Finite Element Analysis of Forward Slip in Micro Flexible Rolling of Thin Aluminium Strips



Abstract
:1. Introduction
2. Analytical Modelling of Forward Slip in Micro Flexible Rolling
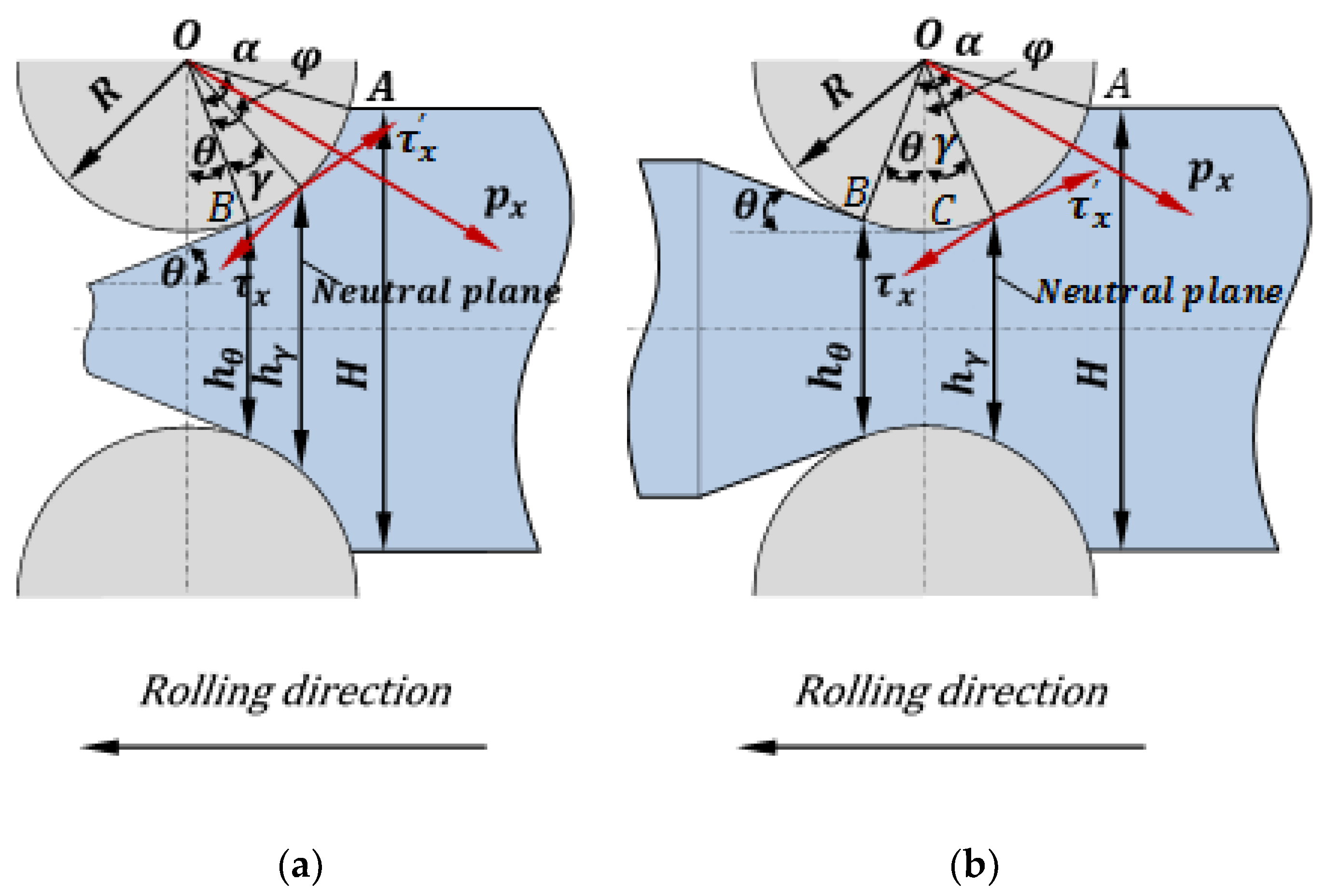
2.1. Determination of Neutral Angle
2.2. Determination of Forward Slip
3. Numerical Estimation of Forward Slip in Micro Flexible Rolling Based on Strip Marking Method
- (1)
- The strip is divided into several unit cubes, each containing a single nucleus.
- (2)
- The 3D Voronoi function in computational software MATLAB is in use to create Voronoi polyhedrons that take those nuclei as their mass centres.
- (3)
- Different types of mechanical properties are assigned to the Voronoi polyhedrons by means of MATLAB code to reflect the grained inhomogeneity in a real material.
- (4)
- MATLAB finally generates a Python file containing all the geometrical and topological information of the generated Voronoi tessellation together with property attribution of each individual polyhedron.
- (5)
- The Python script is imported to ABAQUS/CAE to complete the setup of grain aggregate with a range of mechanical properties.
4. Results and Discussion
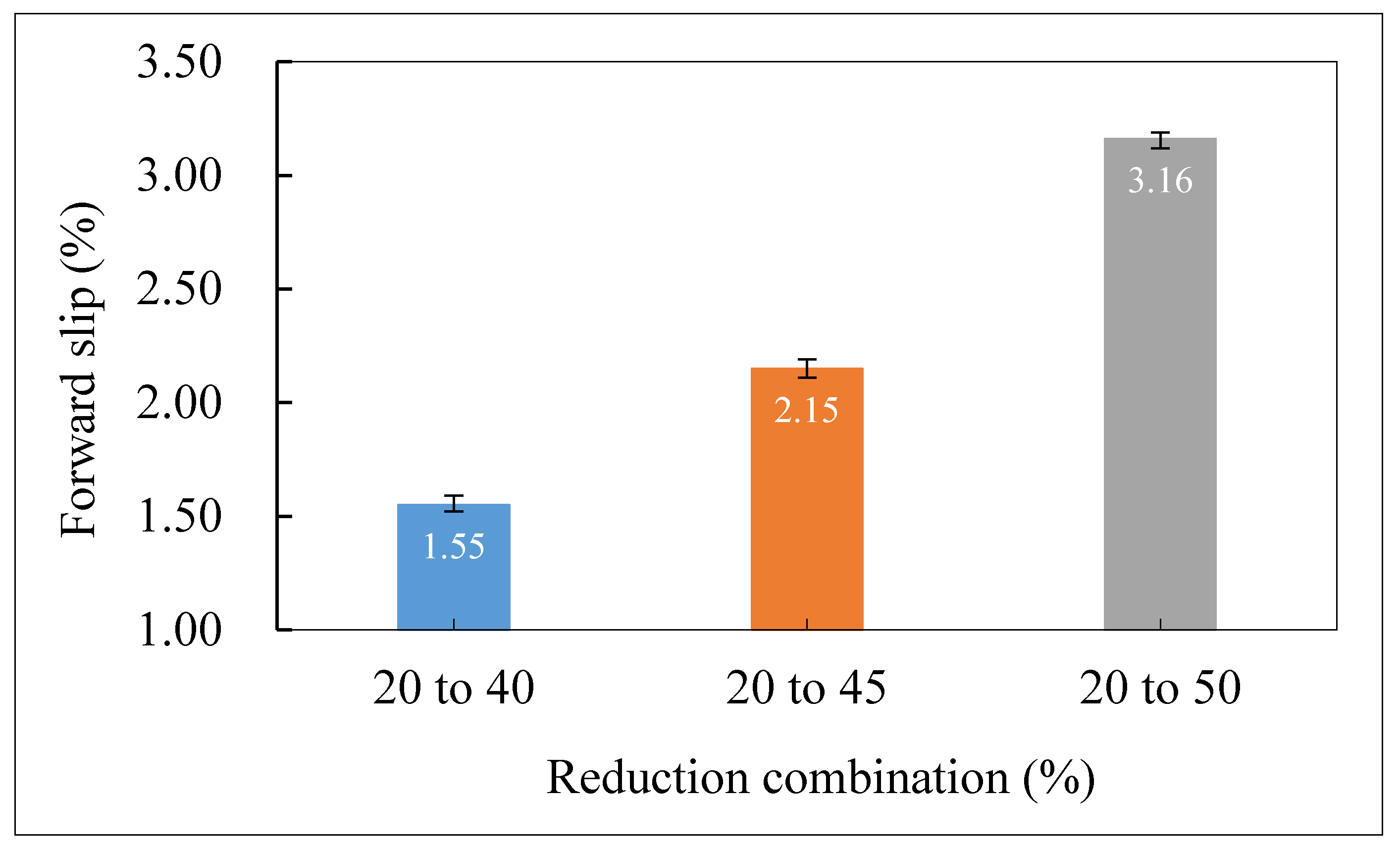
4.1. Effect of Reduction
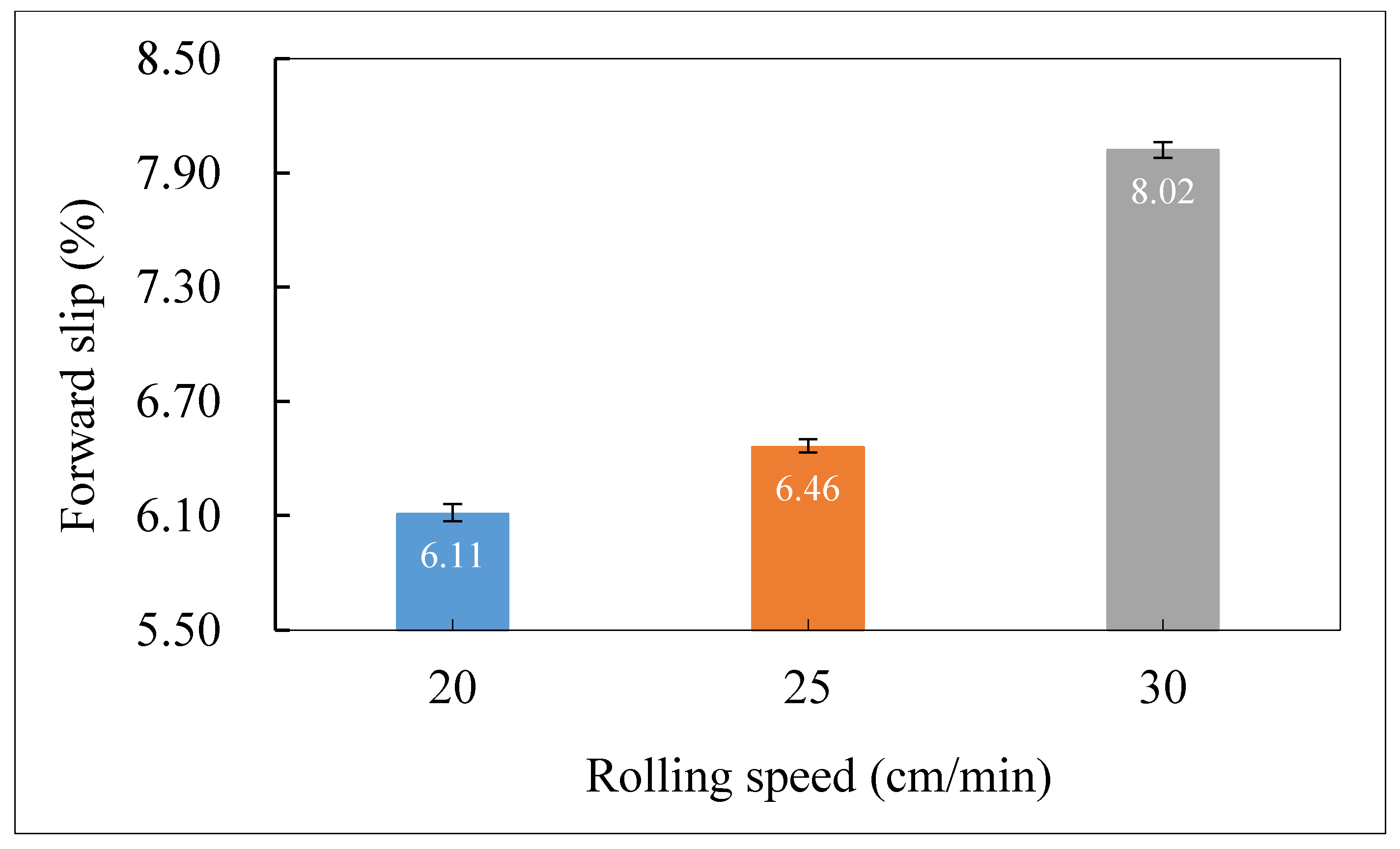
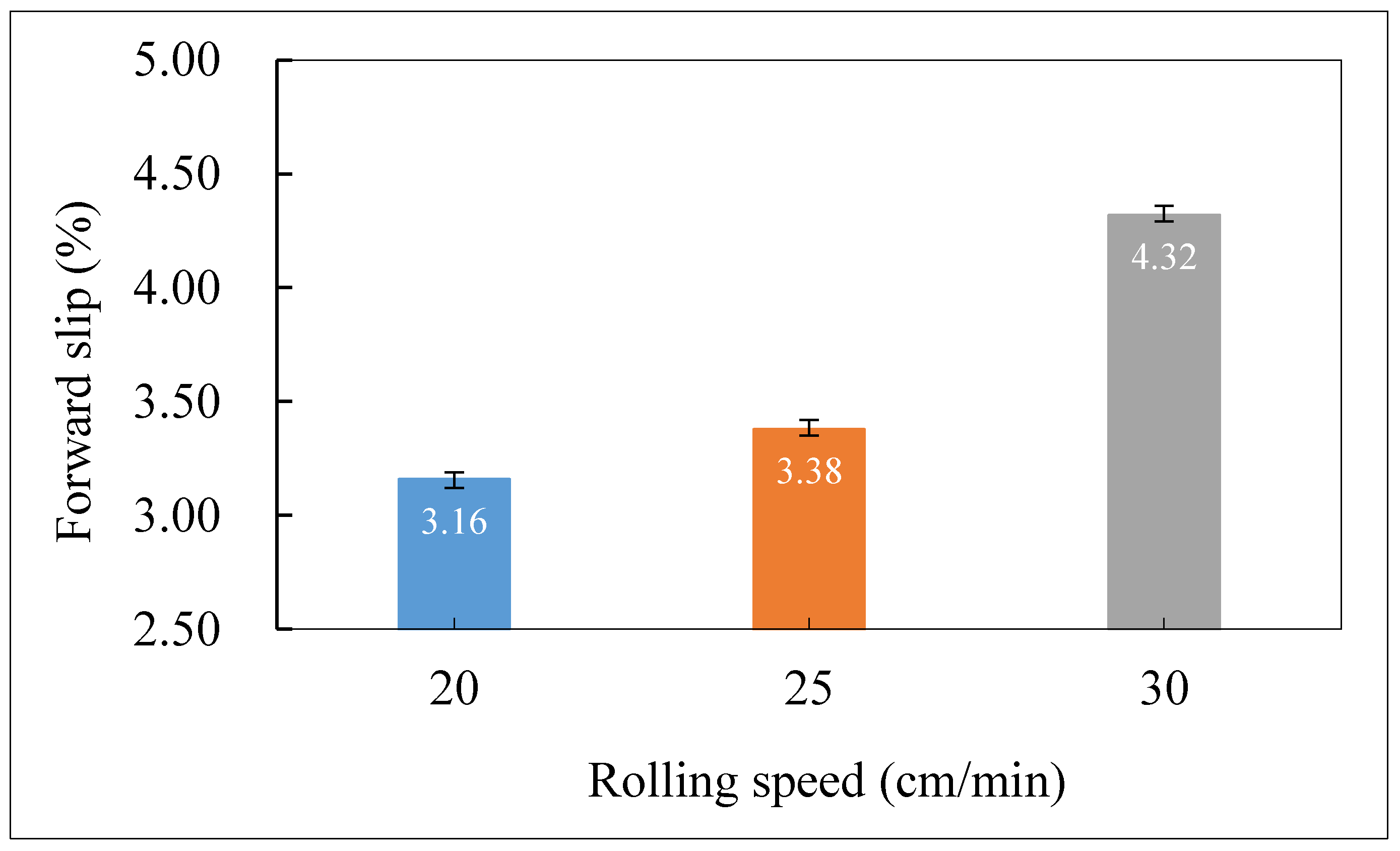
4.2. Effect of Rolling Speed
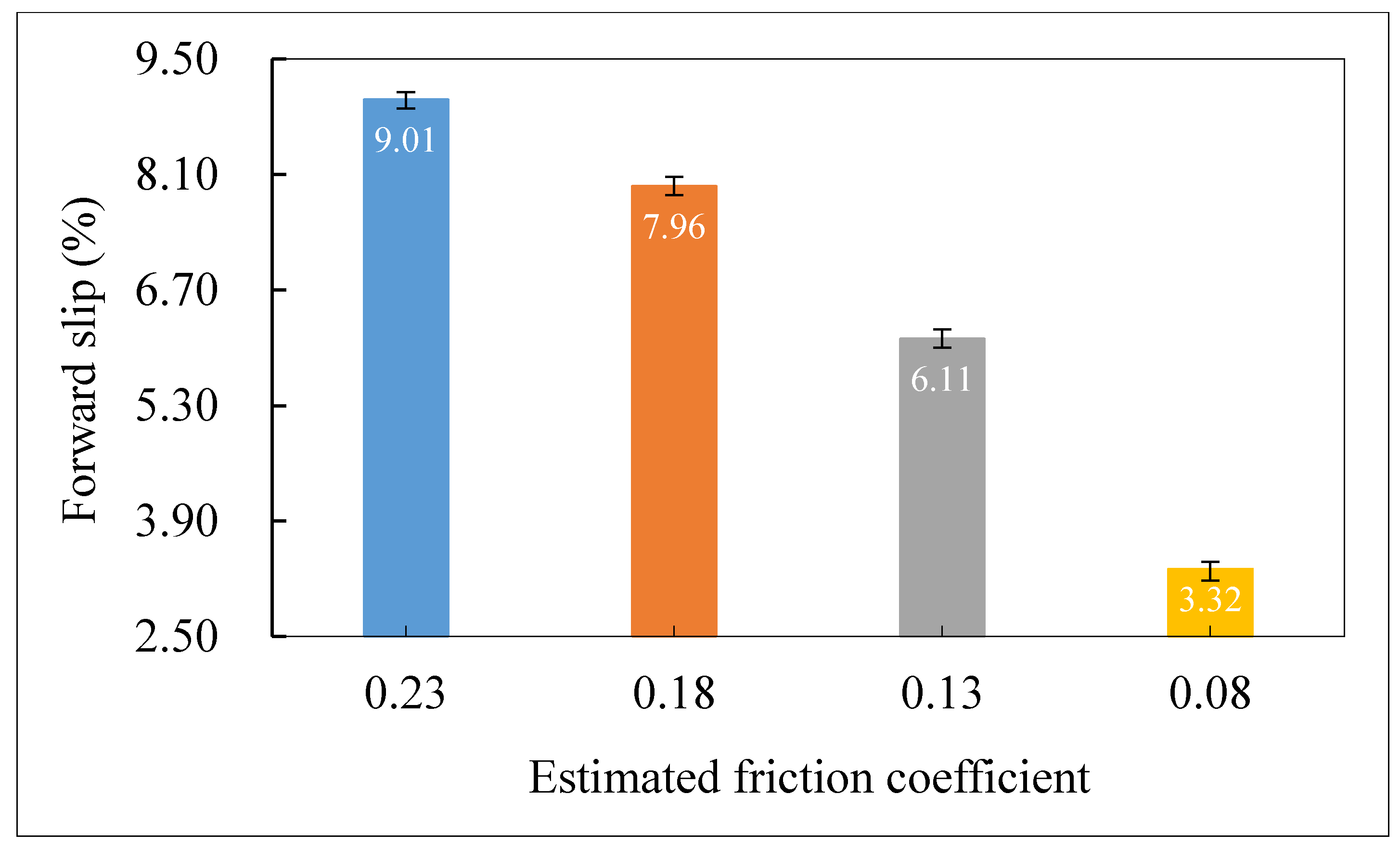
4.3. Effect of Estimated Friction Coefficient
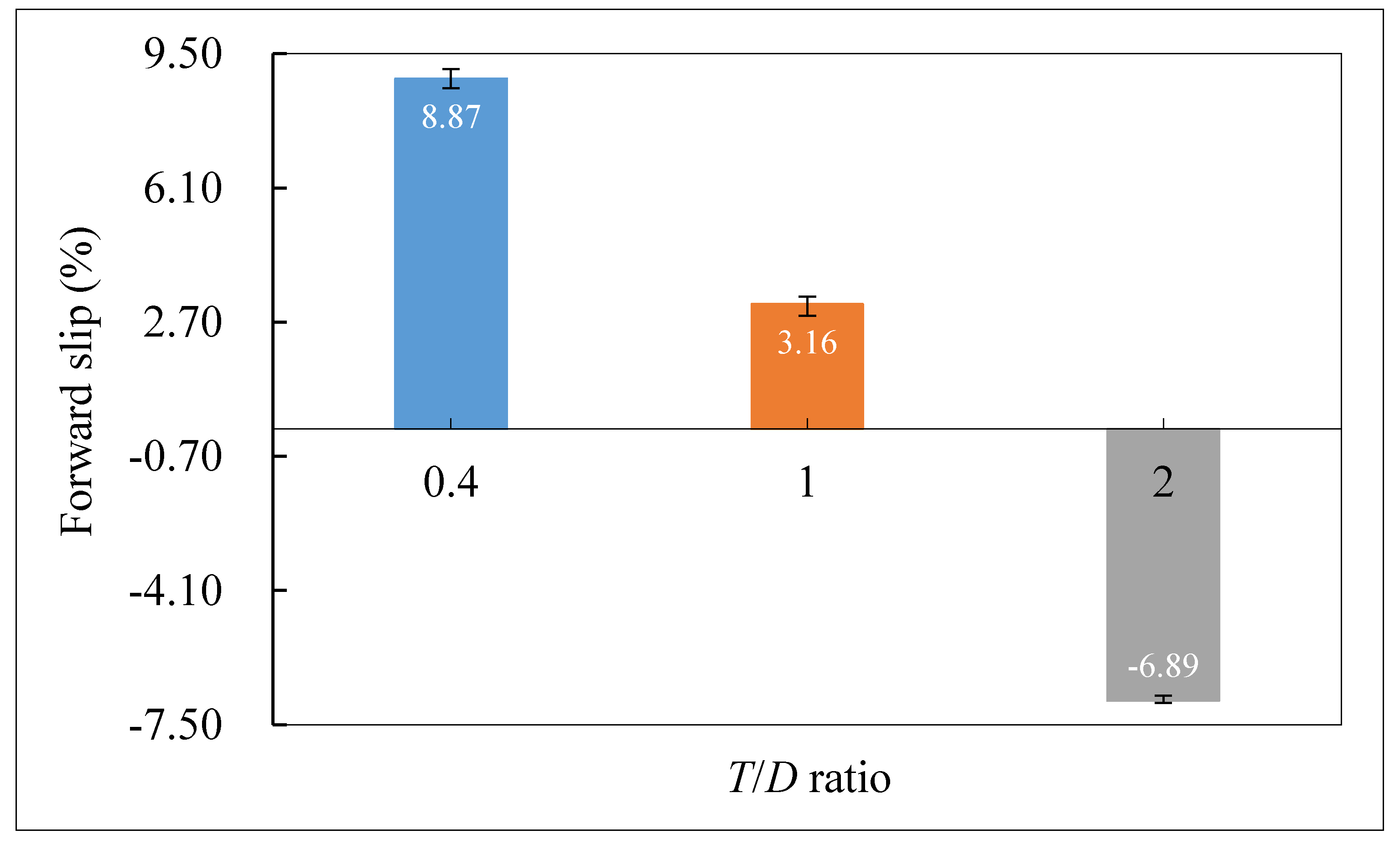
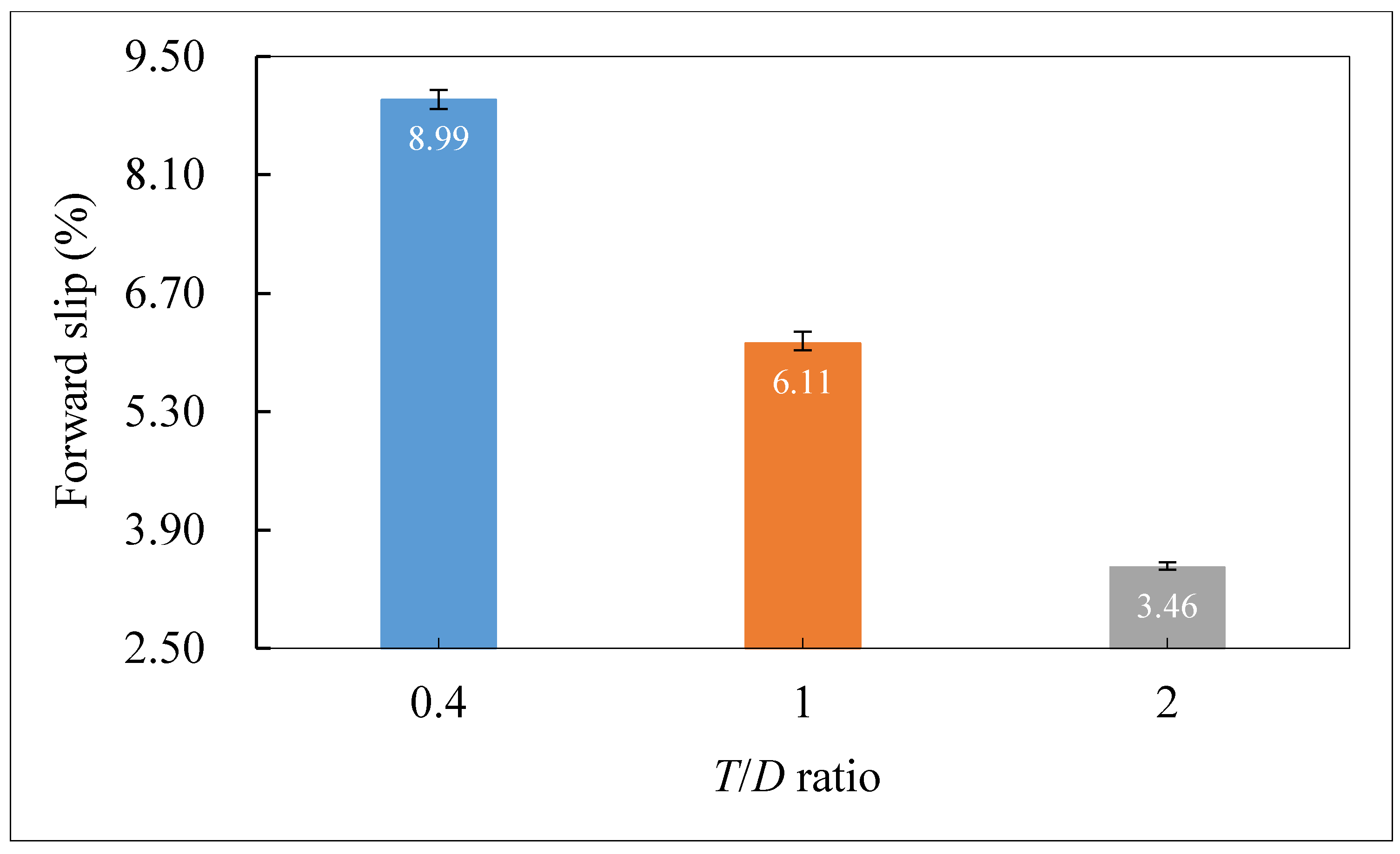
4.4. Effect of Initial Strip Thickness (or T/D Ratio)
4.5. Development of Prediction Model for forward Slip in Micro Flexible Rolling Based on Regression Analysis
5. Conclusions
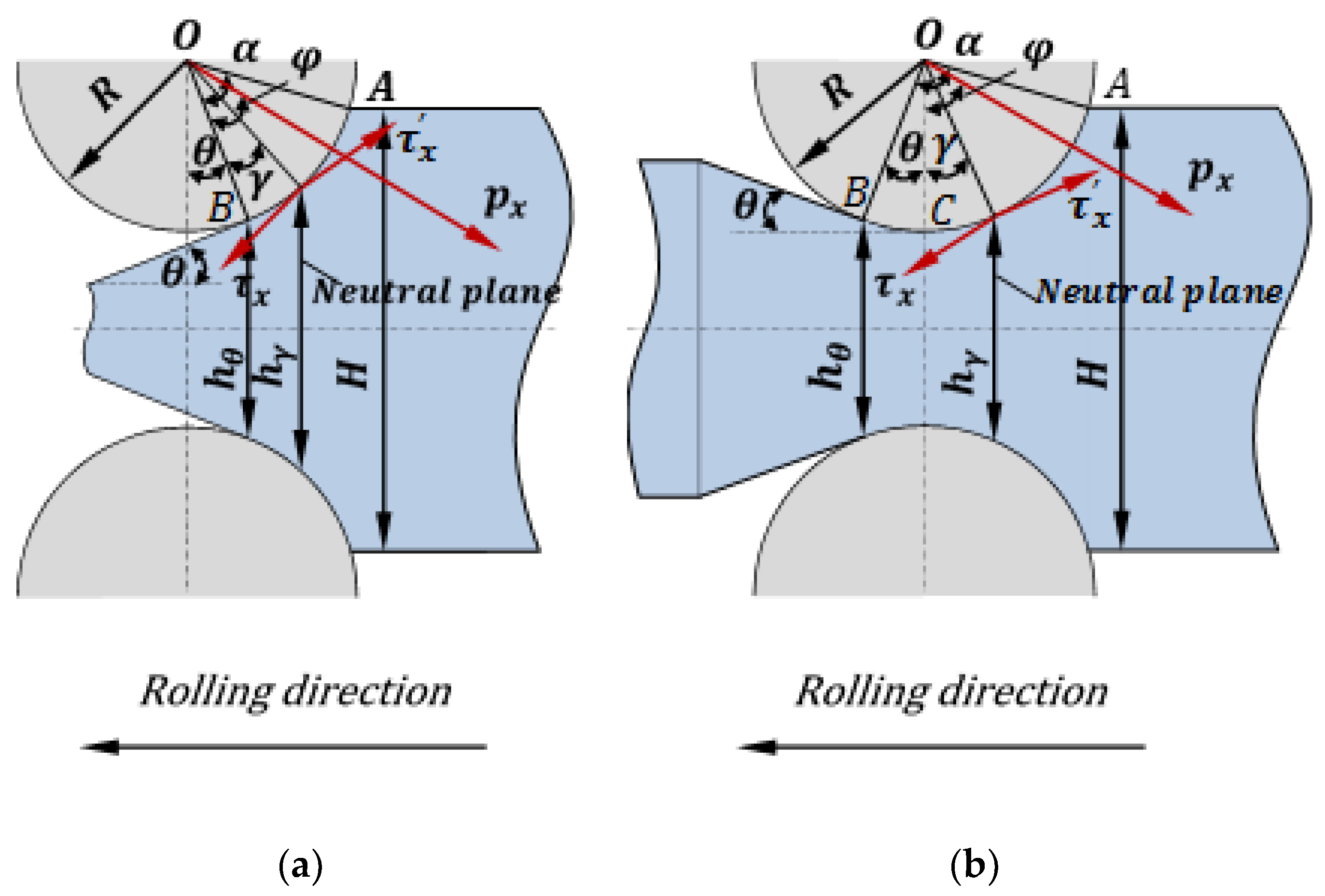
- In view of the force equilibrium condition, as well as the material flow characteristics within the roll bite, the 2D analytical models are established to determine the neutral angle and consequently the forward slip of the thin workpiece during micro flexible rolling phases with thicker and thinner thicknesses, respectively; the theoretical results obtained from mathematical models indicate that an increase of reduction, rolling speed or estimated friction coefficient leads to an increase of the forward slip, while a larger initial strip thickness suggests a smaller value of it.
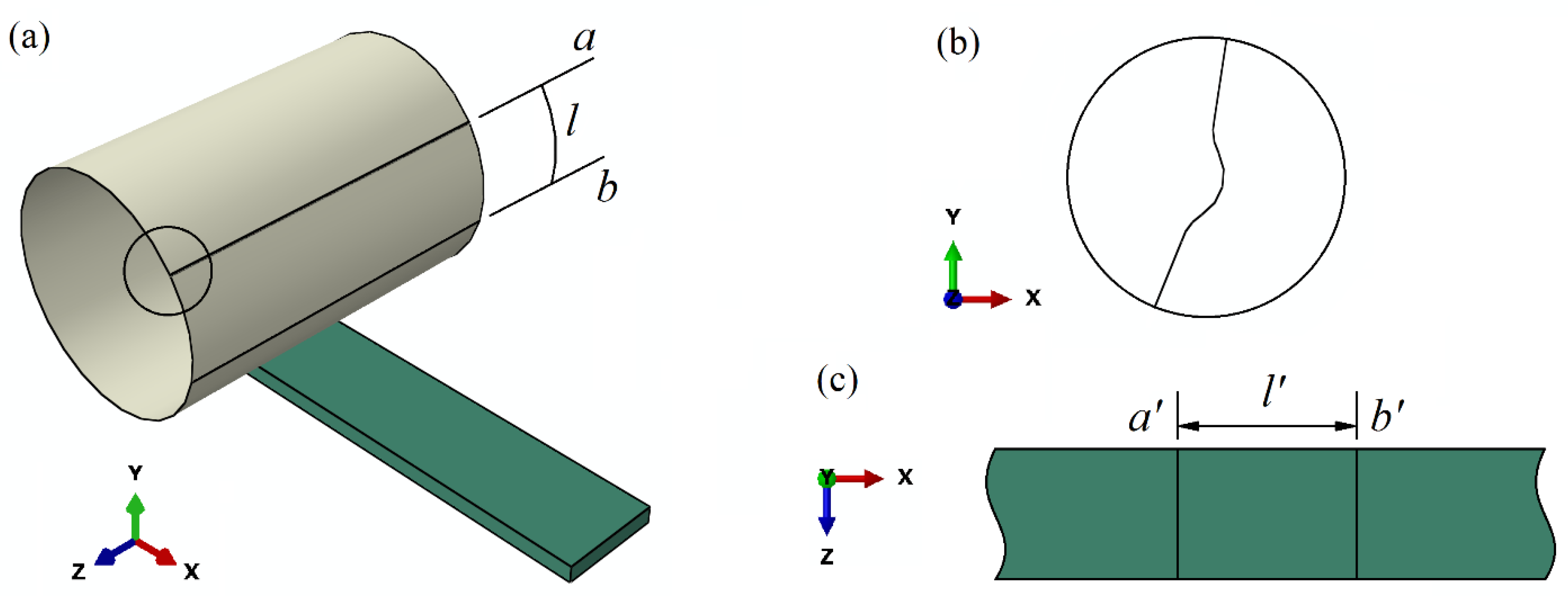
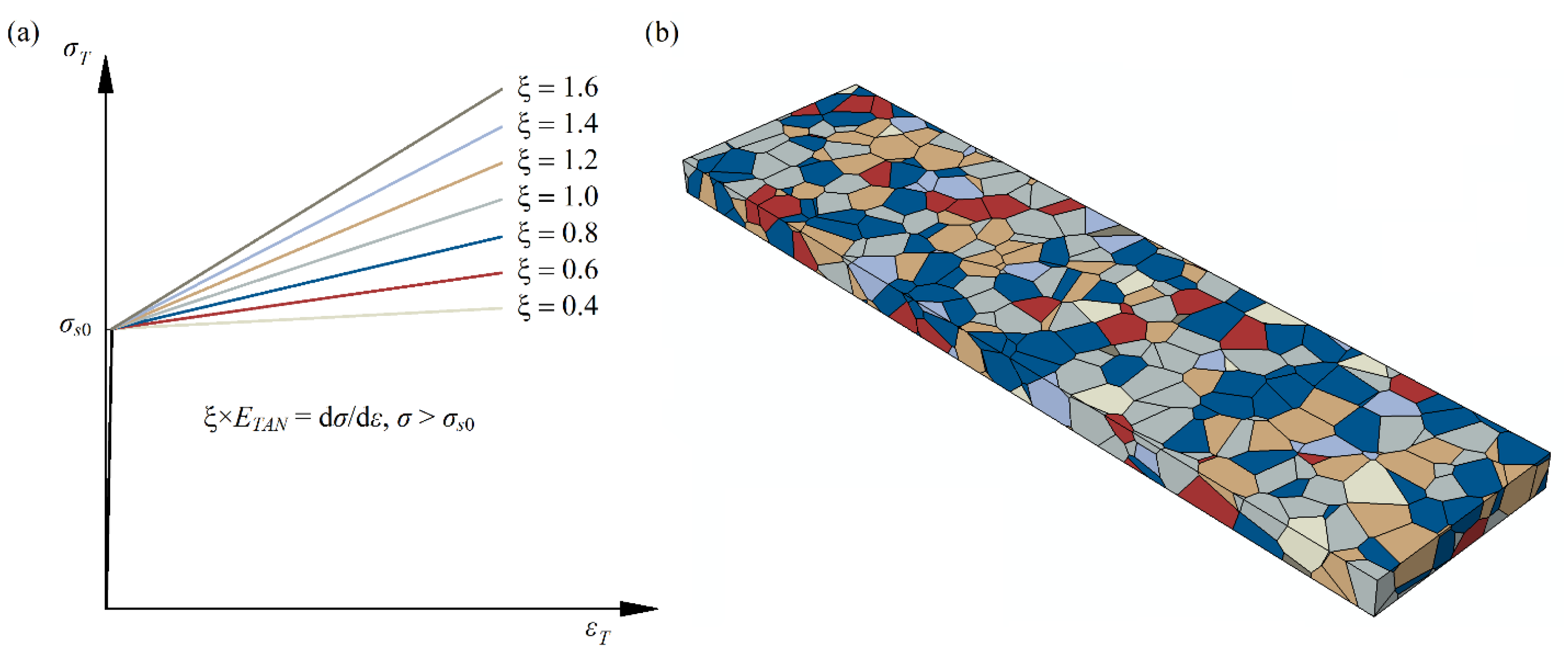
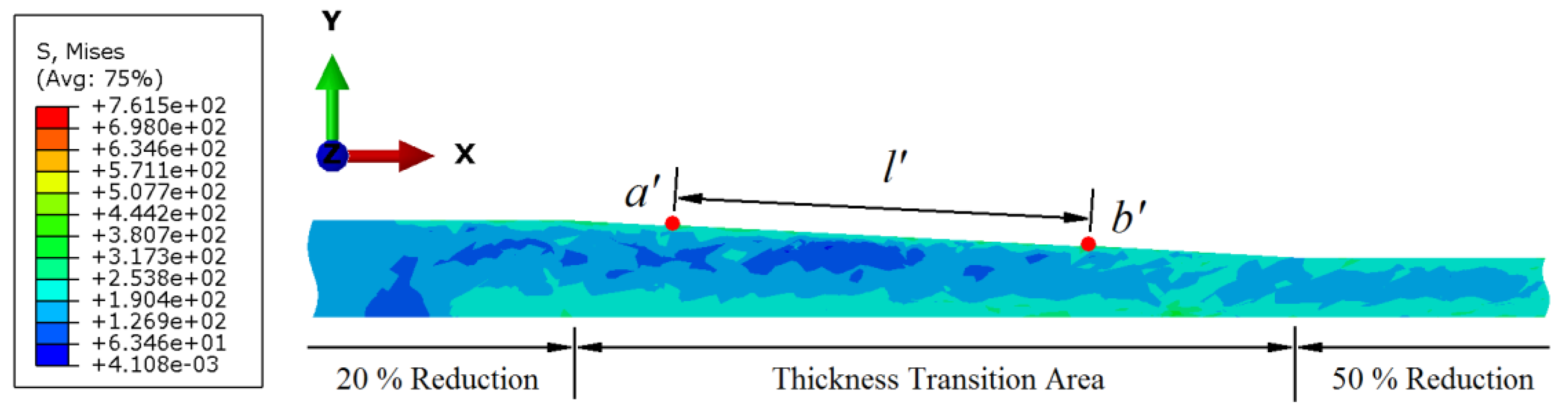
- In order to provide a more intuitive and practical evaluation of forward slip, a novel 3D finite element model with bumped ridges on the roll is created based upon strip marking method to mimic the rolled strip with two line markings indented by the ridges within the thickness transition zone; meantime, the 3D Voronoi tessellation polyhedrons equipped with different mechanical properties are employed to represent the inhomogeneous grain structure in the material, through which the qualitative and quantitative estimation of the microstructural effect on the forward slip can be conducted in terms of the ratio of strip thickness to grain size, namely that the forward slip decreases as the initial strip thickness increases with regard to a constant average grain size within thickness transition zones; however, for the rolling phase with thinner thickness, the forward slip shows a negative value of −6.89% when the T/D ratio is 2, which suggests a relative sliding between the strip and the roll.
- Numerical simulations are performed with regard to the mechanical properties of aluminium alloy 5052, whereof the results are found to have reasonable accuracy by comparison with the theoretical estimates, viz. that the difference between the numerical and theoretical results ranges from 5.95% to 10.92% among all cases, which reveals that the newly developed finite element model is suitable to analyse the forward slip and its influential factors respecting the thickness transition area in micro flexible rolling.
- The variation of simulated forward slip in response to the variations in process parameters is in reasonable agreement with theoretical results, to wit, that for either rolling phase with thinner or thicker thickness, the forward slip generally exhibits an increasing trend along with increased reduction, rolling speed or estimated friction coefficient, whereas it shows a decrease in response to rising T/D ratio; nevertheless, negative values of forward slip are observed for cases with estimated friction coefficient of 0.08 and T/D ratio of 2, respectively, during the rolling phase with thinner thickness, namely that the neutral point no longer resides within the roll bite, and the relative sliding between the strip and roll is incurred under these conditions.
- The scatter effect of forward slip is qualitatively assessed taking advantage of 3D Voronoi modelling which highlights the heterogeneous nature of the material, viz. that each individual grain contributes more to the macro deformation of a thinner strip consisting of fewer grains, leading to a larger scatter of material flow in the rolling direction and consequently a bigger difference during determination of forward slip in the thickness transition zone, and vice versa.
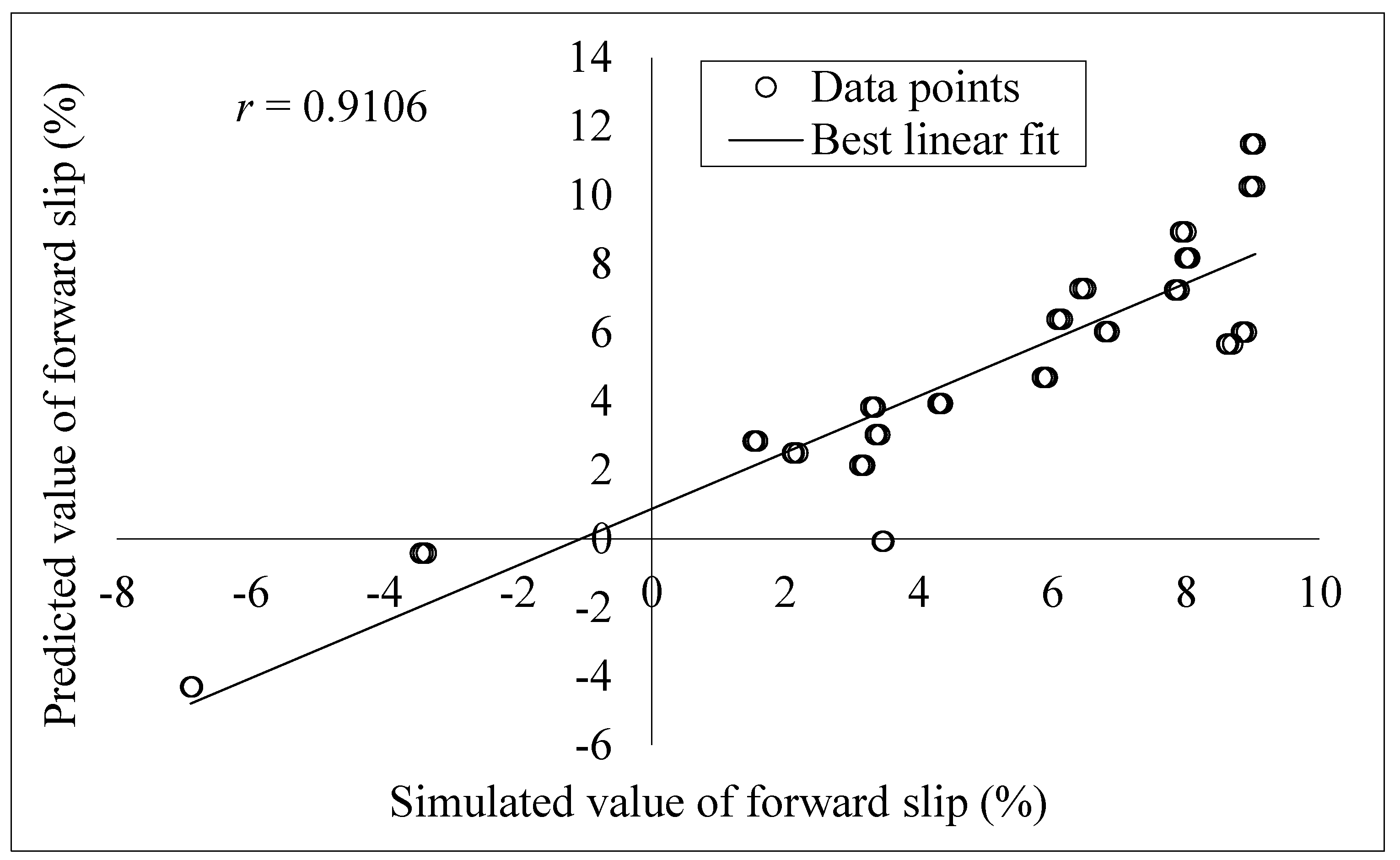
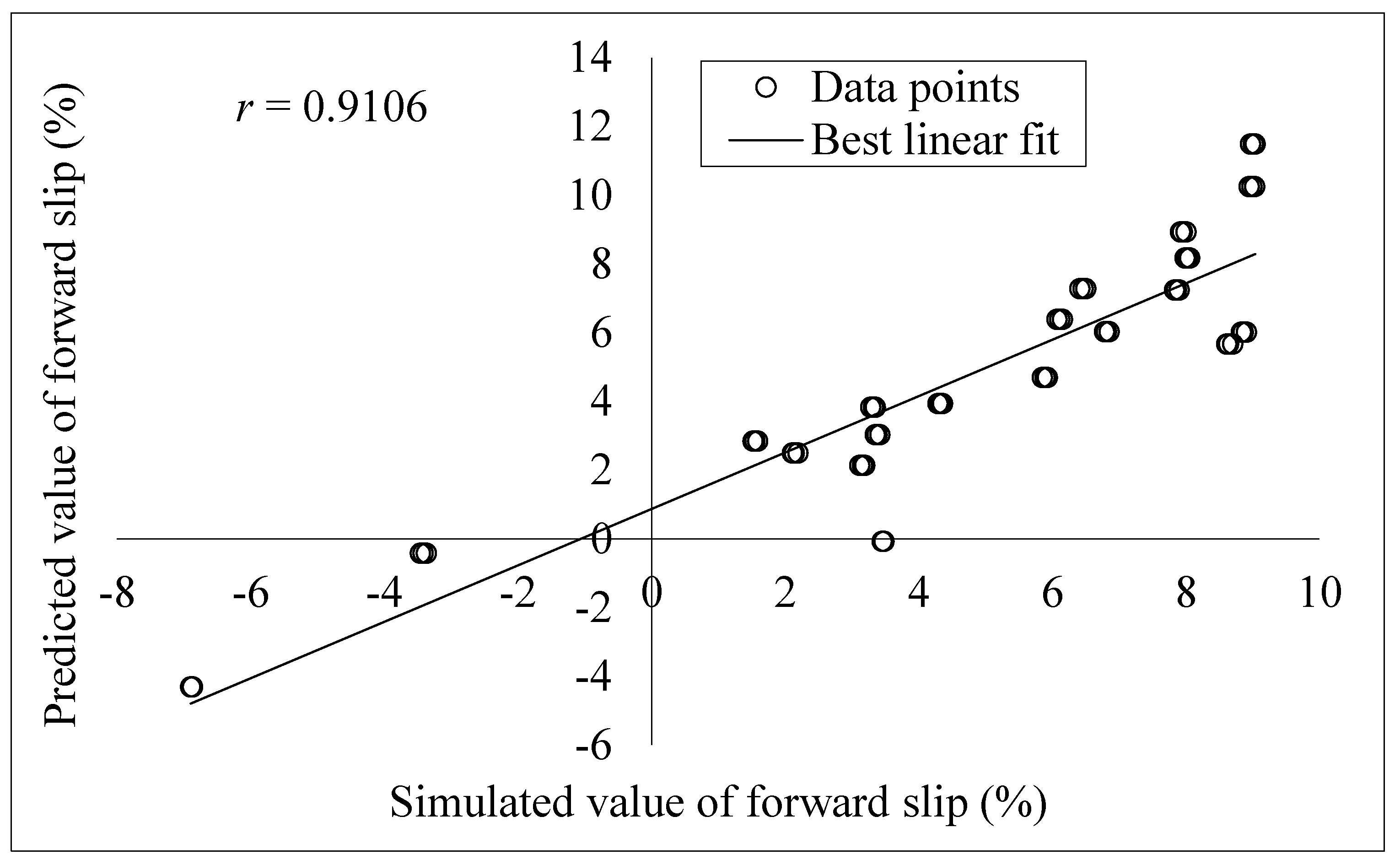
- A multilinear regression prediction model is constructed based on simulation results obtained from both cases with thinner and thicker thicknesses, which is afterwards validated through both correlation and error analyses, since a good correlation with r of 0.9106 exists between the simulated and predicted data, and the root mean square error is estimated to be 1.7383; the developed statistical model displays reasonable capability and accuracy, and can, therefore, be utilised to reasonably predict the forward slip of thin aluminium alloy 5052 strips under various process conditions during micro flexible rolling phase with a variable strip thickness.
- According to the analysis of variance, the ratio of strip thickness to grain size is regarded to be the most significant factor with its contribution of 33.26% to the forward slip, which is followed by the reduction with the contribution of 25.82% and the estimated friction coefficient with that of 22.93%, whilst the rolling speed hardly significantly influences the forward slip with the contribution of only 1.24%.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Hot and cold rolled strips in aluminium for industrial applications. Available online: https://aludium.com/industrial-strips/ (accessed on 13 August 2019).
- Common uses for cold rolled strip steel. Available online: https://www.meadmetals.com/blog/common-uses-for-cold-rolled-strip-steel (accessed on 13 August 2019).
- Jiang, Z.Y.; Wei, D.; Tieu, A.K. Analysis of cold rolling of ultra thin strip. J. Mater. Process. Technol. 2009, 209, 4584–4589. [Google Scholar] [CrossRef]
- Jiang, Z.Y.; Zhu, H.T.; Tieu, A.K. Mechanics of roll edge contact in cold rolling of thin strip. Int. J. Mech. Sci. 2006, 48, 697–706. [Google Scholar] [CrossRef]
- Xie, H.B.; Jiang, Z.Y.; Yuen, W.Y.D. Analysis of friction and surface roughness effects on edge crack evolution of thin strip during cold rolling. Tribol. Int. 2011, 44, 971–979. [Google Scholar] [CrossRef]
- Jiang, Z.Y.; Xiong, S.W.; Tieu, A.K.; Wang, Q.J. Modelling of the effect of friction on cold strip rolling. J. Mater. Process. Technol. 2008, 201, 85–90. [Google Scholar] [CrossRef]
- Jiang, Z.Y.; Tieu, A.K. Elastic-plastic finite element method simulation of thin strip with tension in cold rolling. J. Mater. Process. Technol. 2002, 130–131, 511–515. [Google Scholar] [CrossRef]
- Li, E.B.; Tieu, A.K.; Yuen, W.Y.D. Forward slip measurements in cold rolling by laser Doppler velocimetry: Uncertainty analysis and accuracy improvement. J. Mater. Process. Technol. 2003, 133, 348–352. [Google Scholar] [CrossRef]
- Wang, Q.Y.; Zhu, Y.; Zhao, Y. Friction and forward slip in high-speed cold rolling process of aluminum alloys. Appl. Mech. Mater. 2012, 229–231, 361–364. [Google Scholar] [CrossRef]
- Liu, Y.J. Friction at Strip-Roll Interface in Cold Rolling. Ph.D. Thesis, University of Wollongong, Wollongong, Australia, 2002. [Google Scholar]
- Vini, M.H.; Farhadipour, P. Analytical modified model of cold rolling process and investigation of the effect of work roll flattening on the rolling force. J. Mod. Process. Manuf. Prod. 2017, 6, 5–13. [Google Scholar]
- Pawelski, H. An analytical model for dependence of force and forward slip on speed in cold rolling. Steel Res. 2003, 74, 293–299. [Google Scholar] [CrossRef]
- Bayoumi, L.S. A kinematic analytical approach to predict roll force, rolling torque and forward slip in thin hot strip continuous rolling. Ironmak. Steelmak. 2007, 34, 444–448. [Google Scholar] [CrossRef]
- Tieu, A.K.; Jiang, Z.Y.; Lu, C.; Kosasih, B. Friction and asperity contact in strip rolling. In Proceedings of the 3rd Symposium on Advanced Structural Steels and New Rolling Technologies, Shenyang, China, 3–6 November 2005; pp. 49–64. [Google Scholar]
- Yuen, W.Y.D. Determination of friction from measured forward slip and its applications in hot strip rolling. In Proceedings of the First Australasian Congress on Applied Mechanics, Melbourne, Australia, 21–23 February 1996; pp. 927–932. [Google Scholar]
- Fang, Z.; Jiang, Z.; Wang, X.; Zhou, C.; Wei, D.; Liu, X. Grain size effect of thickness/average grain size on mechanical behaviour, fracture mechanism and constitutive model for phosphor bronze foil. Int. J. Adv. Manuf. Technol. 2015, 79, 1905–1914. [Google Scholar] [CrossRef] [Green Version]
- Lee, R.S.; Chen, C.H.; Gau, J.T. Effect of thickness to grain size ratio on drawability for micro deep drawing of AISI 304 stainless steel. In Proceedings of the Ninth International Conference on the Technology of Plasticity, Gyeongju, Korea, 7–11 September 2008; pp. 7–11. [Google Scholar]
- Ananda, D.; Kumar, D.R. Effect of thickness and grain size on flow stress of very thin brass sheets. Procedia Mater. Sci. 2014, 6, 154–160. [Google Scholar] [CrossRef]
- Raulea, L.V.; Goijaerts, A.M.; Govaert, L.E.; Baaijens, F.P.T. Size effects in the processing of thin metal sheets. J. Mater. Process. Technol. 2001, 115, 44–48. [Google Scholar] [CrossRef]
- Regression analysis. Available online: https://en.wikipedia.org/wiki/Regression_analysis (accessed on 27 July 2018).
- Vorkov, V.; Aerens, R.; Vandepitte, D.; Duflou, J.R. Two regression approaches for prediction of large radius air bending. Int. J. Mater. Form. 2019, 12, 379–390. [Google Scholar] [CrossRef]
- Schmid, M.; Hackl, B.; Pauli, H.; Grünsteidl, A. A linear regression model to predict FLCs from tensile test data and sheet thickness. In Proceedings of the 5th Forming Technology Forum, Zurich, Switzerland, 5–6 June 2012; pp. 57–62. [Google Scholar]
- Strano, M.; Colosimo, B.M. Logistic regression analysis for experimental determination of forming limit diagrams. Int. J. Mach. Tools Manuf. 2006, 46, 673–682. [Google Scholar] [CrossRef]
- Hubbard, J.B.; Stoudt, M.R.; Possolo, A.M. Topographic analysis and Weibull regression for prediction of strain localisation in an automotive aluminium alloy. Mater. Sci. Technol. 2011, 27, 1206–1212. [Google Scholar] [CrossRef]
- Kopp, R.; Böhlke, P.; Hohmeier, P.; Wiedner, C. Metal forming of lightweight structures. In Proceedings of the Fifth ESAFORM Conference, Kraków, Poland, 14–17 April 2002; pp. 13–22. [Google Scholar]
- Kopp, R.; Wiedner, C.; Meyer, A. Flexibly rolled sheet metal and its use in sheet metal forming. Adv. Mater. Res. 2005, 6–8, 81–92. [Google Scholar] [CrossRef]
- Liu, X.H. Prospects for variable gauge rolling: Technology, theory and application. J. Iron Steel Res. Int. 2011, 18, 1–7. [Google Scholar] [CrossRef]
- Zhang, G.J.; Liu, X.H.; Hu, X.L.; Zhi, Y. Horizontal velocity of variable gauge rolling: Theory and finite elements simulation. J. Iron Steel Res. Int. 2013, 20, 10–16. [Google Scholar] [CrossRef]
- Prakash, R.S.; Dixit, P.M.; Lal, G.K. Steady-state plane-strain cold rolling of a strain-hardening material. J. Mater. Process. Technol. 1995, 52, 338–358. [Google Scholar] [CrossRef]
- Ginzburg, V.B.; Ballas, R. Flat Rolling Fundamentals; Marcel Dekker, Inc.: New York, NY, USA, 2000. [Google Scholar]
- Tarnovskii, I.Y.; Pozdeyev, A.A.; Lyashkov, V.B. Deformation of Metals during Rolling; Elsevier: Amsterdam, The Netherlands, 2013. [Google Scholar]
- Qu, F.J.; Jiang, Z.Y.; Wei, D.B.; Chen, Q.Q.; Lu, H.N. Study of micro flexible rolling based on grained inhomogeneity. Int. J. Mech. Sci. 2017, 123, 324–339. [Google Scholar] [CrossRef]
- Modeling of Sheet Metal—The “Known Unknowns”. Available online: http://formingworld.com/constitutive-modeling-of-sheet-metal-the-known-unknowns/ (accessed on 9 September 2019).
- Bhattacharyya, D. Composite Sheet Forming, 1st ed.; Elsevier: Amsterdam, The Netherlands, 1997. [Google Scholar]
- Qu, F.J.; Jiang, Z.Y.; Lu, H.N. Analysis of micro flexible rolling with consideration of material heterogeneity. Int. J. Mech. Sci. 2016, 105, 182–190. [Google Scholar] [CrossRef] [Green Version]
- Qu, F.J.; Xie, H.B.; Jiang, Z.Y. Finite element method analysis of surface roughness transfer in micro flexible rolling. MATEC Web Conf. 2016, 80, 04002. [Google Scholar] [CrossRef] [Green Version]
- Properties of aluminum alloy AA 5052. Available online: http://www.efunda.com/Materials/alloys/aluminum/show_aluminum.cfm?ID=AA_5052&show_prop=all&Page_Title=AA%205052 (accessed on 25 June 2018).
- Qu, F.J.; Jiang, Z.Y.; Xia, W.Z. Evaluation and optimisation of micro flexible rolling process parameters by orthogonal trial design. Int. J. Adv. Manuf. Technol. 2018, 95, 143–156. [Google Scholar] [CrossRef]
- Qu, F.J.; Jiang, Z.Y.; Wang, X.G.; Zhou, C.L. Analysis of springback behaviour in micro flexible rolling of crystalline materials. Adv. Mater. Sci. Eng. 2018, 2018, 5287945. [Google Scholar] [CrossRef]
- Wang, T.T.; Qi, K.M. Plastic Forming of Metals: Principles and Technology of Rolling, 2nd ed.; Metallurgical Industry Press: Beijing, China, 2001. [Google Scholar]
- The forward slip and backward slip in rolling process. Available online: https://wenku.baidu.com/view/a4324dbd65ce050876321350 (accessed on 9 July 2019).
- Multiple linear regression. Available online: http://www.stat.yale.edu/Courses/1997-98/101/linmult.htm (accessed on 12 July 2019).
- Pearson correlation coefficient. Available online: https://en.wikipedia.org/wiki/Pearson_correlation_coefficient (accessed on 29 July 2019).
- Samui, P.; Roy, S.S.; Balas, V.E. Handbook of Neural Computation, 1st ed.; Academic Press: London, UK, 2017. [Google Scholar]
- Moore, D.S.; Notz, W.I.; Fligner, M.A. The Basic Practice of Statistics, 6th ed.; W.H. Freeman: New York, NY, USA, 2013. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Step | Position | Boundary Conditions |
|---|---|---|
| Initial contact | RP | vx = vy = vz = ωx = ωy = 0 ωz ≠ 0 |
| s | vy = 0 vx ≠ 0 | |
| One type of reduction | RP | vx = vy = vz = ωx = ωy = 0 ωz ≠ 0 |
| s | vy = 0 | |
| Thickness transition | RP | vx = vz = ωx = ωy = 0 vy ωz ≠ 0 |
| s | vy = 0 | |
| Another type of reduction | RP | vx = vy = vz = ωx = ωy = 0 ωz ≠ 0 |
| s | vy = 0 |
| Source | S | df | V | F | Contribution | Rank |
|---|---|---|---|---|---|---|
| x1 | 279.737 | 5 | 55.947 | 16.974 | 25.82% | 2 |
| x2 | 13.453 | 2 | 6.727 | 2.041 | 1.24% | 4 |
| x3 | 248.439 | 3 | 82.813 | 25.125 | 22.93% | 3 |
| x4 | 360.338 | 2 | 180.169 | 54.663 | 33.26% | 1 |
| e | 181.298 | 55 | 3.296 | 16.74% | ||
| Total | 1083.265 | 67 | 100.00% |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qu, F.; Xu, J.; Jiang, Z. Finite Element Analysis of Forward Slip in Micro Flexible Rolling of Thin Aluminium Strips. Metals 2019, 9, 1062. https://doi.org/10.3390/met9101062
Qu F, Xu J, Jiang Z. Finite Element Analysis of Forward Slip in Micro Flexible Rolling of Thin Aluminium Strips. Metals. 2019; 9(10):1062. https://doi.org/10.3390/met9101062
Chicago/Turabian StyleQu, Feijun, Jianzhong Xu, and Zhengyi Jiang. 2019. "Finite Element Analysis of Forward Slip in Micro Flexible Rolling of Thin Aluminium Strips" Metals 9, no. 10: 1062. https://doi.org/10.3390/met9101062
APA StyleQu, F., Xu, J., & Jiang, Z. (2019). Finite Element Analysis of Forward Slip in Micro Flexible Rolling of Thin Aluminium Strips. Metals, 9(10), 1062. https://doi.org/10.3390/met9101062