

Heterogeneous Deformation-Induced Strengthening Achieves the Synergistic Enhancement of Strength and Ductility in Mg–Sc Alloys


Abstract
1. Introduction
2. Experimental Methods
3. Results
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Xing, F.; Li, S.; Yin, D.; Xie, J.; Rommens, P.M.; Xiang, Z.; Liu, M.; Ritz, U. Recent progress in Mg-based alloys as a novel bioabsorbable biomaterials for orthopedic applications. J. Magnes. Alloys 2022, 10, 1428–1456. [Google Scholar] [CrossRef]
- Kim, B.; Hong, C.H.; Kim, J.C.; Lee, S.-Y.; Baek, S.-M.; Jeong, H.Y.; Park, S.S. Factors affecting the grain refinement of extruded Mg-6Zn-0.5Zr alloy by Ca addition. Scr. Mater. 2020, 187, 24–29. [Google Scholar] [CrossRef]
- Zhao, D.; Chen, X.; Ci, W.; Liu, C.; Pan, F. Effect of Al element on microstructure, mechanical properties and damping capacity of LPSO-containing Mg-Y-Zn-Li alloy. Mater. Charact. 2024, 207, 113542. [Google Scholar] [CrossRef]
- Liu, R.X.; Zhao, W.; Wu, G.L.; Wang, S.; Zhang, J.; Xiao, Y.; Mao, X. A high-performance TRIP Mg-Sc-Zn alloy enhanced by fine grain strengthening and nano-precipitate strengthening. J. Mater. Res. Technol. 2024, 33, 3874–3881. [Google Scholar] [CrossRef]
- Ovri, H.; Markmann, J.; Barthel, J.; Kruth, M.; Dieringa, H.; Lilleodden, E.T. Mechanistic origin of the enhanced strength and ductility in Mg-rare earth alloys. Acta Mater. 2023, 224, 118550. [Google Scholar] [CrossRef]
- Tian, G.Y.; Wang, J.S.; Wang, S.; Xue, C.; Yang, X.; Su, H.; Yang, Z.; Yan, C.; Liu, X.; Dou, R. Achieving ultra-high stiffness by solidifying and precipitating micro-compounds in HCP/BCC dual matrix of a new Mg-Li alloy. J. Alloys Compd. 2023, 964, 171324. [Google Scholar] [CrossRef]
- Wang, J.H.; Sun, D.P.; Wu, R.Z.; Du, C.; Yang, Z.; Zhang, J.; Hou, L. A good balance between mechanical properties and electromagnetic shielding effectiveness in Mg-9Li-3Al-1Zn alloy. Mater. Charact. 2022, 188, 111888. [Google Scholar] [CrossRef]
- Jiang, B.; Zhang, C.H.; Wang, T.; Qu, Z.; Wu, R.; Zhang, M. Creep behaviors of Mg-5Li-3Al-(0, 1)Ca alloys. Mater. Des. 2012, 34, 863–866. [Google Scholar] [CrossRef]
- Li, C.Q.; Xu, D.K.; Zhang, Z.R.; Han, E. Influence of the lithium content on the negative difference effect of Mg-Li alloys. J. Mater. Sci. Technol. 2020, 57, 138–145. [Google Scholar] [CrossRef]
- Ogawa, Y.; Ando, D.; Sutou, Y.; Koike, J. A lightweight shape-memory magnesium alloy. Science 2016, 353, 368–370. [Google Scholar] [CrossRef]
- Ogawa, Y.; Ando, D.; Sutou, Y.; Yoshimi, K.; Koike, J. Determination of α/β phase boundaries and mechanical characterization of Mg-Sc binary alloys. Mater. Sci. Eng. A 2016, 670, 335–341. [Google Scholar] [CrossRef]
- Ando, D.; Ogawa, Y.; Suzuki, T.; Sutou, Y.; Koike, J. Age-hardening effect by phase transformation of high Sc containing Mg alloy. Mater. Lett. 2015, 161, 5–8. [Google Scholar] [CrossRef]
- Ogawa, Y.; Ando, D.; Sutou, Y.; Koike, J. Aging Effect of Mg-Sc Alloy with α+β Two-Phase Microstructure. Mater. Trans. 2016, 57, 1119–1123. [Google Scholar] [CrossRef]
- Ogawa, Y.; Singh, A.; Somekawa, H. Activation of non-basal <c+a> slip incoarse-grained Mg-Sc alloy. Scr. Mater. 2022, 218, 114830. [Google Scholar]
- Xu, C.; Wang, J.F.; Wang, C.; Wang, W.; Sun, Y.; Guan, S.; Zhang, T. Martensitic transformation behavior during tensile testing at room temperature in β-type Mg-35 wt%Sc alloy. Mater. Sci. Eng. A 2023, 865, 144602. [Google Scholar] [CrossRef]
- Li, Z.M.; Pradeep, K.G.; Deng, Y.; Raabe, D.; Tasan, C.C. Metastable high-entropy dual-phase alloys overcome the strength-ductility trade-off. Nature 2016, 534, 227–230. [Google Scholar] [CrossRef]
- Zhu, Y.T.; Wu, X.L. Perspective on hetero-deformation induced (HDI) hardening and back stress. Mater. Res. Lett. 2019, 7, 393. [Google Scholar] [CrossRef]
- Wu, X.L.; Yang, M.X.; Yuan, F.P.; Wu, G.; Wei, Y.; Huang, X.; Zhu, Y. Heterogeneous lamella structure unites ultrafine-grain strength with coarse-grain ductility. Proc. Natl. Acad. Sci. USA 2015, 112, 14501–14505. [Google Scholar] [CrossRef] [PubMed]
- Ren, J.; Zhang, Y.; Zhao, D.; Chen, Y.; Guan, S.; Liu, Y.; Liu, L.; Peng, S.; Kong, F.; Poplawsky, J.D.; et al. Strong yet ductile nanolamellar high-entropy alloys by additive manufacturing. Nature 2022, 608, 62–68. [Google Scholar] [CrossRef]
- Wang, H.; Zhang, D.T.; Qiu, C.; Zhang, W.; Chen, D. Achieving superior strength-ductility synergy in a heterostructured magnesium alloy via low-temperature extrusion and low-temperature annealing. J. Mater. Sci. Technol. 2023, 163, 32–44. [Google Scholar] [CrossRef]
- GB/T 228.1-2021; Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature. China Standard Publishing House: Beijing, China, 2021.
- Zhu, H.G.; Du, Y.L.; Zhao, J. Modern Analytical Techniques for Materials; National Defense Industry Press: Beijing, China, 2012. [Google Scholar]
- Yamagishi, K.; Ando, D.; Sutou, Y.; Ogawa, Y. Texture formation through thermomechanical treatment and its effect on superelasticity in Mg-Sc shape memory alloy. Mater. Trans. 2020, 61, 2270–2275. [Google Scholar] [CrossRef]
- Ogawa, Y.; Ando, D.; Sutou, Y.; Koike, J. Texture randomization of hexagonal close packed phase through hexagonal close packed/body centered cubic phase transformation in Mg-Sc alloy. Scr. Mater. 2017, 128, 27–31. [Google Scholar] [CrossRef]
- Romero-Resendiz, L.; El-Tahawy, M.; Zhang, T.; Rossi, M.C.; Marulanda-Cardona, D.M.; Yang, T.; Amigó-Borrás, V.; Huang, Y.; Mirzadeh, H.; Beyerlein, I.J.; et al. Heterostructured stainless steel: Properties, current trends, and future perspectives. Mater. Sci. Eng. R Rep. 2022, 150, 100691. [Google Scholar] [CrossRef]
- Lu, L.; Zhao, H.Z. Research Progress on Strengthening and Toughening Mechanisms of Heterogeneous Nanostructured Metals. Acta Metall. Sin. 2022, 58, 1360–1370. [Google Scholar]
- Yamagishi, K.; Ogawa, Y.; Ando, D.; Sutou, Y.; Koike, J. Room temperature superelasticity in a lightweight shape memory Mg alloy. Scr. Mater. 2019, 168, 114–118. [Google Scholar] [CrossRef]
- Tripathi, S.; Vishnu, K.G.; Titus, M.S.; Strachan, A. Tunability of martensitic transformation in Mg-Sc shape memory alloys: A DFT study. Acta Mater. 2020, 189, 1–9. [Google Scholar] [CrossRef]
- Yamagishi, K.; Ogawa, Y.; Ando, D.; Sutou, Y. Adjustable room temperature deformation behavior of Mg-Sc alloy: From superelasticity to slip deformation via TRIP effect. J. Alloys Compd. 2023, 931, 167507. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
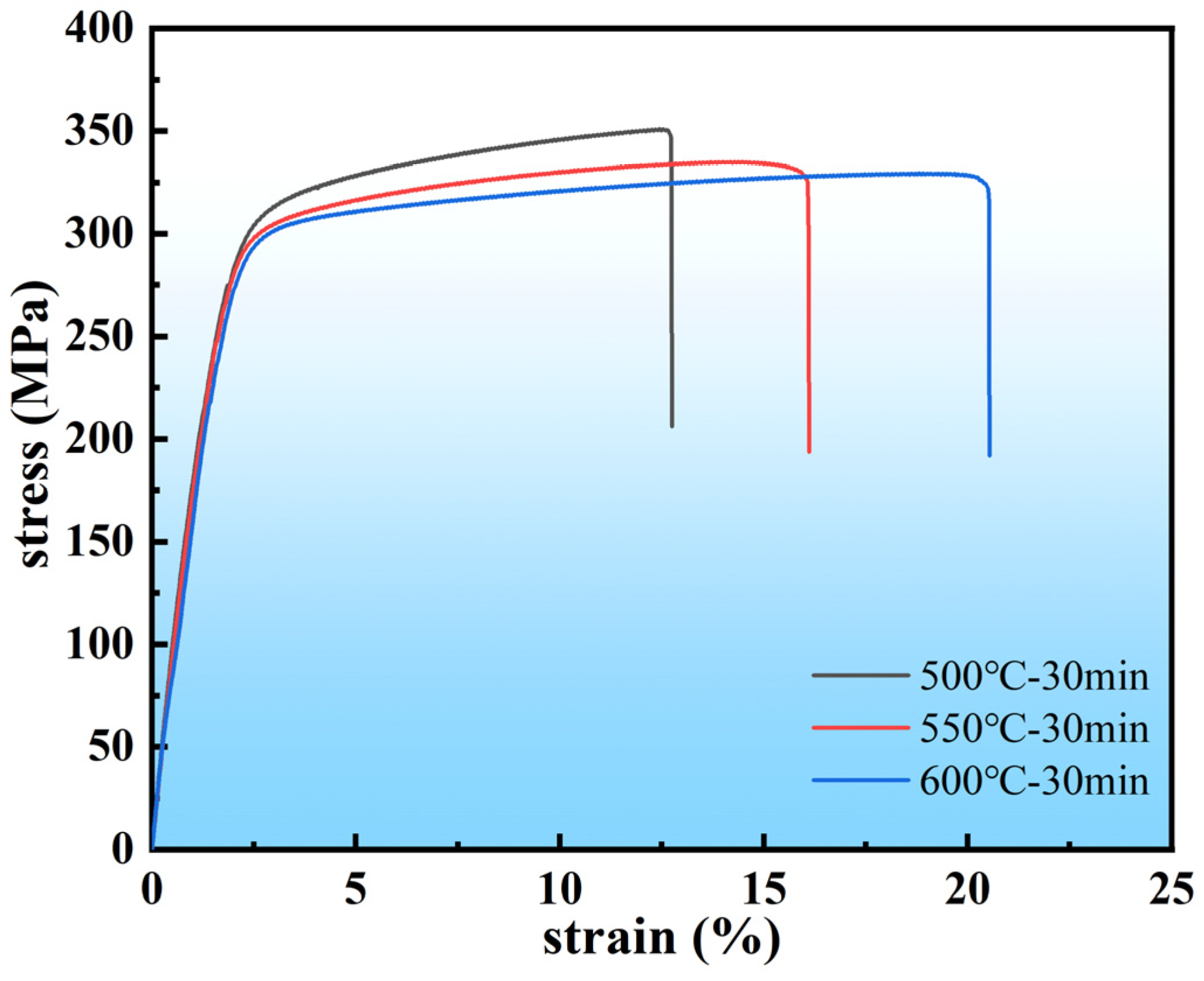
| Annealing Temperature (°C) | YS (MPa) | UTS (MPa) | EL (%) |
|---|---|---|---|
| 500 | 308.6 | 350 | 12.7 |
| 550 | 289.3 | 335 | 16.1 |
| 600 | 280.1 | 329 | 20.5 |
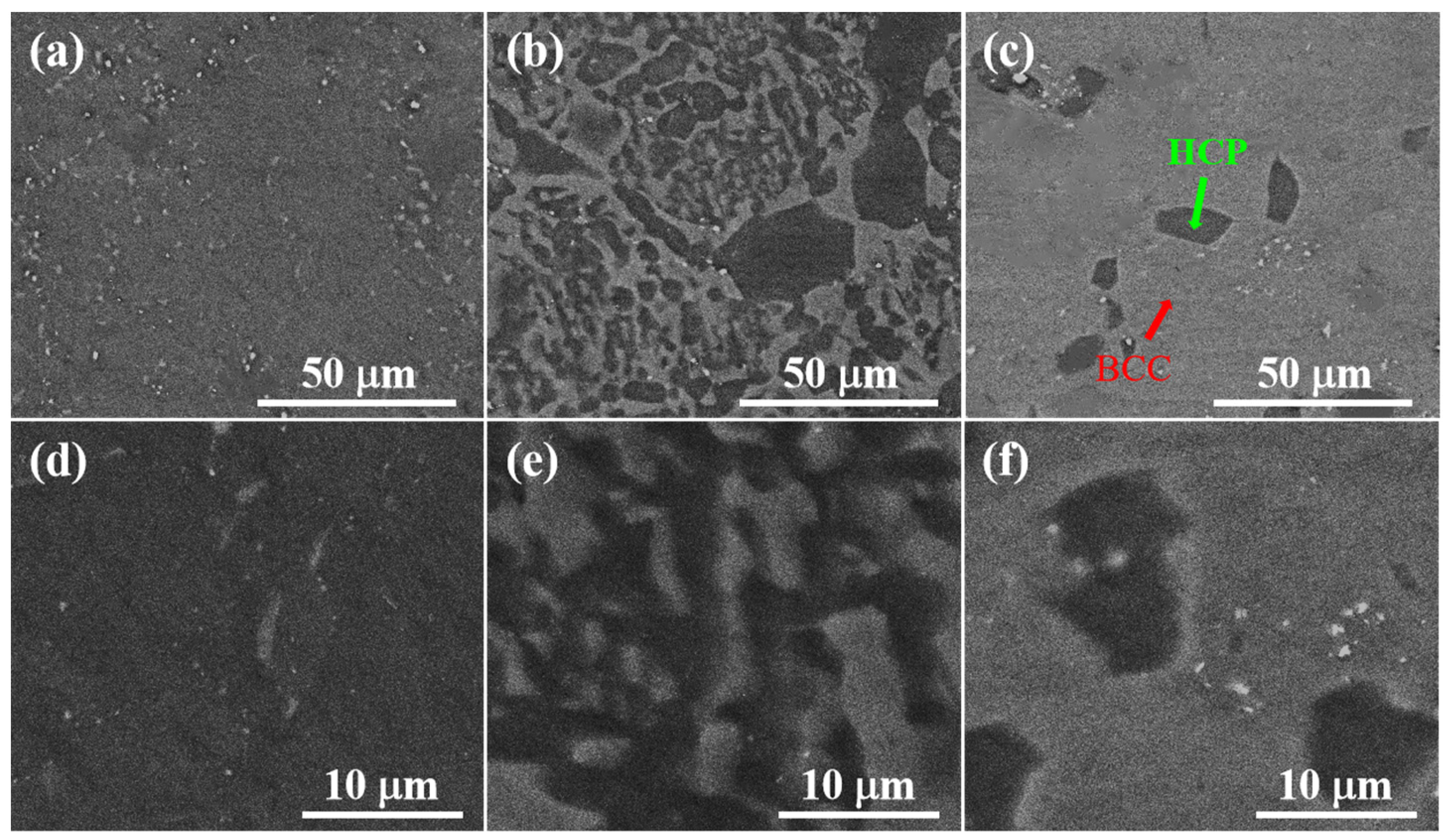
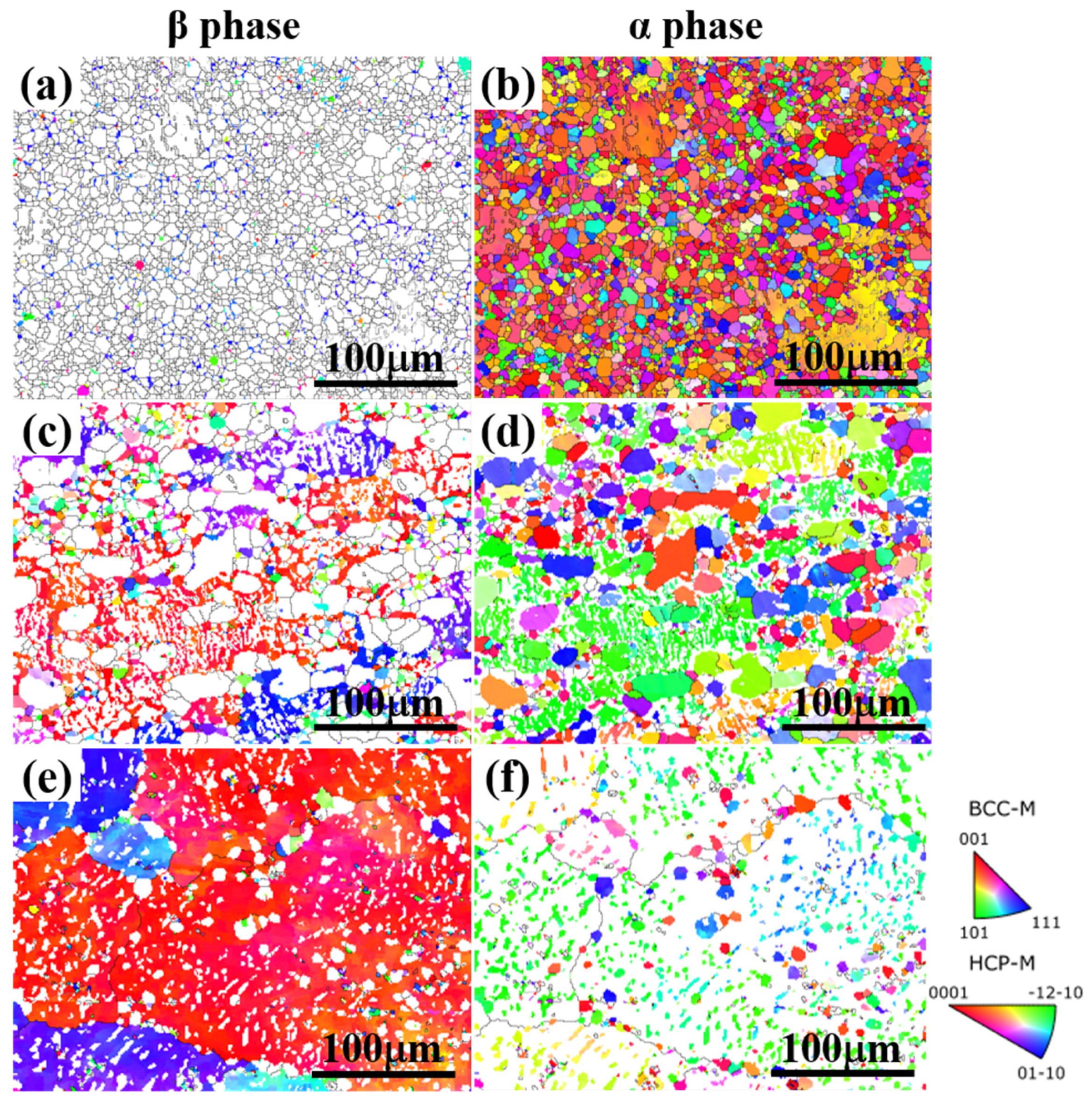
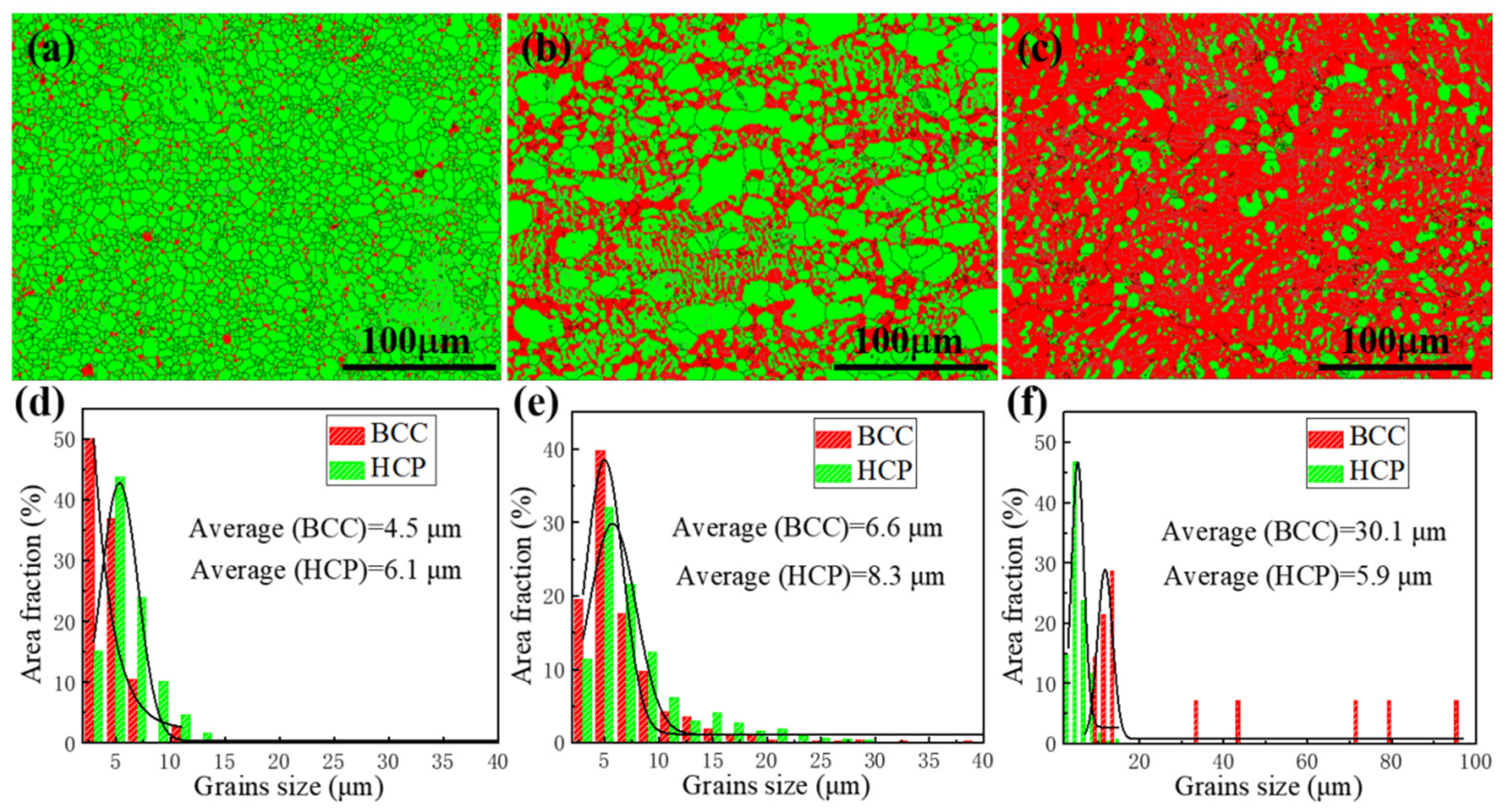
| Annealing Temperature (°C) | Volume Fraction of α Phase (%) | Grain Size of α Phase (μm) | Volume Fraction of β Phase (%) | Grain Size of β Phase (μm) |
|---|---|---|---|---|
| 500 | 94.8 | 6.1 | 5.2 | 4.5 |
| 550 | 65.3 | 8.3 | 34.7 | 6.6 |
| 600 | 20 | 5.9 | 80 | 30.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, W.; Zhang, M.; Liu, R.; Zhang, J. Heterogeneous Deformation-Induced Strengthening Achieves the Synergistic Enhancement of Strength and Ductility in Mg–Sc Alloys. Metals 2025, 15, 457. https://doi.org/10.3390/met15040457
Zhao W, Zhang M, Liu R, Zhang J. Heterogeneous Deformation-Induced Strengthening Achieves the Synergistic Enhancement of Strength and Ductility in Mg–Sc Alloys. Metals. 2025; 15(4):457. https://doi.org/10.3390/met15040457
Chicago/Turabian StyleZhao, Wei, Mengyu Zhang, Ruxia Liu, and Jian Zhang. 2025. "Heterogeneous Deformation-Induced Strengthening Achieves the Synergistic Enhancement of Strength and Ductility in Mg–Sc Alloys" Metals 15, no. 4: 457. https://doi.org/10.3390/met15040457
APA StyleZhao, W., Zhang, M., Liu, R., & Zhang, J. (2025). Heterogeneous Deformation-Induced Strengthening Achieves the Synergistic Enhancement of Strength and Ductility in Mg–Sc Alloys. Metals, 15(4), 457. https://doi.org/10.3390/met15040457