Revisiting Formability and Failure of AISI304 Sheets in SPIF: Experimental Approach and Numerical Validation

 ,
,  , ,
, ,  , and
, and 
Abstract
:1. Introduction
2. Materials and Experimental Methods
2.1. Mechanical Characterization
2.2. Forming Limit Diagram
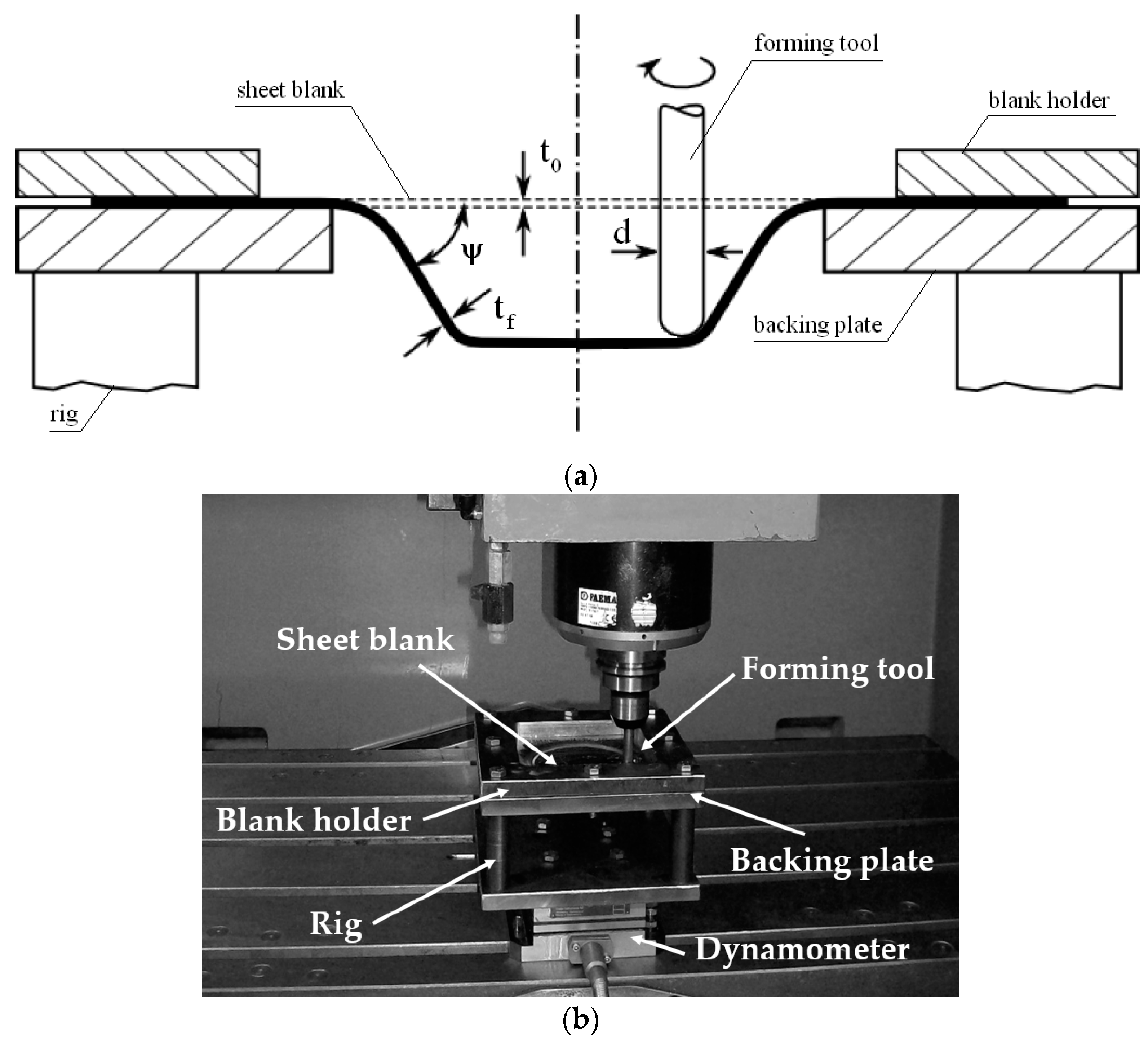
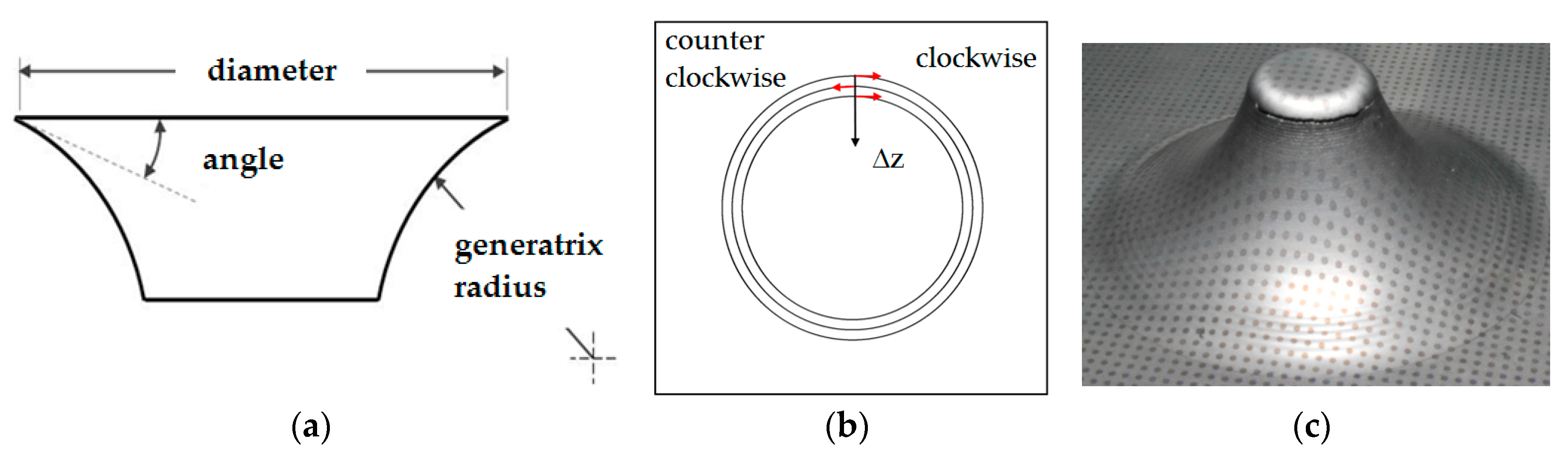
2.3. Single Point Incremental Forming Tests
3. Numerical Modelling
4. Results and Discussion
4.1. Experimental Results
4.2. Numerical Results
5. Conclusions
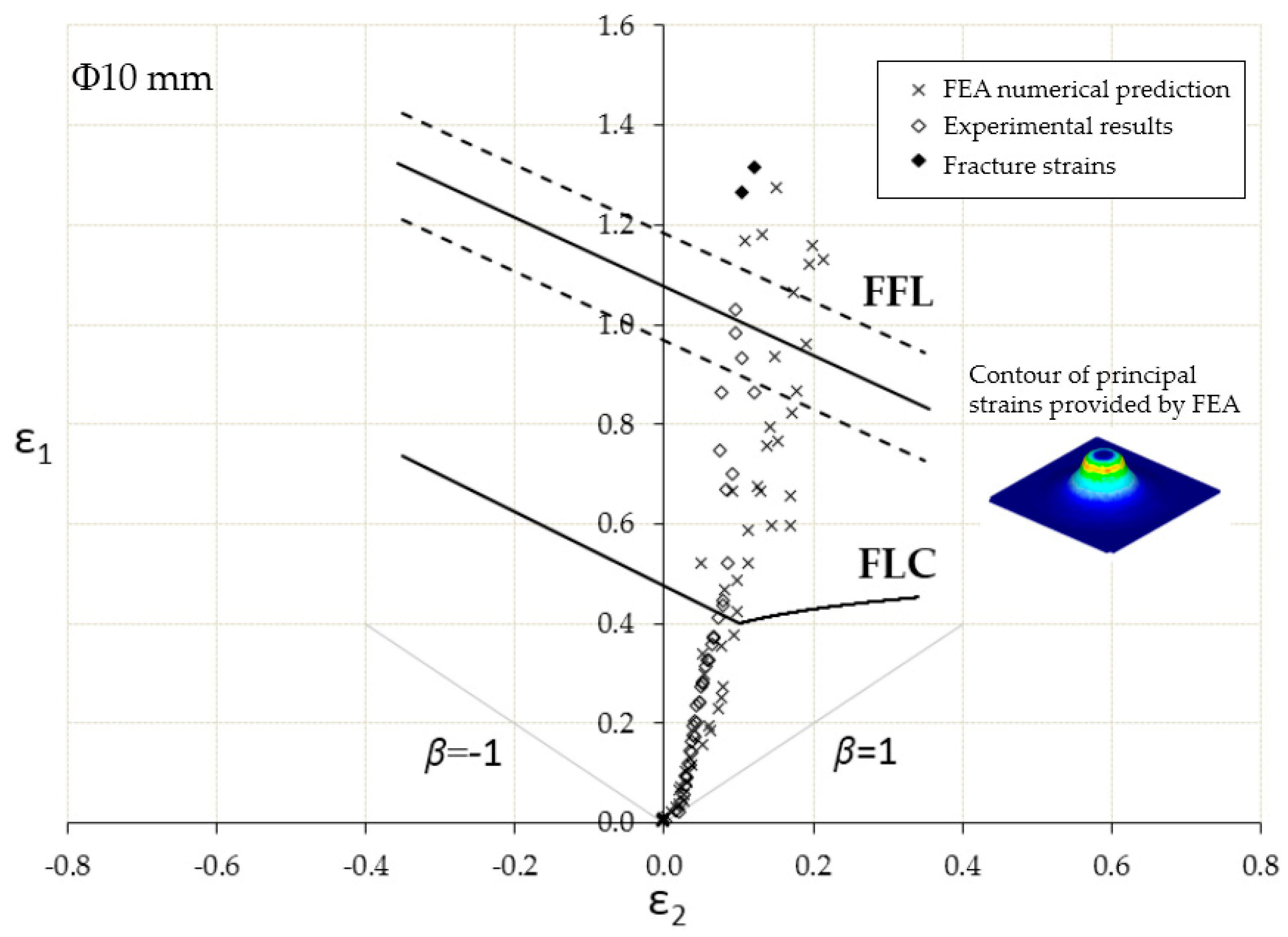
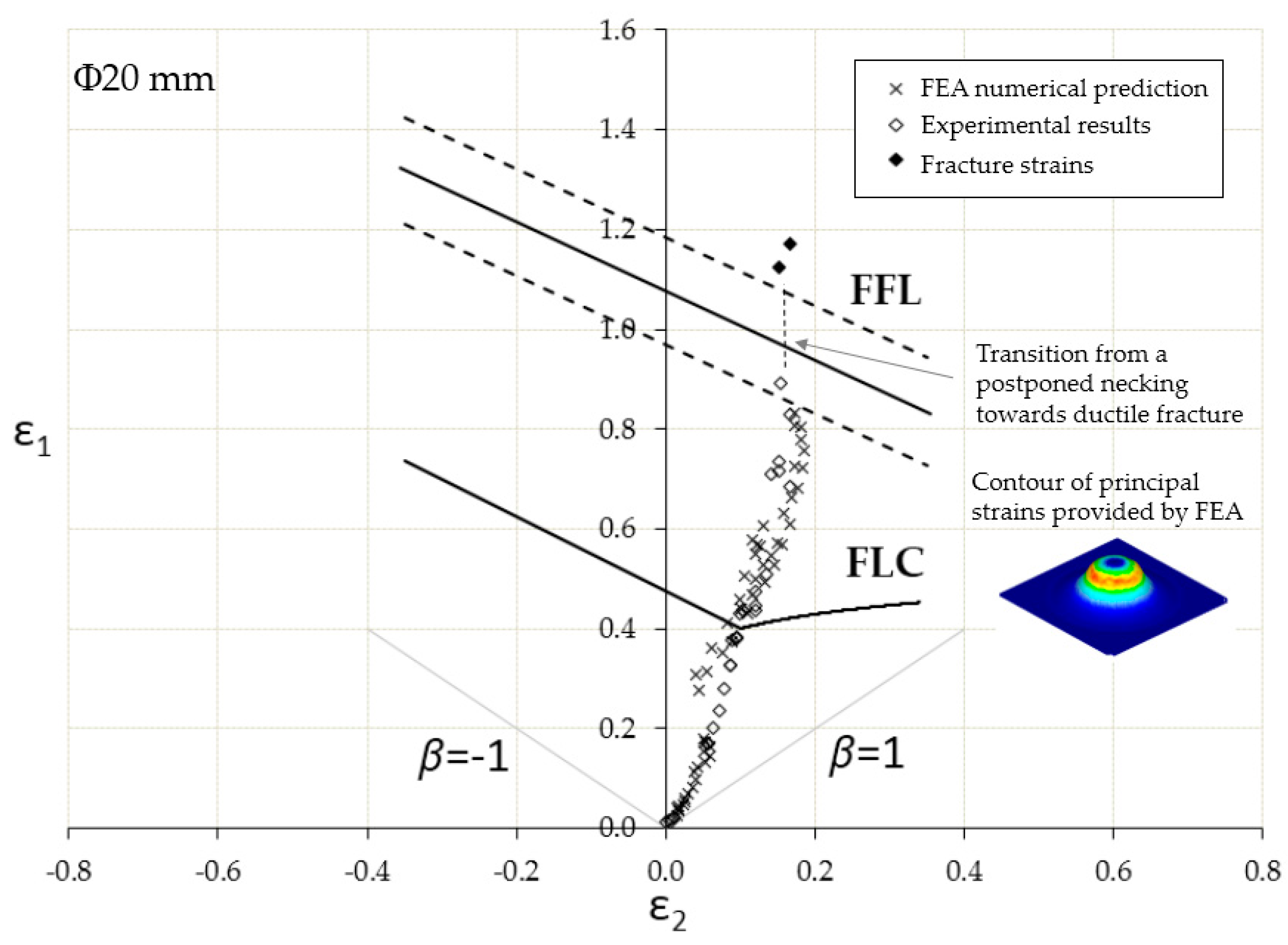
- The limit strains in SPIF have been experimentally evaluated through the competition between the bending effect represented by the t0/R ratio and the tool indentation, setting a threshold for the enhancement of formability for a tool diameter within the range of 10 mm to 6 mm.
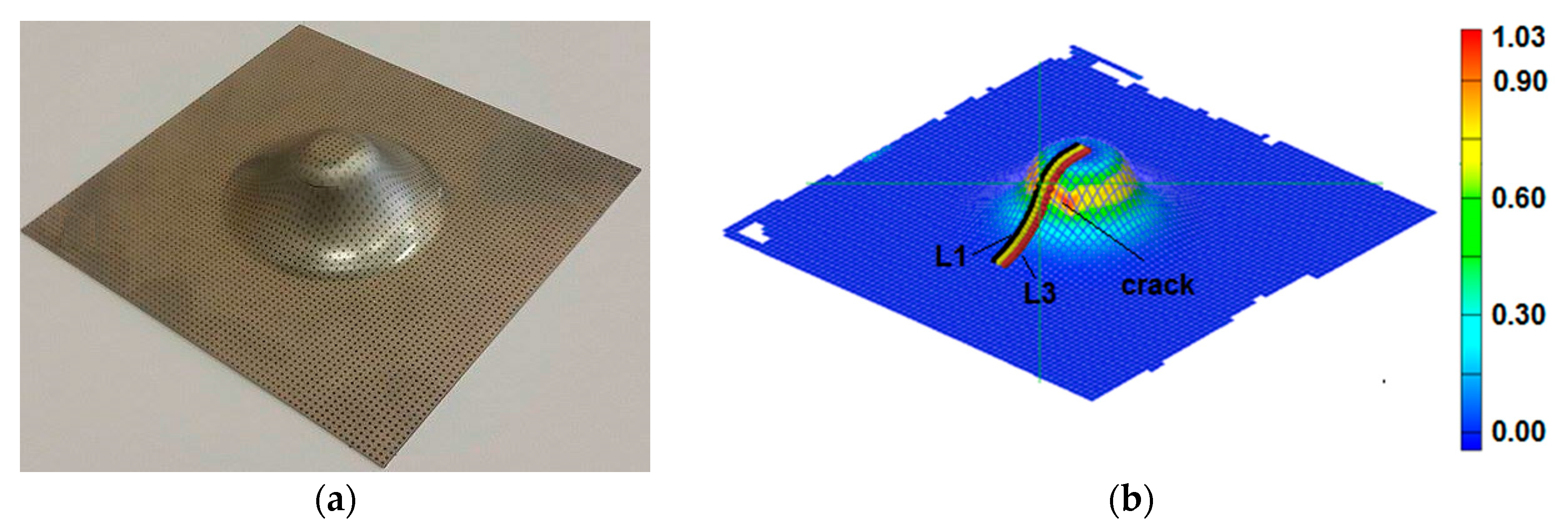
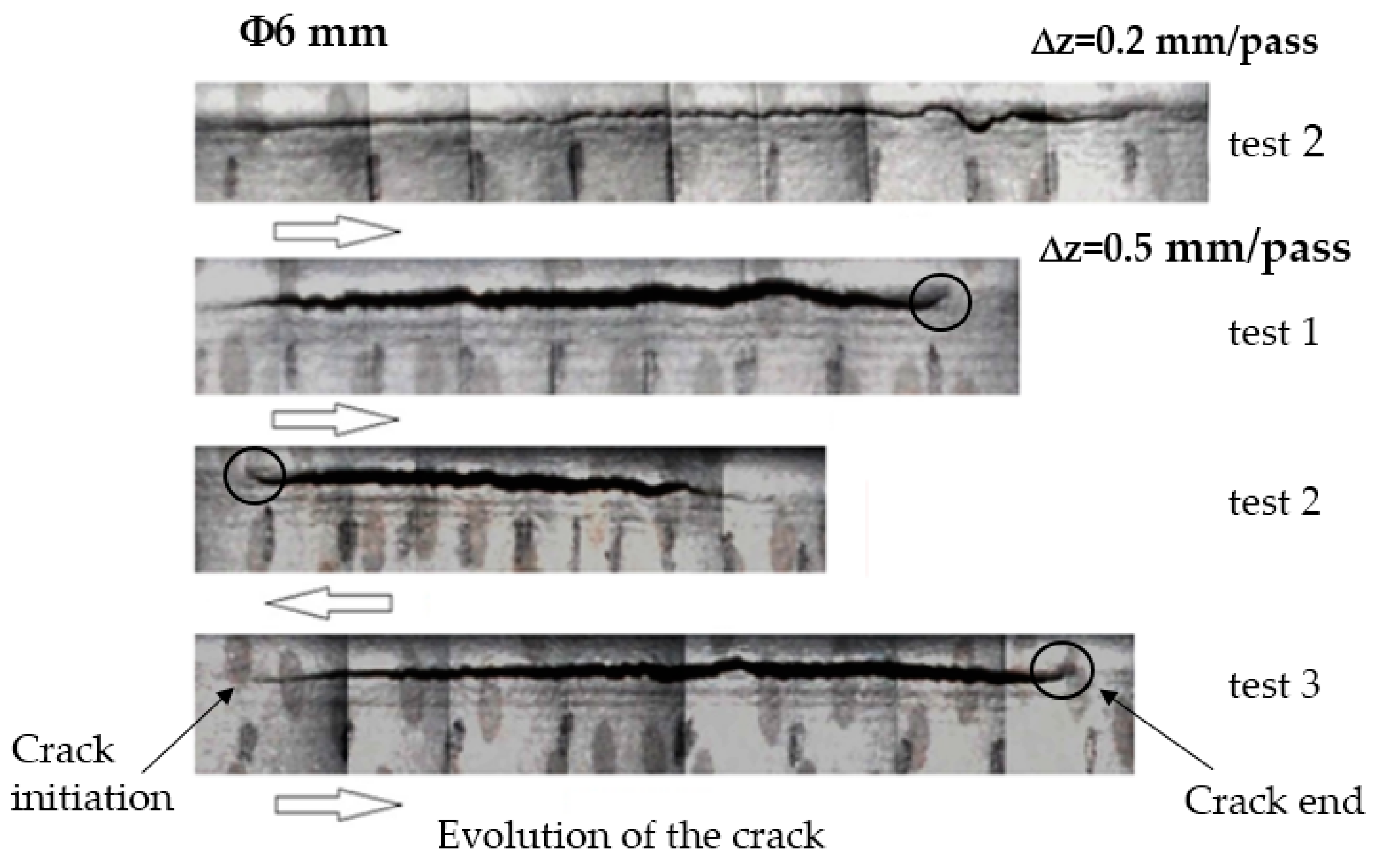
- The crack initiation and development in SPIF has been triggered, this analysis being crucial for determining the correct location to analyze the mode of failure and fracture strains.
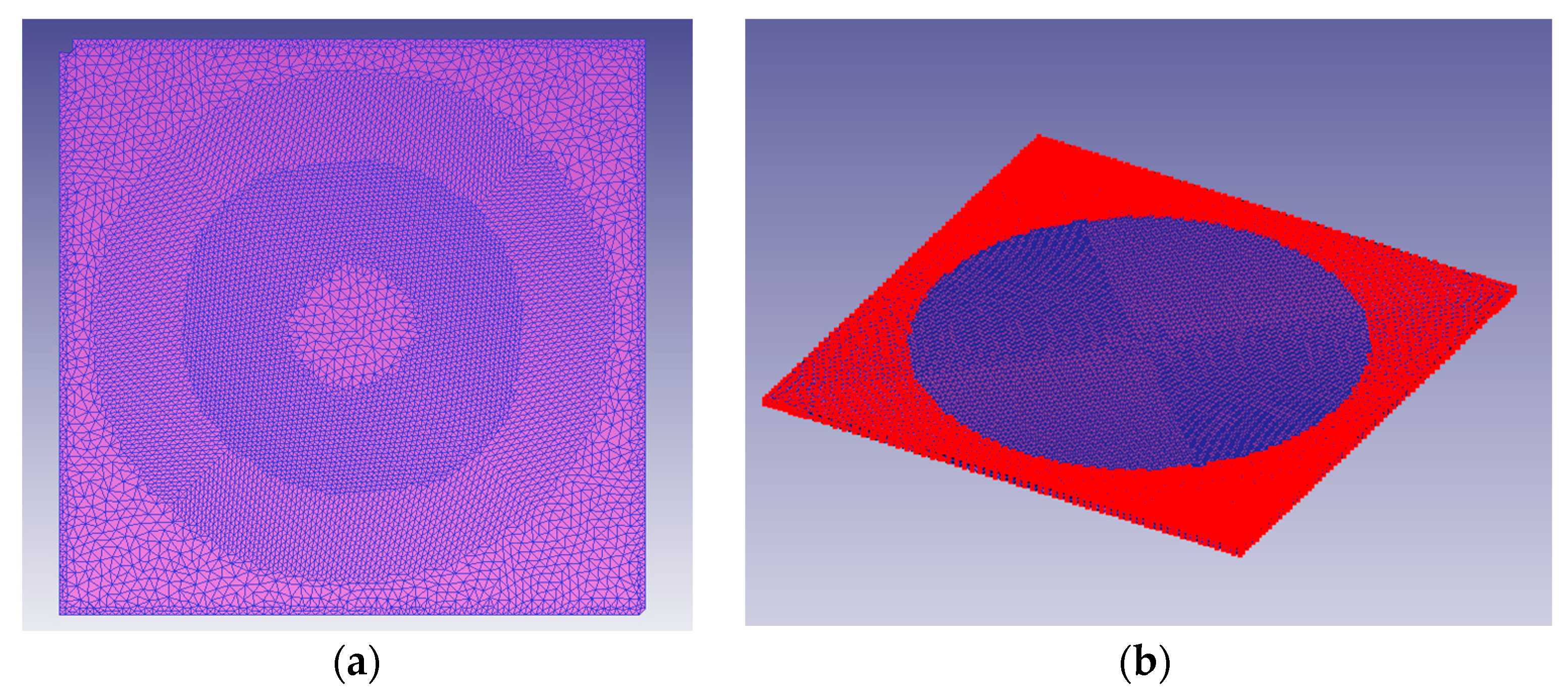
- The FEA performed allowed the numerical establishment of the conditions upon which necking in SPIF was suppressed, the mode of failure being direct ductile fracture, and proved to be an useful tool providing fair and safe failure predictions by using the McClintock damage criterion.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Leszak, E. Apparatus and Process for Incremental Dieless Forming. U.S. Patent 3,342,051, 19 September 1967. [Google Scholar]
- Berghahn, W.G.; Murray, G.F. Method of Dieless forming Surfaces of Revolution. U.S. Patent 3,316,745, 2 May 1967. [Google Scholar]
- Emmens, W.C.; Van den Boogaard, A.H. The technology of incremental sheet forming—A brief review of the history. J. Mater. Process. Technol. 2010, 210, 981–997. [Google Scholar] [CrossRef]
- Mason, B. Sheet Metal Forming for Small Batches. Bachelor’s Thesis, University of Nottingham, Nottingham, UK, 1978. [Google Scholar]
- Mason, B.; Appleton, E. Sheet metal forming for small batches using sacrificial tooling. In Proceedings of the 3rd International Conference on Rotary Metalworking, Kyoto, Japan, 8–10 September 1984; pp. 495–511. [Google Scholar]
- Centeno, G.; Martínez-Donaire, A.J.; Morales-Palma, D.; Vallellano, C.; Martins, P.A.F. Novel experimental techniques for the determination of the forming limits at necking and fracture. In Materials Forming and Machining; Davim, P., Ed.; Woodhead Publishing: Cambridge, UK, 2016; pp. 1–24. [Google Scholar]
- Emmens, W.C.; Van den Boogaard, A.H. An overview of stabilizing deformation mechanisms in incremental sheet forming. J. Mater. Process. Technol. 2009, 209, 3688–3695. [Google Scholar] [CrossRef]
- Silva, M.B.; Nielsen, P.S.; Bay, N.; Martins, P.A.F. Failure mechanisms in single point incremental forming of metals. Int. J. Adv. Manuf. Technol. 2011, 56, 893–903. [Google Scholar] [CrossRef]
- Madeira, T.; Silva, C.M.A.; Silva, M.B.; Martins, P.A.F. Failure in single point incremental forming. Int. J. Adv. Manuf. Technol. 2015, 80, 1471–1479. [Google Scholar] [CrossRef]
- Centeno, G.; Bagudanch, I.; Martínez-Donaire, A.J.; Garcia-Romeu, M.L.; Vallellano, C. Critical analysis of necking and fracture limit strains and forming forces in single-point incremental forming. Mater. Des. 2014, 63, 20–29. [Google Scholar] [CrossRef]
- Isik, A.K.; Silva, M.B.; Tekkaya, A.E.; Martins, P.A.F. Formability limits by fracture in sheet metal forming. J. Mater. Process. Technol. 2014, 214, 1557–1565. [Google Scholar] [CrossRef]
- Soeiro, J.M.C.; Silva, C.M.A.; Silva, M.B.; Martins, P.A.F. Revisiting the formability limits by fracture in sheet metal forming. J. Mater. Process. Technol. 2009, 217, 184–192. [Google Scholar] [CrossRef]
- International Standard ISO 12004-2:2008. Metallic Materials-Sheet and Strip-Determination of Forming Limit Curves, Part 2: Determination of Forming Limit Curves in the Laboratory; International Organisation for Standardization: Geneva, Switzerland, 2008. [Google Scholar]
- Martínez-Donaire, A.J.; García-Lomas, F.J.; Vallellano, C. New approaches to detect the onset of localised necking in sheets under through-thickness strain gradients. Mater. Des. 2014, 57, 135–145. [Google Scholar] [CrossRef]
- Atkins, A.G. Fracture in forming. J. Mater. Process. Technol. 1996, 56, 609–618. [Google Scholar] [CrossRef]
- Centeno, G.; Morales-Palma, D.; Gonzalez-Perez-Somarriba, B.; Bagudanch, I.; Egea-Guerrero, J.J.; Gonzalez-Perez, L.M.; Garcia-Romeu, M.L.; Vallellano, C. A functional methodology on the manufacturing of customized polymeric cranial prostheses from CAT using SPIF. Rapid Prototyp. J. 2017, 23, 771–780. [Google Scholar] [CrossRef]
- Bagudanch, I.; Centeno, G.; Garcia-Romeu, M.L.; Vallellano, C. Revisiting formability and failure of polymeric sheets deformed by Single Point Incremental Forming. Polym. Degrad. Stab. 2017, 144, 366–377. [Google Scholar] [CrossRef]
- Centeno, G.; Silva, M.B.; Alves, L.M.; Vallellano, C.; Martins, P.A.F. Towards the characterization of fracture in thin-walled tube forming. Int. J. Mech. Sci. 2016, 119, 12–22. [Google Scholar] [CrossRef]
- Arısoy, Y.M.; Guo, C.; Kaftanoğlu, B.; Özel, T. Investigations on microstructural changes in machining of Inconel 100 alloy using face turning experiments and 3D finite element simulations. Int. J. Mech. Sci. 2016, 107, 80–92. [Google Scholar] [CrossRef]
- Amigo, F.J.; Camacho, A.M. Reduction of induced central damage in cold extrusion of dual-phase steel DP800 using double-pass dies. Metals 2017, 7, 335. [Google Scholar] [CrossRef]
- Palaniswamy, H.; Ngaile, G.; Altan, T. Finite element simulation of magnesium alloy sheet forming at elevated temperatures. J. Mater. Process. Technol. 2004, 146, 56–60. [Google Scholar] [CrossRef]
- Lee, Y.S.; Kwon, Y.N.; Kang, S.H.; Kim, S.W.; Lee, J.H. Forming limit of AZ31 alloy sheet and strain rate on warm sheet metal forming. J. Mater. Process. Technol. 2008, 201, 431–435. [Google Scholar] [CrossRef]
- Wilson, D.V.; Mirshams, A.R.; Roberts, W.T. An experimental study of the effect of sheet thickness and grain size on limit-strains in biaxial stretching. Int. J. Mech. Sci. 1983, 25, 859–870. [Google Scholar] [CrossRef]
- Neto, D.M.; Martins, J.M.P.; Oliveira, M.C.; Menezes, L.F.; Alves, J.L. Evaluation of strain and stress states in the single point incremental forming process. Int. J. Adv. Manuf. Technol. 2016, 85, 521–534. [Google Scholar] [CrossRef]
- Martins, P.A.F.; Bay, N.; Tekkaya, A.E.; Atkins, A.G. Characterization of fracture loci in metal forming. Int. J. Mech. Sci. 2014, 83, 112–123. [Google Scholar] [CrossRef]
- McClintock, F.A. A criterion for ductile fracture by the growth of holes. J. Appl. Mech. 1968, 35, 363–371. [Google Scholar] [CrossRef]
- Esmaeilpoura, R.; Kima, H.; Park, T.; Pourboghratab, F.; Mohammed, B. Comparison of 3D yield functions for finite element simulation of single point incremental forming (SPIF) of aluminum 7075. Int. J. Mech. Sci. 2017, 133, 544–554. [Google Scholar] [CrossRef]
- Mirnia, M.J.; Shamsari, M. Numerical prediction of failure in single point incremental forming using a phenomenological ductile fracture criterion. J. Mater. Process. Technol. 2017, 244, 17–43. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| E (GPa) | σy0.2 (MPa) | UTS (MPa) | K (GPa) | n | ε0 |
|---|---|---|---|---|---|
| 207 | 503 | 669 | 1.55 | 0.594 | 0.055 |
| Tool Diameter Φ (mm) | Step Down Δz (mm/pass) | Final Depth Zf (mm) | Final Forming Angle αf (°) |
|---|---|---|---|
| 20 | 0.2 | 23.8/23.8/23.8 | 69.8/69.8/69.8 |
| 0.5 | 24.5/24.0/24.0 | 70.9/70.1/70.1 | |
| 10 | 0.2 | 28.0/28.2/28.2 | 76.1/76.4/76.4 |
| 0.5 | 27.5/28.0/28.0 | 70.9/70.1/70.1 | |
| 6 | 0.2 | 28.2/28.0/28.8 | 76.4/76.1/77.3 |
| 0.5 | 28.0/28.5/28.0 | 76.1/76.9/76.1 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Centeno, G.; Martínez-Donaire, A.J.; Bagudanch, I.; Morales-Palma, D.; Garcia-Romeu, M.L.; Vallellano, C. Revisiting Formability and Failure of AISI304 Sheets in SPIF: Experimental Approach and Numerical Validation. Metals 2017, 7, 531. https://doi.org/10.3390/met7120531
Centeno G, Martínez-Donaire AJ, Bagudanch I, Morales-Palma D, Garcia-Romeu ML, Vallellano C. Revisiting Formability and Failure of AISI304 Sheets in SPIF: Experimental Approach and Numerical Validation. Metals. 2017; 7(12):531. https://doi.org/10.3390/met7120531
Chicago/Turabian StyleCenteno, Gabriel, Andrés Jesús Martínez-Donaire, Isabel Bagudanch, Domingo Morales-Palma, María Luisa Garcia-Romeu, and Carpóforo Vallellano. 2017. "Revisiting Formability and Failure of AISI304 Sheets in SPIF: Experimental Approach and Numerical Validation" Metals 7, no. 12: 531. https://doi.org/10.3390/met7120531
APA StyleCenteno, G., Martínez-Donaire, A. J., Bagudanch, I., Morales-Palma, D., Garcia-Romeu, M. L., & Vallellano, C. (2017). Revisiting Formability and Failure of AISI304 Sheets in SPIF: Experimental Approach and Numerical Validation. Metals, 7(12), 531. https://doi.org/10.3390/met7120531