The Wear Properties of TiC/Al-Based Composite Coating Applied by Laser Cladding



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
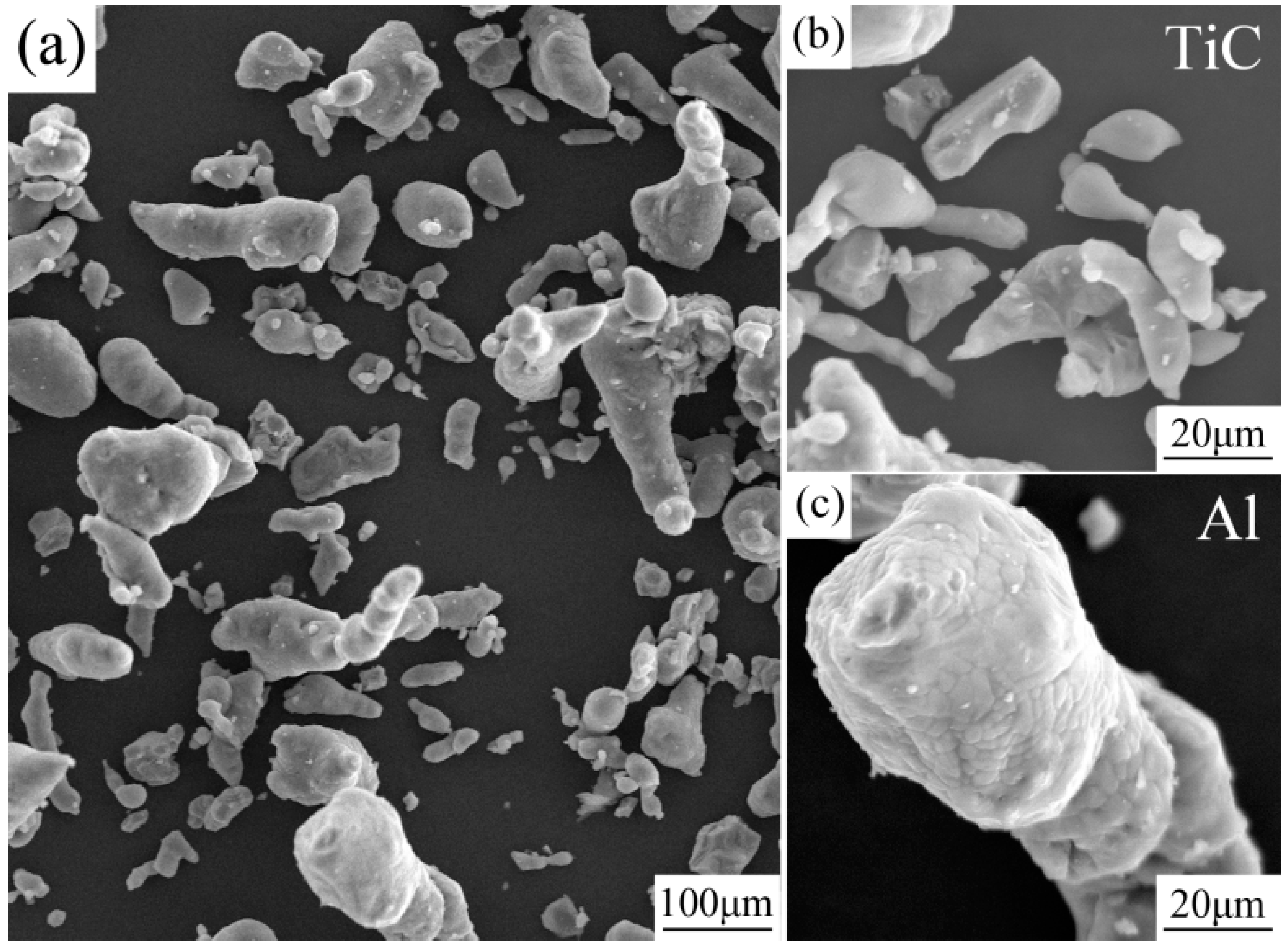
2.1. Materials
2.2. Microstructural Characterization
2.3. Evaluation of Mechanical Properties
3. Results and Discussion
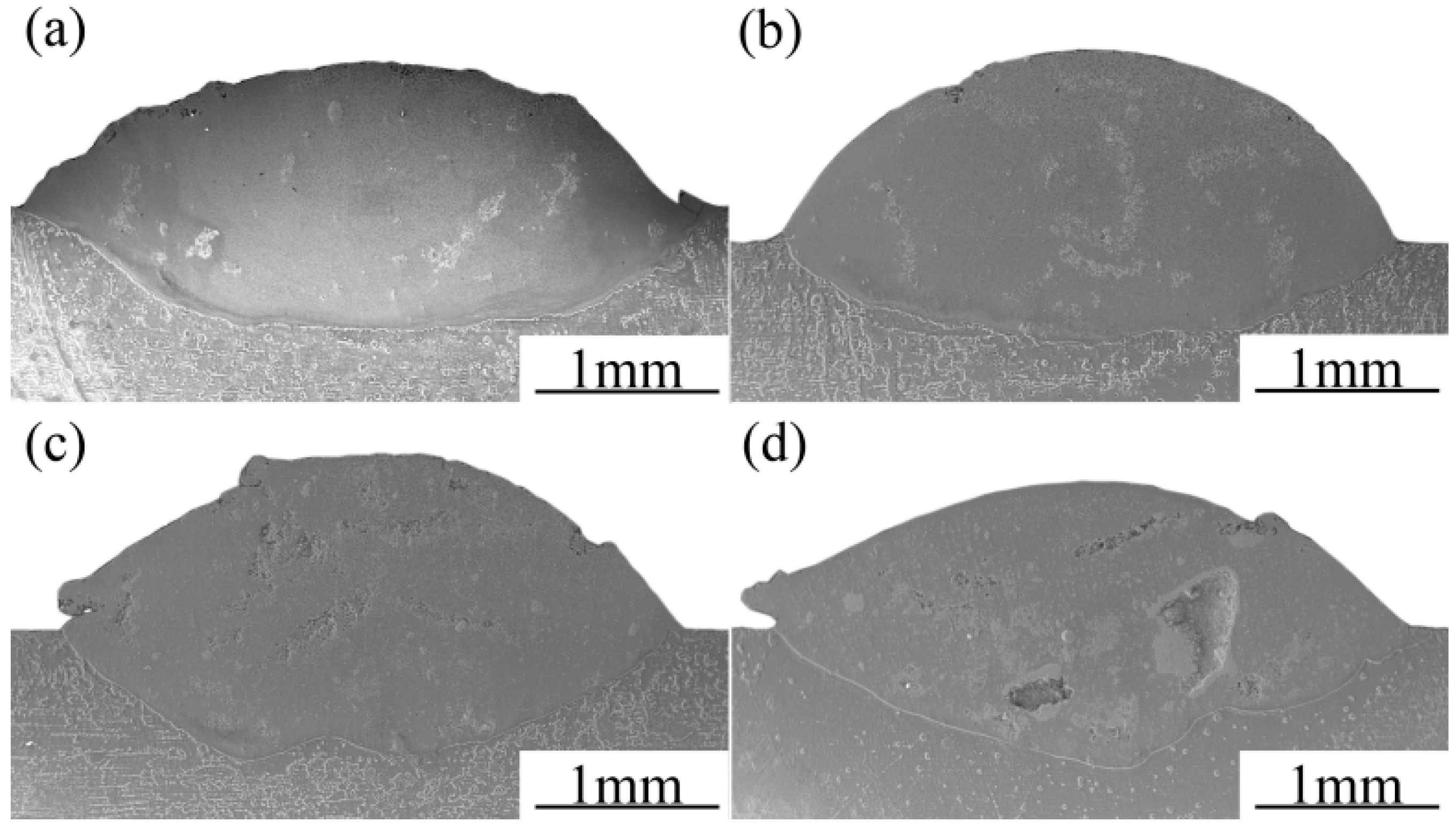
3.1. Micro-Structure of Composite Coating
3.2. Mechanical Properties of the Coating
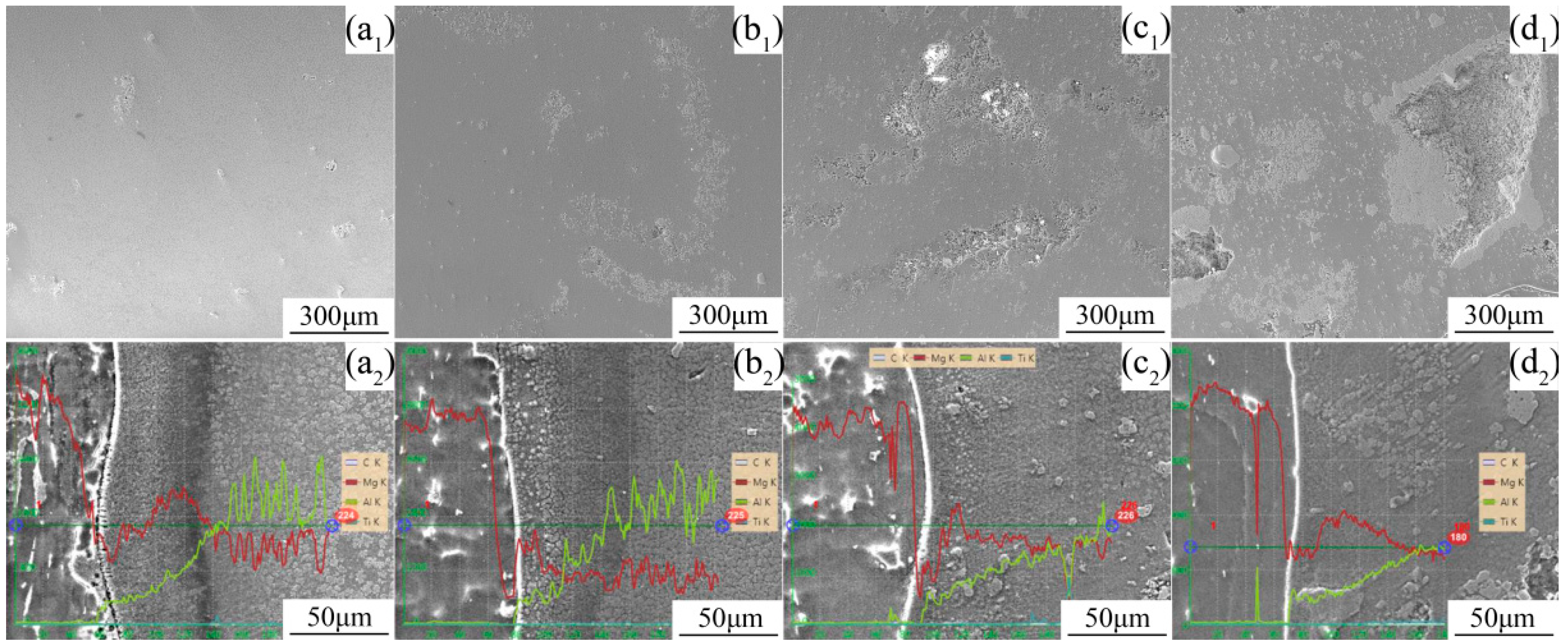
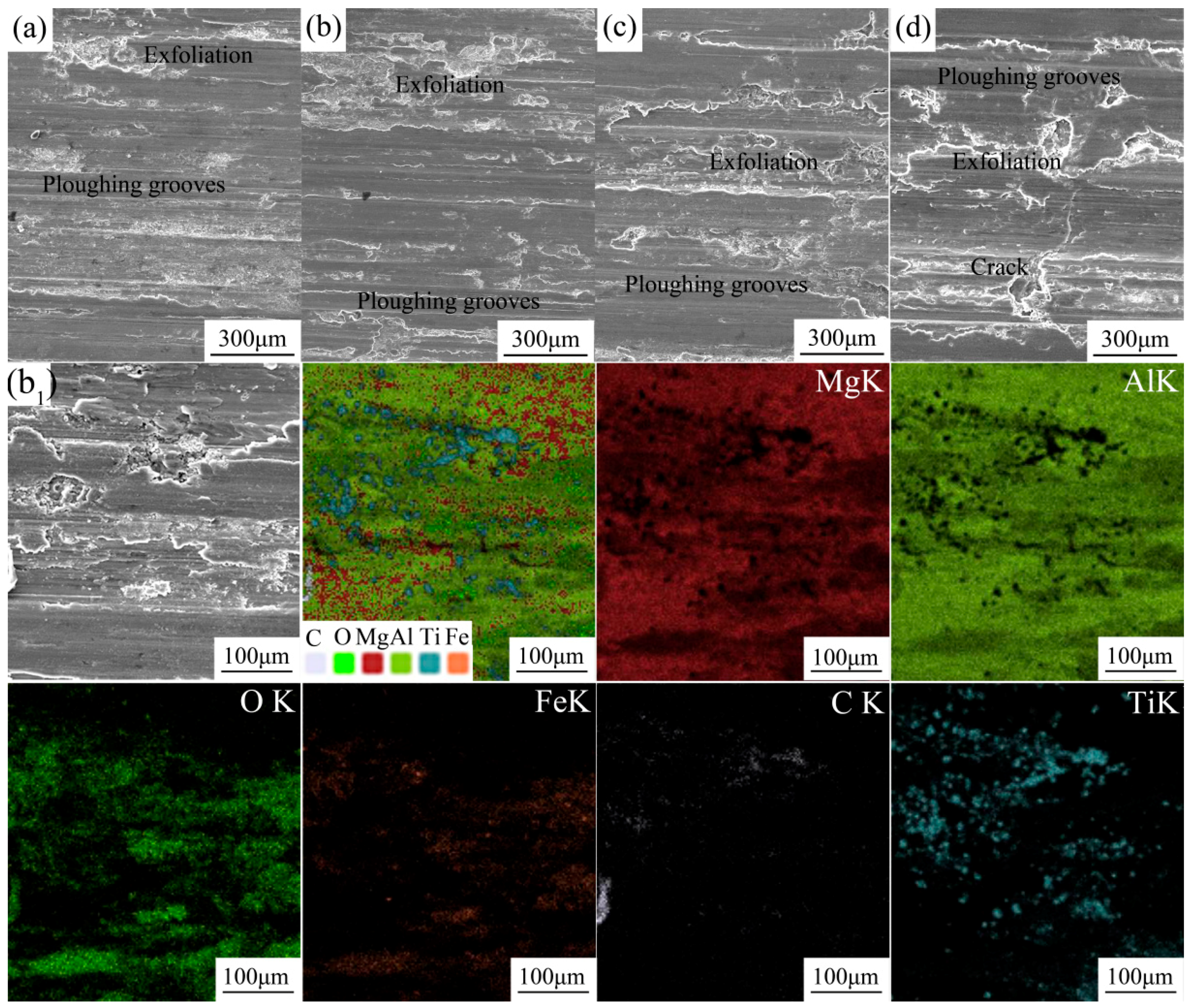
3.3. Wear Mechanism Analysis
4. Conclusions
- (1)
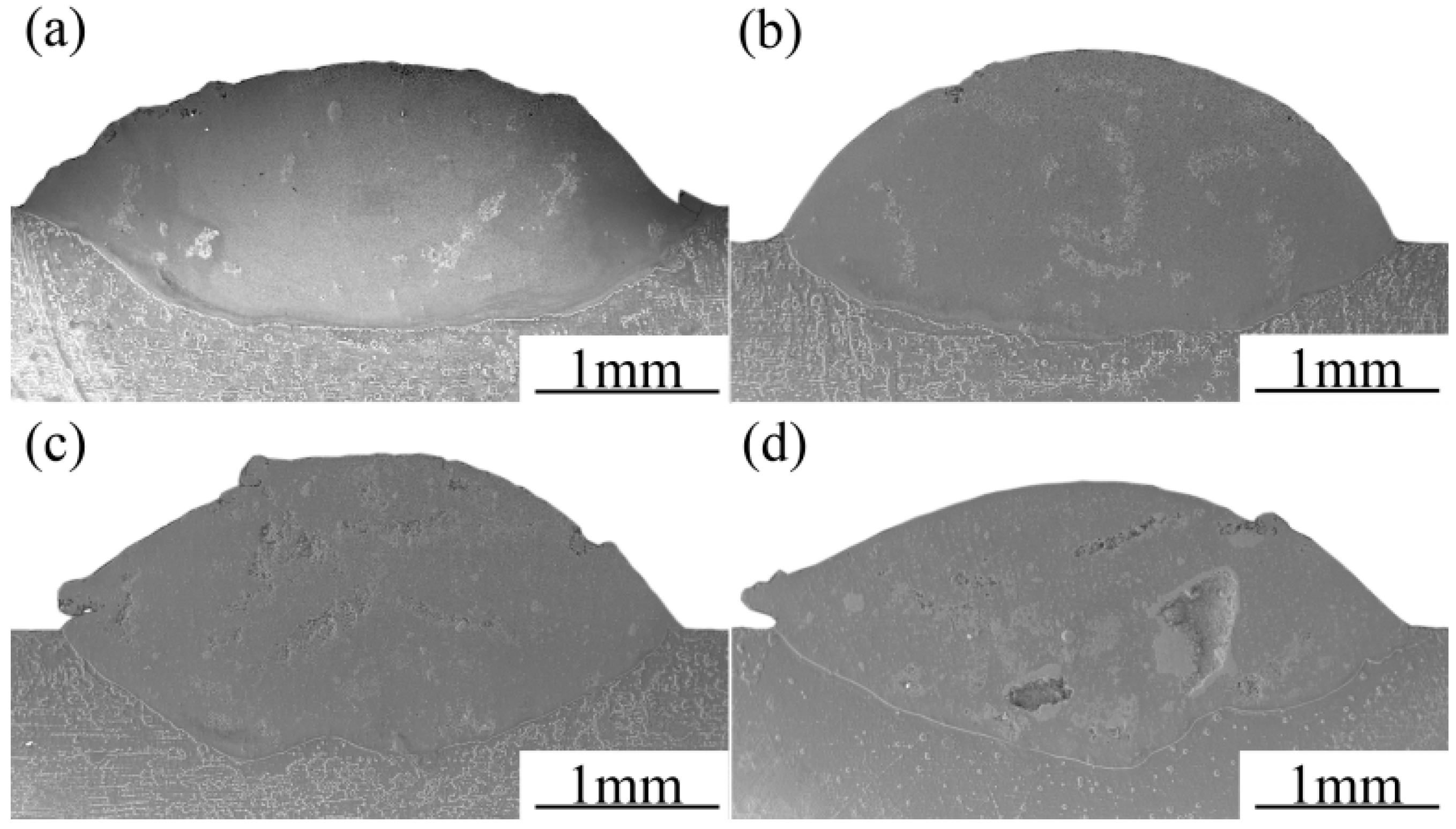
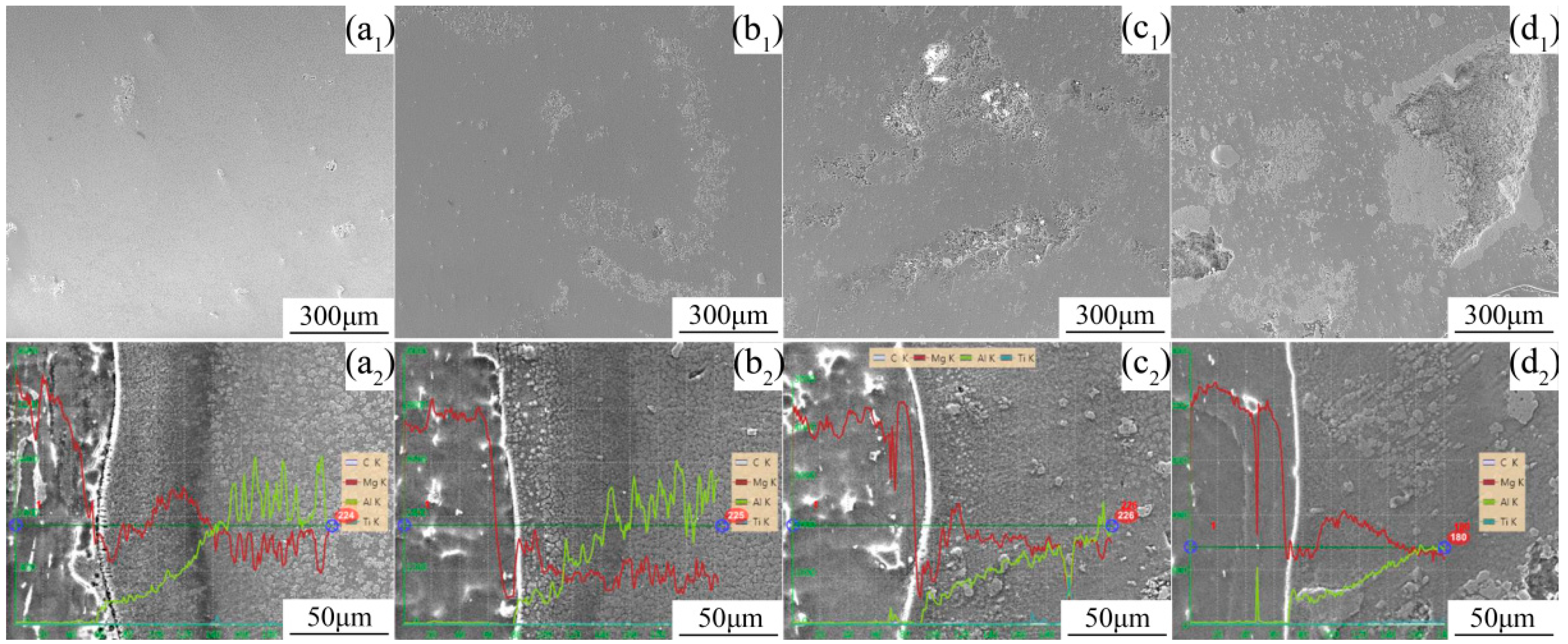
- The difference of coefficient of thermal expansion between TiC ceramic particles and coating metal caused a particle agglomeration phenomenon in the laser cladding processing.
- (2)
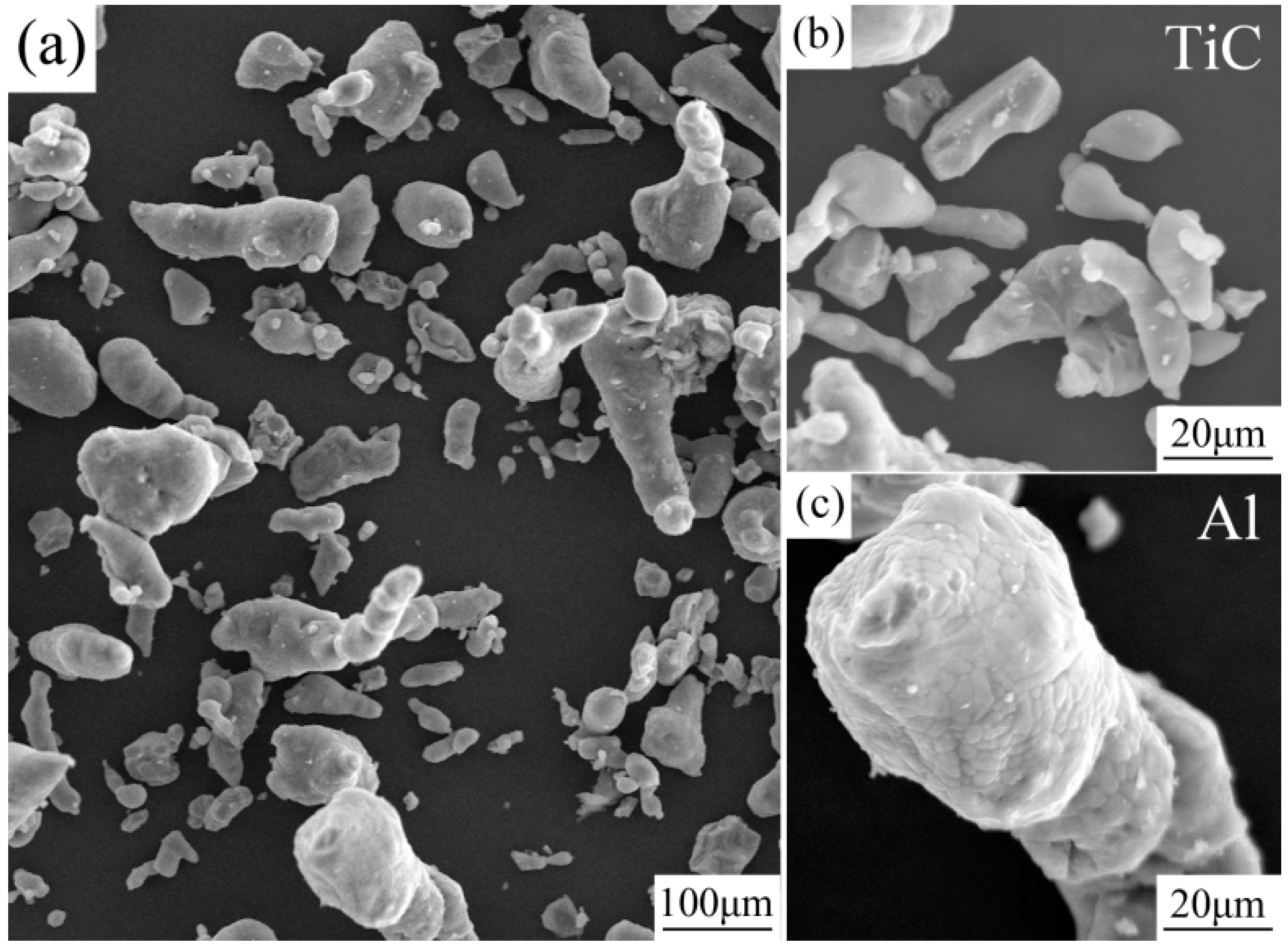
- TiC ceramic particles have many distribution patterns in the composite coatings.
- (3)
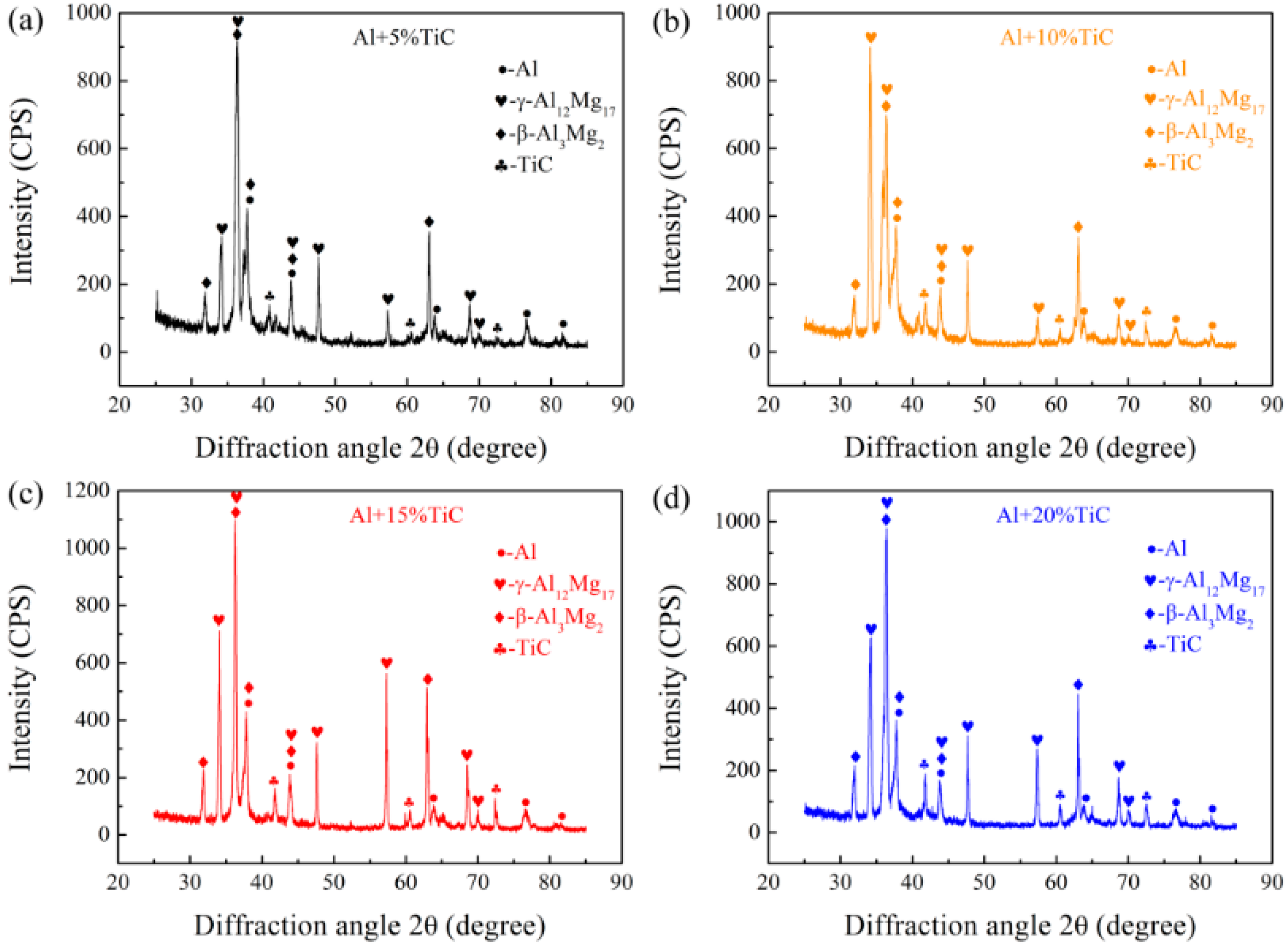
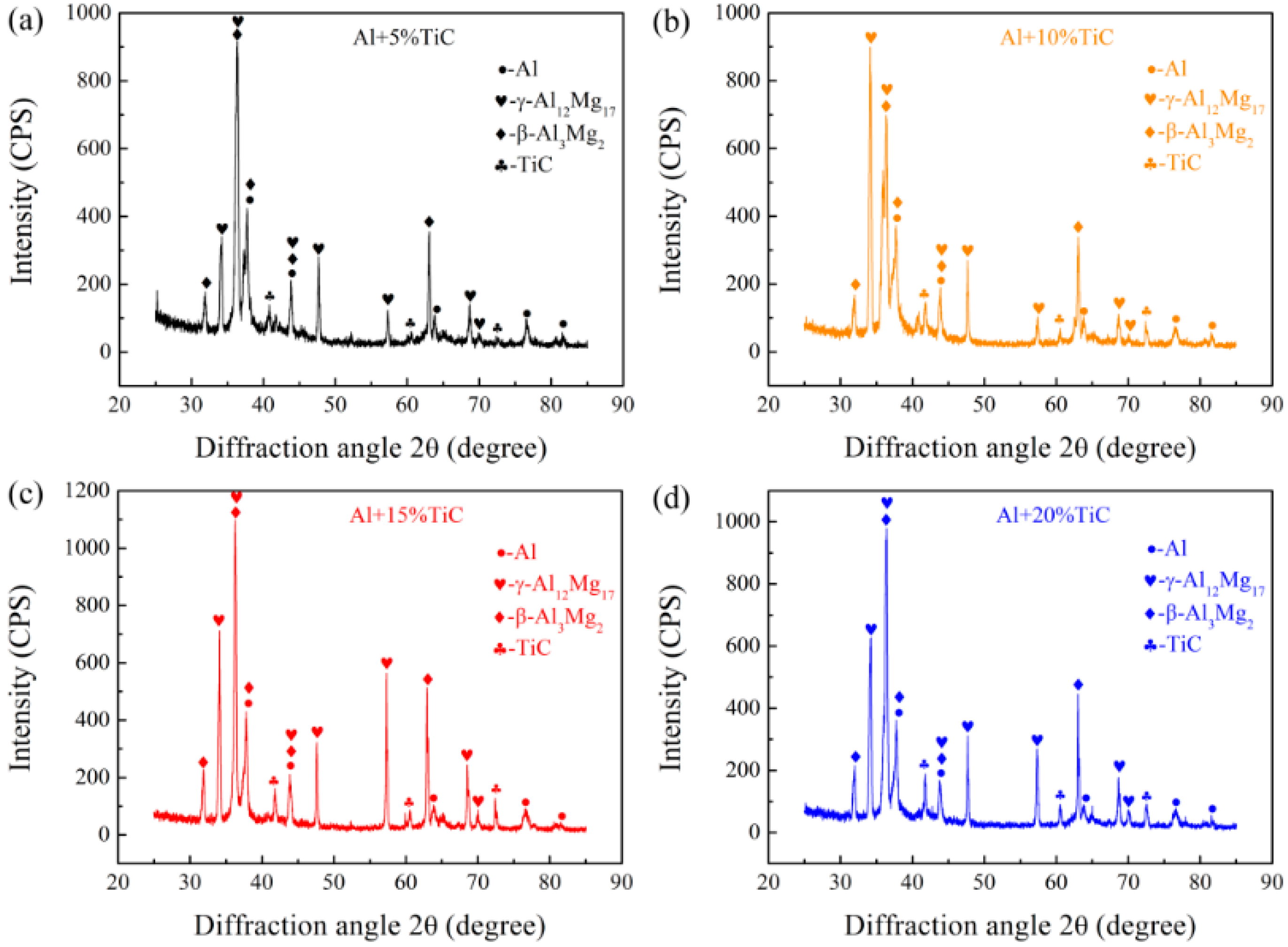
- The phases of cladding metal mainly consist of Al, γ-Al12Mg17, β-Al3Mg2, and TiC.
- (4)
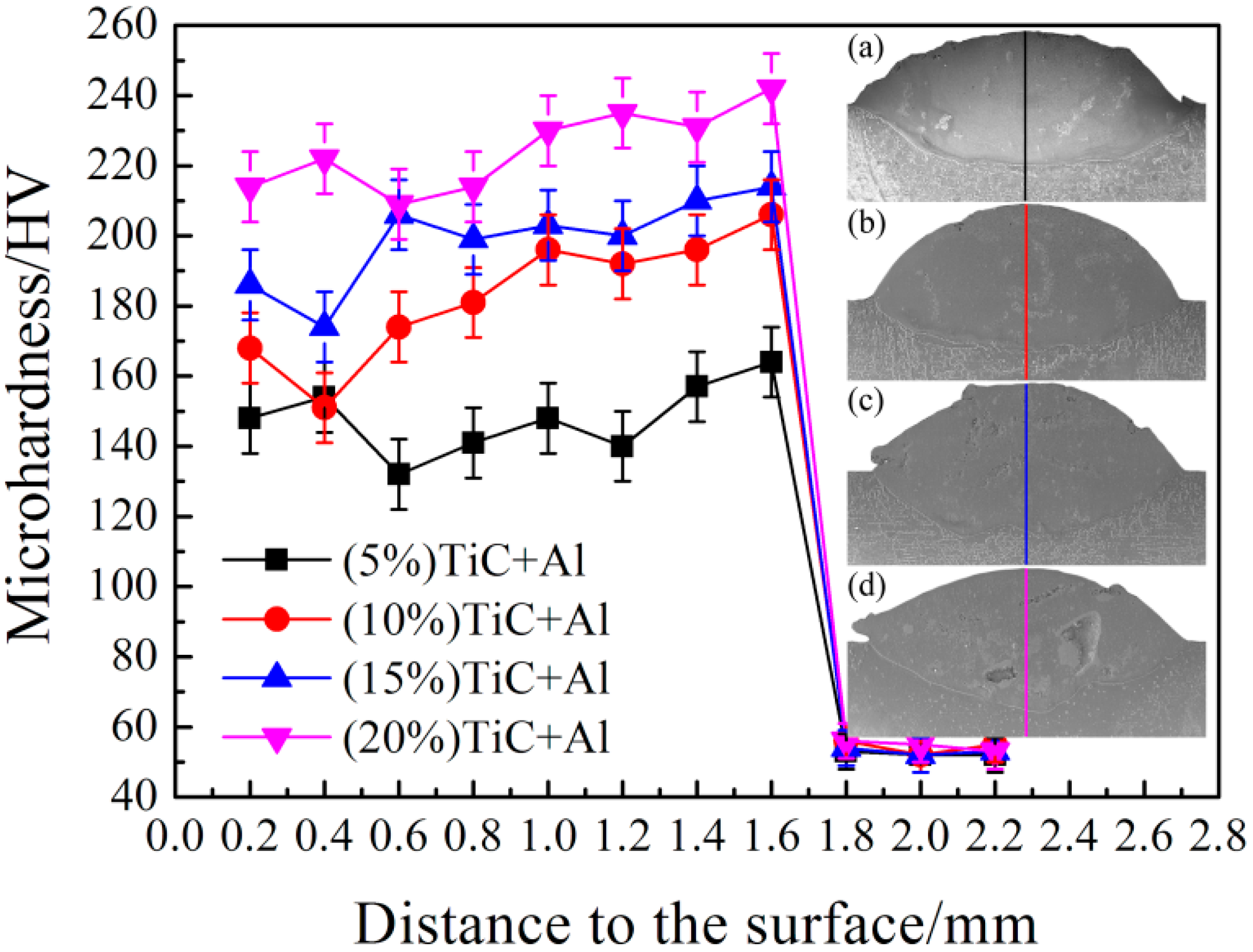
- The microhardness of the cladding layer increases with increasing TiC ceramic particle content.
- (5)
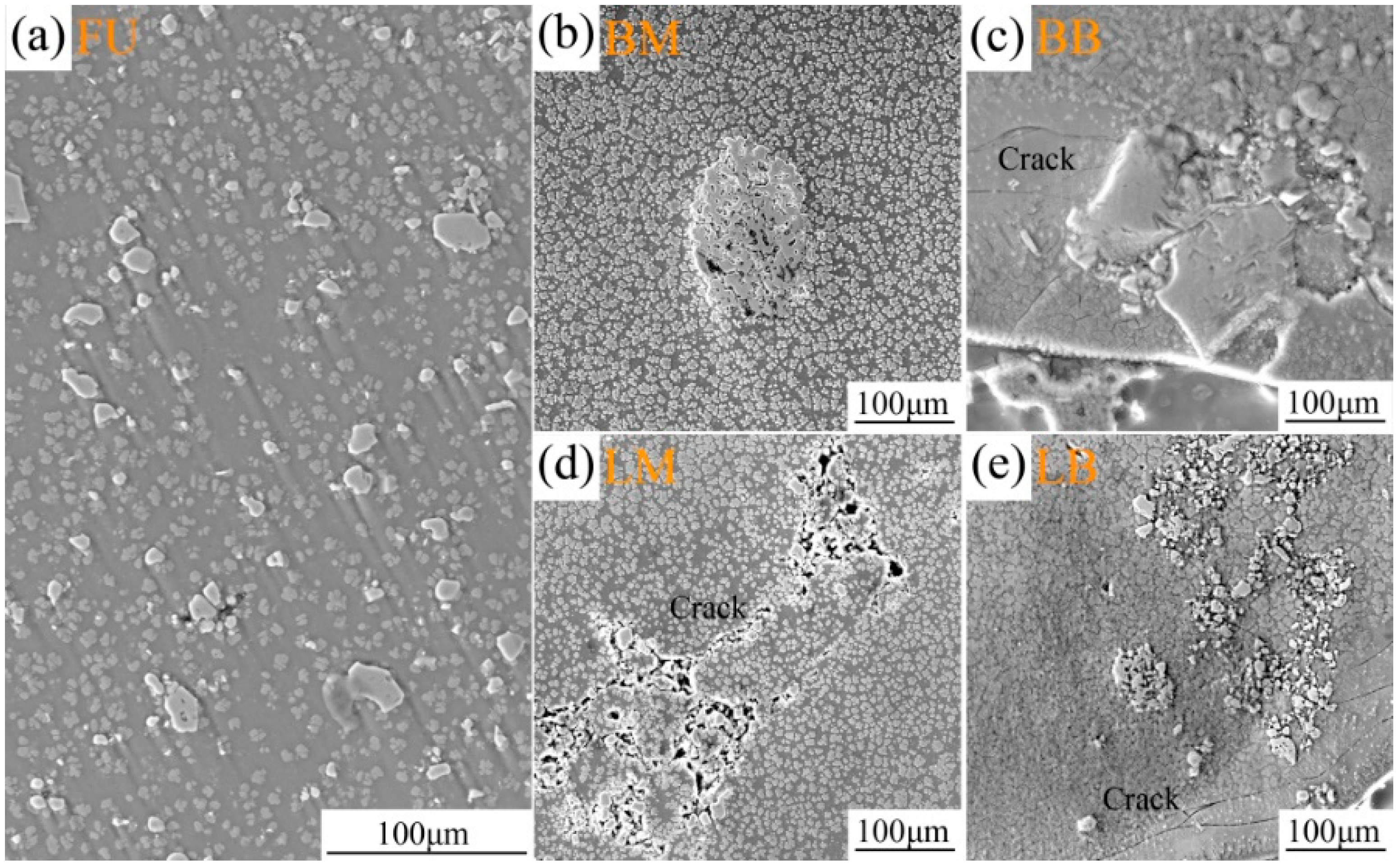
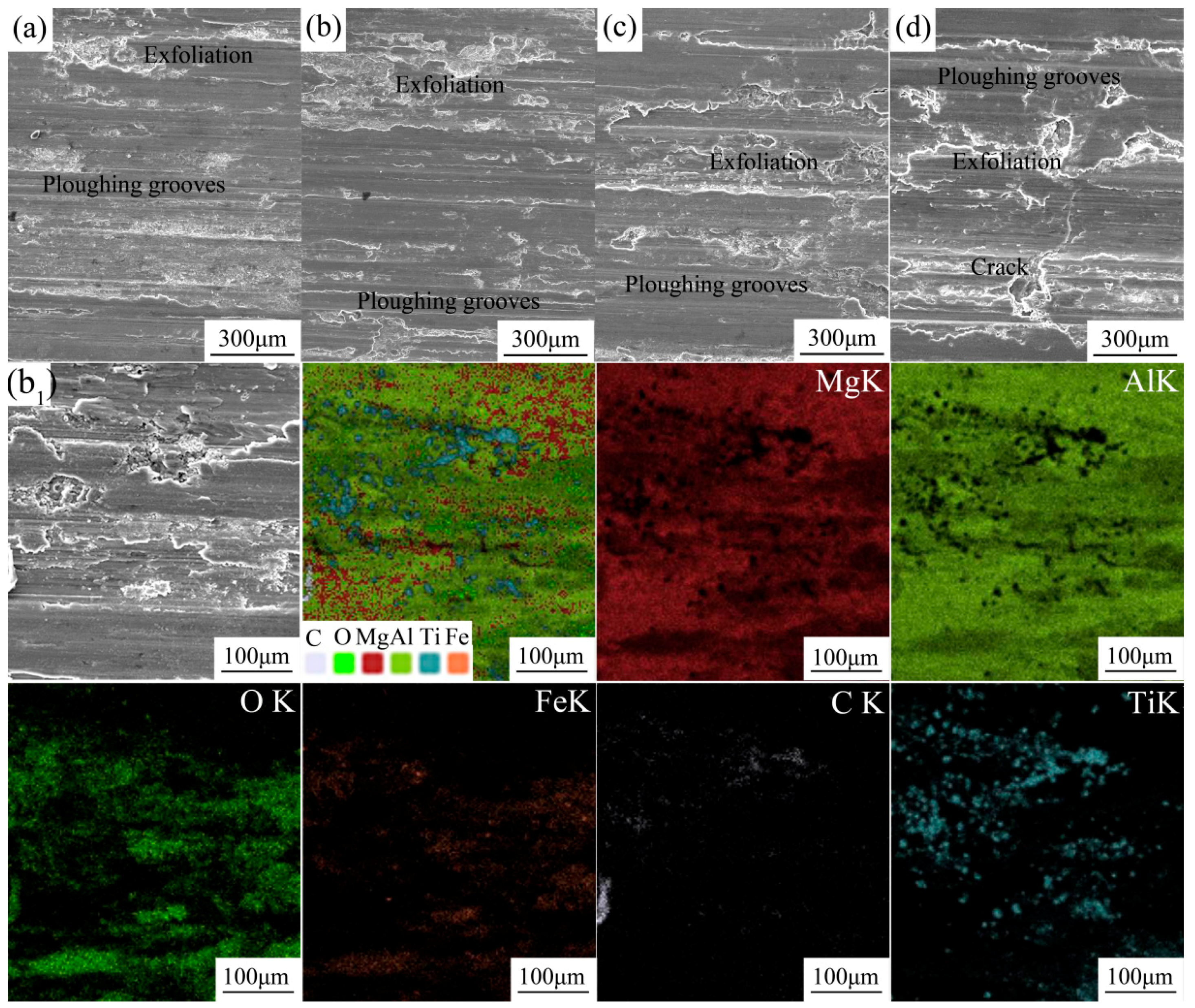
- The agglomeration behavior of TiC ceramic particles greatly affects the wear resistance of the coatings.
Author Contributions
Funding
Conflicts of Interest
References
- Chen, E.; Zhang, K.; Zou, J. Laser Cladding of a Mg Based Mg–Gd–Y–Zr Alloy with Al–Si Powders. Appl. Surf. Sci. 2016, 367, 11–18. [Google Scholar] [CrossRef]
- Riquelme, A.; Escalera-Rodriguez, M.D.; Rodrigo, P.; Rams, J. Role of Laser Cladding Parameters in Composite Coating (Al-SiC) on Aluminum Alloy. J. Therm. Spray. Tech. 2016, 25, 1177–1191. [Google Scholar] [CrossRef]
- Sun, R.J.; Guan, Y.C.; Zhu, Y. Development of Laser Surface Technologies for Anti-corrosion on Magnesium Alloys: A Review. Surf. Rev. Lett. 2016, 23, 1–17. [Google Scholar] [CrossRef]
- Rolink, G.; Weisheit, A.; Biermann, T.; Bobzin, K.; Ote, M.; Linke, T.F.; Schulz, C.; Kelbassa, I. Investigations of Laser Clad, Thermal Sprayed and Laser Remelted AlSi20-Coatings on Magnesium Alloy AZ31B under Constant and Cycling Thermal Load. Surf. Coat. Tech. 2014, 259, 751–758. [Google Scholar] [CrossRef]
- Liang, Y.; Hu, S.S.; Shen, J.Q.; Zhang, H.; Wang, P. Geometrical and Microstructural Characteristics of the TIG-CMT Hybrid Welding in 6061 Aluminum Alloy Cladding. J. Mater. Process. Tech. 2017, 239, 18–30. [Google Scholar] [CrossRef]
- Feng, Y.Q.; Luo, Z.; Li, Y.; Ling, Z.X. A Novel Method for Resistance Plug Welding of 7075 Aluminum Alloy. Mater. Manuf. Process. 2016, 31, 2077–2083. [Google Scholar] [CrossRef]
- Wang, L.L.; Jin, L.; Huang, W.J.; Xu, M.; Xue, J.X. Effect of Thermal Frequency on AA6061 Aluminum Alloy Double Pulsed Gas Metal Arc Welding. Mater. Manuf. Process. 2016, 31, 2152–2157. [Google Scholar] [CrossRef]
- Wu, G.; Xu, R.; Kai, F. Retardation of Surface Corrosion of Biodegradable Magnesium-Based Materials by Aluminum Ion Implantation. Appl. Surf. Sci. 2012, 258, 7651–7657. [Google Scholar] [CrossRef]
- Liu, S.; Zhou, Y.F.; Xing, X.L.; Wang, J.B.; Yang, Q.X. Refining Effect of TiC on Primary M7C3 in Hypereutectic Fe-Cr-C Harden-Surface Welding Coating: Experimental Research and First-principles Calculation. J. Alloy. Compd. 2017, 691, 239–249. [Google Scholar] [CrossRef]
- Riquelme, A.; Rodrigo, P.; Escalera-Rodriguez, M.D.; Rams, J. Analysis and Optimization of Process Parameters in Al-SiCp Laser Cladding. Opt. Laser. Eng. 2016, 78, 165–173. [Google Scholar] [CrossRef]
- Sun, R.L.; Niu, W.; Lei, Y.W. Microstructure and Wear Resistance of Laser Clad Al-Si plus SiC Coatings on an AZ91D alloy. Laser. Eng. 2014, 28, 35–43. [Google Scholar]
- Zhu, R.D.; Li, Z.Y.; Li, X.X.; Sun, Q. Microstructure and Properties of the Low-Power-laser Clad Coatings on Magnesium Alloy with different amount of Rare Earth Addition. Appl. Surf. Sci. 2015, 353, 405–413. [Google Scholar] [CrossRef]
- Tan, C.; Zhu, H.; Kuang, T.; Shi, J.; Liu, H.; Liu, Z. Laser cladding al-based amorphous-nanocrystalline composite coatings on az80 magnesium alloy under water cooling condition. J. Alloy. Compd. 2017, 690, 108–115. [Google Scholar] [CrossRef]
- Wang, A.A.; Sircar, S.; Mazumder, J. Laser cladding of mg-al alloys. J. Mater. Sci. 1993, 28, 5113–5122. [Google Scholar] [CrossRef]
- Tan, H.; Luo, Z.; Li, Y.; Yan, F.; Duan, R.; Huang, Y. Effect of Strengthening Particles on the Dry Sliding Wear Behavior of Al2O3-M7C3/Fe Metal Matrix Composite Coatings Produced by Laser Cladding. Wear 2015, 324, 36–44. [Google Scholar] [CrossRef]
- Liu, K.; Li, Y.J.; Wang, J.; Ma, Q.S. Effect of High Dilution on the in Situ Synthesis of Ni-Zr/Zr-Si (B,C) Reinforced Composite Coating on Zirconium Alloy Substrate by Laser Cladding. Mater. Des. 2015, 87, 66–74. [Google Scholar] [CrossRef]
- Lin, Y.H.; Lei, Y.P.; Li, X.G.; Zhi, X.H.; Fu, H.G. A Study of TiB2/TiB Gradient Coating by Laser Cladding on Titanium Alloy. Opt. Laser. Eng. 2016, 82, 48–55. [Google Scholar] [CrossRef]
- Cai, Y.C.; Luo, Z.; Feng, M.M.Z.; Liu, M.Z.; Huang, Y.; Zeng, Y.D. The Effect of TiC/Al2O3 Composite Ceramic Reinforcement on Tribological Behavior of Laser Cladding Ni60Alloys Coatings. Surf. Coat. Tech. 2016, 291, 222–229. [Google Scholar] [CrossRef]
- Kulkarni, K.N.; Luo, A.A. Interdiffusion and Phase Growth Kinetics in Magnesium-aluminum Binary System. J. Phase. Equilib. Diff. 2013, 34, 104–115. [Google Scholar] [CrossRef]
- Cai, Y.C.; Luo, Z.; Zeng, Y.D. Influence of Deep Cryogenic Treatment on the Microstructure and Properties of AISI304 Austenitic Stainless Steel A-TIG Weld. Sci. Technol. Weld. Join. 2017, 22, 236–243. [Google Scholar] [CrossRef]
- Cao, R.; Wen, B.F.; Chen, J.H. Cold Metal Transfer Joining of Magnesium AZ31B-to-aluminum A6061-T6. Mater. Sci. Eng.-A. 2013, 560, 256–266. [Google Scholar] [CrossRef]

© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ao, S.; Wang, T.; Huang, Y.; Dai, Y.; Cai, Y.; Luo, Z. The Wear Properties of TiC/Al-Based Composite Coating Applied by Laser Cladding. Metals 2018, 8, 975. https://doi.org/10.3390/met8110975
Ao S, Wang T, Huang Y, Dai Y, Cai Y, Luo Z. The Wear Properties of TiC/Al-Based Composite Coating Applied by Laser Cladding. Metals. 2018; 8(11):975. https://doi.org/10.3390/met8110975
Chicago/Turabian StyleAo, Sansan, Tai Wang, Yizhe Huang, Yu Dai, Yangchuan Cai, and Zhen Luo. 2018. "The Wear Properties of TiC/Al-Based Composite Coating Applied by Laser Cladding" Metals 8, no. 11: 975. https://doi.org/10.3390/met8110975
APA StyleAo, S., Wang, T., Huang, Y., Dai, Y., Cai, Y., & Luo, Z. (2018). The Wear Properties of TiC/Al-Based Composite Coating Applied by Laser Cladding. Metals, 8(11), 975. https://doi.org/10.3390/met8110975