The Formation of Strong {100} Texture by Dynamic Strain-Induced Boundary Migration in Hot Compressed Ti-5Al-5Mo-5V-1Cr-1Fe Alloy


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Experimental Procedures
3. Results and Discussions
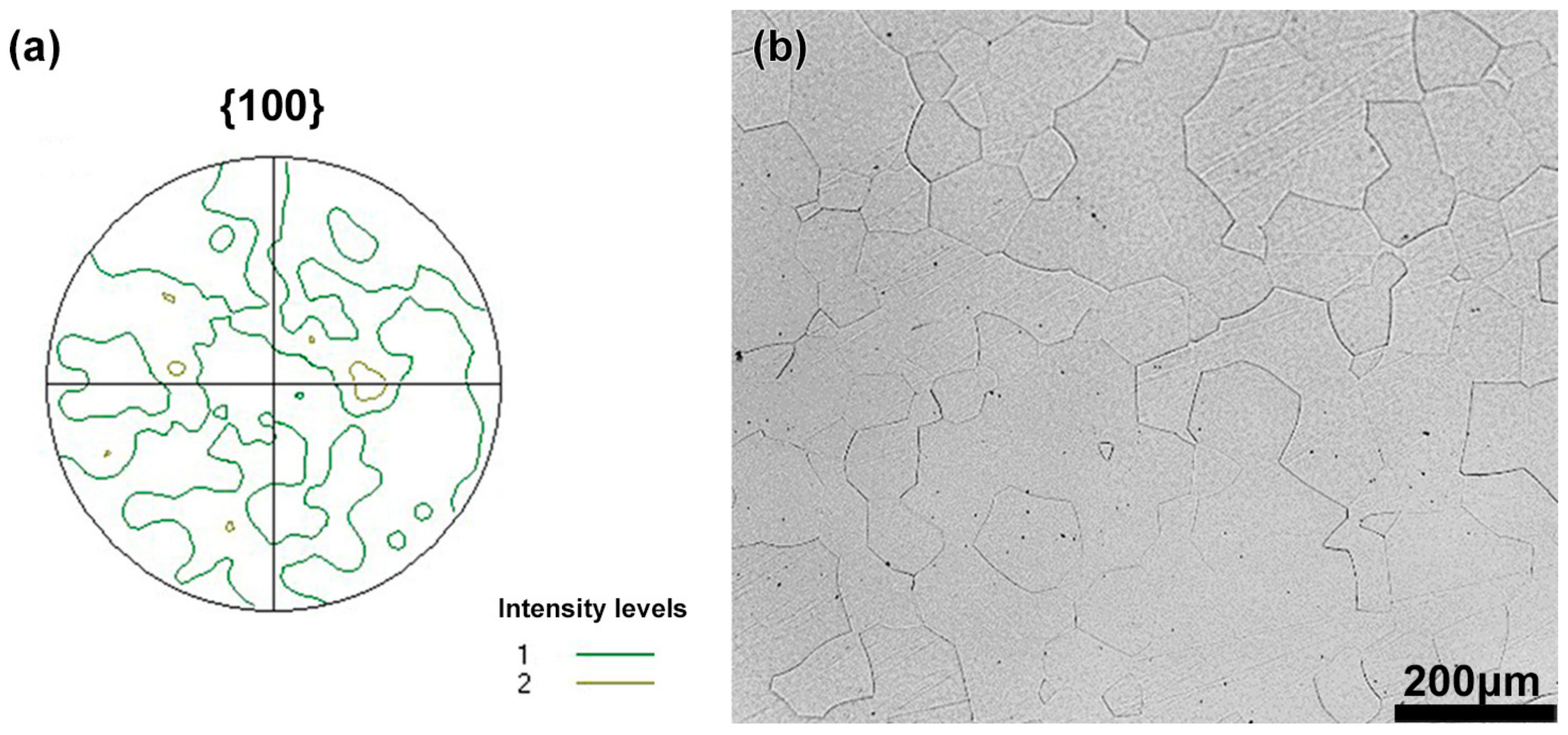
3.1. Initial Microstructure
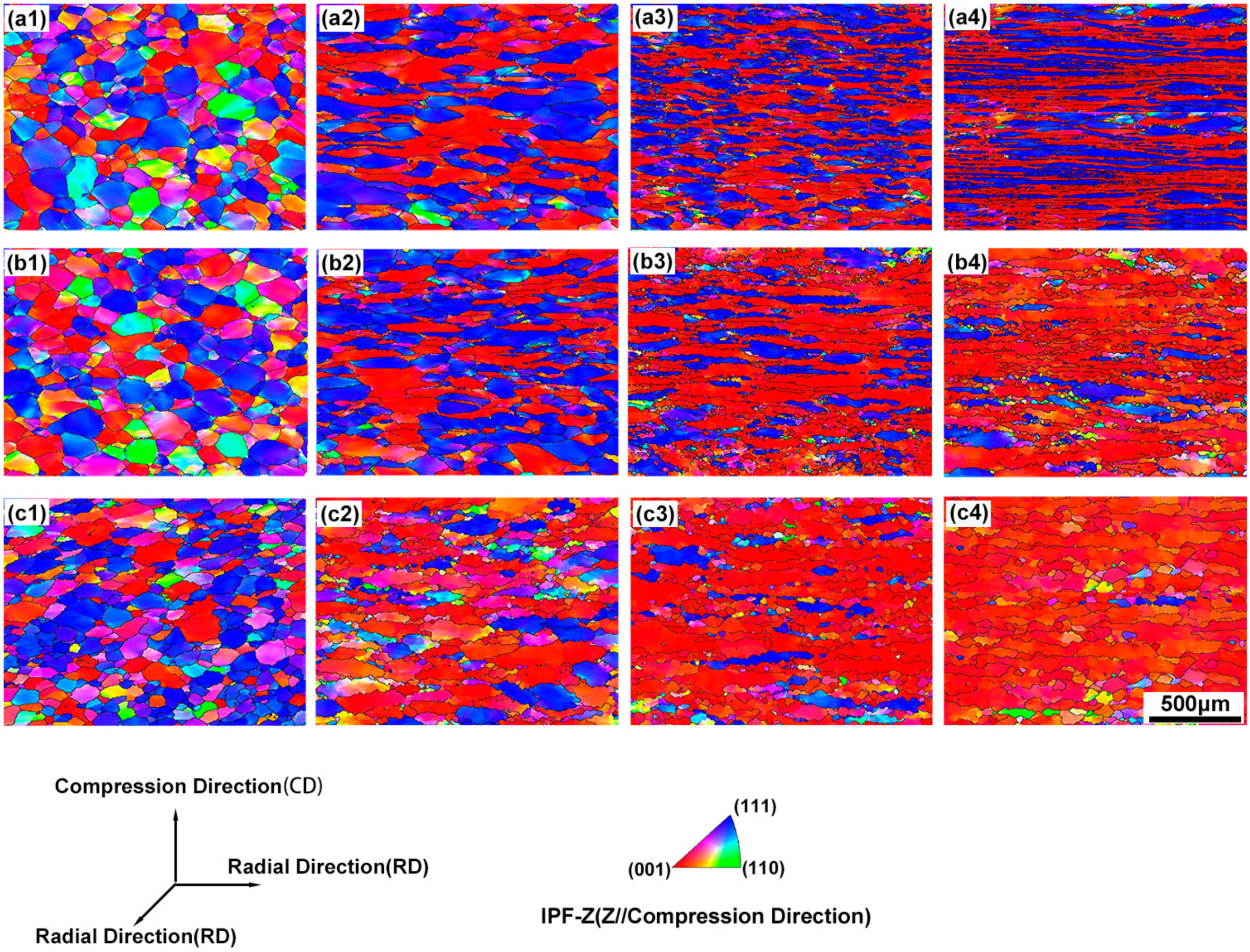
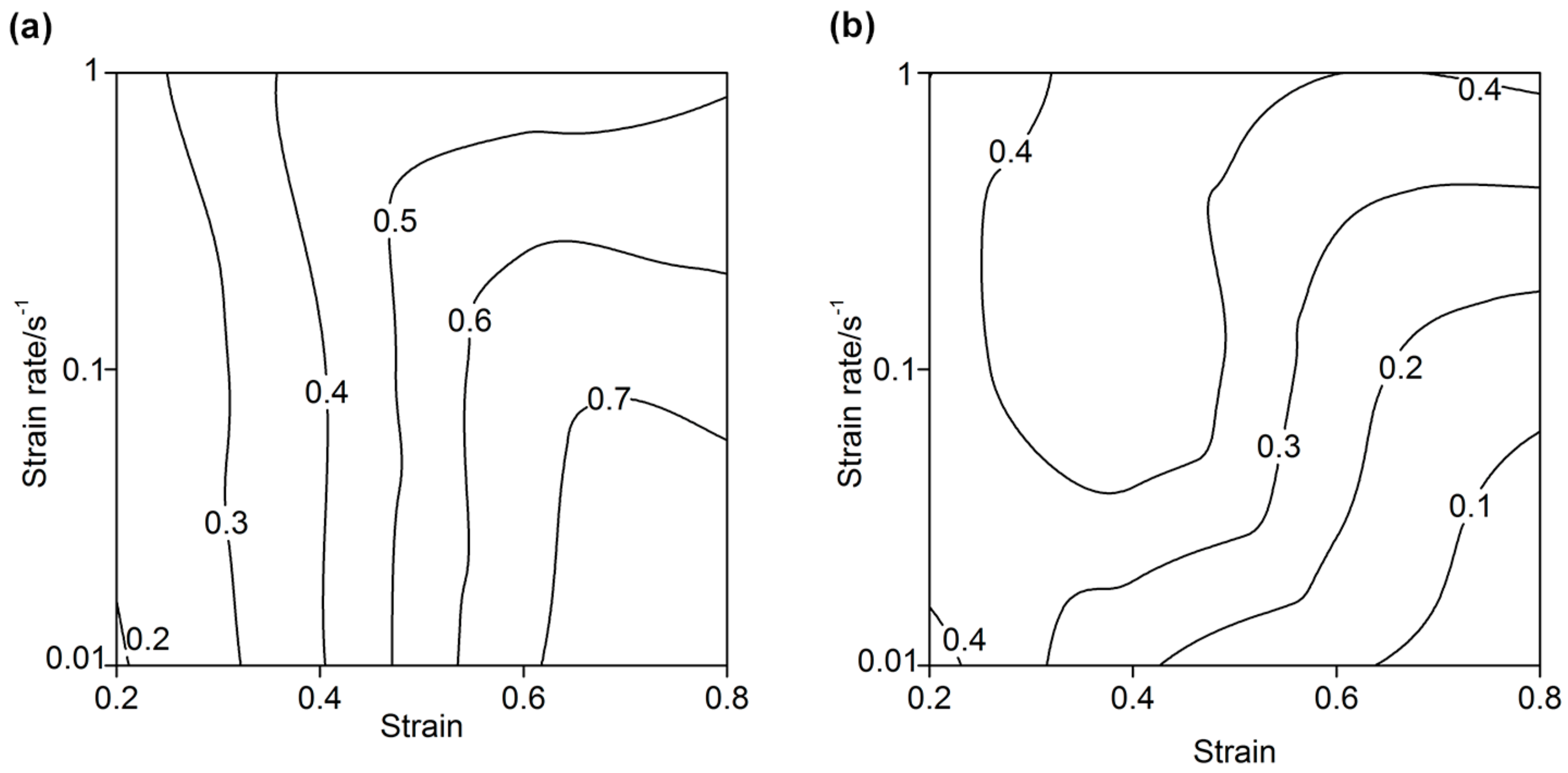
3.2. Texture Evolution during Hot Compression
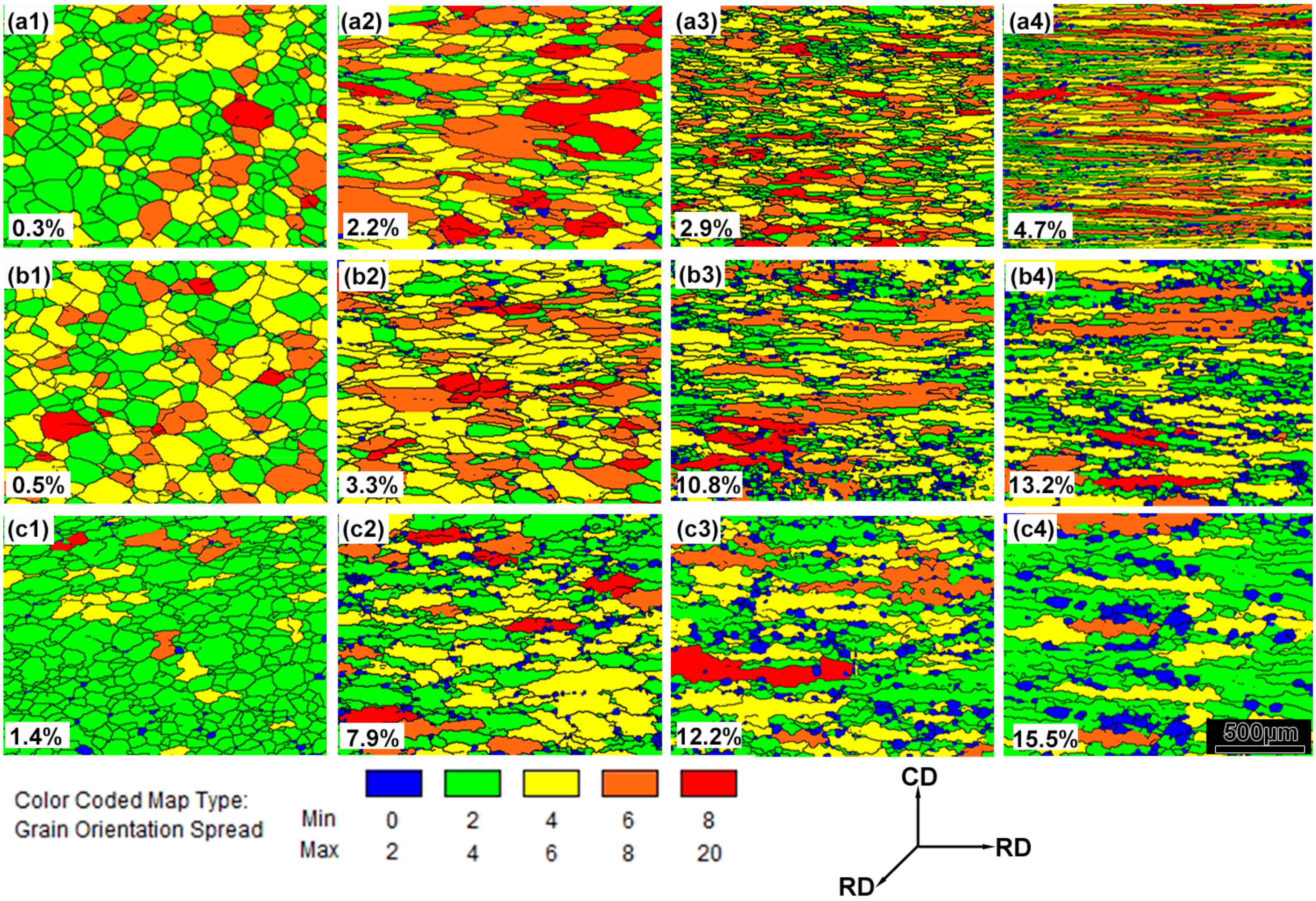
3.3. Dynamic Recrystallization during Hot Compression
3.4. D-SIBM (Dynamic Strain-Induced Boundary Migration) about <100>-Oriented Grains
3.5. Recrystallization after Hot Compression
4. Conclusions
- (1)
- Dynamic recrystallization under different parameters during hot deformation was investigated. Low strain rate and large deformation could induce the formation of dynamic recrystallization. Time is a critical factor causing the formation of this type of dynamic recrystallization. The texture after dynamic recrystallization is the <100> fiber texture, similar to the deformed texture.
- (2)
- Dynamic strain-induced boundary migration was discovered during the low strain rate compression and is considered as the main mechanism causing the formation of a strong <100> texture during compression at a high temperature and low strain rate. The increasing temperature and strain rate of hot compression could promote the migration of <100>-oriented grains towards <111>-oriented grains. As a result, the <100> texture would be strengthened and the <111> texture would be weakened.
- (3)
- To control the texture of the BCC titanium alloys, high strain rate and recrystallization after compression should be applied during hot deformation, which would be beneficial to eliminate the strong <100> texture. Nucleation of static recrystallization in the hot-compressed samples forms at the tip of the deformed <111>-oriented grains in the samples with 1 s−1 strain rate because of the inhomogeneous strain inside these grains. The texture after complete recrystallization is a weak <100> texture, close to the random orientation distribution.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Markovsky, P.E.; Matviychuk, Y.V.; Bondarchuk, V.I. Influence of grain size and crystallographic texture on mechanical behavior of TIMETAL-LCB in metastable β-condition. Mater. Sci. Eng. A 2013, 559, 782–789. [Google Scholar]
- Fan, J.K.; Kou, H.C.; Lai, M.J.; Tang, B.; Chang, H.; Li, J.S. Hot deformation mechanism and microstructure evolution of a new near β titanium alloy. Mater. Sci. Eng. A 2013, 584, 121–132. [Google Scholar]
- Razavi, S.M.J.; Ferro, P.; Berto, F. Fatigue assessment of Ti-6Al-4V circular notched specimens produced by selective laser melting. Metals 2017, 7, 291. [Google Scholar] [CrossRef]
- Raghunathan, S.L.; Dashwood, R.J.; Jackson, M.; Vogel, S.C.; Dye, D. The evolution of microtexture and macrotexture during subtransus forging of Ti-10V-2Fe-3Al. Mater. Sci. Eng. A 2008, 488, 8–15. [Google Scholar]
- Bai, X.F.; Zhao, Y.Q.; Zhang, Y.S.; Zeng, W.D.; Yu, S.; Wang, G. Texture evolution in TLM titanium alloy during uniaxial compression. Mater. Sci. Eng. A 2013, 588, 29–33. [Google Scholar]
- Obasi, G.C.; Fonseca, D.; Quinta, G.; Rugg, D.; Preuss, M. The effect of beta grain coarsening on variant selection and texture evolution in a near-beta Ti alloy. Mater. Sci. Eng. A 2013, 576, 272–279. [Google Scholar]
- Banumathy, S.; Mandal, R.K.; Singh, A.K. Texture and anisotropy of a hot rolled Ti-16Nb alloy. J. Alloys Compd. 2010, 500, L26–L30. [Google Scholar]
- Kou, H.C.; Chen, Y.; Tang, B.; Cui, Y.W.; Sun, F.; Li, J.S.; Xue, X.Y. An experimental study on the mechanism of texture evolution during hot-rolling process in a β titanium alloy. J. Alloys Compd. 2014, 603, 23–27. [Google Scholar]
- Kim, H.Y.; Sasaki, T.; Okutsu, K.; Kim, J.I.; Inamura, T.; Hosoda, H.; Miyazaki, S. Texture and shape memory behavior of Ti-22Nb-6Ta alloy. Acta Mater. 2006, 54, 423–433. [Google Scholar]
- Li, K.; Yang, P. Investigation of microstructure and texture of beta phase in a forged TC18 titanium alloy bar. Acta Metall. Sin. 2014, 50, 707–714. [Google Scholar]
- Wang, K.X.; Zeng, W.D.; Zhao, Y.Q.; Lai, Y.J.; Zhou, Y.G. Dynamic globularization kinetics during hot working of Ti-17 alloy with initial lamellar microstructure. Mater. Sci. Eng. A 2010, 527, 2559–2566. [Google Scholar]
- Hua, K.; Xue, X.Y.; Kou, H.C.; Fan, J.K.; Tang, B.; Li, J.S. Characterization of hot deformation microstructure of a near beta titanium alloy Ti-5553. J. Alloys Compd. 2014, 615, 531–537. [Google Scholar]
- Chen, Y.; Li, J.S.; Tang, B.; Kou, H.C.; Xue, X.Y.; Cui, Y.W. Texture evolution and dynamic recrystallization in a beta titanium alloy during hot-rolling process. J. Alloys Compd. 2015, 618, 146–152. [Google Scholar]
- Li, L.; Luo, J.; Yan, J.J.; Li, M.Q. Dynamic globularization and restoration mechanism of Ti-5Al-2Sn-2Zr-4Mo-4Cr alloy during isothermal compression. J. Alloys Compd. 2015, 622, 174–183. [Google Scholar]
- Primig, S.; Leitner, H.; Knabl, W.; Lorich, A.; Clemens, H.; Stickler, R. Textural evolution during dynamic recovery and static recrystallization of molybdenum. Metall. Mater. Trans. A 2012, 43, 4794–4805. [Google Scholar]
- Wright, S.I.; Nowell, M.M.; Field, D.P. A review of strain analysis using electron backscatter diffraction. Microsc. Microanal. 2011, 17, 316–329. [Google Scholar]
- Biswas, S.; Kim, D.I.; Suwas, S. Asymmetric and symmetric rolling of magnesium: Evolution of microstructure, texture and mechanical properties. Mater. Sci. Eng. A 2012, 550, 19–30. [Google Scholar]
- Warchomicka, F.; Poletti, C.; Stockinger, M. Study of the hot deformation behaviour in Ti-5Al-5Mo-5V-3Cr-1Zr. Mater. Sci. Eng. A 2011, 528, 8277–8285. [Google Scholar]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena, 2nd ed.; Elsevier: Oxford, UK, 2004; pp. 251–257. [Google Scholar]







© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, K.; Yang, P. The Formation of Strong {100} Texture by Dynamic Strain-Induced Boundary Migration in Hot Compressed Ti-5Al-5Mo-5V-1Cr-1Fe Alloy. Metals 2017, 7, 412. https://doi.org/10.3390/met7100412
Li K, Yang P. The Formation of Strong {100} Texture by Dynamic Strain-Induced Boundary Migration in Hot Compressed Ti-5Al-5Mo-5V-1Cr-1Fe Alloy. Metals. 2017; 7(10):412. https://doi.org/10.3390/met7100412
Chicago/Turabian StyleLi, Kai, and Ping Yang. 2017. "The Formation of Strong {100} Texture by Dynamic Strain-Induced Boundary Migration in Hot Compressed Ti-5Al-5Mo-5V-1Cr-1Fe Alloy" Metals 7, no. 10: 412. https://doi.org/10.3390/met7100412
APA StyleLi, K., & Yang, P. (2017). The Formation of Strong {100} Texture by Dynamic Strain-Induced Boundary Migration in Hot Compressed Ti-5Al-5Mo-5V-1Cr-1Fe Alloy. Metals, 7(10), 412. https://doi.org/10.3390/met7100412