
Numerical Assessment on the DC Casting 7050 Aluminum Alloy Under Melt Shearing and Magnetic Fields

Abstract
1. Introduction
2. Model Description
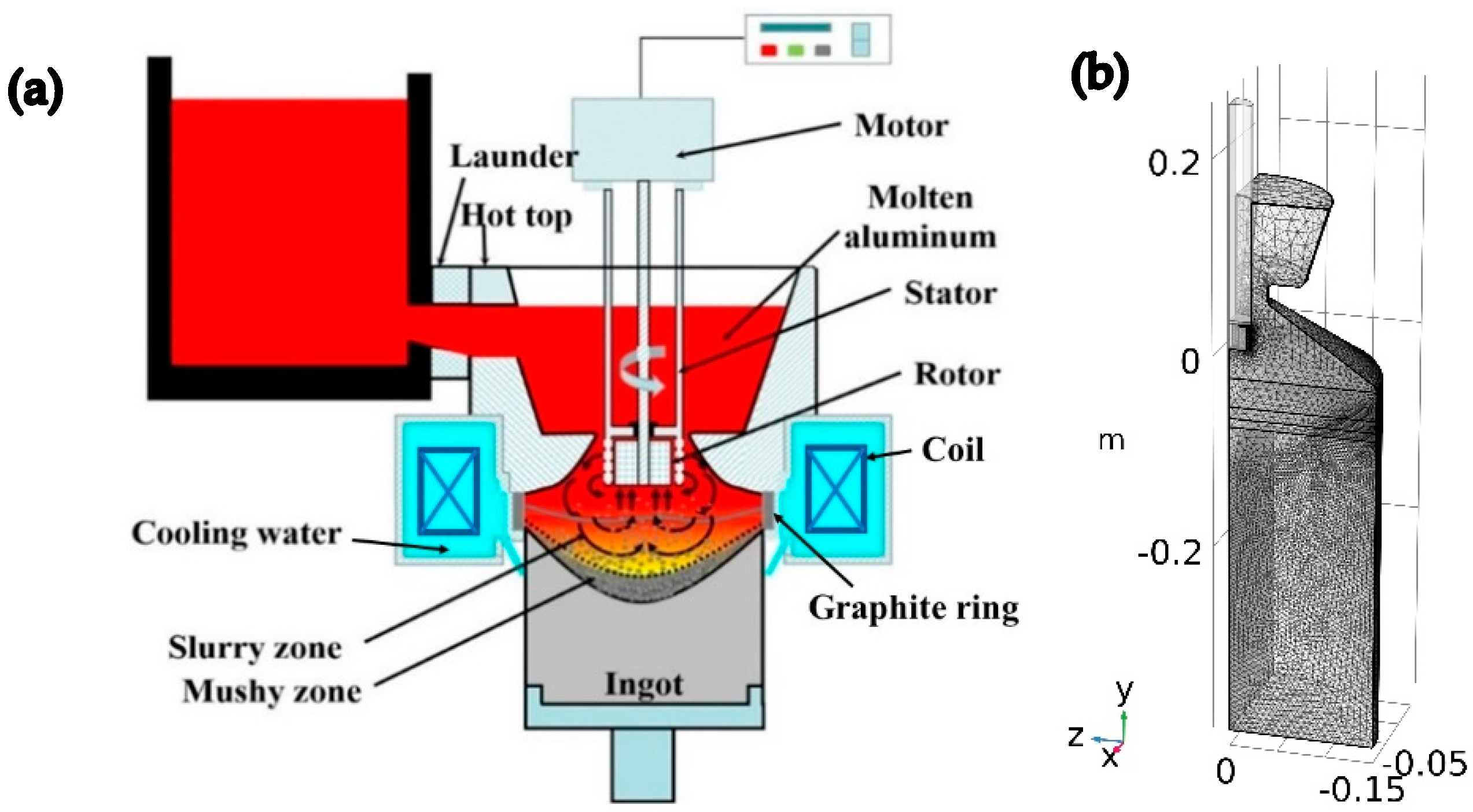
2.1. Geometric Model
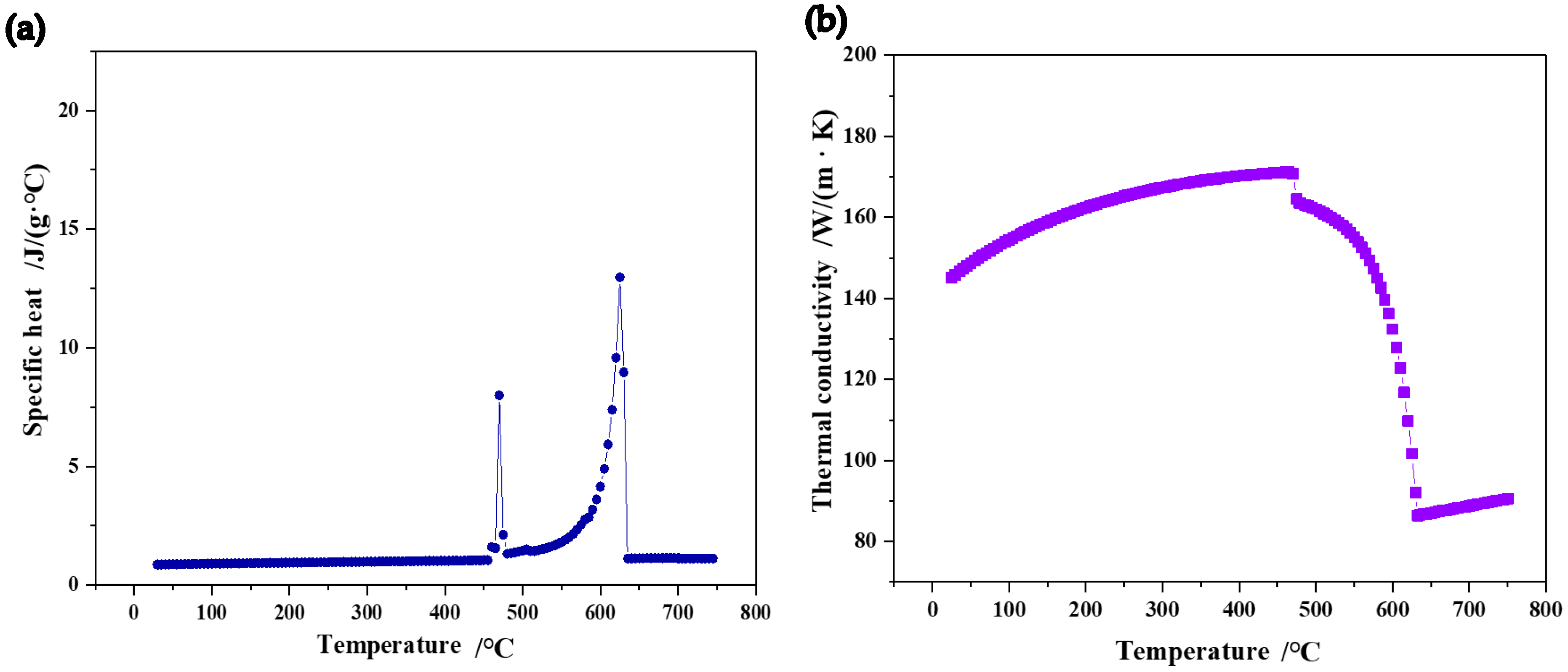
2.2. Physical Properties
2.3. Mathematical Model
2.3.1. Temperature and Flow Fields
- Mass conservation equation:
- Momentum conservation equation:
- Energy conservation equation:
- Turbulent kinetic energy k equation:
- ε equation for the turbulent kinetic energy dissipation rate:
- In the equation, the source term Pk is given by
- The turbulent viscosity μT is given by
2.3.2. Magnetic Field
- Ampère’s law:
- The law of Faraday:
- The law of Gauss for magnetism:
- Gauss’s electric field law:
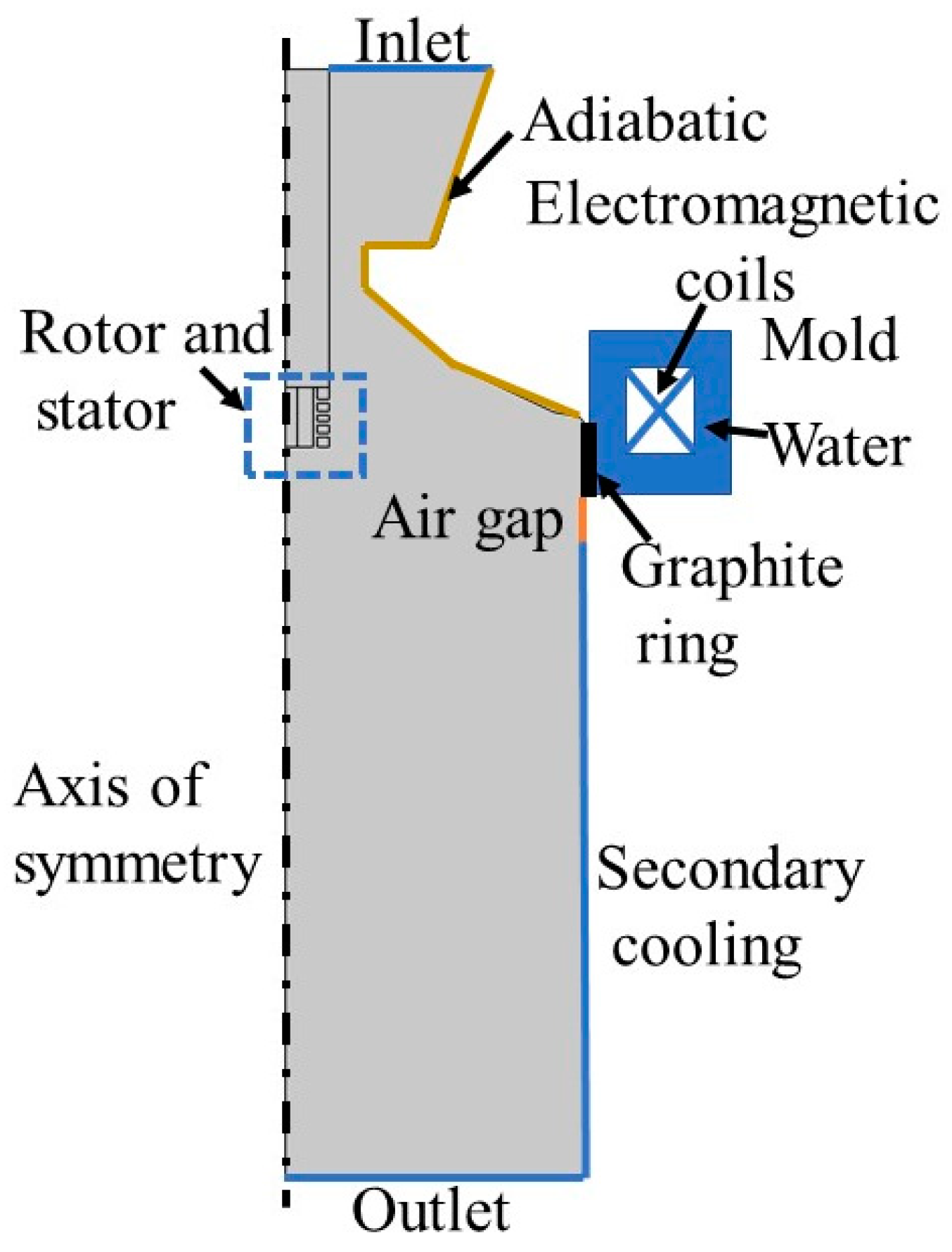
2.4. Conditions at the Boundaries
3. Experimental Methodology and Numerical Simulation Approach
3.1. Numerical Implementation and Procedure
3.2. Experimental Procedure
4. Simulation and Experimental Results
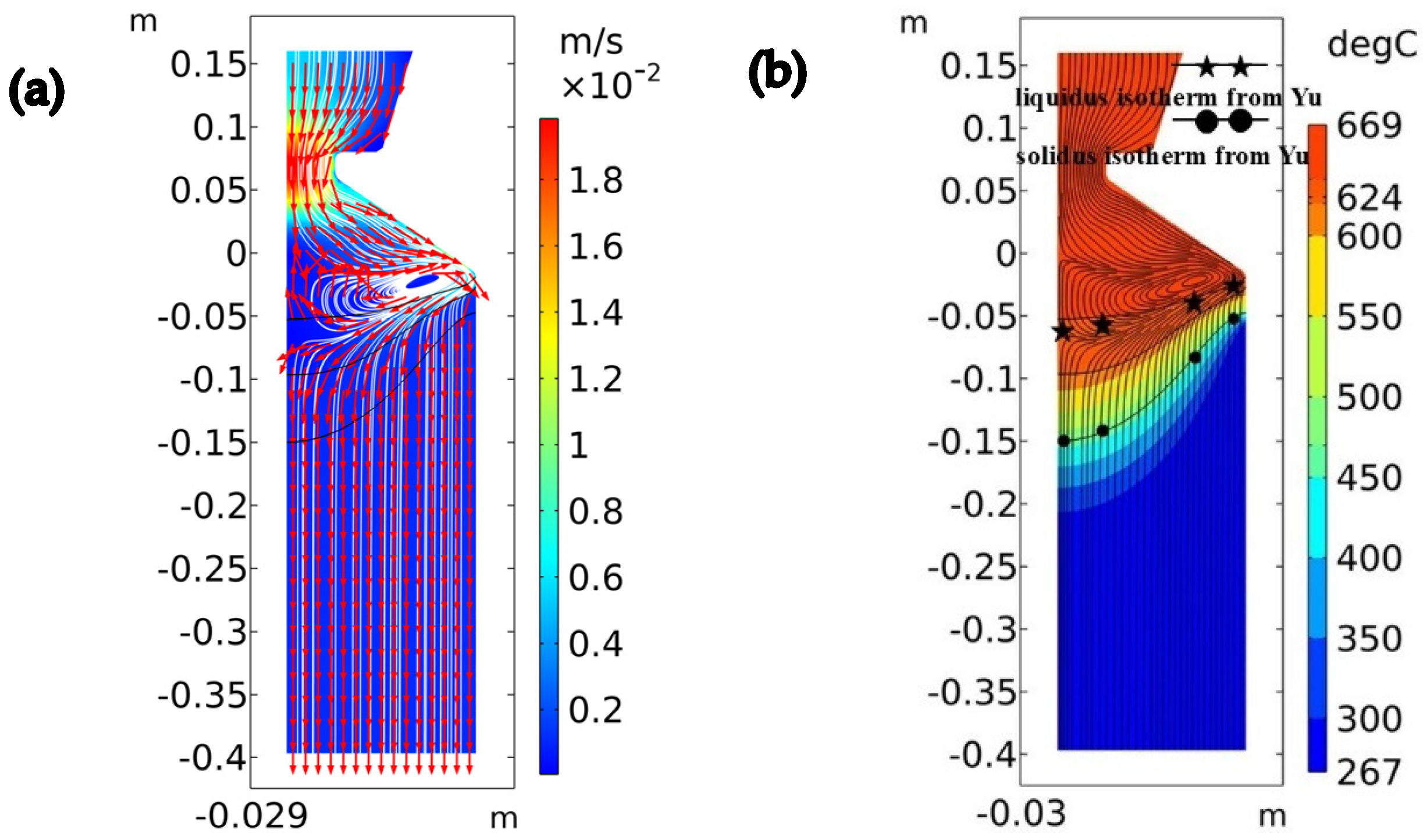
4.1. Model Validation
4.2. Temperature Distribution and Melt Flow During DC Casting Using the Combined Fields
4.3. The Effect of Rotor Rotation Speed on the Melt Flow and Temperature Distribution Under Combined Fields
4.4. Microstructure of 7050 Aluminum Alloy Ingots Prepared with DC Casting Under Combined Fields
5. Discussions
5.1. The Effect of Combined Fields on the Melt Flow and Temperature Field During DC Casting
5.2. The Effect of Combined Fields on Microstructure of DC Cast 7050 Aluminum Alloy Ingot
6. Conclusions
- Compared to the conventional DC casting process, the application of electromagnetic fields, intensive melt shearing, and combined fields significantly accelerates melt flow velocity, improves uniformity of melt temperature distribution, and enhances the heat extraction in the sump, leading to the decrease in the sump depth from 121 mm to 118 mm, 112 mm, and 110 mm, respectively. The application of the combined fields resulted in the shallowest sump and a very uniform temperature field with a small temperature difference of 0.55 °C between the center (reference point A) and the edge (reference point B) in the sump.
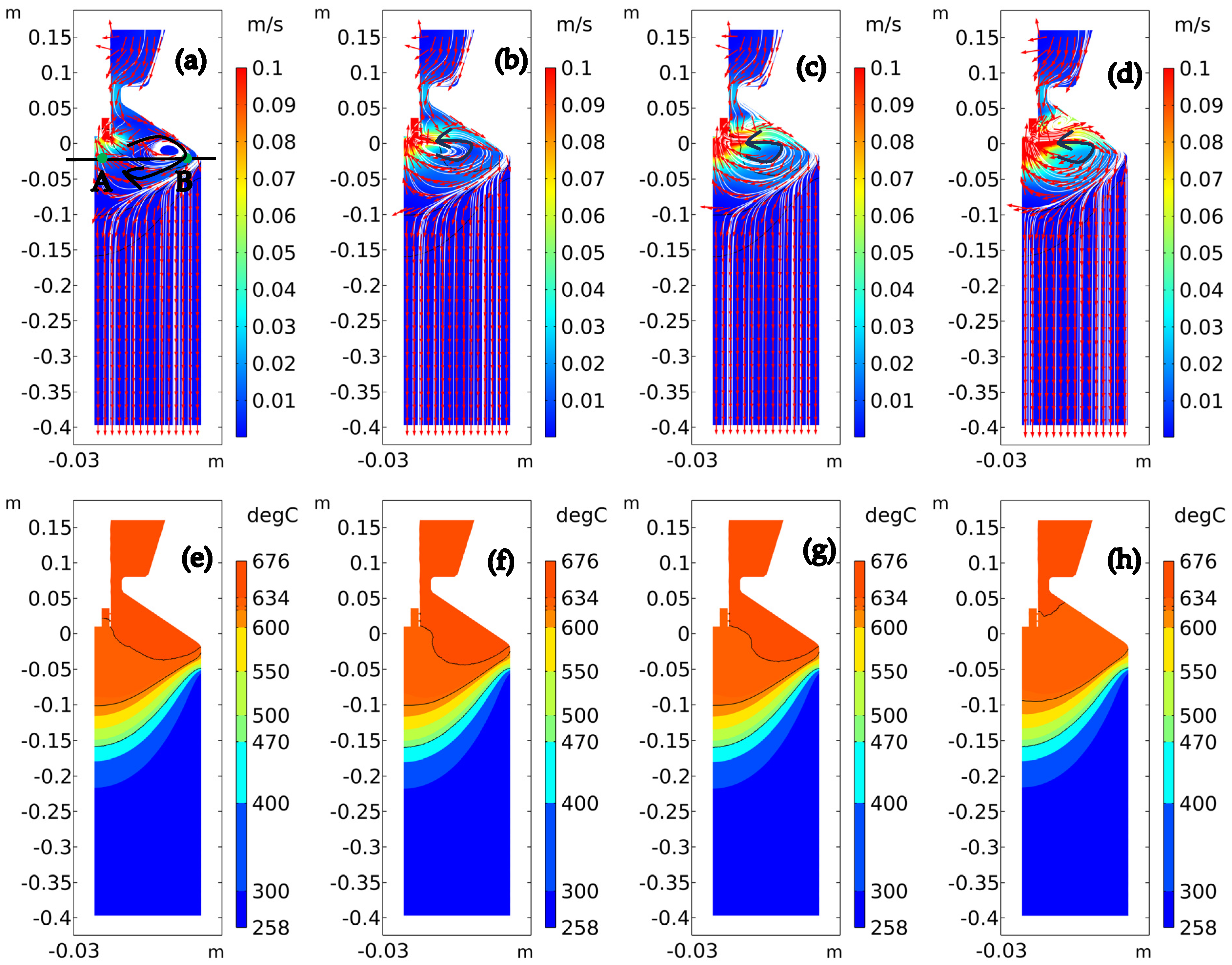
- The total flow velocity, temperature distribution uniformity, and melt temperature in the sump are all improved when the rotor rotation speed is increased under the impact of the combined fields. The temperature at reference point A (center) and reference point B (edge) dropped from 631.80 °C and 645.26 °C to 630.20 °C and 630.75 °C, respectively, as the rotor rotation speed increased from 1500 rpm to 6000 rpm, resulting in a significant increase in the flow velocity of the melt at the sump’s center from 0.012 m/s to 0.064 m/s.
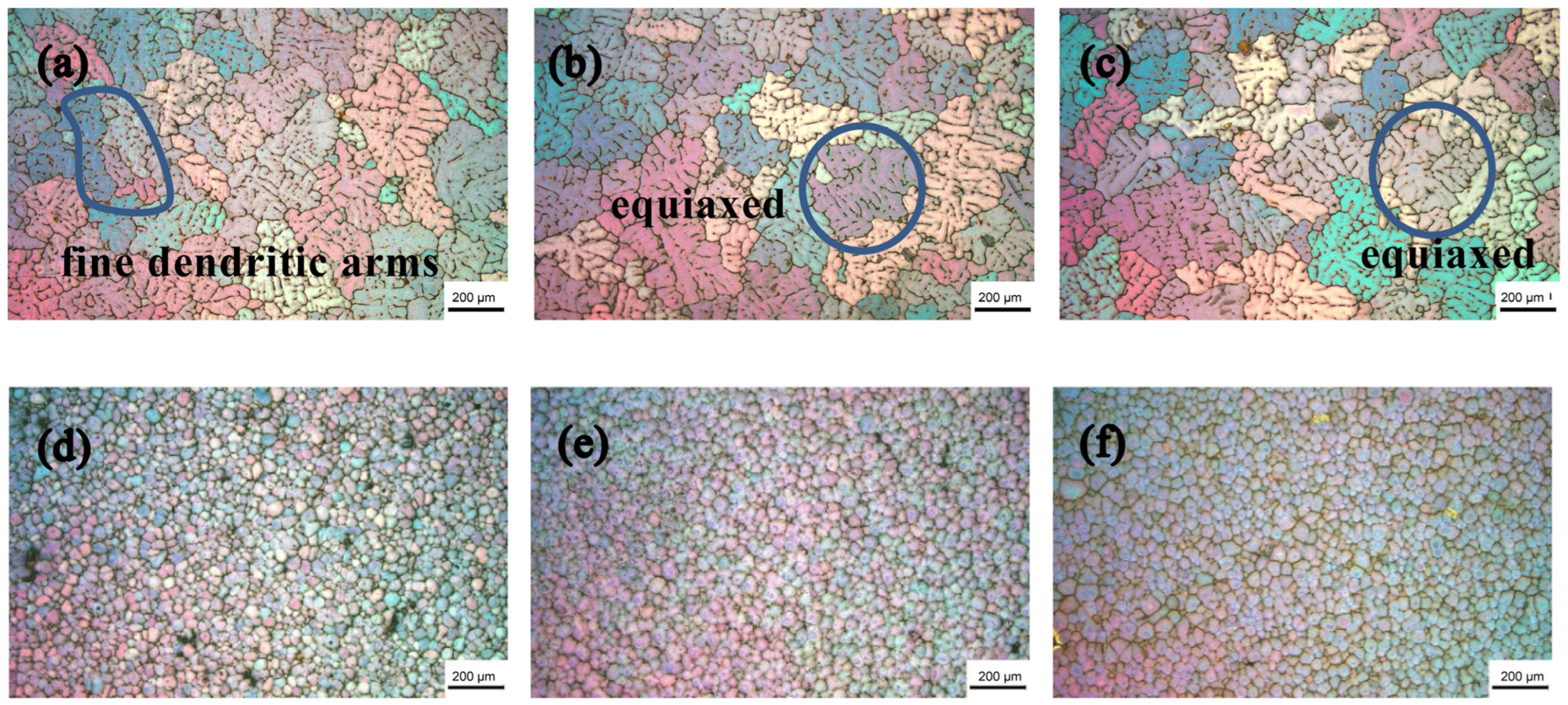
- Grain refinement and improved microstructure distribution uniformity may be significantly achieved by applying the combined fields throughout the DC casting process. By increasing heat transfer in the sump and speeding up flow velocity, the coupled fields lower the melt temperature and improve the nucleation process’s conditions. Increased nucleation rate, homogeneous distribution of nucleating sites within the sump, and decreased remelting of these nuclei are thought to be the mechanisms of grain refining.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Lin, Y.; Jiang, Y.-Q.; Zhang, X.-C.; Deng, J.; Chen, X.-M. Effect of creep-aging processing on corrosion resistance of an Al-Zn-Mg-Cu alloy. Mater. Des. 2014, 61, 228–238. [Google Scholar] [CrossRef]
- Starke, E.A.; Staleyt, J.T. Application of modern aluminum alloys to aircraft. Aerospace Sci. 1996, 32, 131–172. [Google Scholar] [CrossRef]
- Zhang, Y.; Guo, K.; Sun, J. Investigation on the milling performance of amputating clamping supports for machining with industrial robot. Int. J. Adv. Manuf. Technol. 2019, 102, 3573–3586. [Google Scholar] [CrossRef]
- Azarniya, A.; Taheri, A.K.; Taheri, K.K. Recent advances in ageing of 7xxx series aluminum alloys: A physical metallurgy perspective. J. Alloy. Compd. 2019, 781, 945–983. [Google Scholar] [CrossRef]
- Fan, Z.Y.; Zuo, Y.B.; Jiang, B. A new technology for treating liquid metals with intensive melt shearing. Mater. Sci. Forum 2011, 690, 141–144. [Google Scholar] [CrossRef]
- Barbosa, J.; Puga, H. Ultrasonic melt processing in the low pressure investment casting of Al alloys. J. Mech. Work. Technol. 2017, 244, 150–156. [Google Scholar] [CrossRef]
- Tsunekawa, Y.; Suzuki, H.; Genma, Y. Application of ultrasonic vibration to in situ MMC process by electromagnetic melt stirring. Mater. Des. 2001, 22, 467–472. [Google Scholar] [CrossRef]
- Zhang, Z.; Li, J.; Yue, H.; Zhang, J.; Li, T. Microstructure evolution of A356 alloy under compound field. J. Alloy. Compd. 2009, 484, 458–462. [Google Scholar] [CrossRef]
- Getselev, Z.V. Casting in an electromagnetic field. J. Met. 1971, 23, 38–44. [Google Scholar] [CrossRef]
- Vives, C. Electromagnetic refining of aluminum alloys by the CREM process: Part II. Specific practical problems and their solutions. Met. Trans. B 1989, 20, 631–643. [Google Scholar] [CrossRef]
- Vives, C. Electromagnetic refining of aluminum alloys by the CREM process: Part I. Working principle and metallurgical results. Met. Trans. B 1989, 20, 623–629. [Google Scholar] [CrossRef]
- Cui, J.-Z.; Zhang, Z.-Q.; LE, Q.-C. DC casting of light alloys under magnetic fields. Trans. Nonferrous Met. Soc. China 2010, 20, 2046–2050. [Google Scholar] [CrossRef]
- Duan, W.; Bao, J.; Liu, W.; Zhang, Z.; Cui, J. Simulation on DC casting of magnesium alloy under out-of-phase pulsed magnetic field with different coil connection strategies. Int. J. Heat Mass Transf. 2020, 162, 120353. [Google Scholar] [CrossRef]
- Hatić, V.; Mavrič, B.; Košnik, N.; Šarler, B. Simulation of direct chill casting under the influence of a low-frequency electromagnetic field. Appl. Math. Model. 2018, 54, 170–188. [Google Scholar] [CrossRef]
- Yang, L.; Chen, C.; Yu, F.; Chen, C.; Liu, J.; Wang, Z.; Wang, X.; Cui, J. Coordinated deformation and high formability mechanisms of 7A36 aluminum alloy by Sc micro-alloying and low-frequency electromagnetic casting. J. Mater. Res. Technol. 2023, 24, 5186–5201. [Google Scholar] [CrossRef]
- Wang, X.-J.; Cui, J.-Z.; Zuo, Y.-B.; Zhao, Z.-H.; Zhang, H.-T. Effects of low-frequency electromagnetic field on the surface quality of 7050 aluminum alloy ingots during the hot-top casting process. Int. J. Miner. Met. Mater. 2011, 18, 165–168. [Google Scholar] [CrossRef]
- Zhou, Z.; Yang, Y.; Duan, W.; Zhang, Z.; Cui, J. Numerical simulation of DC casting of large-size rare earth magnesium alloy ingot under low-frequency electromagnetic field. Int. J. Adv. Manuf. Technol. 2022, 122, 1367–1381. [Google Scholar] [CrossRef]
- Bao, X.; Ma, Y.; Xing, S.; Liu, Y.; Shi, W. Effects of Pulsed Magnetic Field Melt Treatment on Grain Refinement of Al-Si-Mg-Cu-Ni Alloy Direct-Chill Casting Billet. Metals 2022, 12, 1080. [Google Scholar] [CrossRef]
- Lebon, G.B.; Li, H.-T.; Patel, J.B.; Assadi, H.; Fan, Z. Numerical modelling of melt-conditioned direct-chill casting. Appl. Math. Model. 2020, 77, 1310–1330. [Google Scholar] [CrossRef]
- Al-Helal, K.; Chang, I.; Patel, J.B.; Fan, Z. Thermomechanical Treatment of High-Shear Melt-Conditioned Twin-Roll Cast Strip of Recycled AA5754 Alloy. JOM 2018, 71, 2018–2024. [Google Scholar] [CrossRef]
- Rao, A.K.P. Understanding the evolution of the microstructure in melt-conditioned direct-chill cast Al alloys. Mater. Manuf. Process. 2014, 29, 848–852. [Google Scholar] [CrossRef]
- Li, H.-T.; Zhao, P.; Yang, R.; Patel, J.B.; Chen, X.; Fan, Z. Grain Refinement and Improvement of Solidification Defects in Direct-Chill Cast Billets of A4032 Alloy by Melt Conditioning. Met. Mater. Trans. B 2017, 48, 2481–2492. [Google Scholar] [CrossRef]
- Lee Wei, L.; Reddy, S.S.; AK, P.R. CFD simulation of direct chill casting process of magnesium alloy billets. J. Manuf. Process. 2019, 45, 447–454. [Google Scholar] [CrossRef]
- Wang, J.; Zuo, Y.; Zhu, Q.; Wang, R. Numerical simulation of the flow field and temperature field in direct-chill casting of 2024 aluminium alloy under the influence of intensive melt shearing. J. Mater. Res. Technol. 2022, 22, 1491–1504. [Google Scholar] [CrossRef]
- Luo, Y.; Zhang, Z. Numerical modeling of annular electromagnetic stirring with intercooling in direct chill casting of 7005 aluminum alloy billet. Prog. Nat. Sci. Mater. Int. 2019, 29, 81–87. [Google Scholar] [CrossRef]
- Zhao, H.; Zhang, Z.; Li, B.; Bai, Y.; Gao, M. Grain Size and Macrosegregation Control of Large-Sized AA2219 Billets by Internal Electromagnetic Stirring in DC Casting. Front. Mater. 2022, 9, 892765. [Google Scholar] [CrossRef]
- Duan, W.; Yang, Y.; Liu, W.; Zhang, Z.; Cui, J. Modelling the fluid flow, solidification and segregation behavior in electromagnetic DC casting of magnesium alloy. Simul. Model. Pract. Theory 2022, 115, 102460. [Google Scholar] [CrossRef]
- Shao, Z.; Le, Q.; Zhang, Z.; Cui, J. A new method of semi-continuous casting of AZ80 Mg alloy billets by a combination of electromagnetic and ultrasonic fields. Mater. Des. 2011, 32, 4216–4224. [Google Scholar] [CrossRef]
- Zou, J.; Zhang, H.; Wu, Z.; Wang, J.; Li, B.; Cui, J.; Nagaumi, H.; Li, Y. Effects of an intermittent permanent magnet stirring on the melt flow and grain refinement of Al–4.5Cu alloy. J. Mater. Res. Technol. 2021, 14, 1585–1600. [Google Scholar] [CrossRef]
- Khatsayuk, M.; Vinter, E.; Timofeev, V.; Belov, N.; Sergeev, N.; Pervukhin, M. Numerical Simulation of Process of Electromagnetic Casting and Technology Features. Met. Mater. Trans. B 2023, 54, 1768–1783. [Google Scholar] [CrossRef]
- Weckman, D.C.; Niessen, P. A numerical simulation of the D.C. continuous casting process including nucleate boiling heat transfer. J. Electron. Mater. 1992, 21, 593–602. [Google Scholar] [CrossRef]
- Duan, W.; Bao, J.; Liu, W.; Zhang, Z.; Cui, J. 3-D Mathematical Modeling of the Effect of Shunt Plate Hole Distribution and Magnetic Field on Transport Phenomena Within DC Casting of Magnesium Alloy Slab. Met. Mater. Trans. A 2022, 53, 2018–2039. [Google Scholar] [CrossRef]
- Wang, J.-C.; Zuo, Y.-B.; Zhu, Q.-F.; Li, J.; Wang, R.; Liu, X.-D. Numerical simulation of melt flow and temperature field during DC casting 2024 aluminium alloy under different casting conditions. China Foundry 2024, 21, 387–396. [Google Scholar] [CrossRef]
- Yu, K.; Wu, Y.; Lebon, G.S.B.; Patel, J.B.; Fan, Z.; Li, H.-T. Modeling of the Sump Profile During DC and MC-DC Casting Based on a Functional Packing Fraction. JOM 2024, 76, 6954–6961. [Google Scholar] [CrossRef]
- Willers, B.; Eckert, S.; Michel, U.; Haase, I.; Zouhar, G. The columnar-to-equiaxed transition in Pb–Sn alloys affected by electromagnetically driven convection. Mater. Sci. Eng. A 2005, 402, 55–65. [Google Scholar] [CrossRef]
- Yan, Z.; Li, X.; Cao, Z.; Zhang, X.; Li, T. Grain refinement of horizontal continuous casting of the CuNi10Fe1Mn alloy hollow billets by rotating magnetic field (RMF). Mater. Lett. 2008, 62, 4389–4392. [Google Scholar] [CrossRef]
- Ohno, A. Solidification: The Separation Theory and its Practical Applications; Springer: New York, NY, USA, 1987; ISBN 978-3-540-18233-7. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Zn | Mg | Cu | Zr | Mn | Fe | Si | Cr | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|---|
| Concentration | 6.0 | 2.3 | 2.2 | 0.11 | 0.05 | 0.09 | 0.08 | 0.02 | 0.05 | Bal |
| Positions | Conventional DC Casting | with Combined Fields |
|---|---|---|
| Edge | 257 ± 10 | 47 ± 3 |
| 1/2 radius | 265 ± 10 | 62 ± 3 |
| Center | 302 ± 10 | 54 ± 3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, J.; Zuo, Y.; Zhu, Q.; Wang, R.; Guo, X. Numerical Assessment on the DC Casting 7050 Aluminum Alloy Under Melt Shearing and Magnetic Fields. Metals 2025, 15, 360. https://doi.org/10.3390/met15040360
Wang J, Zuo Y, Zhu Q, Wang R, Guo X. Numerical Assessment on the DC Casting 7050 Aluminum Alloy Under Melt Shearing and Magnetic Fields. Metals. 2025; 15(4):360. https://doi.org/10.3390/met15040360
Chicago/Turabian StyleWang, Jinchuan, Yubo Zuo, Qingfeng Zhu, Rui Wang, and Xianliang Guo. 2025. "Numerical Assessment on the DC Casting 7050 Aluminum Alloy Under Melt Shearing and Magnetic Fields" Metals 15, no. 4: 360. https://doi.org/10.3390/met15040360
APA StyleWang, J., Zuo, Y., Zhu, Q., Wang, R., & Guo, X. (2025). Numerical Assessment on the DC Casting 7050 Aluminum Alloy Under Melt Shearing and Magnetic Fields. Metals, 15(4), 360. https://doi.org/10.3390/met15040360