Investigation of Drilling Machinability of Compacted Graphite Iron under Dry and Minimum Quantity Lubrication (MQL)

Abstract
:1. Introduction
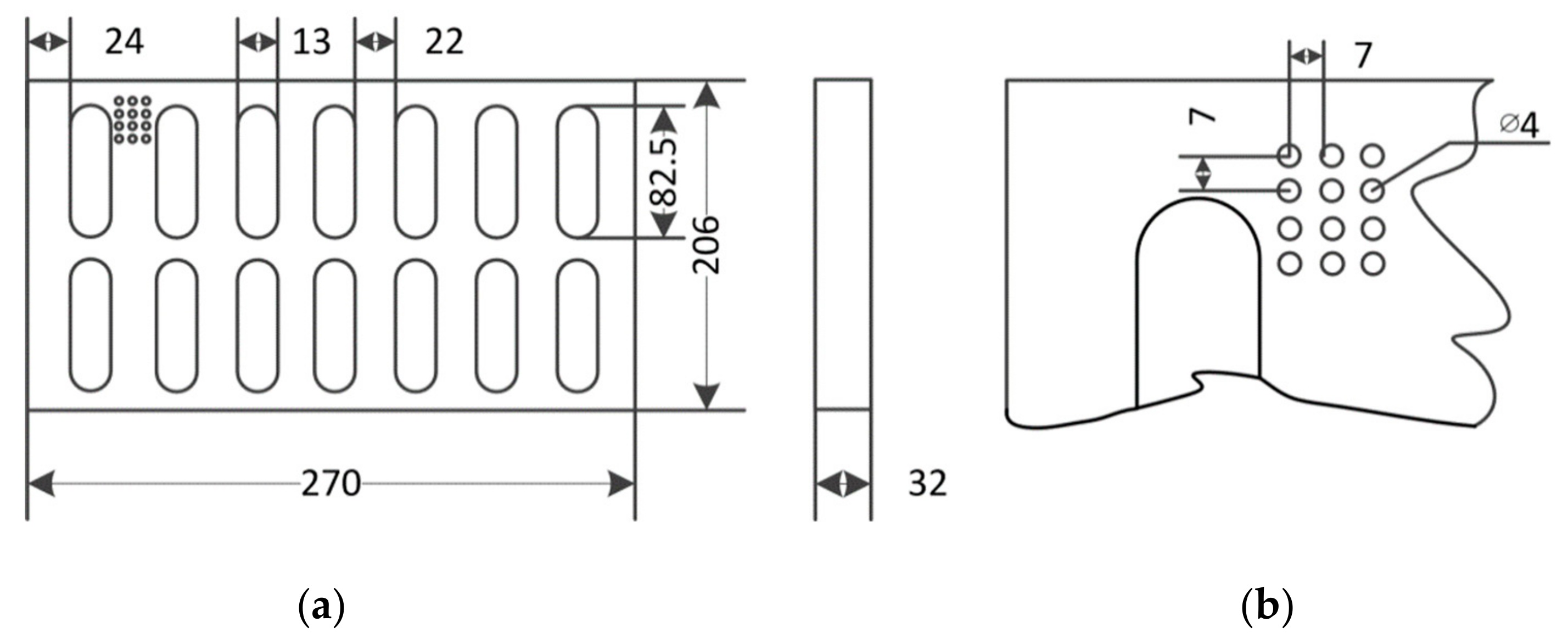
2. Experimental Setup
3. Results and Discussion
3.1. Tool Wear
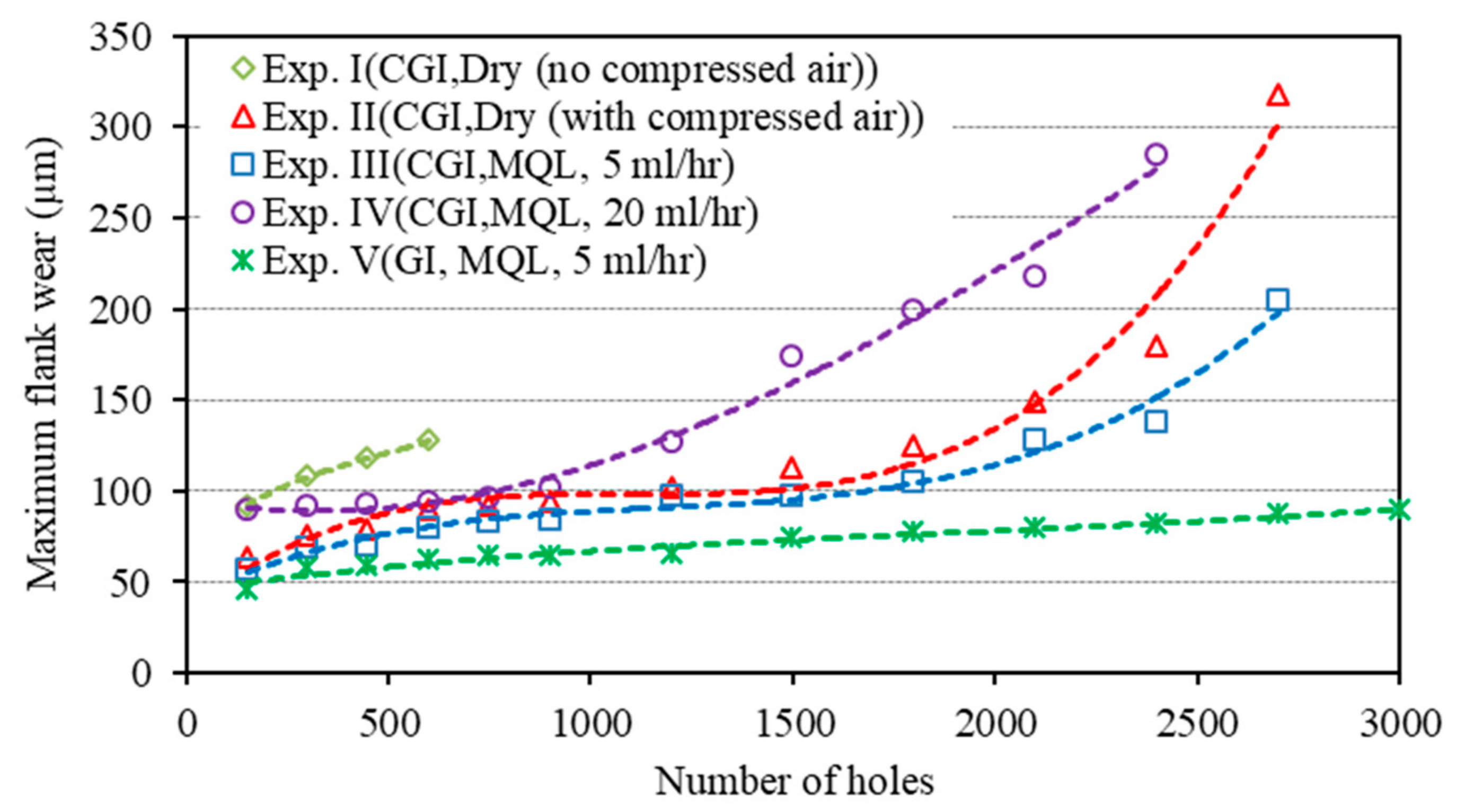
3.1.1. Maximum Flank Wear
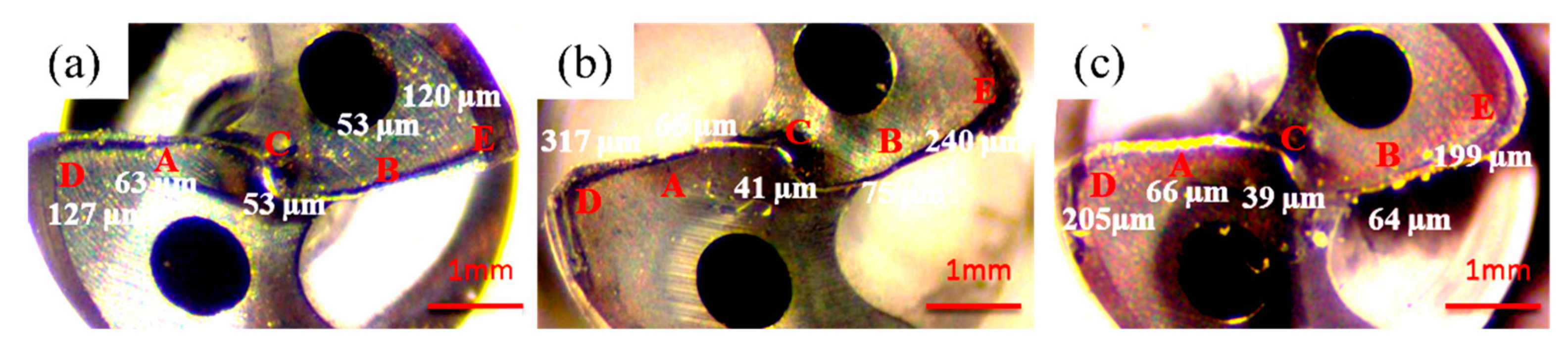
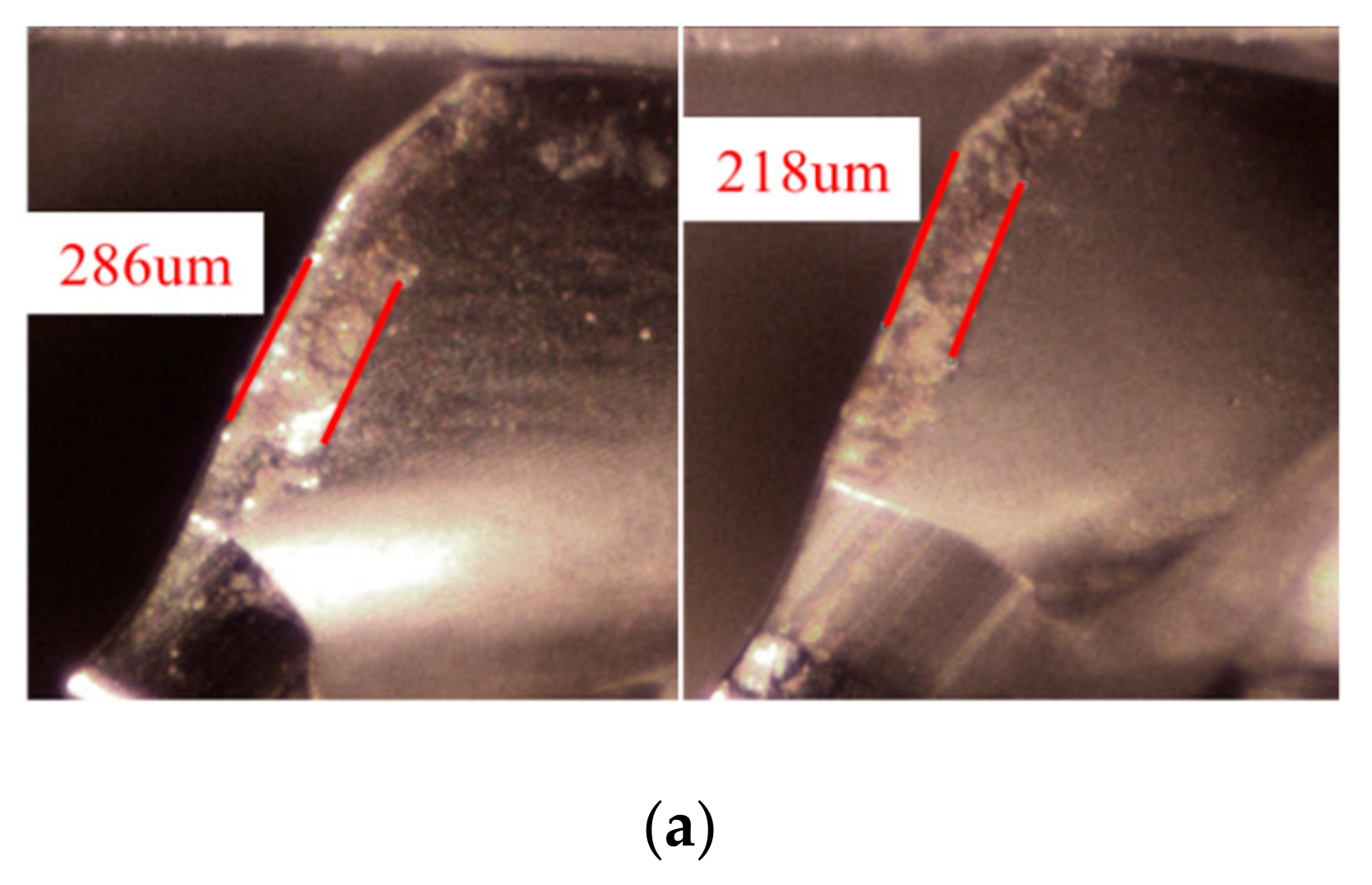
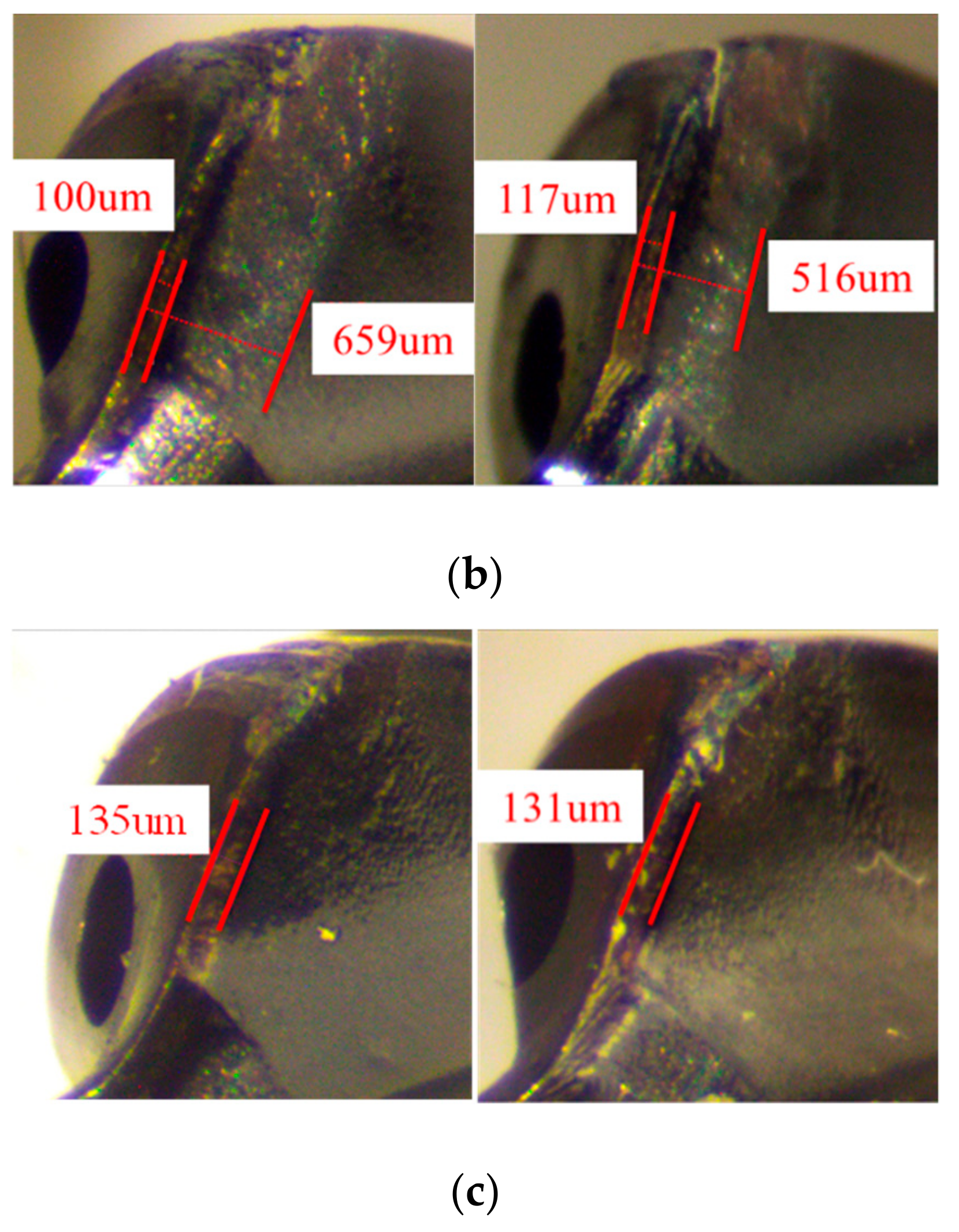
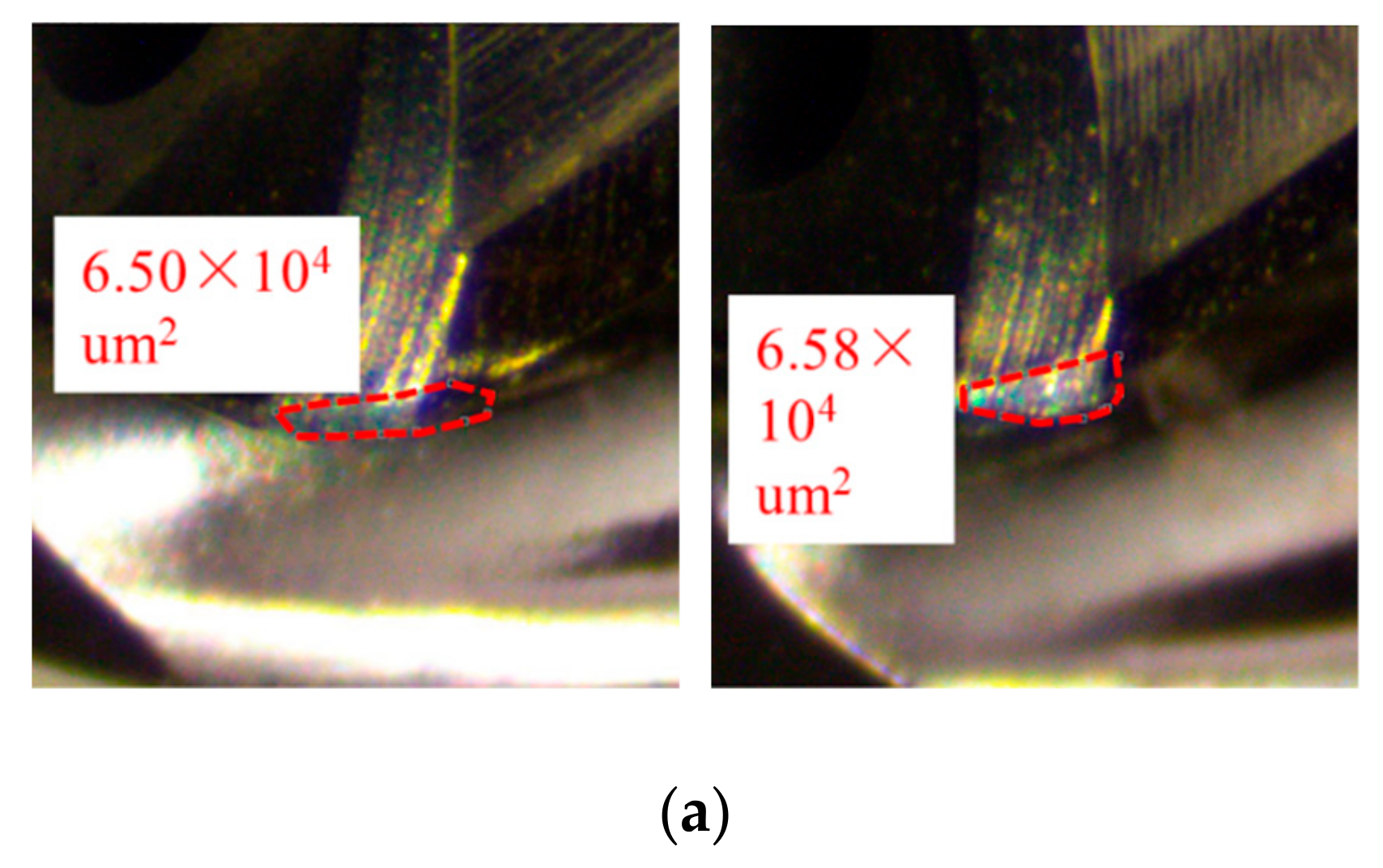
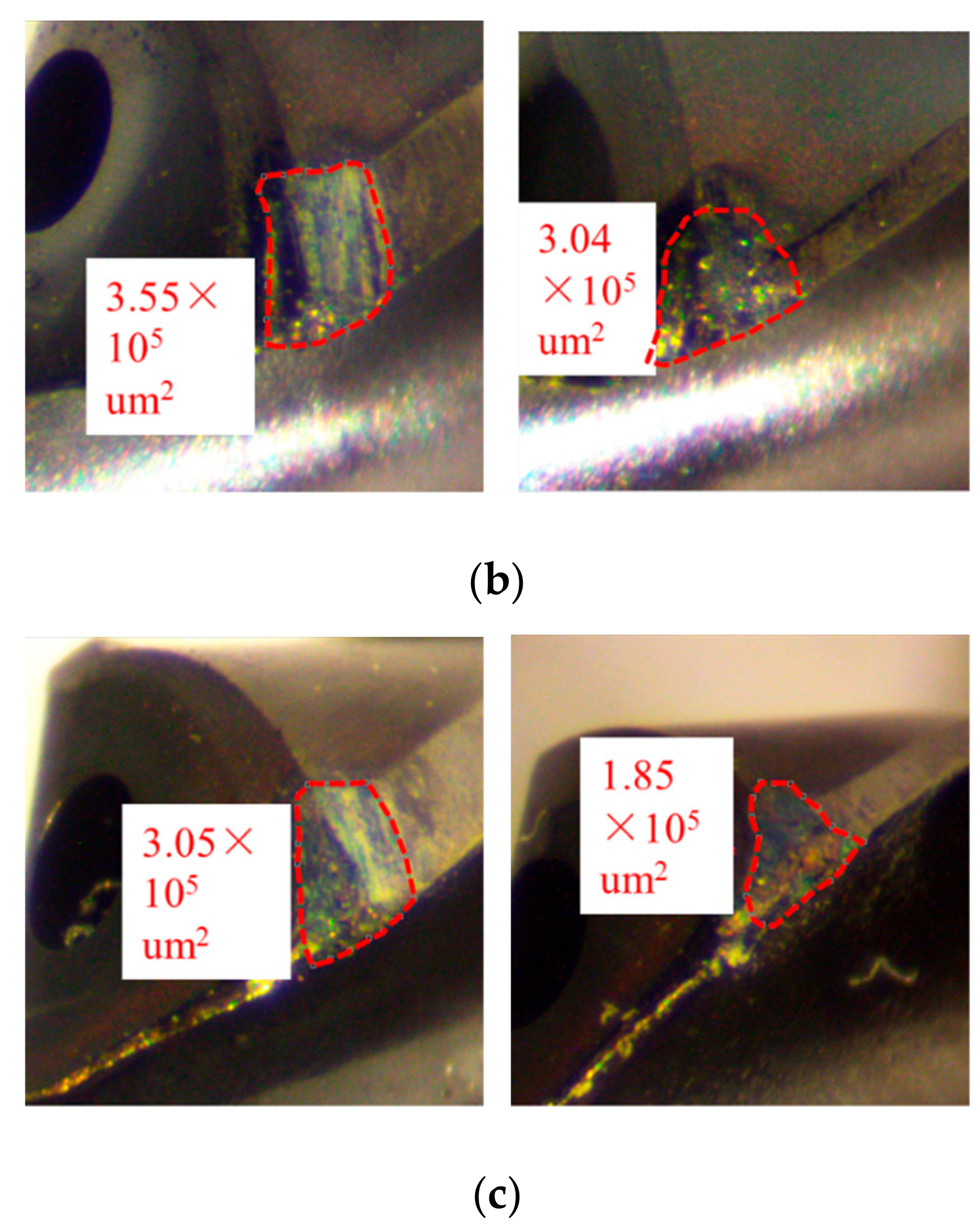
3.1.2. The Worn Drills
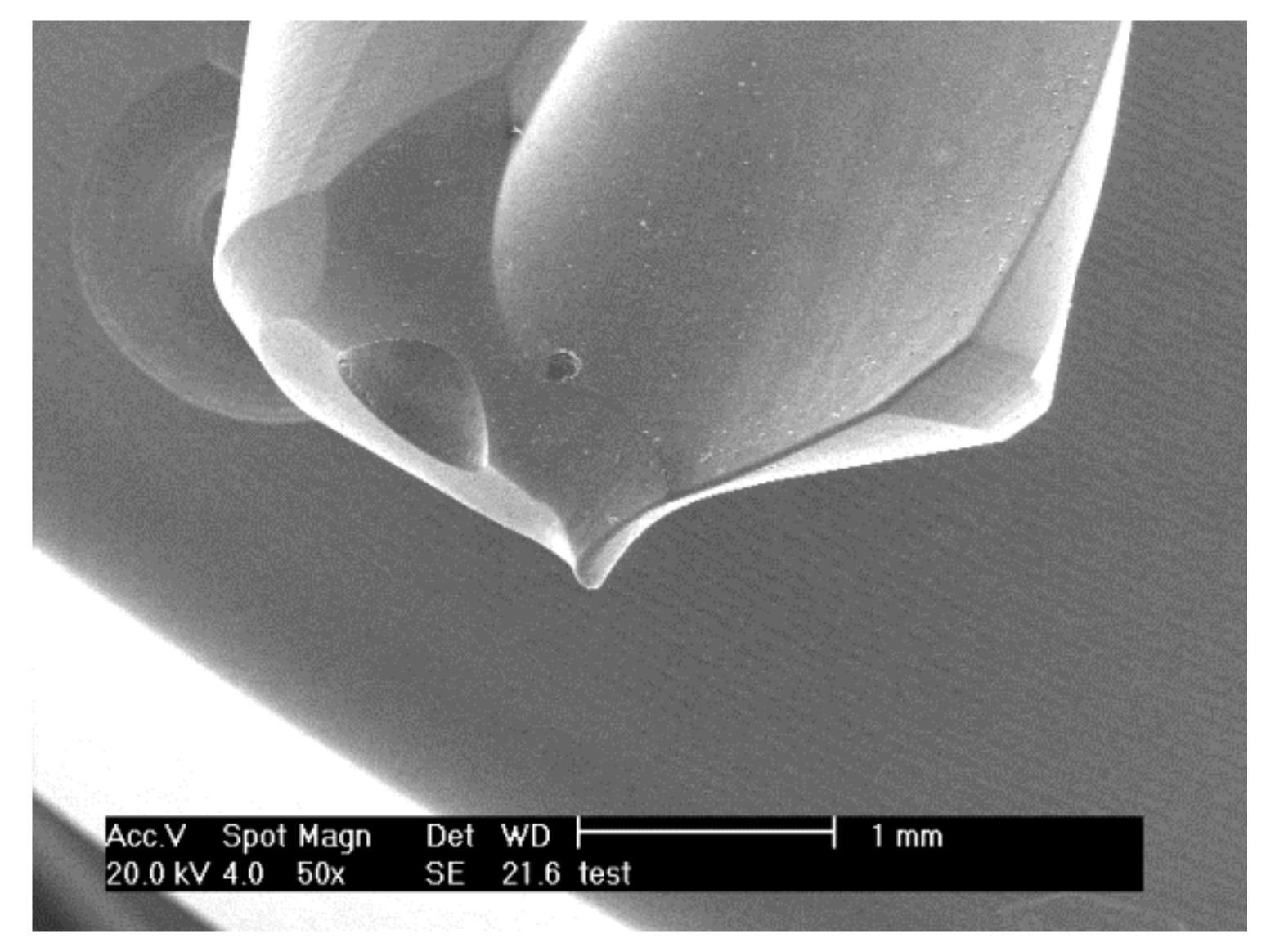
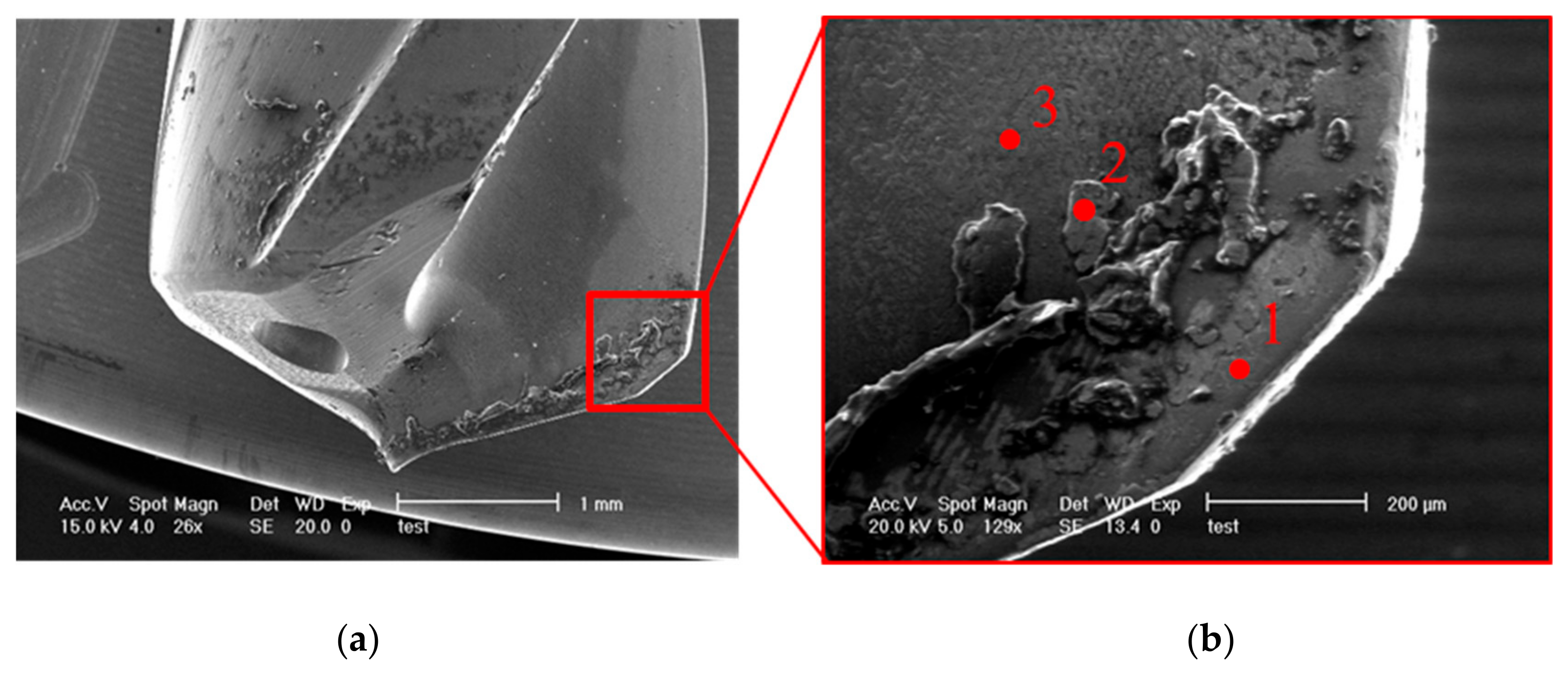
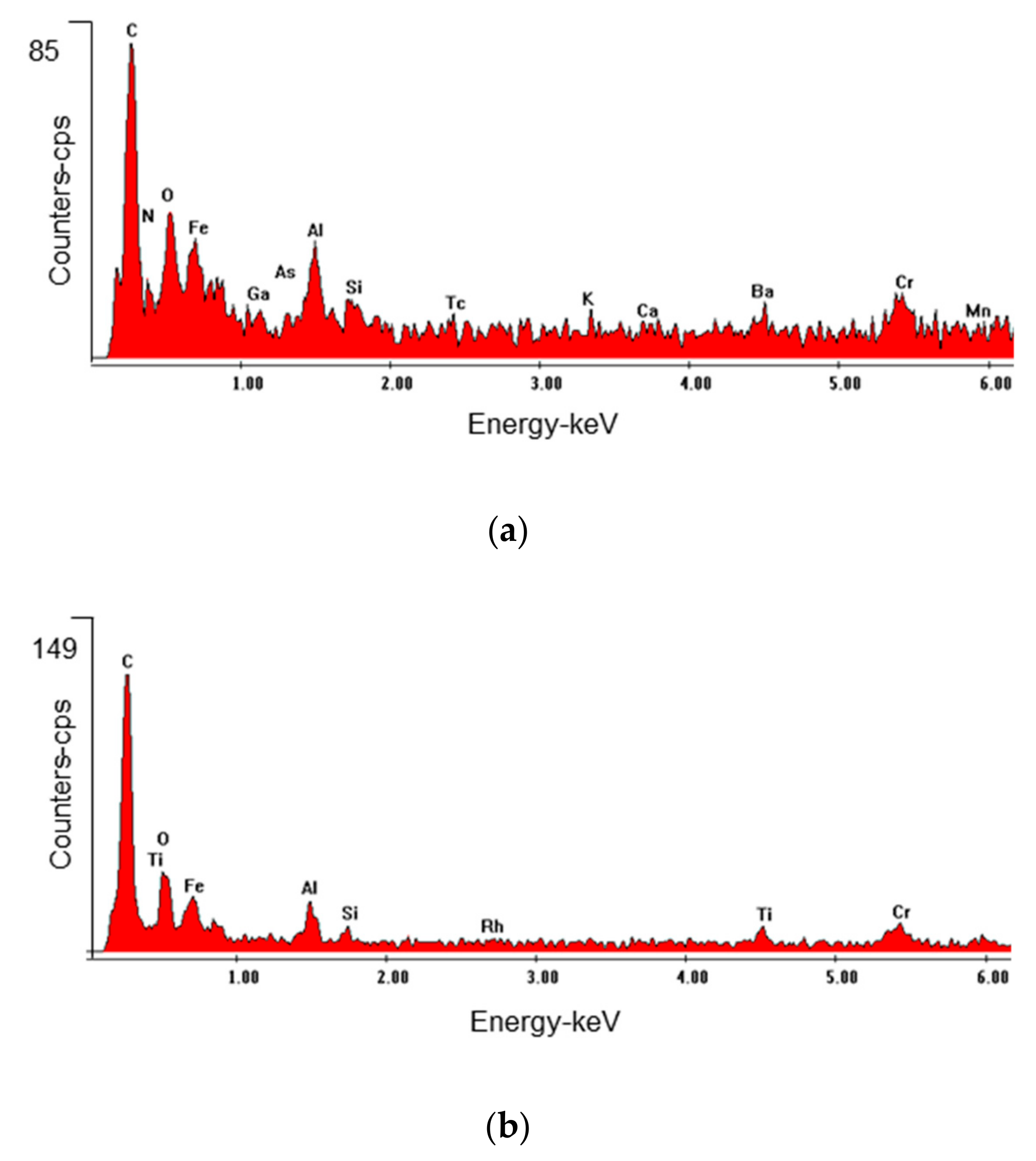
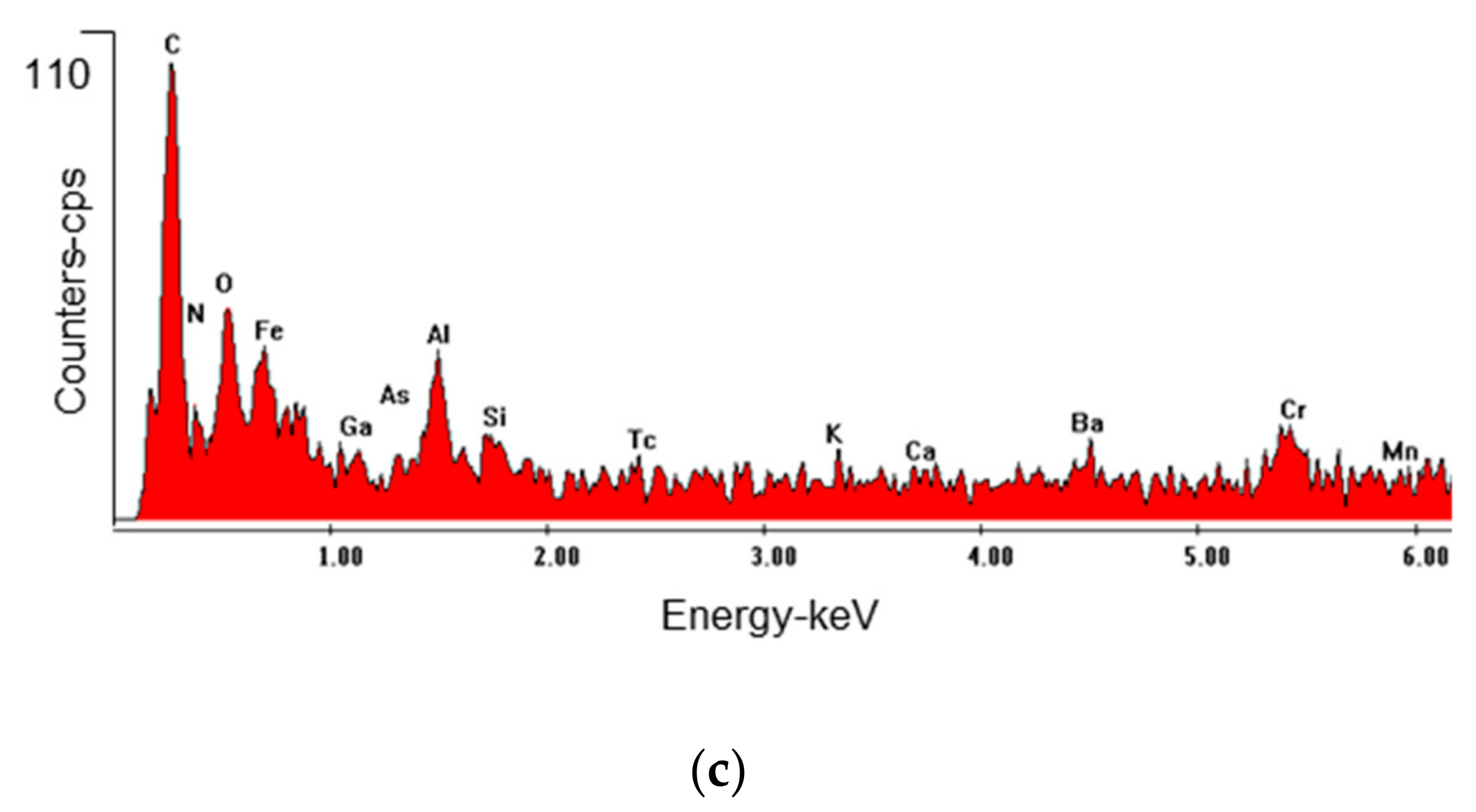
3.2. Scanning Electron Microscope (SEM) and Energy Dispersive Spectrometer (EDS) Results
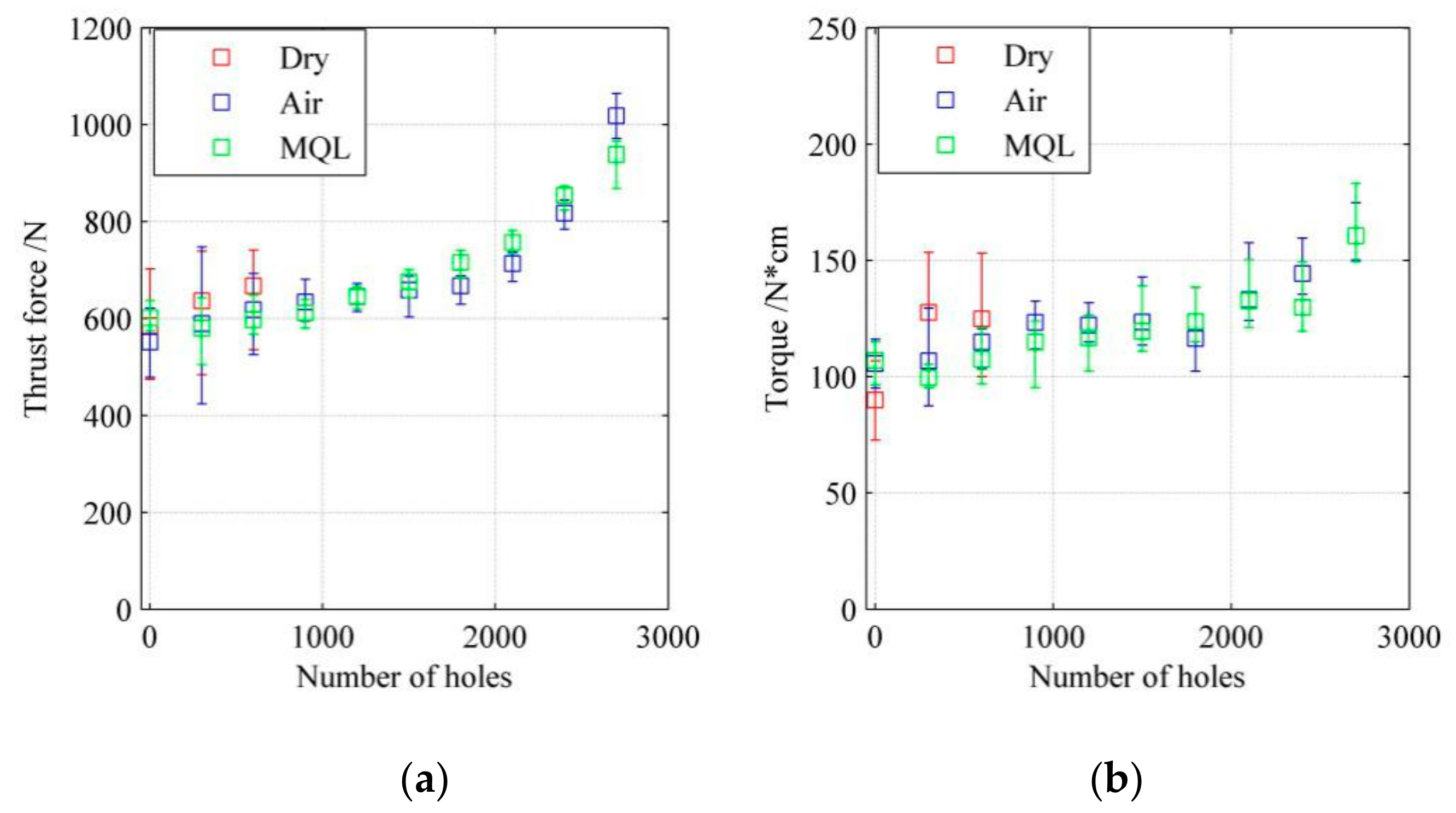
3.3. Torque and Force
3.3.1. Error Line of Torque and Thrust Force
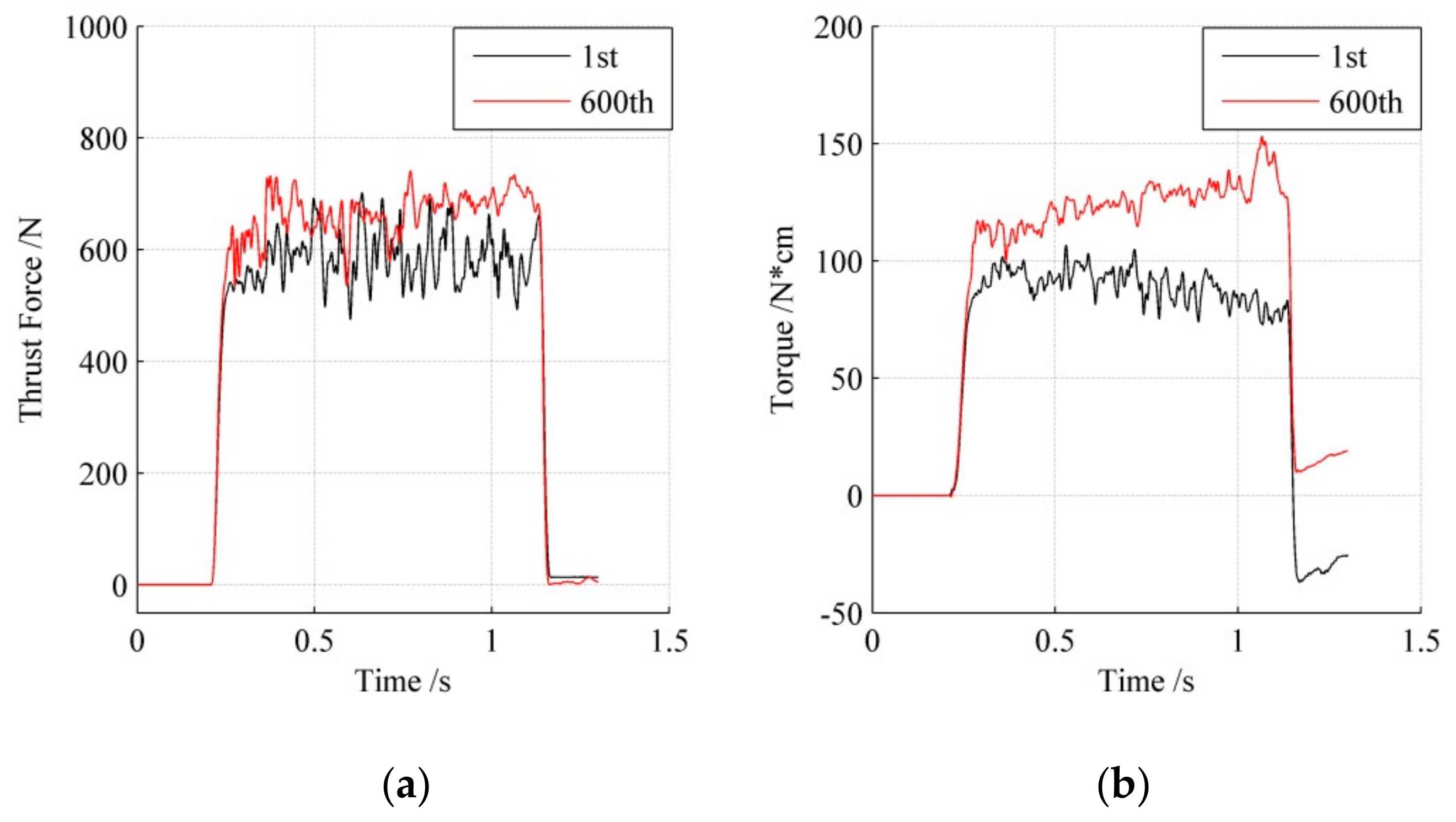
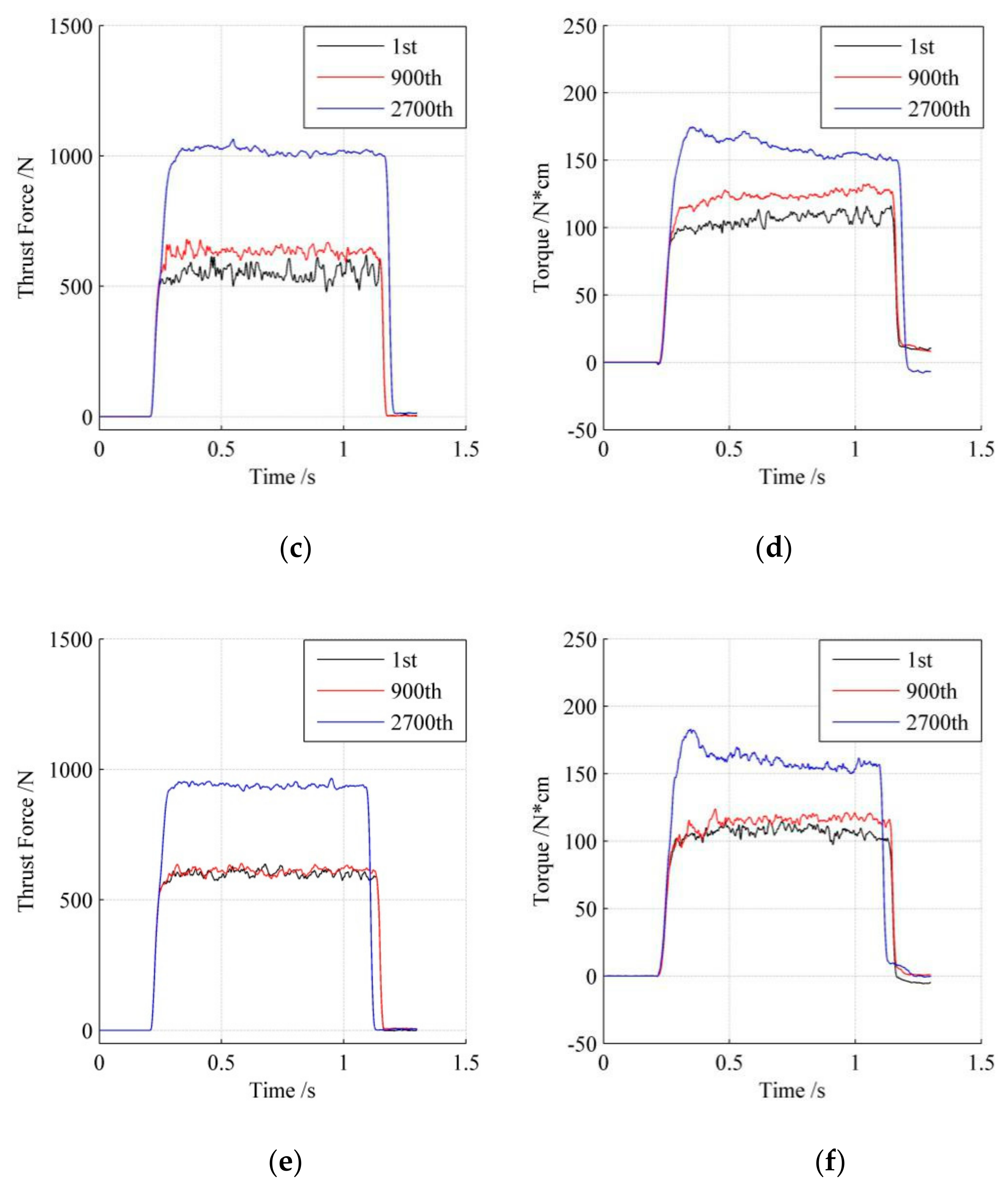
3.3.2. Cutting Loads
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Dawson, S.; Schroeder, T. Practical applications for compacted graphite iron. AFS Trans. 2004, 112, 1–9. [Google Scholar]
- Gastel, M.; Konetschny, C.; Reuter, U.; Fasel, C.; Schulz, H.; Riedel, R.; Ortner, H.M. Investigation of the wear mechanism of cubic boron nitride tools used for the machining of compacted graphite iron and grey cast iron. Int. J. Refract. Met. Hard 2000, 18, 287–296. [Google Scholar] [CrossRef]
- Evans, R.; Hoogendoorn, F.; Platt, E. Lubrication & Machining of Compacted Graphite Iron. AFS Trans. 2001, 1–8. [Google Scholar]
- Kuzu, A.T.; Bijanzad, A.; Bakkal, M. Experimental Investigations of Machinability in the Turning of Compacted Graphite Iron using Minimum Quantity Lubrication. Mach. Sci. Technol. 2015, 19, 559–576. [Google Scholar] [CrossRef]
- Dawson, S.; Hollinger, I.; Robbins, M.; Daeth, J.; Reuter, U.; Schulz, H. The effect of metallurgical variables on the machinability of compacted graphite iron. SAE Trans. 2001, 110, 334–352. [Google Scholar]
- Nayyar, V.; Alam, M.Z.; Kaminski, J.K.; Kinnander, A.; Nyborg, L. An Experimental Investigation of the Influence of Cutting Edge Geometry on the Machinability of Compacted Graphite Iron. Int. J. Mech. Mater. Eng. 2013, 3, 1–25. [Google Scholar] [CrossRef]
- Abele, E.; Burkhard, S. Using PCD for machining CGI with a CO2 coolant system. Prod. Eng. 2008, 2, 165–169. [Google Scholar] [CrossRef]
- Rosa, S.D.; Diniz, A.E.; Andrade, C.L.; Guesser, W.L. Analysis of tool wear, surface roughness and cutting power in the turning process of compact graphite irons with different titanium content. J. Braz. Soc. Mech. Sci. 2010, 32, 234–240. [Google Scholar] [CrossRef]
- Da Silva, M.B.; Naves, V.T.; De Melo, J.D.; de Andrade, C.L.F.; Guesser, W.L. Analysis of wear of cemented carbide cutting tools during milling operation of gray iron and compacted graphite iron. WEAR 2011, 271, 2426–2432. [Google Scholar] [CrossRef]
- De Oliveira, V.V.; Beltrao, P.A.; Pintaude, G. Effect of tool geometry on the wear of cemented carbide coated with TiAlN during drilling of compacted graphite iron. WEAR 2011, 271, 2561–2569. [Google Scholar] [CrossRef]
- Gabaldo, S.; Diniz, A.E.; Andrade, C.L.; Guesser, W.L. Performance of carbide and ceramic tools in the milling of compact graphite iron—CGI. J. Braz. Soc. Mech. Sci. 2010, 32, 511–517. [Google Scholar] [CrossRef]
- Alves, S.M.; Schroeter, R.B.; Bossardi, J.C.; de Andrade, C.L.F. Influence of EP additive on tool wear in drilling of compacted graphite iron. J. Braz. Soc. Mech. Sci. 2011, 33, 197–202. [Google Scholar] [CrossRef] [Green Version]
- Mocellin, F.; Melleras, E.; Guesser, W.L.; Boehs, L. Study of the machinability of compacted graphite iron for drilling process. J. Braz. Soc. Mech. Sci. 2004, 26, 22–27. [Google Scholar] [CrossRef]
- Paiva, J.M.; Amorim, F.L.; Soares, P.; Torres, R.D. Evaluation of Hard Coating Performance in Drilling Compacted Graphite Iron (CGI). J. Mater. Eng. Perform. 2013, 22, 3155–3160. [Google Scholar] [CrossRef]
- Nayyar, V.; Kaminski, J.K.; Kinnander, A.; Nyborg, L. An Experimental Investigation of Machinability of Graphitic Cast Iron Grades; Flake, Compacted and Spheroidal Graphite Iron in Continuous Machining Operations. Procedia Cirp 2012, 1, 488–493. [Google Scholar] [CrossRef]
- Heck, M.; Ortner, H.M.; Flege, S.; Reuter, U.; Ensinger, W. Analytical investigations concerning the wear behaviour of cutting tools used for the machining of compacted graphite iron and grey cast iron. Int. J. Refract. Met. Hard 2008, 26, 197–206. [Google Scholar] [CrossRef]
- Quinto, D.T. Twenty-five years of PVD coatings at the cutting edge. SVC Bull. 2007, 17–22. [Google Scholar]
- Kuzu, A.T.; Berenji, K.R.; Bakkal, M. Thermal and force modeling of CGI drilling. Int. J. Adv. Manuf. Technol. 2016, 82, 1649–1662. [Google Scholar] [CrossRef]
- Kuzu, A.T.; Berenji, K.R.; Ekim, B.C.; Bakkal, M. The thermal modeling of deep-hole drilling process under MQL condition. J. Manuf. Process. 2017, 29, 194–203. [Google Scholar] [CrossRef]
- Wu, W.; Kuzu, A.T.; Stephenson, D.A.; Hong, J.; Bakkal, M.; Shih, A. Dry and minimum quantity lubrication high-throughput drilling of compacted graphite iron. Mach. Sci. Technol. 2018, 22, 652–670. [Google Scholar] [CrossRef]
- Da Mota, P.R.; Reis, A.M.; Machado, A.R.; Ezugwu, E.O.; da Silva, M.B. Tool wear when tapping operation of compacted graphite iron. Proc. Inst. Mech. Eng. B J. Eng. 2013, 227, 1704–1713. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Exp. | Workpiece Material | Lubrication Condition | Drill Life |
|---|---|---|---|
| I | CGI | Dry (no compressed air) | 639 |
| II | CGI | Dry (with compressed air) | 2969 |
| III | CGI | MQL, 5 mL/h | 2948 |
| IV | CGI | MQL, 20 mL/h | 2685 |
| V | GI | MQL, 5 mL/h | >3000 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.; Wu, W. Investigation of Drilling Machinability of Compacted Graphite Iron under Dry and Minimum Quantity Lubrication (MQL). Metals 2019, 9, 1095. https://doi.org/10.3390/met9101095
Li Y, Wu W. Investigation of Drilling Machinability of Compacted Graphite Iron under Dry and Minimum Quantity Lubrication (MQL). Metals. 2019; 9(10):1095. https://doi.org/10.3390/met9101095
Chicago/Turabian StyleLi, Yang, and Wenwu Wu. 2019. "Investigation of Drilling Machinability of Compacted Graphite Iron under Dry and Minimum Quantity Lubrication (MQL)" Metals 9, no. 10: 1095. https://doi.org/10.3390/met9101095