M. Effects of Sc and Zr on microstructure and properties of 1420 aluminum alloy. Mater. Charact. 2019, 154, 241–247. [Google Scholar] [CrossRef]
- Liu, C.; He, J.; Feng, Z.; Ma, P.; Zhan, L. Integrating reversion ageing and forming of high-strength Al alloys: Principles and theoretical basis. Int. J. Mach. Tools Manuf. 2024, 194, 104091. [Google Scholar] [CrossRef]
- Liu, C.; Yang, J.; Ma, P.; Ma, Z.; Zhan, L.; Chen, K.; Huang, M.; Li, J.; Li, Z. Large creep formability and strength–ductility synergy enabled by engineering dislocations in aluminum alloys. Int. J. Plast. 2020, 134, 102774. [Google Scholar] [CrossRef]
- Chen, K.; Liu, C.; Ma, P.; Yang, J.; Zhan, L.; Huang, M.; Hu, J. Enhancing creep formability and comprehensive property in Al–Mg–Si alloy by combinatorial pre-ageing and large pre-deformation. Mater. Sci. Eng. A 2021, 826, 141967. [Google Scholar] [CrossRef]
- Chen, L.; Liu, C.; Ma, P.; Yang, J.; Zhan, L.; Huang, M. Strong in-plane anisotropy of creep ageing behavior in largely pre-deformed Al-Cu alloy: Experiments and constitutive modeling. Int. J. Plast. 2021, 152, 103245. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, Z.; Wu, R.; Sun, J.; Jiao, Y.; Hou, L.; Zhang, J.; Li, X.; Zhang, M. Ambient-temperature mechanical properties of isochronally aged 1420-Sc-Zr aluminum alloy. Mater. Sci. Eng. A 2019, 745, 411–419. [Google Scholar] [CrossRef]
- Xiao, R.; Zhang, X. Problems and issues in laser beam welding of aluminum–lithium alloys. J. Manuf. Process. 2014, 16, 166–175. [Google Scholar] [CrossRef]
- Zhu, Y.; Poplawsky, J.D.; Li, S.; Unocic, R.R.; Bland, L.G.; Taylor, C.D.; Locke, J.S.; Marquis, E.A.; Frankel, G.S. Localized corrosion at nm-scale hardening precipitates in Al-Cu-Li alloys. Acta Mater. 2020, 189, 204–213. [Google Scholar] [CrossRef]
- Jeshvaghani, R.A.; Emami, M.; Shahverdi, H.R.; Hadavi, S.M.M. Effects of time and temperature on the creep forming of 7075 aluminum alloy: Springback and mechanical properties. Mater. Sci. Eng. A 2011, 528, 8795–8799. [Google Scholar] [CrossRef]
- Zhu, H.; Ma, P.; Liu, C.; He, J.; Yang, J.; Chen, L.; Huang, L.; Zhan, L. Effect of cryogenic pre-deformation on the stress relaxation response and mechanical/corrosion properties in Al–Zn–Mg–Cu alloy. J. Mater. Res. Technol. 2022, 20, 3471–3484. [Google Scholar] [CrossRef]
- Roven, H.J.; Starke, E.A., Jr.; Sødahl, Ø.; Hjelen, J. Effects of texture on delamination behavior of a 8090-type Al-Li alloy at cryogenic and room temperature. Scr. Metall. Mater. 1990, 24, 421–426. [Google Scholar] [CrossRef]
- Panigrahi, S.K.; Jayaganthan, R. A study on the mechanical properties of cryorolled Al–Mg–Si alloy. Mater. Sci. Eng. A 2008, 480, 299–305. [Google Scholar] [CrossRef]
- Xu, Z.; Roven, H.J.; Jia, Z. Mechanical properties and surface characteristics of an AA6060 alloy strained in tension at cryogenic and room temperature. Mater. Sci. Eng. A 2015, 648, 350–358. [Google Scholar] [CrossRef]
- GB/T 41653-2022; Technical Committee 183 on Steel of Standardization Administration of China. Standardization Administration of the People’s Republic of China: Beijing, China, 2022.
- Kuang, Q.; Wang, R.; Peng, C.; Cai, Z.; Feng, Y.; Wang, X. Influence of aging treatment on the microstructure, mechanical properties and corrosion behavior of spray deposited Al-Mg-Li-Sc-Zr alloy. J. Alloys Compd. 2021, 881, 160664. [Google Scholar] [CrossRef]
- Xu, X.J.; Hao, M.; Chen, J.Z.; He, W.W.; Li, G.A.; Li, K.X.; Jiao, C.; Zhong, X.L.; Moore, K.L.; Zhou, X.R.; et al. Role of constituent intermetallic phases and precipitates in initiation and propagation of intergranular corrosion of an Al-Li-Cu-Mg alloy. Corros. Sci. 2022, 201, 110294. [Google Scholar] [CrossRef]
- Wang, Y.; Zuo, J.; Xu, C.; Liu, W.; Li, D.; Wang, G.; Tang, G.; Geng, L. Deformation behavior of pure aluminum at room and cryogenic temperatures. J. Mater. Res. Technol. 2024, 31, 2355–2366. [Google Scholar] [CrossRef]
- Yang, Q.Y.; Zhou, Y.L.; Tan, Y.B.; Xiang, S.; Ma, M.; Zhao, F. Effects of microstructure, texture evolution and strengthening mechanisms on mechanical properties of 3003 aluminum alloy during cryogenic rolling. J. Alloys Compd. 2021, 884, 161135. [Google Scholar] [CrossRef]
- Nie, J.F.; Muddle, B.C. Microstructural design of high-strength aluminum alloys. J. Phase Equilibria 1998, 19, 543–551. [Google Scholar] [CrossRef]
- Ungár, T. Characterization of nanocrystalline materials by X-ray line profile analysis. J. Mater. Sci. 2007, 42, 1584–1593. [Google Scholar] [CrossRef]
- Ungár, T.; Dragomir, I.; Révész, Á.; Borbély, A. The contrast factors of dislocations in cubic crystals: The dislocation model of strain anisotropy in practice. J. Appl. Crystallogr. 1999, 32, 992–1002. [Google Scholar] [CrossRef]
- Ungár, T.; Ott, S.; Sanders, P.G.; Borbély, A.; Weertman, J.R. Dislocations, grain size and planar faults in nanostructured copper determined by high resolution X-ray diffraction and a new procedure of peak profile analysis. Acta Mater. 1998, 46, 3693–3699. [Google Scholar] [CrossRef]




Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zheng, Z.; Ma, P.; Chen, L.; Liu, C. Microstructural Modification by Large Pre-Deformation and Post-Aging to Improve Properties in Al-Mg-Li Alloy. Metals 2025, 15, 290. https://doi.org/10.3390/met15030290
Zheng Z, Ma P, Chen L, Liu C. Microstructural Modification by Large Pre-Deformation and Post-Aging to Improve Properties in Al-Mg-Li Alloy. Metals. 2025; 15(3):290. https://doi.org/10.3390/met15030290
Chicago/Turabian StyleZheng, Zeyu, Peipei Ma, Longhui Chen, and Chunhui Liu. 2025. "Microstructural Modification by Large Pre-Deformation and Post-Aging to Improve Properties in Al-Mg-Li Alloy" Metals 15, no. 3: 290. https://doi.org/10.3390/met15030290
APA StyleZheng, Z., Ma, P., Chen, L., & Liu, C. (2025). Microstructural Modification by Large Pre-Deformation and Post-Aging to Improve Properties in Al-Mg-Li Alloy. Metals, 15(3), 290. https://doi.org/10.3390/met15030290