
Fluidity of Aluminium Foundry Alloys for Thin Wall Castings: Designing an Operating Methodology


Abstract
:1. Introduction
2. Experimental
2.1. Material
2.2. Fluidity Test
2.3. Repeatability
- All experiments were conducted in an open environment with a temperature of ~20 °C.
- Before inserting the ingots of aluminium alloy into the furnace, adherent dust and greasy materials present on them were thoroughly cleaned by the acetone to avoid possible inclusions in casting.
- The dross was removed from the molten melt surface every time shortly before pouring into the mould.
- The ladle was filled to the same level with molten metal to maintain a constant metallostatic pressure across all the experiments.
- The filling of molten metal was standardized by targeting the same pouring zone in the pouring basin.
- The pouring of molten metal was performed with constant pouring velocity and the same pouring angle to ensure uniformity across all sets of experiments.
- The temperature monitoring of molten metal and mould was performed consistently before conducting each experiment by means of K-type thermocouples.
- To perform a series of experiments, aluminium ingots of ~40 kg were melted in an electric resistance furnace with a maximum capacity of 50 kg.
- To reduce the chilling effect, hot oil was continuously circulating through the mould (cope and drag) using a heating oil pumping unit before pouring the molten metal into the mould cavity to have a homogeneous and stable temperature in the mould cavity. The thermocouple to measure the mould temperature was placed exactly at the inlet of the mould where hot oil entered from the connector tube to the mould. The recorded mould temperature was 105 ± 3 °C.
- The interior surfaces of cope and drag were coated with boron nitride to suppress heat transfer from the molten metal to the mould. This coating also helps to control heat transfer to achieve better directional solidification and ensure correct filling of the cavity.
- To avoid any possible levelling error, drag was placed on a perfectly horizontal surface. After that, the cope was placed over the drag by aligning the side holes with those on the drag until the bolts could pass through each other. After aligning, the nuts were screwed tightly to have two halves firmly tight together.
- The ladle was preheated for 5 min and was held in the molten metal bath for 15 s before pouring the molten metal into the mould.
- To guarantee stable and homogeneous filling, molten metal was poured at the identified pouring zone in the pouring basin from the same side to prevent any difference in the filling dynamics of molten metal for all sets of experiments.
- After pouring, a solidification time of ~30 s was applied before opening the mould to remove the casting.
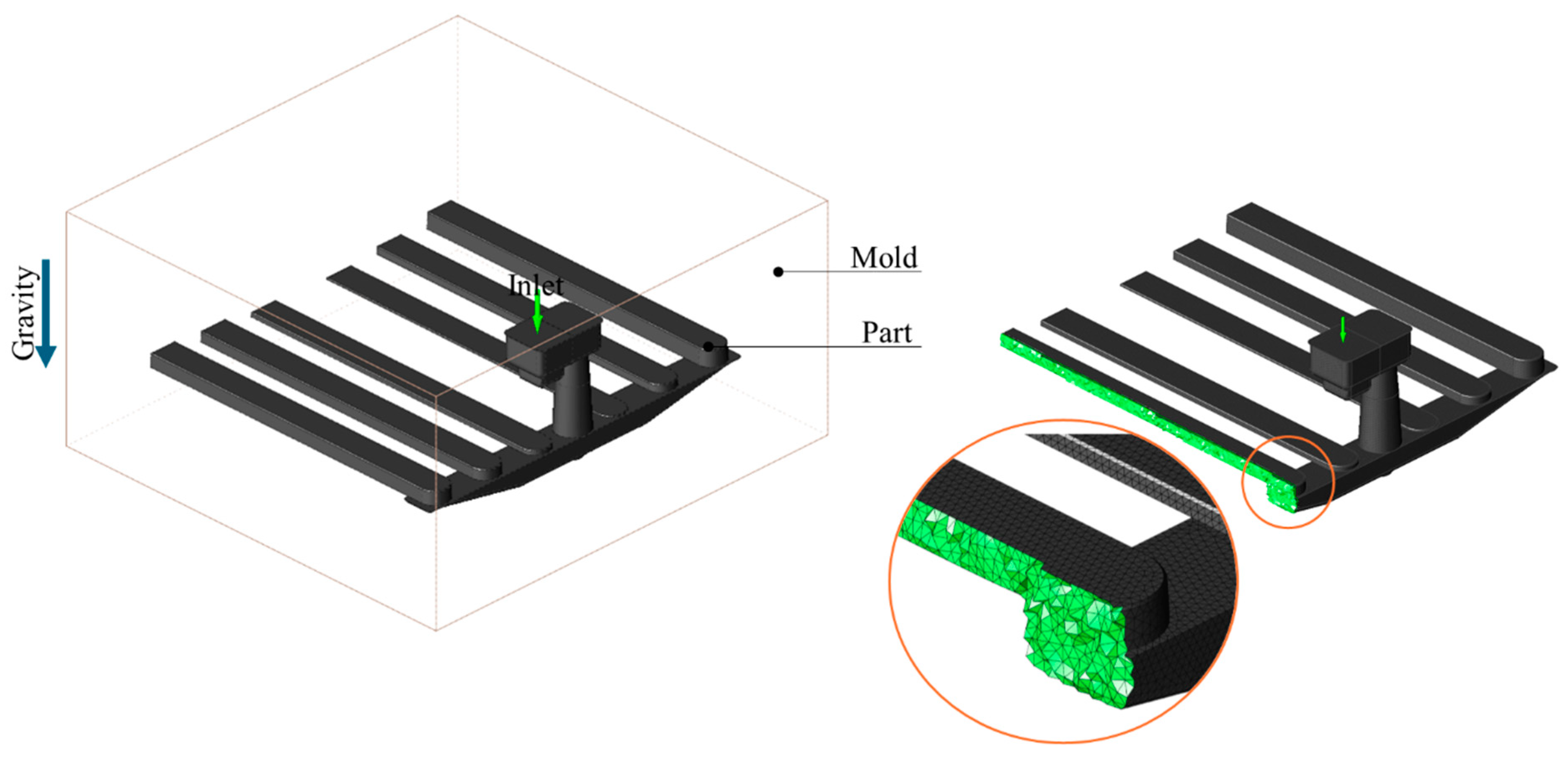
2.4. Numerical Modelling of the Fluidity Test
3. Results and Discussion
4. Conclusions
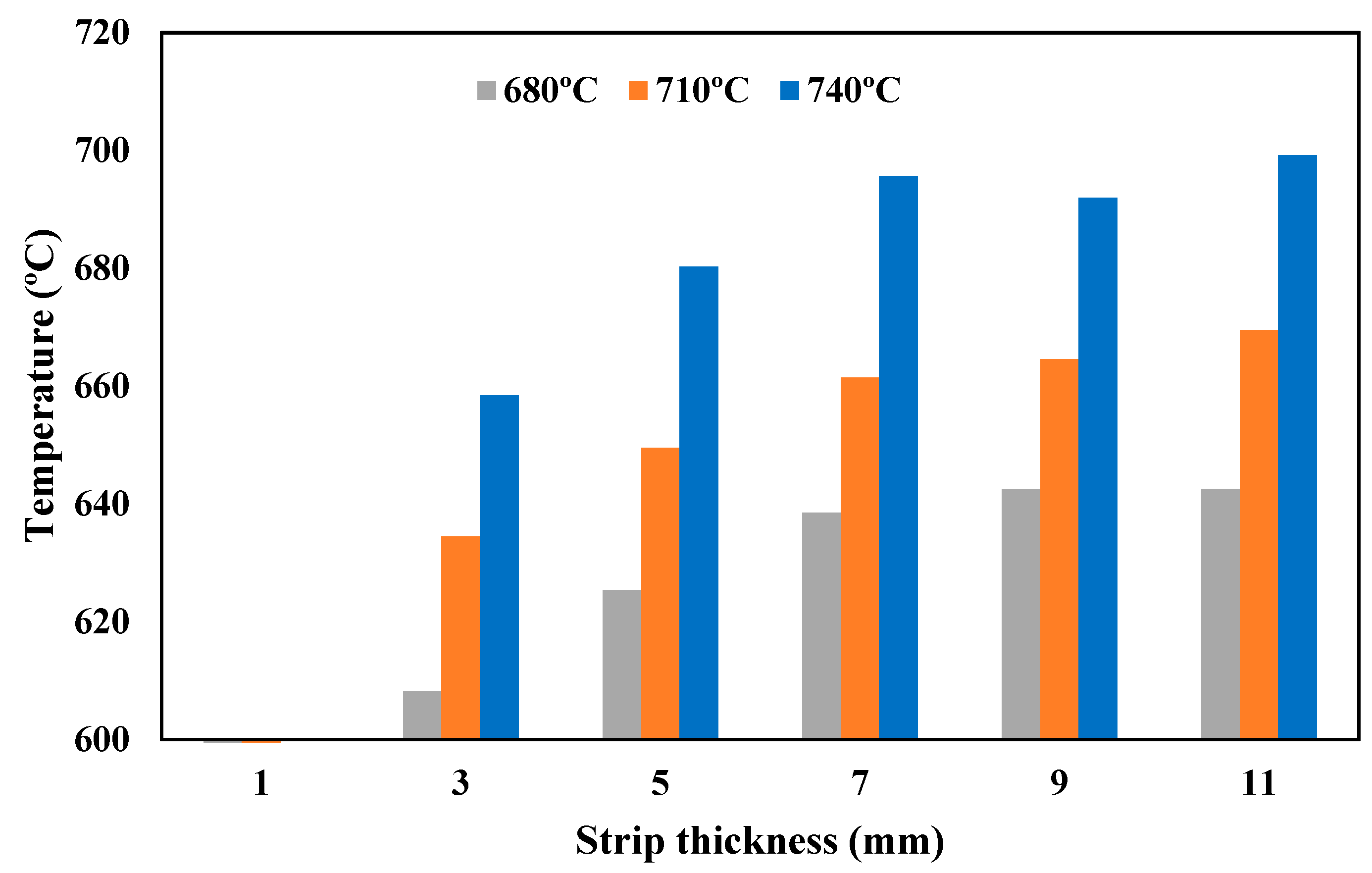
- The fluidity increases as a function of channel thickness. In all studied conditions, a channel with 11 mm of thickness shows the highest fluidity as compared with other sections because of a lower heat dissipation rate. At the same time, no fluidity was measured for 1 mm of channel thickness because the alloy was unable to overcome the surface tension in this thickness value.
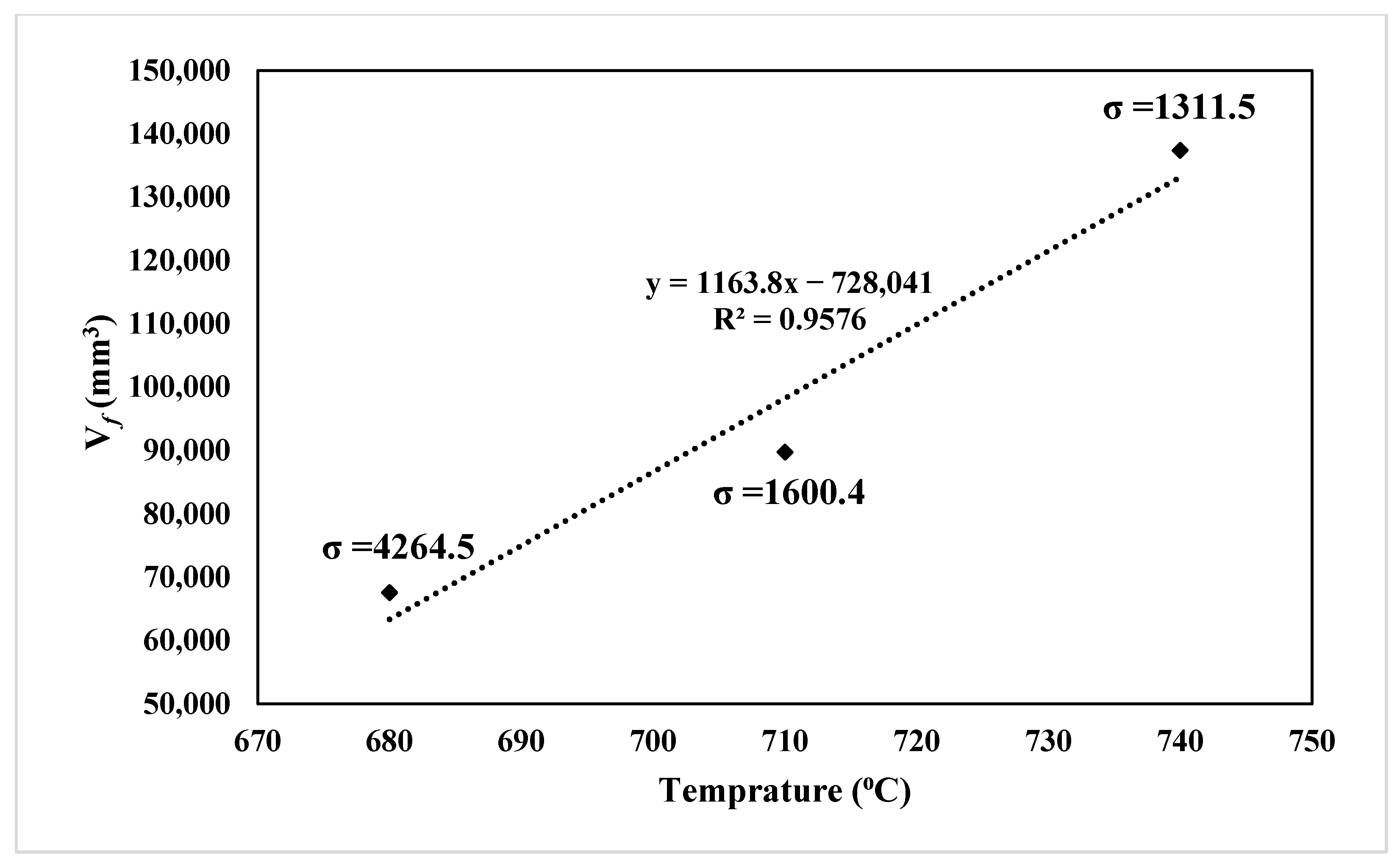
- The fluidity of the given alloy increases with the pouring temperature. The fluidity increases from 25% to 45% when the pouring temperature is increased from 680 °C to 710 °C and from 710 °C to 740 °C respectively, because of the greater super cooling and nucleation time.
- With an increase in pouring temperature, the deviation in fluidity is reduced, i.e., greater repeatability is achieved.
- Numerical simulation shows a good correlation with real experimentation. The flow length increases with the pouring temperature. Along with that, an incremental trend for increasing the flow length with increasing the section thickness was also observed.
- The designed methodology, if operated with control and accuracy, provides a reliable pathway for foundries to determine the fluidity of aluminium alloys for various industrial applications.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dong, X.; Yang, H.; Zhu, X.; Ji, S. High strength and ductility aluminium alloy processed by high pressure die casting. J. Alloys Compd. 2019, 773, 86–96. [Google Scholar] [CrossRef]
- Bonollo, F.; Gramegna, N.; Timelli, G. High-pressure die-casting: Contradictions and challenges. JOM 2015, 67, 901–908. [Google Scholar] [CrossRef]
- Niu, Z.; Liu, G.; Li, T.; Ji, S. Effect of high pressure die casting on the castability, defects and mechanical properties of aluminium alloys in extra-large thin-wall castings. J. Mater. Process. Technol. 2022, 303, 117525. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, Y.; Liu, W.; Jiao, X.; Nishat, H.; Ajavavarakula, D.; Chen, H.; Xiong, S. Enhanced mechanical properties and thermal conductivity of high-pressure die-cast AlMg6Si2MnZr alloy by controlling the externally solidified crystals. J. Mater. Process. Technol. 2022, 306, 117645. [Google Scholar] [CrossRef]
- Barbosa, C.R.; Machado, G.H.; Azevedo, H.M.; Rocha, F.S.; Filho, J.C.; Pereira, A.; Rocha, O.L. Tailoring of processing parameters, dendritic microstructure, Si/intermetallic particles and microhardness in as-cast and heat-treated samples of Al7Si0.3Mg alloy. Met. Mater. Int. 2020, 26, 370–383. [Google Scholar] [CrossRef]
- Rambabu, P.; Eswara Prasad, N.; Kutumbarao, V.; Wanhill, R. Aluminium alloys for aerospace applications. In Aerospace Materials and Material Technologies: Volume 1: Aerospace Materials; Springer: Singapore, 2017; pp. 29–52. [Google Scholar]
- Alam, T.; Ansari, A.H. Review on Aluminium and Its Alloys for automotive applications. Int. J. Adv. Technol. Eng. Sci 2017, 5, 278–294. [Google Scholar]
- Stojanovic, B.; Bukvic, M.; Epler, I. Application of aluminum and aluminum alloys in engineering. Appl. Eng. Lett. J. Eng. Appl. Sci. 2018, 3, 52–62. [Google Scholar] [CrossRef]
- Raabe, D.; Ponge, D.; Uggowitzer, P.J.; Roscher, M.; Paolantonio, M.; Liu, C.; Antrekowitsch, H.; Kozeschnik, E.; Seidmann, D.; Gault, B. Making sustainable aluminum by recycling scrap: The science of “dirty” alloys. Prog. Mater. Sci. 2022, 128, 100947. [Google Scholar]
- Berlanga-Labari, C.; Biezma-Moraleda, M.V.; Rivero, P.J. Corrosion of cast aluminum alloys: A review. Metals 2020, 10, 1384. [Google Scholar] [CrossRef]
- Ružbarský, J.; Ružbarský, J. Al–Si Alloy Casts by Die Casting; Springer: Cham, Switzerland, 2019. [Google Scholar]
- Cecchel, S.; Cornacchia, G.; Gelfi, M. Corrosion behavior of primary and secondary AlSi high pressure die casting alloys. Mater. Corros. 2017, 68, 961–969. [Google Scholar] [CrossRef]
- Di Sabatino, M. Fluidity of Aluminium Foundry Alloys. Ph.D. Thesis, Norwegian University of Science and Technology (NTNU), Trondheim, Norway, 2005. [Google Scholar]
- Campbell, J. Complete Casting Handbook: Metal Casting Processes, Metallurgy, Techniques and Design; Butterworth-Heinemann: London, UK, 2015. [Google Scholar]
- Ravi, K.; Pillai, R.; Amaranathan, K.; Pai, B.; Chakraborty, M. Fluidity of aluminum alloys and composites: A review. J. Alloys Compd. 2008, 456, 201–210. [Google Scholar] [CrossRef]
- Di Sabatino, M.; Arnberg, L. Castability of aluminium alloys. Trans. Indian Inst. Met. 2009, 62, 321–325. [Google Scholar] [CrossRef]
- Di Sabatino, M.; Arnberg, L.; Apelian, D. Progress on the understanding of fluidity of aluminium foundry alloys. Int. J. Met. 2008, 2, 17–27. [Google Scholar] [CrossRef]
- Brenji, R. Effectof reinforcement amount, mold temperature, superheat, and mold thickness on fluidity of in-situ Al-Mg2Si compisites. China Foundry 2018, 15, 66–74. [Google Scholar] [CrossRef]
- Caliari, D.; Timelli, G.; Bonollo, F.; Amalberto, P.; Giordano, P. Fluidity of aluminium foundry alloys: Development of a testing procedure. Metall. Ital. 2015, 107, 17–24. [Google Scholar]
- Timelli, G.; Bonollo, F. Fluidity of aluminium die castings alloy. Int. J. Cast Met. Res. 2007, 20, 304–311. [Google Scholar] [CrossRef]
- Szuckia, M.; Dziubinska, A.; Winiarski, G.; Majerski, K.; Drozdowski, K.; Gorny, M.; Buras, J. Application of 2XXX and 7XXX series alloys as input material for the new casting-forging hybrid process. Indian J. Eng. Mater. Sci. (IJEMS) 2021, 27, 795–801. [Google Scholar]
- Haga, T.; Imamura, S.; Fuse, H. Fluidity investigation of pure Al and Al-Si alloys. Materials 2021, 14, 5372. [Google Scholar] [CrossRef]
- Zou, G.; Chai, Y.; Shen, Q.; Cheng, T.; Zhang, H. Analysis of the fluidity and hot tearing susceptibility of AlSi3. 5Mg0. 5Cu0. 4 and A356 aluminum alloys. Int. J. Met. 2022, 16, 909–923. [Google Scholar]
- Shin, J.-S.; Ko, S.-H.; Kim, K.-T. Development and characterization of low-silicon cast aluminum alloys for thermal dissipation. J. Alloys Compd. 2015, 644, 673–686. [Google Scholar] [CrossRef]
- Shin, J.; Kim, T.; Kim, D.; Kim, D.; Kim, K. Castability and mechanical properties of new 7xxx aluminum alloys for automotive chassis/body applications. J. Alloys Compd. 2017, 698, 577–590. [Google Scholar] [CrossRef]
- Campbell, J.; Harding, R.A. The Filling of Castings. Available online: https://www.slideshare.net/slideshow/talat-lecture-3203-the-filling-of-castings/2319600 (accessed on 10 February 2024).
- Di Sabatino, M.; Arnberg, L.; Brusethaug, S.; Apelian, D. Fluidity evaluation methods for Al–Mg–Si alloys. Int. J. Cast Met. Res. 2006, 19, 94–97. [Google Scholar] [CrossRef]
- Adefuye, A.O.; Fadipe, O.L.; Adedeji, K.A.; Kuku, R.O.; Ola-Gbadamosi, R.O. Increasing the accuracy of a multi channel fluidity test mould. Glob. Sci. J. 2021, 9, 7. [Google Scholar]
- Pulivarti, S.R.; Birru, A.K. Effect of Mould Coatings and Pouring Temperature on the Fluidity of Different Thin Cross-Sections of A206 Alloy by Sand Casting. Trans. Indian Inst. Met. 2018, 71, 1735–1745. [Google Scholar] [CrossRef]
- Futáš, P.; Petrík, J.; Pribulová, A. The analysis of Al-Si alloys fluidity test in computer simulation. In Proceedings of the 14th SGEM GeoConference on Informatics, Geoinformatics and Remote Sensing, Albena, Bulgaria, 17–26 June 2014; pp. 371–378. [Google Scholar]
- Futáš, P.; Petrík, J.; Pribulová, A.; Bartošová, M. Fluidity test of Al-Si alloy using by computer simulation. Key Eng. Mater. 2015, 635, 45–50. [Google Scholar] [CrossRef]
- Khandelwal, H.; Gautam, S.K.; Ravi, B. Numerical Simulation and Experimental Validation of Fluidity of AlSi12CuNiMg Alloy using Multi Spiral Channel with Varying Thickness. Int. J. Met. 2024, 1–10. [Google Scholar] [CrossRef]
- Žbontar, M.; Petrič, M.; Mrvar, P. A modified test for determining the fluidity of ductile cast iron. Mater. Technol. 2022, 56, 217–224. [Google Scholar] [CrossRef]
- Taghaddos, E.; Hejazi, M.; Taghiabadi, R.; Shabestari, S. Effect of iron-intermetallics on the fluidity of 413 aluminum alloy. J. Alloys Compd. 2009, 468, 539–545. [Google Scholar] [CrossRef]
- Di Sabatino, M.; Shankar, S.; Apelian, D.; Arnberg, L. Influence of temperature and alloying elements on fluidity of Al-Si alloys. In Proceedings of the TMS-Shape Casting Symposium, San Francisco, CA, USA, 15–17 February 2005. [Google Scholar]
- Callegari, B.; Lima, T.N.; Coelho, R.S. The influence of alloying elements on the microstructure and properties of Al-Si-based casting alloys: A review. Metals 2023, 13, 1174. [Google Scholar] [CrossRef]
- Bai, Z.; Wu, X. Effects of soldering and wear of die-casting die during ejection: Surface roughness and casting temperature. Eng. Fail. Anal. 2023, 151, 107383. [Google Scholar] [CrossRef]
- Kwaśniewski, P.; Strzępek, P.; Kiesiewicz, G.; Kordaszewski, S.; Franczak, K.; Sadzikowski, M.; Ściężor, W.; Brudny, A.; Kulasa, J.; Juszczyk, B. External surface quality of the graphite crystallizer as a factor influencing the temperature of the continuous casting process of ETP grade copper. Materials 2021, 14, 6309. [Google Scholar] [CrossRef] [PubMed]
- Rosandi, R.; Masnur, D. Influence of Pouring Temperatures to Fluidity of Aluminium Scrap Cans with Investment Casting Using Natural Clays as Mould Materials. Ph.D. Thesis, Riau University, Kota Pekanbaru, Indonesia, 2016. [Google Scholar]
- Andri, A.; Masnur, D. Studi Fluiditas Aluminium Minuman Kaleng Cair Dengan Variasi Temperatur Tuang Dan Ketebalan Rongga. Ph.D. Thesis, Riau University, Kota Pekanbaru, Indonesia, 2016. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Fe | Cu | Mn | Mg | Cr | Ni | Ti | Sr | V | Al |
|---|---|---|---|---|---|---|---|---|---|---|
| 11.480 | 0.170 | 0.018 | 0.657 | 0.143 | 0.005 | 0.003 | 0.056 | 0.02 | 0.010 | Bal. |
| Channel | Thickness | 680 °C | 710 °C | 740 °C |
|---|---|---|---|---|
| 1 | 9 mm | 0.439 s | 0.502 s | 0.628 s |
| 2 | 7 mm | 0.402 s | 0.471 s | 0.543 s |
| 3 | 3 mm | 0.239 s | 0.336 s | 0.406 s |
| 4 | 1 mm | 0.106 s | 0.107 s | 0.169 s |
| 5 | 5 mm | 0.357 s | 0.396 s | 0.483 s |
| 6 | 11 mm | 0.454 s | 0.540 s | 0.656 s |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Asghar, O.; da Silva, M.; Busqué, R.; Bonollo, F. Fluidity of Aluminium Foundry Alloys for Thin Wall Castings: Designing an Operating Methodology. Metals 2025, 15, 229. https://doi.org/10.3390/met15030229
Asghar O, da Silva M, Busqué R, Bonollo F. Fluidity of Aluminium Foundry Alloys for Thin Wall Castings: Designing an Operating Methodology. Metals. 2025; 15(3):229. https://doi.org/10.3390/met15030229
Chicago/Turabian StyleAsghar, Osama, Manel da Silva, Raquel Busqué, and Franco Bonollo. 2025. "Fluidity of Aluminium Foundry Alloys for Thin Wall Castings: Designing an Operating Methodology" Metals 15, no. 3: 229. https://doi.org/10.3390/met15030229
APA StyleAsghar, O., da Silva, M., Busqué, R., & Bonollo, F. (2025). Fluidity of Aluminium Foundry Alloys for Thin Wall Castings: Designing an Operating Methodology. Metals, 15(3), 229. https://doi.org/10.3390/met15030229