Microstructure and Shear Strength of Brazing TiAl/Si3N4 Joints with Ag-Cu Binary Alloy as Filler Metal


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
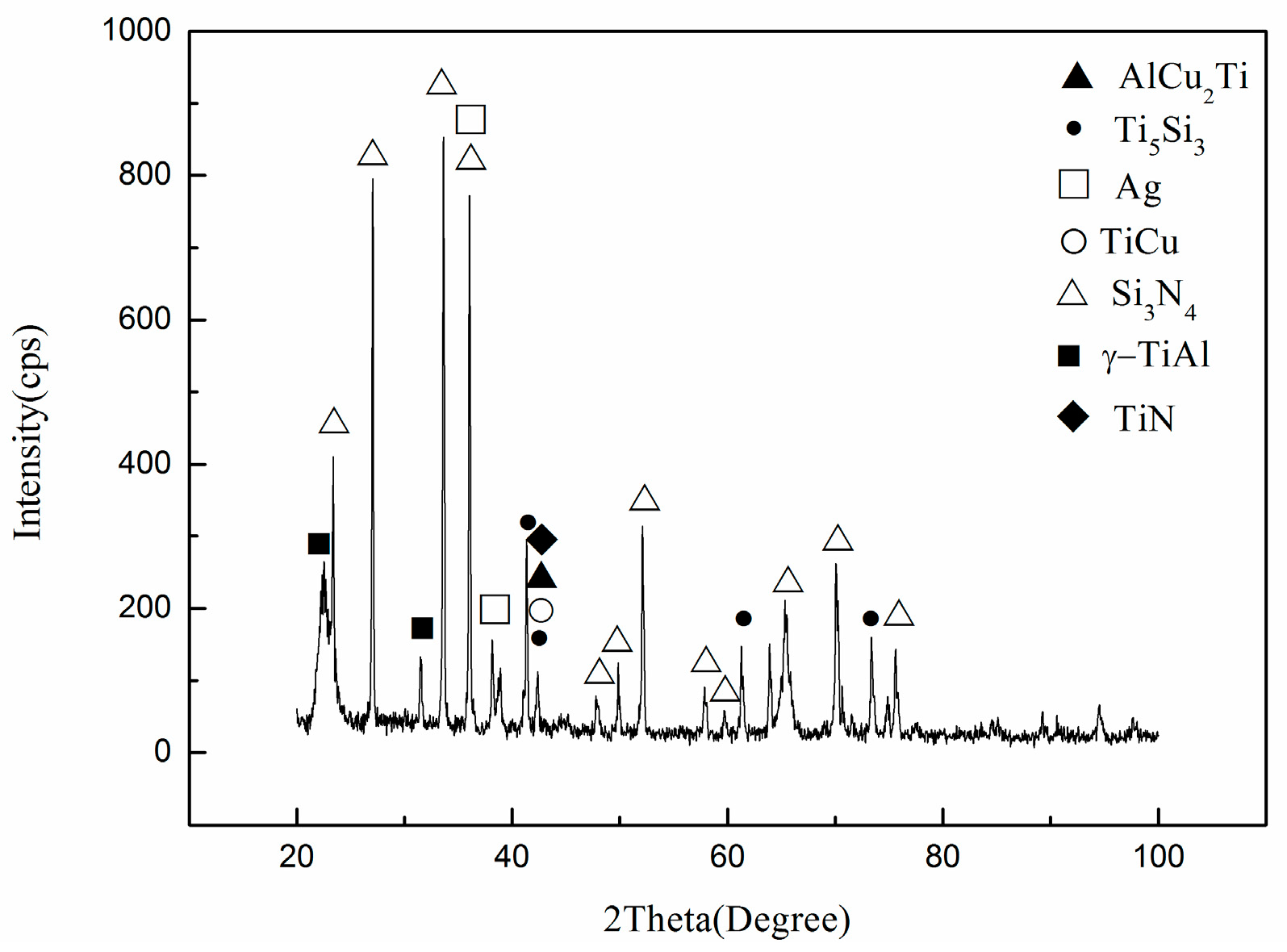
3.1. Microstructure of TiAl/AgCu/Si3N4 Joints
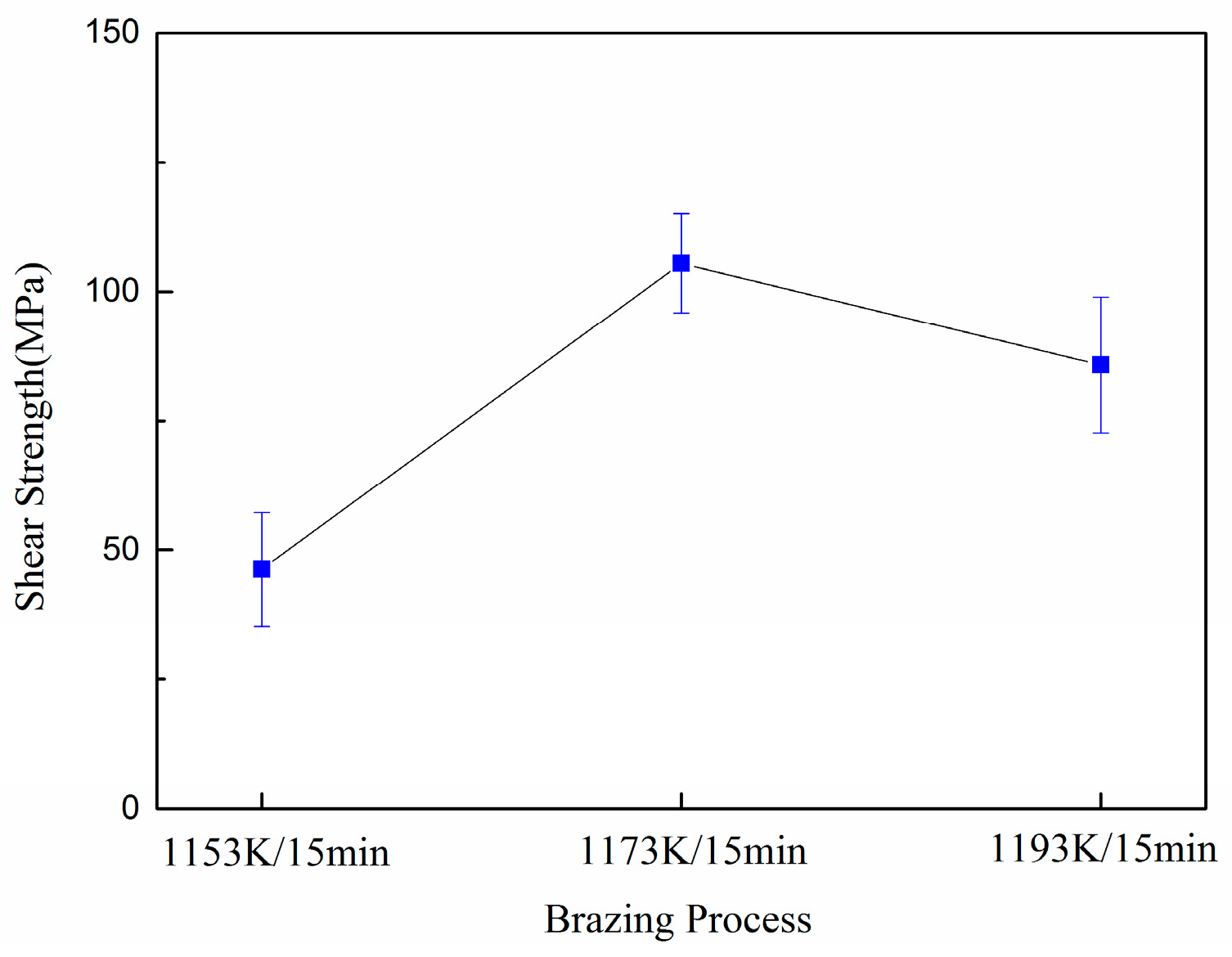
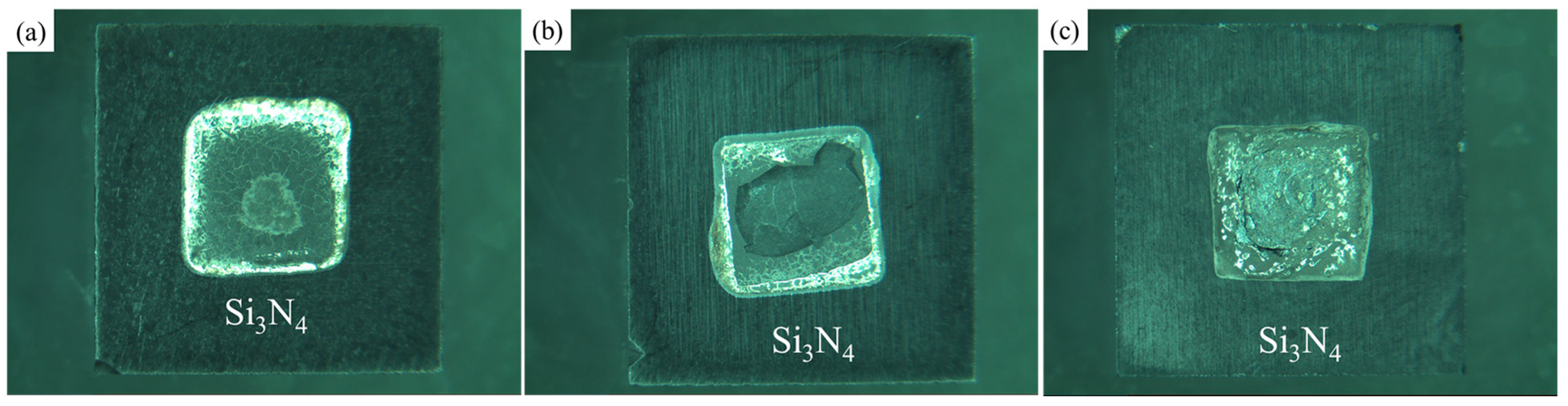
3.2. Mechanical Properties of TiAl/AgCu/Si3N4 Brazed Joints
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Yang, J.R.; Chen, R.R.; Ding, H.A.; Guo, J.J. Heat transfer and macrostructure formation of Nb containing TiAl alloy directionally solidified by square cold crucible. Intermetallics 2013, 42, 184–191. [Google Scholar] [CrossRef]
- Zhu, D.D.; Dong, D.; Ni, C.Y.; Zhang, D.F. Effect of wheel speed on the microstructure and nanohardness of rapidly solidified Ti-48Al-2Cr alloy. Mater. Caract. 2015, 99, 243–247. [Google Scholar] [CrossRef]
- Yang, J.R.; Wang, X.Y.; Cao, B.; Wu, Y.L.; Zhang, K.R. Tailoring the Microstructure of a β-Solidifying TiAl Alloy by Controlled Post-solidification Isothermal Holding and Cooling. Metall. Mater. Trans. A 2017, 48, 5095–5105. [Google Scholar] [CrossRef]
- Ding, J.; Zhang, M.H.; Liang, Y.F.; Ren, Y. Enhanced high-temperature tensile property by gradient twin structure of duplex high-Nb-containing TiAl alloy. Acta Mater. 2018, 161, 1–11. [Google Scholar] [CrossRef]
- Mohsen, S.; Ayman, A.S.; Daniel, P.S.; Ulf, A.; John, J.L. Effects of HIP on microstructural heterogeneity, defect distribution and mechanical properties of additively manufactured EBM Ti-48Al-2Cr-2Nb. J. Alloys Compd. 2017, 729, 1118–1135. [Google Scholar]
- Ken, C.; Ryota, K.; Jong, Y.O.; Hiroyuki, Y.Y.; Masao, T. Influence of unique layered microstructure on fatigue properties of Ti-48Al-2Cr-2Nb alloys fabricated by electron beam melting. Intermetallics 2018, 95, 1–10. [Google Scholar]
- Sunderkotter, J.D.; Schmutzler, H.J.; Haanappei, V.A.C.; Hofman, R.; Stroosnijder, M.F. The high-temperature oxidation behaviour of Ti-47Al-2Cr-0.2Si and Ti-48Al-2Cr-2Nb compared with Ti-48Al-2Cr. Intermetallics 1997, 5, 525–534. [Google Scholar] [CrossRef]
- Schwaighofer, E.; Clmens, H.; Mayer, S.; Lindemann, J. Microstructural design and mechanical properties of a cast and heat-treated intermetallic multi-phase γ-TiAl based alloy. Intermetallics 2014, 44, 128–140. [Google Scholar] [CrossRef]
- Goral, M.; Swadzba, L.; Moskal, G.; Jarczyk, G.; Aguilar, J. Diffusion aluminide coatings for TiAl intermetallic turbine blades. Intermetallics 2011, 19, 744–747. [Google Scholar] [CrossRef]
- Nikitina, M.A.; Islamgaliev, R.K.; Sitdikov, V.D. Thermal stability of TiAl-based intermetallic alloys subjected to high pressure torsion. Mater. Sci. Eng. A 2016, 651, 306–310. [Google Scholar] [CrossRef]
- Dong, D.; Zhu, D.D.; Zheng, H.X.; Wang, G. Brazing TiC/Ti matrix composite using TiNi eutectic braze alloy. Vacuum 2018, 156, 411–418. [Google Scholar] [CrossRef]
- Zhang, S.Y.; Yuan, Y.; Su, Y.Y.; Song, X.R. Interfacial microstructure and mechanical properties of brazing carbon/carbon composites to stainless steel using diamond particles reinforced Ag-Cu-Ti brazing alloy. J. Alloys Compd. 2017, 719, 108–115. [Google Scholar] [CrossRef]
- Song, X.R.; Li, H.J.; Zeng, X.R.; Zhang, L.L. Brazing of C/C composites to Ti6Al4V using graphene nanoplatelets reinforced TiCuZrNi brazing alloy. Mater. Lett. 2016, 183, 232–235. [Google Scholar] [CrossRef]
- Cheniti, B.; Miroud, D.; Badji, R.; Allou, D. Effect of brazing current on microstructure and mechanical behavior of WC-Co/AISI 1020 steel TIG brazed joint. Int. J. Refract. Met. Hard Metar. 2017, 64, 210–218. [Google Scholar] [CrossRef]
- Osipv, V.V.; Luckyashin, K.E.; Shitov, V.A.; Maksimov, R.N. Two-step thermal diffusional bonding of transparent Nd:YAG ceramics. Mater. Lett. 2016, 167, 81–84. [Google Scholar] [CrossRef]
- Tan, C.W.; Yang, J.Y.; Zhao, X.Y. Influence of Ni coating on interfacial reactions and mechanical properties in laser welding-brazing of Mg/Ti butt joint. J. Alloys Compd. 2018, 764, 186–201. [Google Scholar] [CrossRef]
- Saivo, M.; Casaiegno, V.; Suess, M.; Gozzelin, L.; Wilhelmi, C. Laser surface nanostructuring for reliable Si3N4/Si3N4 and Si3N4/Invar joined components. Ceram. Int. 2018, 44, 12081–12087. [Google Scholar]
- Martinavicius, A.; Van, H.P.; Danoix, R.; Redjaimia, A.; Danoix, F. Mechanism of Si3N4 precipitation in nitrided Fe-Si alloys: A novel example of particle-stimulated-nucleation. Mater. Lett. 2017, 189, 25–27. [Google Scholar] [CrossRef]
- Kgoete, F.M.; Popoola, A.P.I.; Fayomi, O.S.I.; Adebiyi, I.D. Influence of Si3N4 on Ti-6Al-4V via spark plasma sintering: Microstructure, corrosion and thermal stability. J. Alloys Compd. 2018, 763, 322–328. [Google Scholar] [CrossRef]
- Collins, M.N.; Punch, J. Surface finish effect on reliability of SAC 305 soldered chip resistors. Solder Surf. Mt. Technol. 2012, 24, 240–248. [Google Scholar] [CrossRef]
- Zhao, Y.X.; Song, X.G.; Tan, C.W.; Hu, S.P.; Feng, J.C. Microstructural evolution of Si3N4/Ti6Al4V joints brazed with nano-Si3N4 reinforced AgCuTi composite filler. Vacuum 2017, 142, 58–65. [Google Scholar] [CrossRef]
- Liu, M.X.; Liu, C.F.; Zhang, J.; Tao, R.; Qi, Q. Microstructure and mechanical properties of BN-Si3N4 and AlON joints brazed with Ag-Cu-Ti filler alloy. J. Eur. Ceram. Soc. 2018, 38, 1265–1270. [Google Scholar] [CrossRef]
- Paulasto, M.; Kivilahti, J.K. Formation of interfacial microstructure in brazing of Si3N4 with Ti-activated Ag-Cu filler alloys. Scr. Metall. Mater. 1995, 32, 1209–1214. [Google Scholar] [CrossRef]
- Dai, X.Y.; Cao, J.; Liu, J.K.; Su, S.; Feng, J.C. Effect of holding time on microstructure and mechanical properties of ZrO2/TiAl joints brazed by Ag–Cu filler metal. Mater. Des. 2015, 87, 53–59. [Google Scholar] [CrossRef]
- Yang, Z.W.; He, P.; Zhang, L.X.; Feng, J.C. Microstructural evolution and mechanical properties of the joint of TiAl alloys and C/SiC composites vacuum brazed with Ag–Cu filler metal. Mater. Charact. 2011, 62, 825–832. [Google Scholar] [CrossRef]
- Liu, C.F.; Zhang, J.; Zhou, Y.; Meng, Q.C.; NaKa, M. Effect of Ti content on microstructure and strength of Si3N4/Si3N4 joints brazed with Cu-Pd-Ti filler metals. Mater. Sci. Eng. A 2008, 491, 483–487. [Google Scholar] [CrossRef]
- Song, X.G.; Zhao, Y.X.; Hu, S.P.; Cao, J.; Feng, J.C. Wetting of AgCu-Ti filler on porous Si3N4 ceramic and brazing of the ceramic to TiAl alloy. Ceram. Int. 2018, 44, 4622–4629. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Phase | Al | Ti | Ag | Cu | Si | N | Nb | Cr | Possible Phase |
|---|---|---|---|---|---|---|---|---|---|
| A | 48.0 | 49.6 | - | - | - | - | 1.4 | 1.0 | γ-TiAl |
| B | 5.6 | 6.0 | 75.1 | 12.3 | - | - | 0.1 | 0.9 | Ag-rich |
| C | 23.5 | 26.6 | 0.6 | 47.4 | - | - | 0.8 | 1.1 | AlCu2Ti |
| D | 8.4 | 7.7 | 22.4 | 59.7 | - | - | 0.5 | 1.3 | AlCu2Ti + Cu(s,s) |
| E | 4.8 | 3.8 | 71.3 | 13.5 | 2.0 | 3.2 | 0.4 | 1.0 | Ag-rich |
| F | 24.6 | 0.5 | 21.6 | 51.5 | 0.1 | - | 0.5 | 1.2 | Cu rich phase |
| G | 0.2 | 59.4 | 4.7 | 2.3 | 15.6 | 17.5 | 0.1 | 0.2 | TiN + Ti5Si3 |
| H | 5.3 | 3.2 | 1.0 | 1.1 | 52.9 | 35.1 | 0.3 | 1.1 | Si3N4 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dong, D.; Zhu, D.; Wang, Y.; Wang, G.; Wu, P.; He, Q. Microstructure and Shear Strength of Brazing TiAl/Si3N4 Joints with Ag-Cu Binary Alloy as Filler Metal. Metals 2018, 8, 896. https://doi.org/10.3390/met8110896
Dong D, Zhu D, Wang Y, Wang G, Wu P, He Q. Microstructure and Shear Strength of Brazing TiAl/Si3N4 Joints with Ag-Cu Binary Alloy as Filler Metal. Metals. 2018; 8(11):896. https://doi.org/10.3390/met8110896
Chicago/Turabian StyleDong, Duo, Dongdong Zhu, Ye Wang, Gang Wang, Peng Wu, and Qing He. 2018. "Microstructure and Shear Strength of Brazing TiAl/Si3N4 Joints with Ag-Cu Binary Alloy as Filler Metal" Metals 8, no. 11: 896. https://doi.org/10.3390/met8110896
APA StyleDong, D., Zhu, D., Wang, Y., Wang, G., Wu, P., & He, Q. (2018). Microstructure and Shear Strength of Brazing TiAl/Si3N4 Joints with Ag-Cu Binary Alloy as Filler Metal. Metals, 8(11), 896. https://doi.org/10.3390/met8110896