
Studying Mechanical Properties and Micro Deformation of Ultrafine-Grained Structures in Austenitic Stainless Steel


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Material and Experimental Methods
3. Results and Discussion
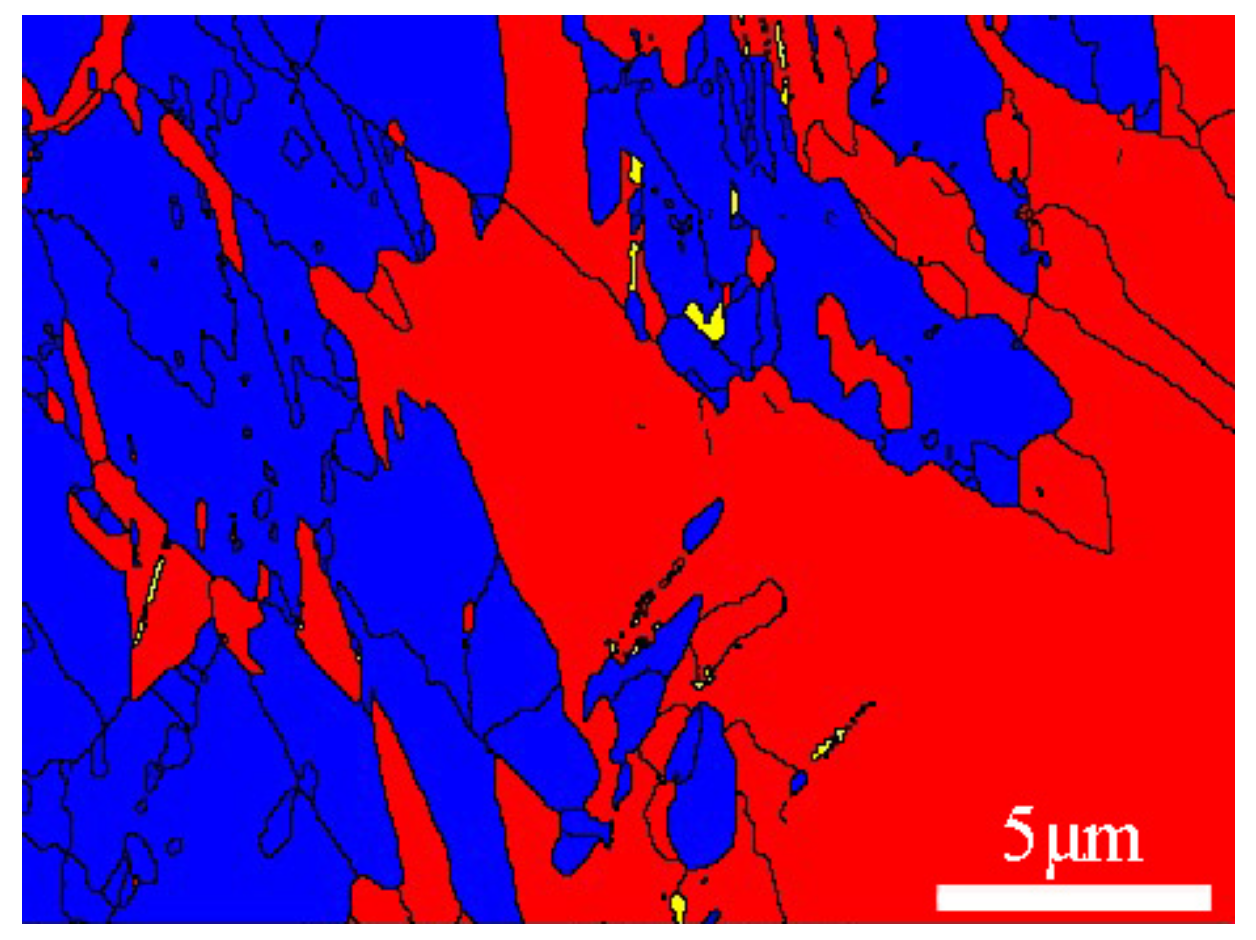
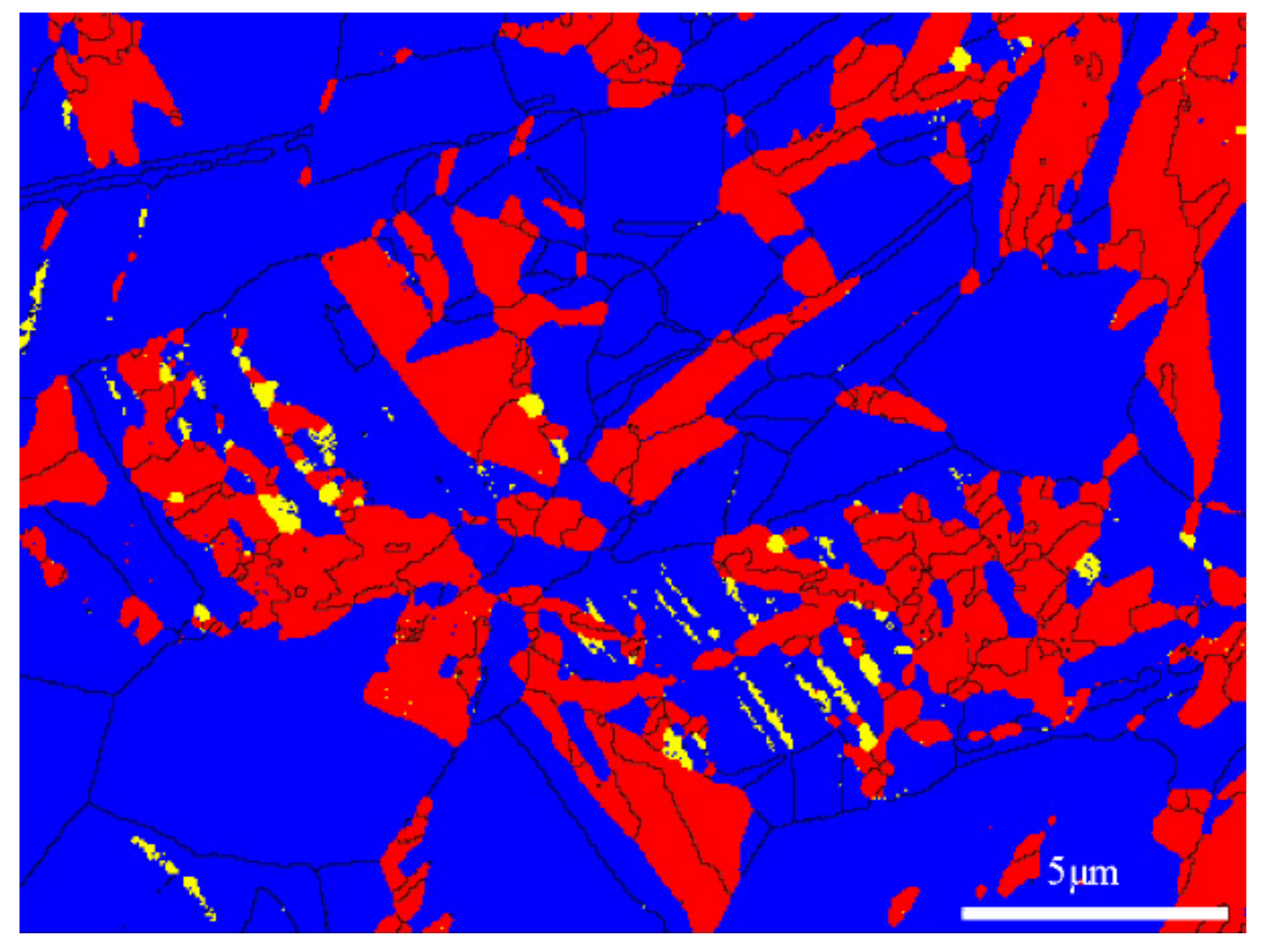
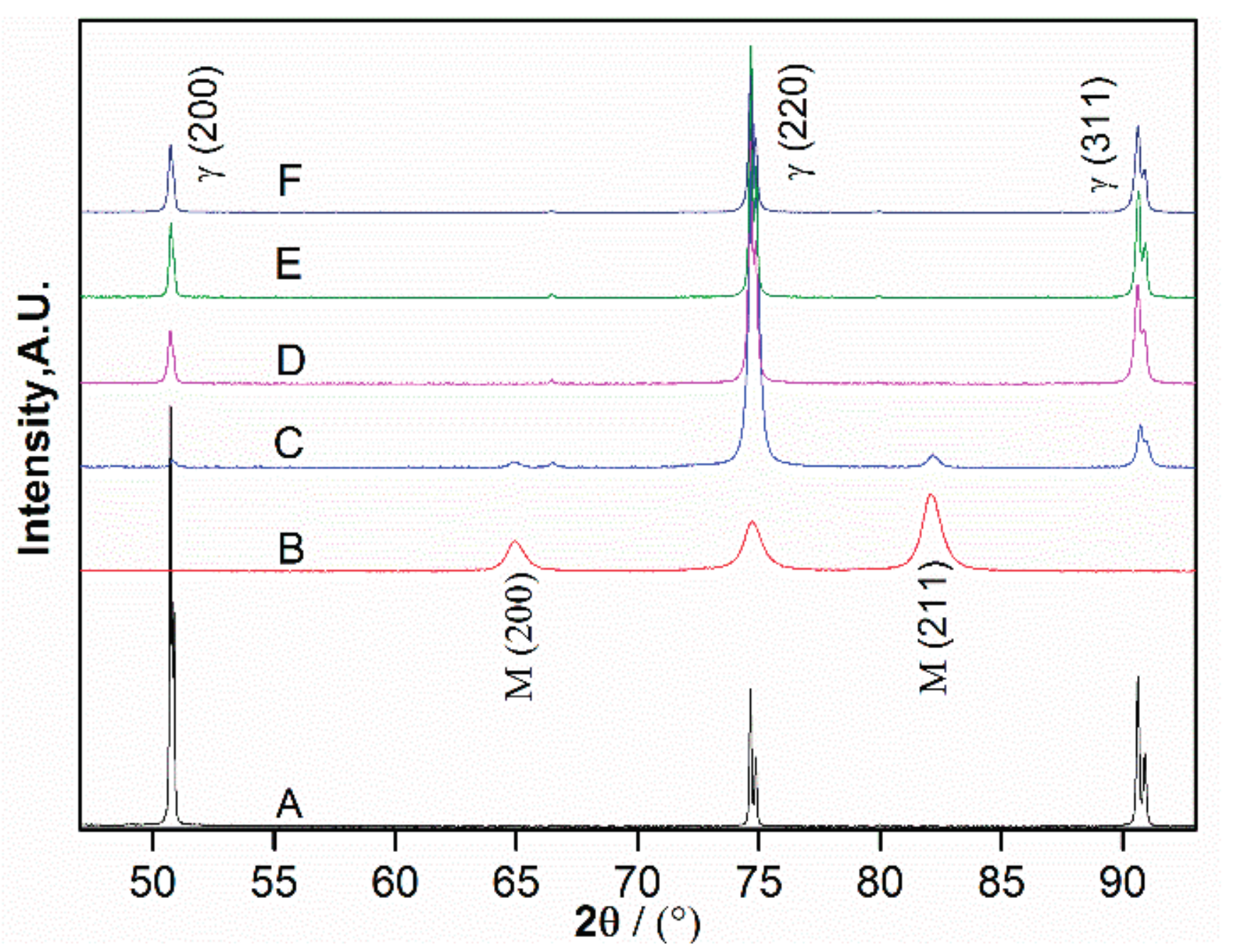
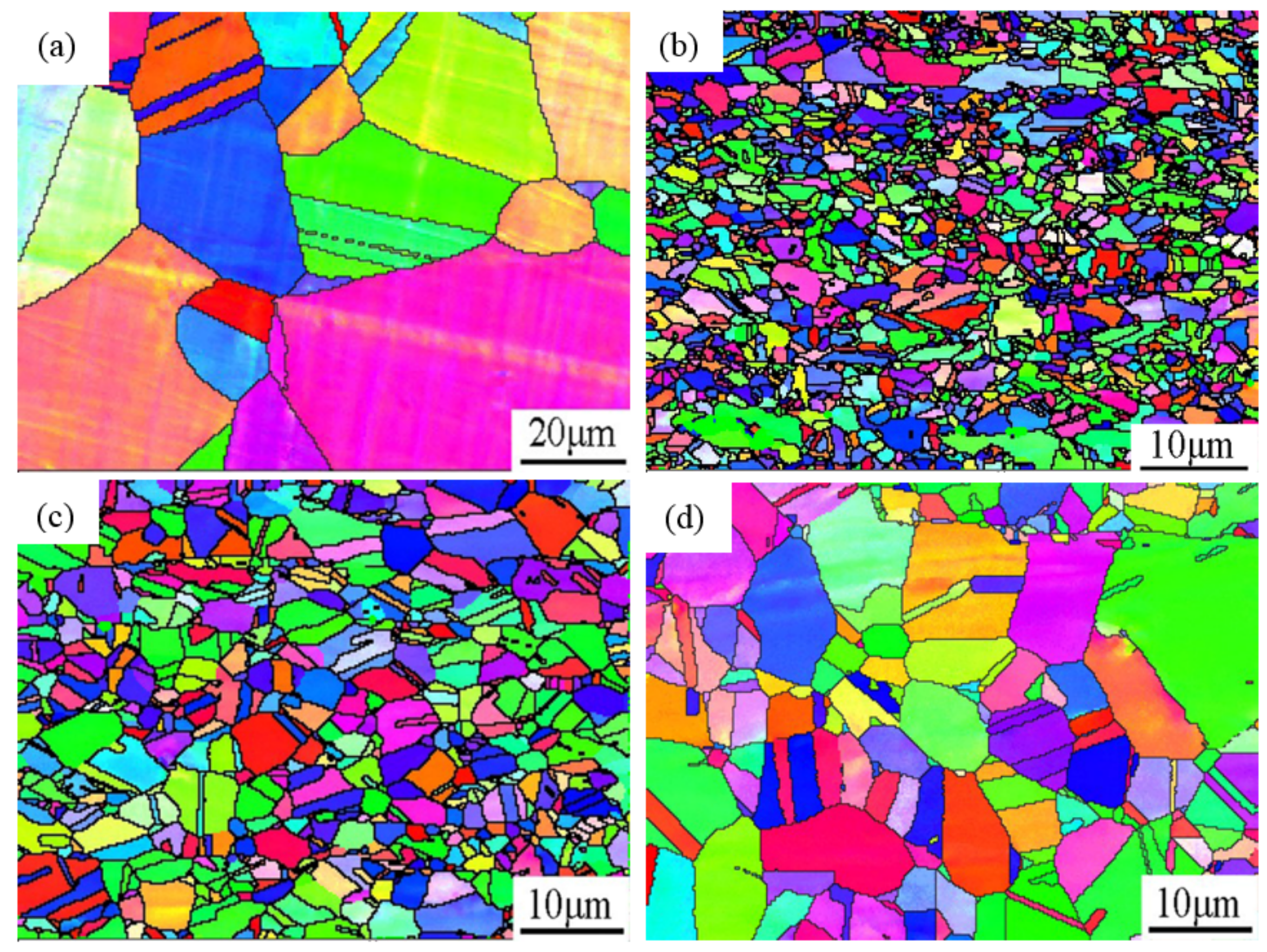
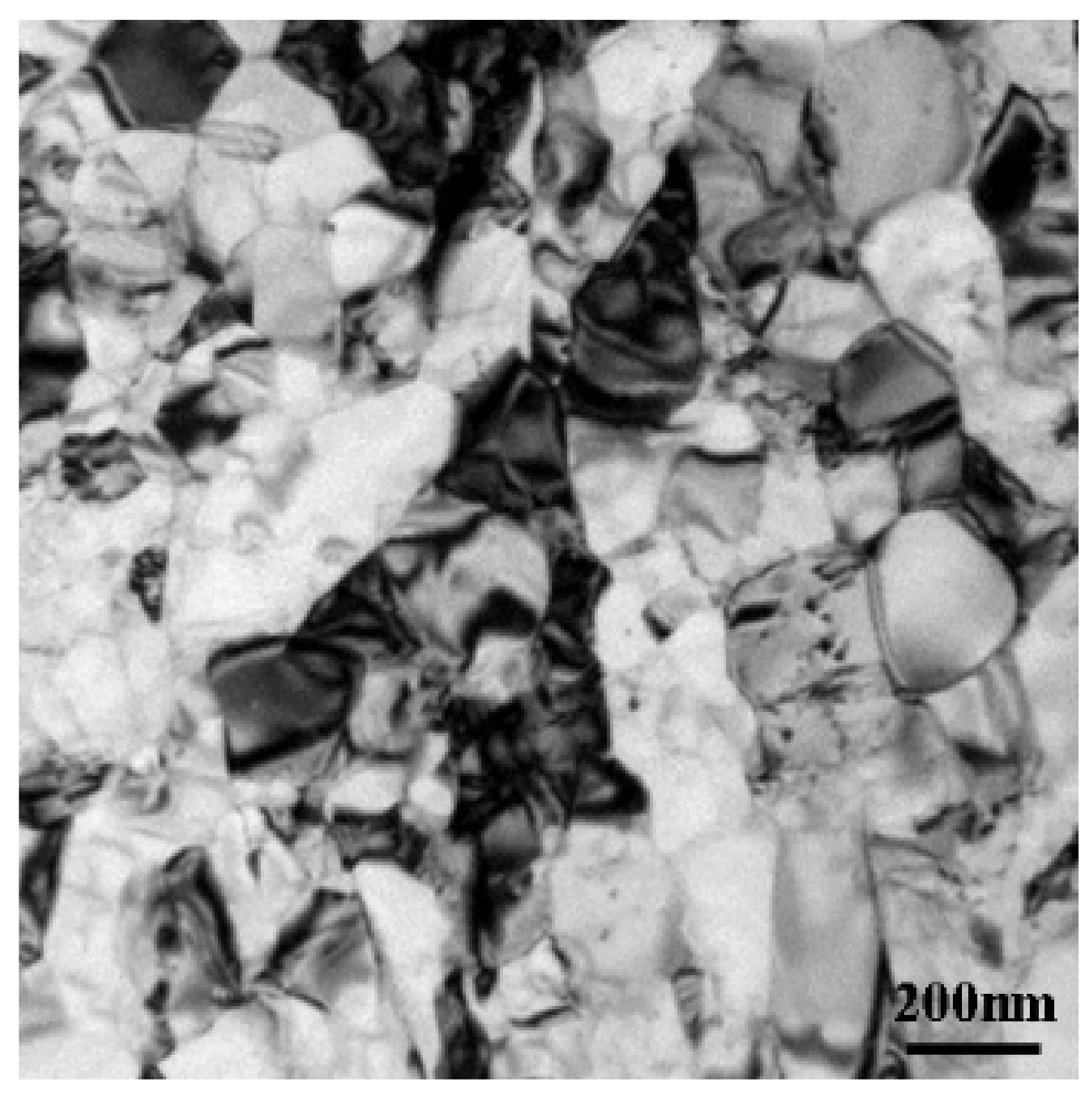
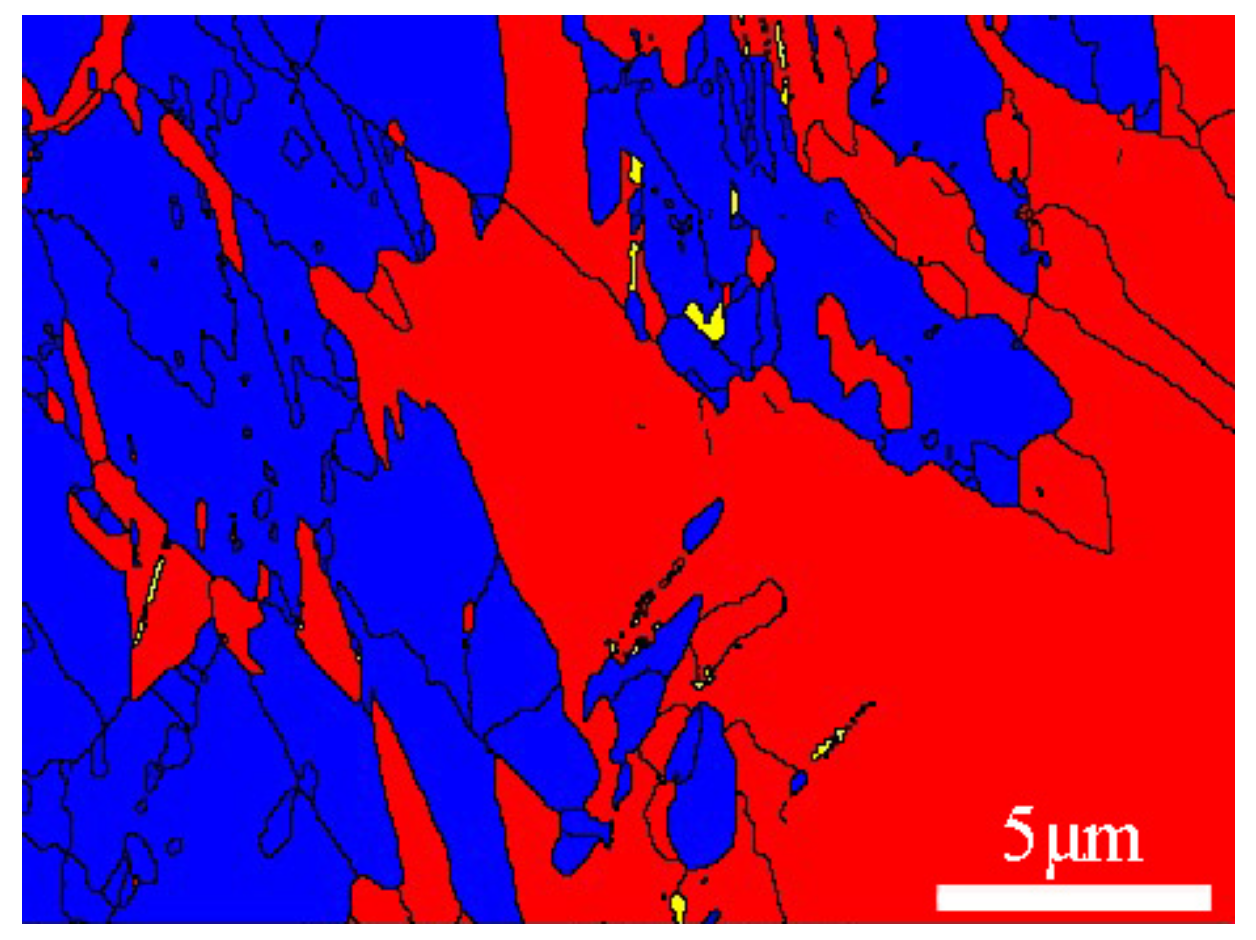
3.1. Microstructure Characterizations of the 304 ASS with UFG Structure
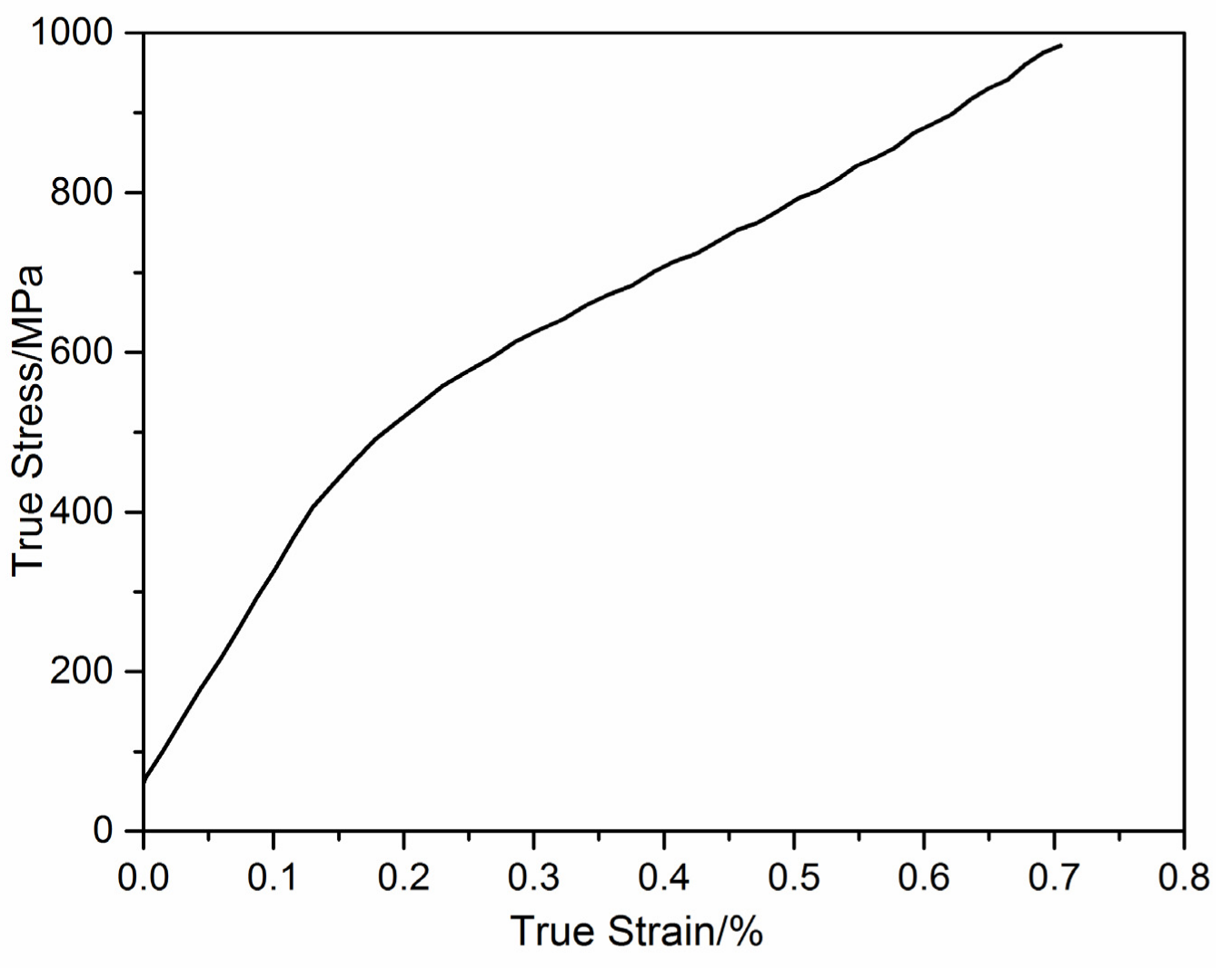
3.2. Mechanical Experiments for the 304 ASS with UFG Structure
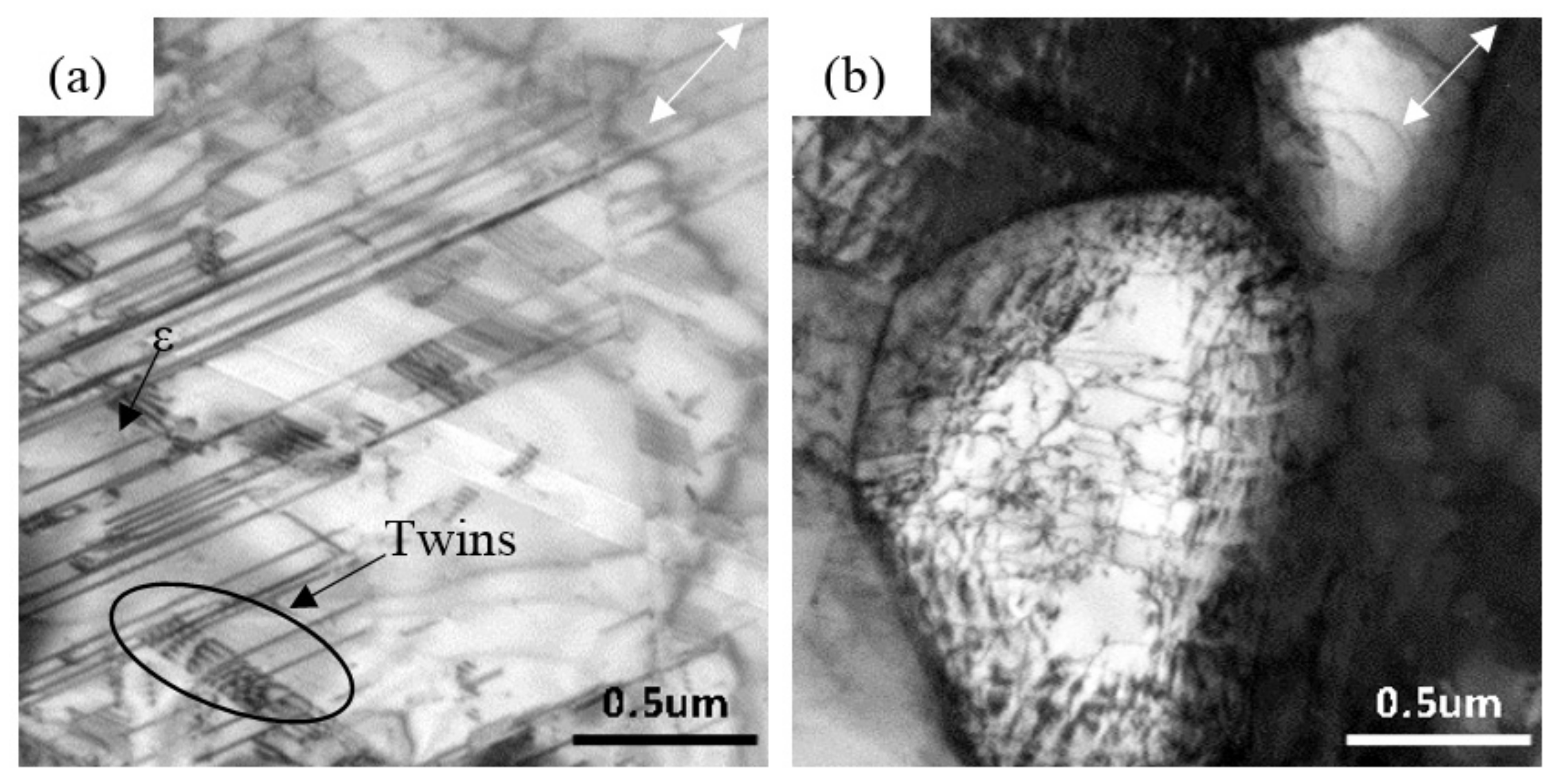
3.3. Micro Deformation Experiments for the 304 ASS with UFG Structure
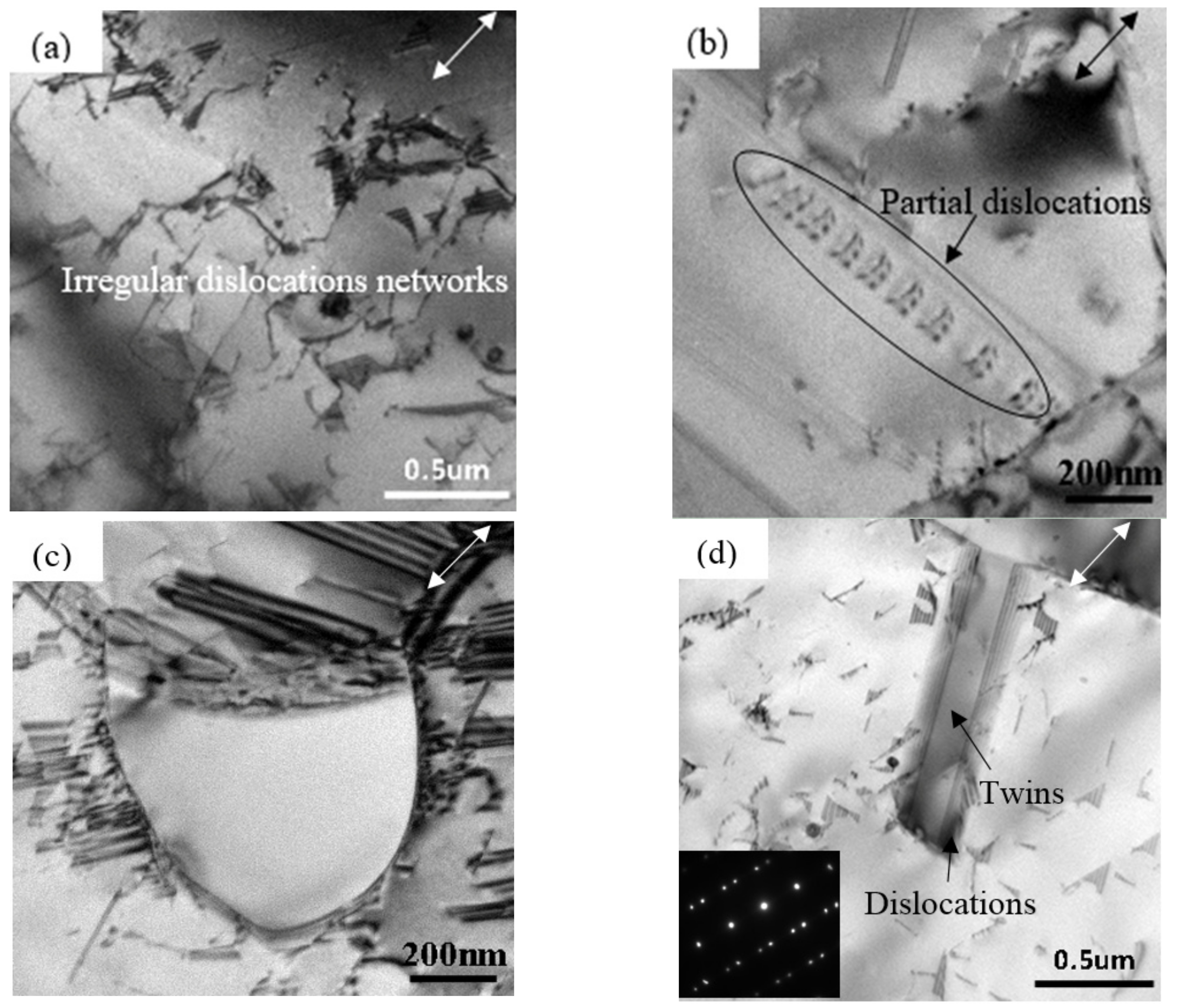
3.3.1. Deformation Mechanisms for Specimen Annealed at 700 °C
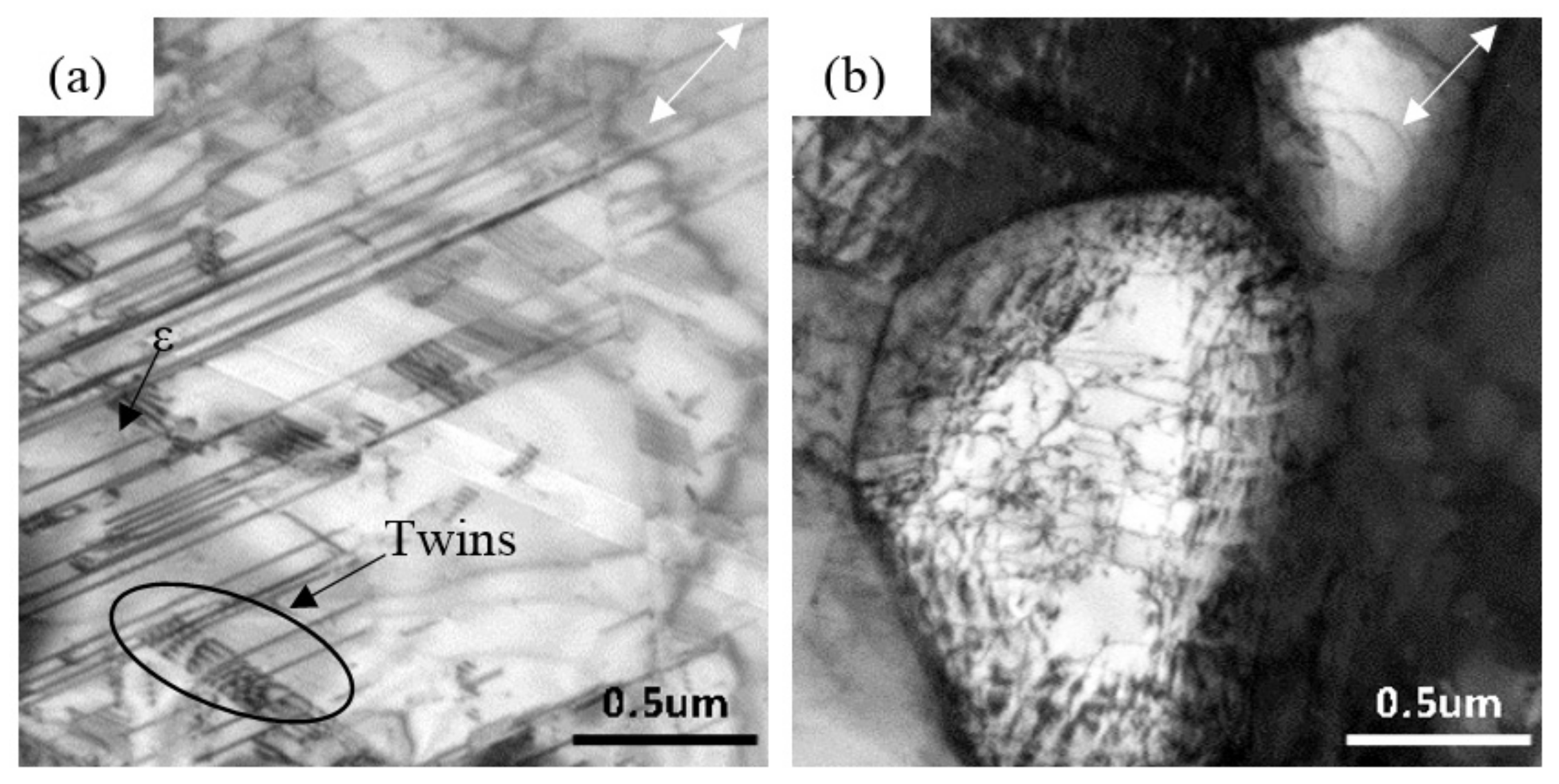
3.3.2. Deformation Mechanisms for Specimen Annealed at 870 °C
3.3.3. Deformation Mechanism for Specimen Annealed at 950 °C
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Huang, G.L.; Matlock, D.K.; Krauss, G. Martensite formation, strain rate sensitivity, and deformation behavior of type 304 stainless steel sheet. Metall. Trans. A 1989, 20, 1239–1246. [Google Scholar] [CrossRef]
- Hedayati, A.; Najafizadeh, A.; Kermanpur, A.; Forouzan, F. The effect of cold rolling regime on microstructure and mechanical properties of AISI 304L stainless steel. J. Mater. Process. Technol. 2010, 210, 1017–1022. [Google Scholar] [CrossRef]
- Choi, J.; Jin, W. Strain induced martensite formation and its effect on strain hardening behavior in the cold drawn 304 austenitic stainless steels. Scr. Mater. 1997, 36, 99–104. [Google Scholar] [CrossRef]
- Misra, R.D.K.; Kumar, B.R.; Somani, M.; Karjalainen, P. Deformation processes during tensile straining of ultrafine/nanograined structures formed by reversion in metastable austenitic steels. Scr. Mater. 2008, 59, 79–82. [Google Scholar] [CrossRef]
- Challa, V.S.A.; Wan, X.L.; Somani, M.C.; Karjalainen, L.P.; Misra, R.D.K. Significance of interplay between austenite stability and deformation mechanisms in governing three-stage work hardening behavior of phase-reversion induced nanograined/ultrafine-grained (NG/UFG) stainless steels with high strength-high ductility combination. Scr. Mater. 2014, 86, 60–63. [Google Scholar]
- Misra, R.D.K.; Zhang, Z.; Jia, Z.; Somani, M.C.; Karjalainen, L.P. Probing deformation processes in near-defect free volume in high strength–high ductility nanograined/ultrafine-grained (NG/UFG) metastable austenitic stainless steels. Scr. Mater. 2010, 63, 1057–1060. [Google Scholar] [CrossRef]
- Shen, F.; Zhou, J.; Liu, Y.; Zhu, R.; Zhang, S.; Wang, Y. Deformation twinning mechanism and its effects on the mechanical behaviors of ultrafine grained and nanocrystalline copper. Comp. Mater. Sci. 2010, 49, 226–235. [Google Scholar] [CrossRef]
- Capolungo, L.; Cherkaoui, M.; Qu, J. On the elastic-viscoplastic behavior of nanocrystalline materials. Int. J. Plast. 2007, 23, 561–591. [Google Scholar] [CrossRef]
- Allain, S.; Chateau, J.P.; Bouaziz, O. A physical model of the twinning-induced plasticity effect in a high manganese austenitic steel. Mater. Sci. Eng. A 2004, 387, 143–147. [Google Scholar] [CrossRef]
- Cohen, G.B.O. A general mechanism of martensitic nucleation: Part I. General concepts and the FCC → HCP transformation. Metall. Mater. Trans. A 1976, 7, 1897–1904. [Google Scholar]
- Mangonon, P.L.; Thomas, G. The martensite phases in 304 stainless steel. Metall. Mater. Trans. B 1970, 1, 1577–1586. [Google Scholar] [CrossRef]
- Liao, X.Z.; Zhou, F.; Lavernia, E.J.; Srinivasan, S.G.; Baskes, M.I.; He, D.W.; Zhu, Y.T. Deformation mechanism in nanocrystalline Al: Partial dislocation slip. Appl. Phys. Lett. 2003, 83, 632–634. [Google Scholar] [CrossRef]
- Shen, Y.F.; Li, X.X.; Sun, X.; Wang, Y.D.; Zuo, L. Twinning and martensite in a 304 austenitic stainless steel. Mater. Sci. Eng. A 2012, 552, 514–522. [Google Scholar] [CrossRef]
- Li, X.; Ding, W.; Cao, J.; Ye, L.; Chen, J. In situ tem observation on martensitic transformation during tensile deformation of sus304 metastable austenitic stainless steel. Acta Metall. Sin. 2015, 28, 302–306. [Google Scholar] [CrossRef]
- Gurson, A.L. Continuum theory of ductile rupture by void nucleation and growth: Part I—Yield criteria and flow rules for porous ductile media. J. Eng. Mater. Technol. 1977, 99, 2–15. [Google Scholar] [CrossRef]
- Bandstra, J.P.; Koss, D.A.; Geltmacher, A.; Matic, P.; Everett, R.K. Modeling void coalescence during ductile fracture of a steel. Mater. Sci. Eng. A 2004, 366, 269–281. [Google Scholar] [CrossRef]
- Lee, T.C.; Robertson, I.M.; Birnbaum, H.K. TEM in situ deformation study of the interaction of lattice dislocations with grain boundaries in metals. Philos. Mag. A 1990, 62, 131–153. [Google Scholar] [CrossRef]
- Altenberger, I.; Stach, E.A.; Liu, G.; Nalla, R.K.; Ritchie, R.O. An in situ transmission electron microscope study of the thermal stability of near-surface microstructures induced by deep rolling and laser-shock peening. Scr. Mater. 2003, 48, 1593–1598. [Google Scholar] [CrossRef]
- Schramm, R.E.; Reed, R.P. Stacking fault energies of seven commercial austenitic stainless steels. Metall. Mater. Trans. A 1975, 6, 1345–1351. [Google Scholar] [CrossRef]
- Eshelby, J.D.; Frank, F.C.; Nabarro, F.R.N. XLI. The equilibrium of linear arrays of dislocations. Lond. Edinb. Dublin Philos. Mag. J. Sci. 1951, 42, 351–364. [Google Scholar] [CrossRef]
- Petch, N.J. The fracture of metals. Prog. Met. Phys. 1954, 5, 1–52. [Google Scholar] [CrossRef]
- Whelan, M.J.; Hirsch, P.B.; Horne, R.W.; Bollmann, W. Dislocations and stacking faults in stainless steel. Proc. R. Soc. Lond. Ser. A 1957, 240, 524–538. [Google Scholar] [CrossRef]
- Olson, G.B.; Cohen, M. A mechanism for the strain-induced nucleation of martensitic transformations. J. Less Common Met. 1972, 28, 107–118. [Google Scholar] [CrossRef]
- Li, X.; Chen, J.; Ye, L.; Ding, W.; Song, P. Influence of strain rate on tensile characteristics of SUS304 metastable austenitic stainless steel. Acta Metall. Sin. 2013, 26, 657–662. [Google Scholar] [CrossRef]
- Tao, K.; Wall, J.J.; Li, H.; Brown, D.W.; Vogel, S.C.; Choo, H. In situ neutron diffraction study of grain-orientation-dependent phase transformation in 304L stainless steel at a cryogenic temperature. J. Appl. Phys. 2006, 100, 123515. [Google Scholar] [CrossRef]

© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gong, N.; Wu, H.-B.; Yu, Z.-C.; Niu, G.; Zhang, D. Studying Mechanical Properties and Micro Deformation of Ultrafine-Grained Structures in Austenitic Stainless Steel. Metals 2017, 7, 188. https://doi.org/10.3390/met7060188
Gong N, Wu H-B, Yu Z-C, Niu G, Zhang D. Studying Mechanical Properties and Micro Deformation of Ultrafine-Grained Structures in Austenitic Stainless Steel. Metals. 2017; 7(6):188. https://doi.org/10.3390/met7060188
Chicago/Turabian StyleGong, Na, Hui-Bin Wu, Zhi-Chen Yu, Gang Niu, and Da Zhang. 2017. "Studying Mechanical Properties and Micro Deformation of Ultrafine-Grained Structures in Austenitic Stainless Steel" Metals 7, no. 6: 188. https://doi.org/10.3390/met7060188
APA StyleGong, N., Wu, H.-B., Yu, Z.-C., Niu, G., & Zhang, D. (2017). Studying Mechanical Properties and Micro Deformation of Ultrafine-Grained Structures in Austenitic Stainless Steel. Metals, 7(6), 188. https://doi.org/10.3390/met7060188