Fiber Laser Surface Melting of a NiTi Superelastic Alloy: Influence on Structural and Mechanical Properties

 , ,
, ,
Abstract
:1. Introduction
2. Experimental Details
2.1. Material Preparation
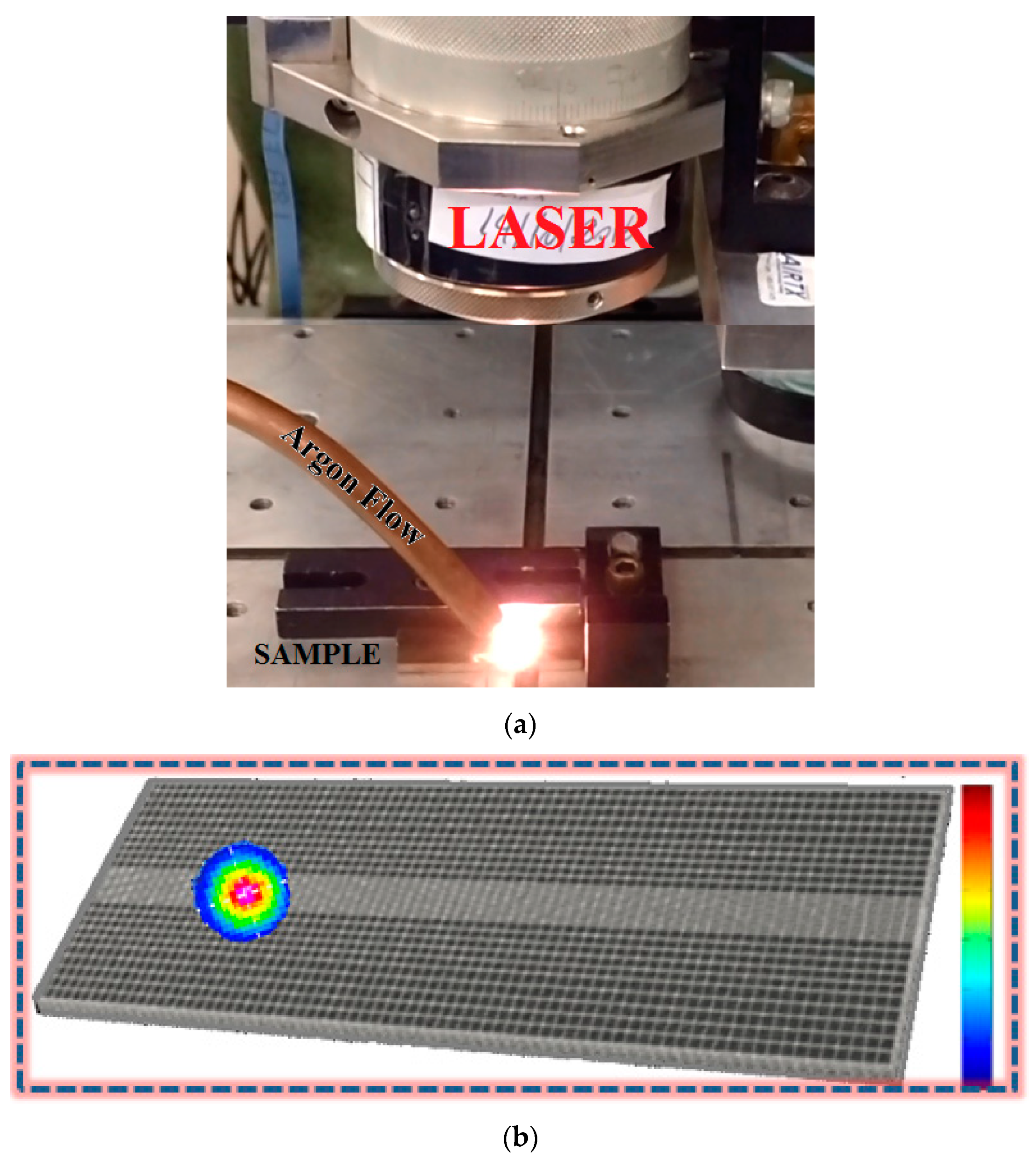
2.2. Laser Surface Melting (LSM)
2.3. Microstructural Characterization
2.4. Mechanical Tests
3. Results and Discussions
4. Conclusions
- (a)
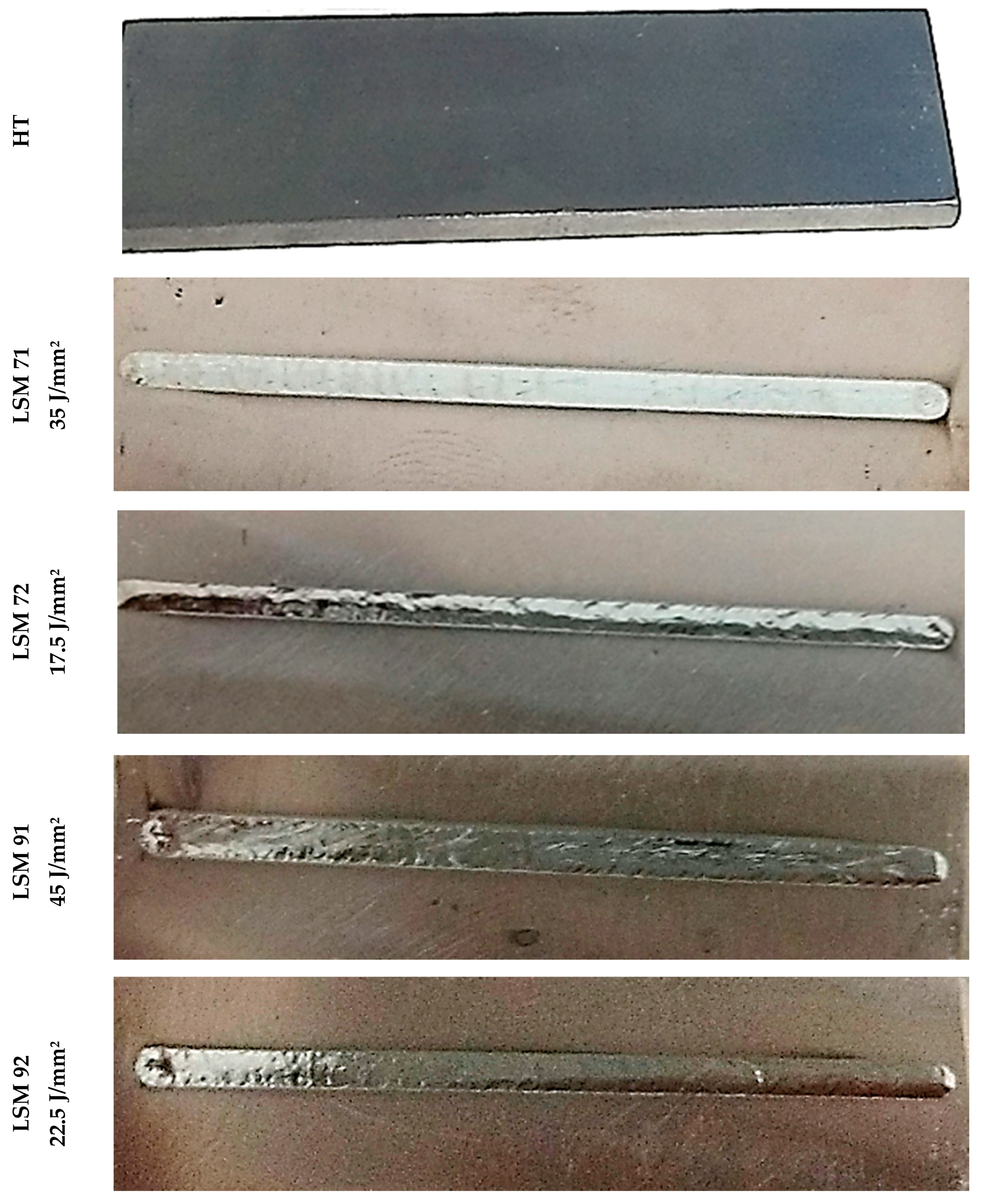
- The greatest surface finishing of the fusion zone was observed at the condition of 35 J/mm2.
- (b)
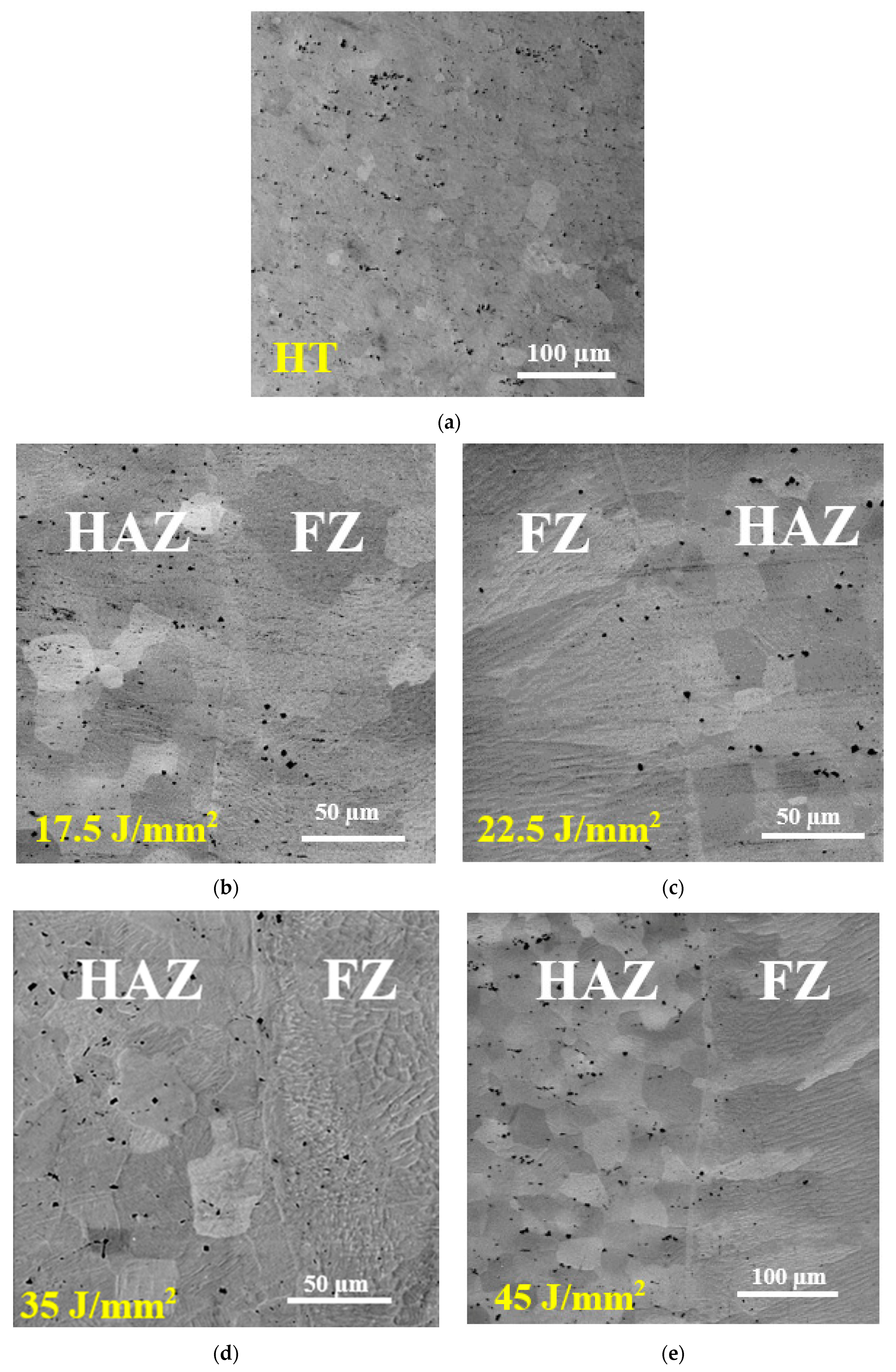
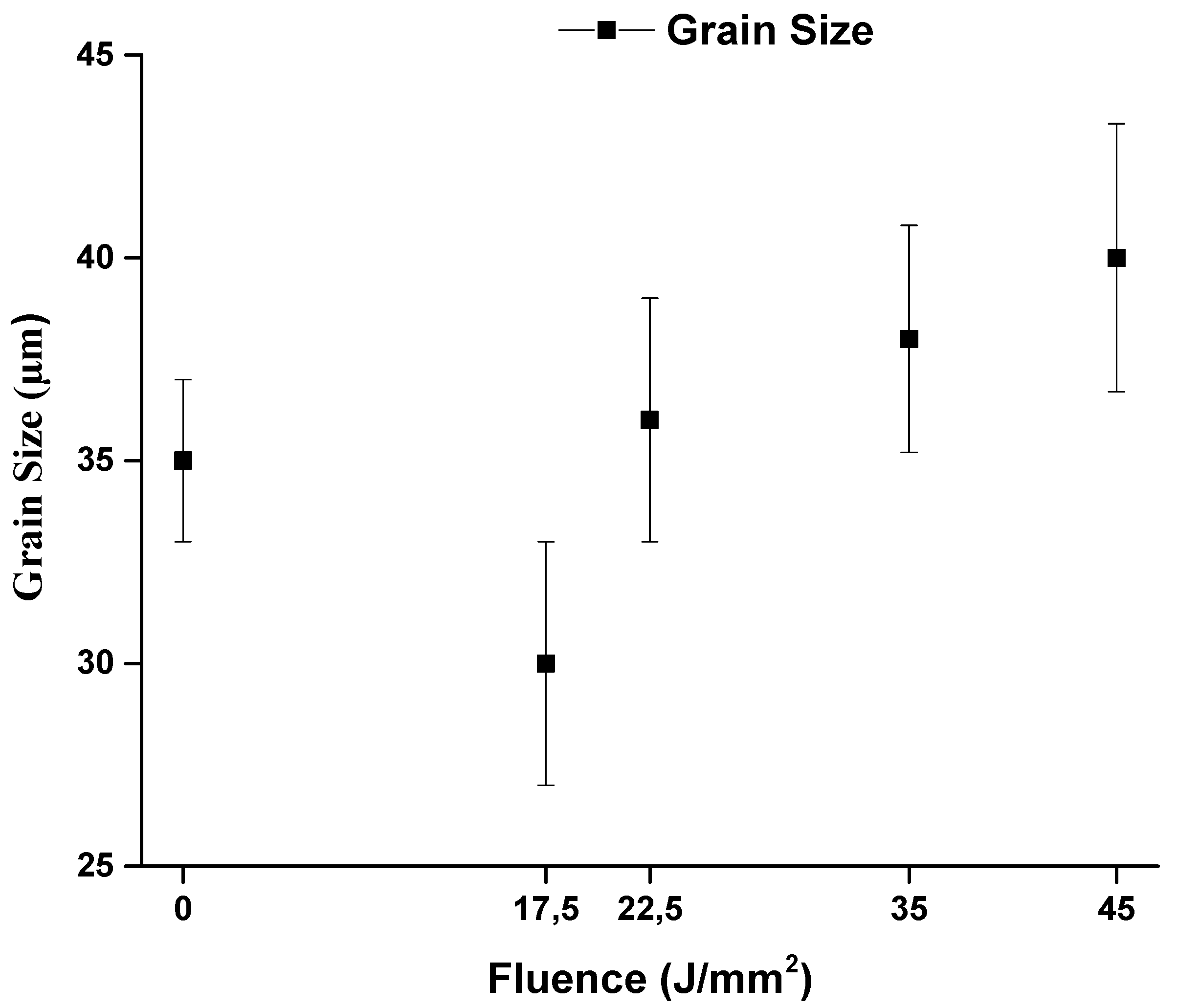
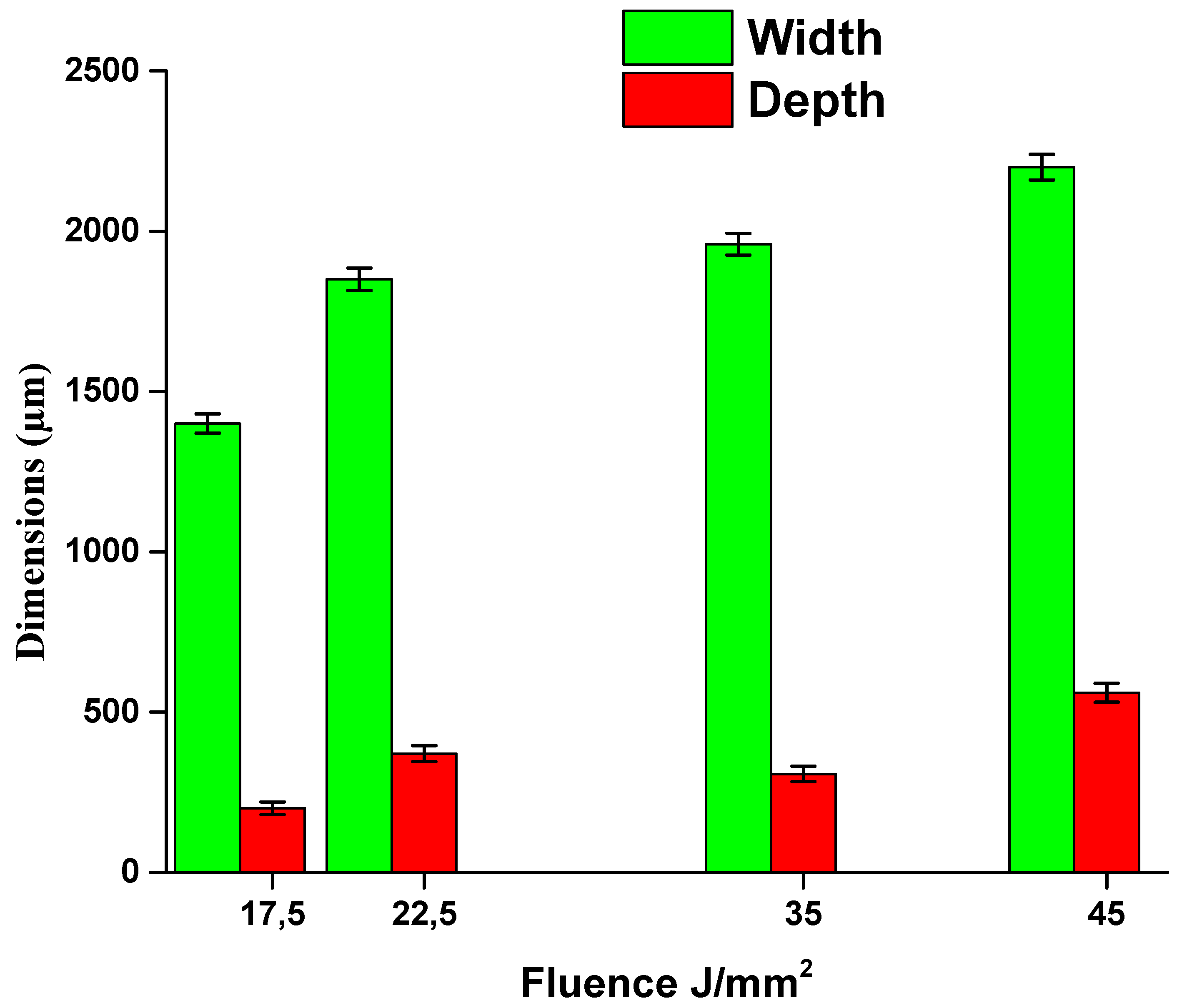
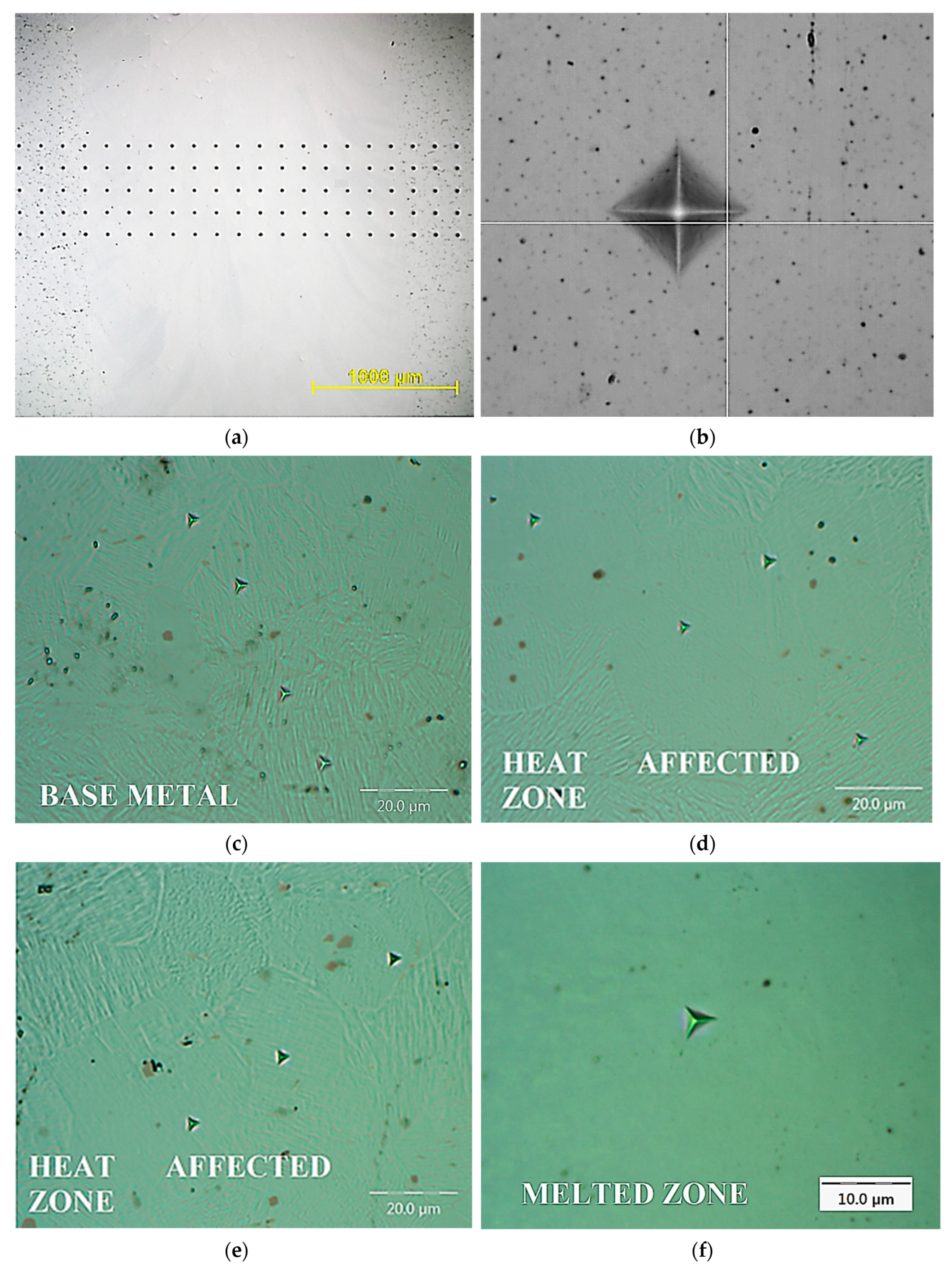
- Three well-defined regions (FZ, HAZ, BM) could be observed. The laser fluence directly affected the dimensions of grain size as well as the width and depth of the melted pool. The geometry of the molten pool could be controlled by the optimization of the laser parameters.
- (c)
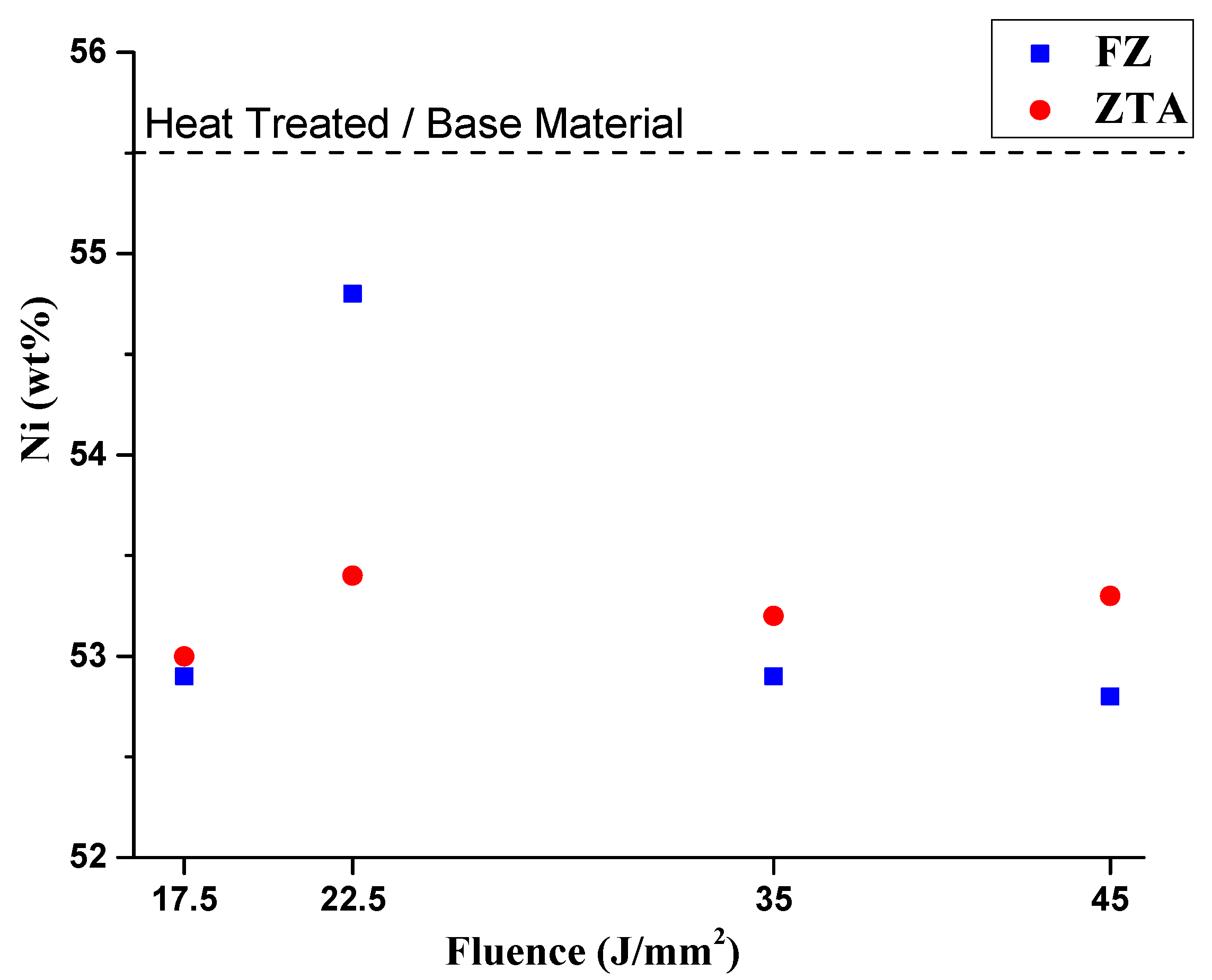
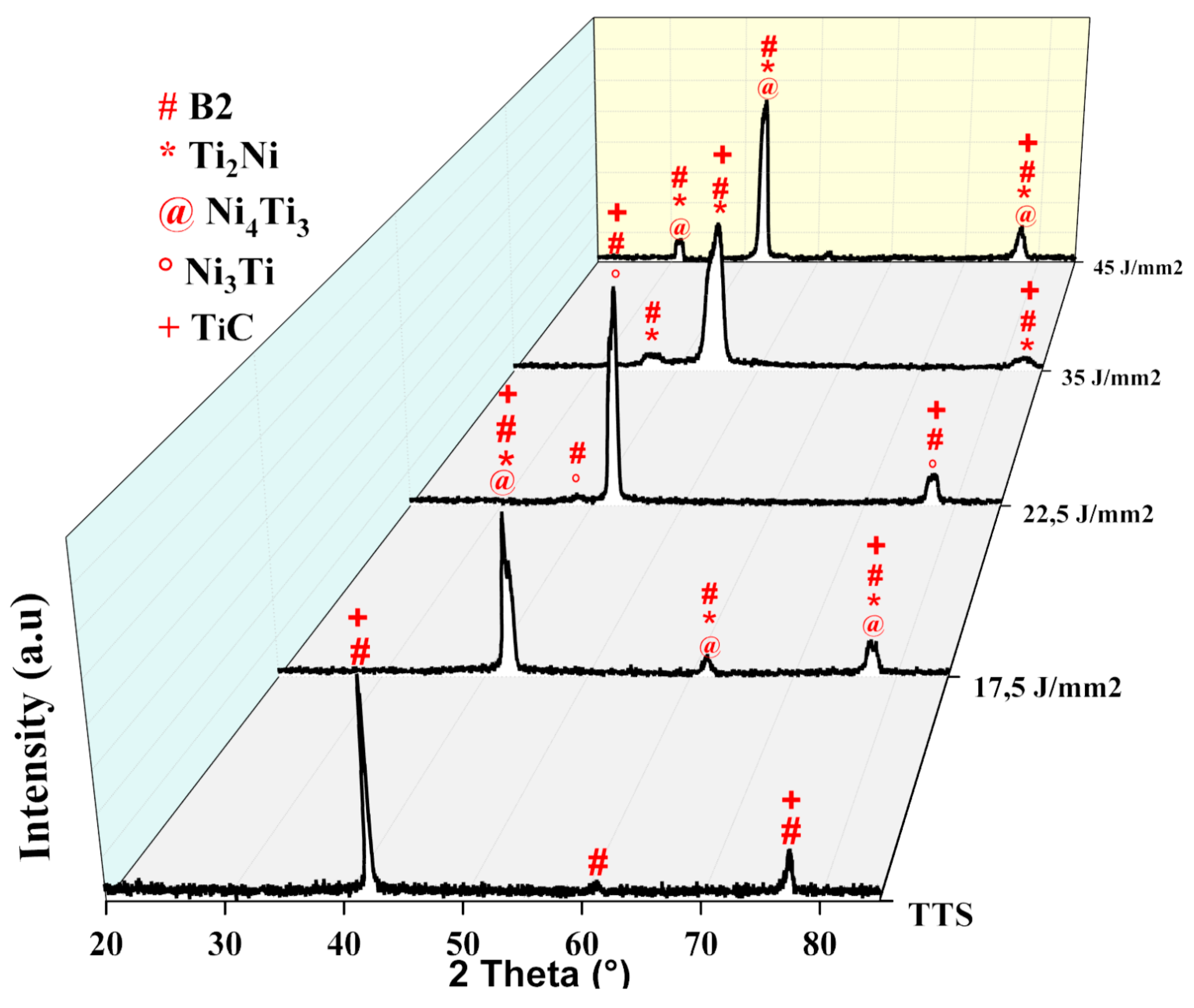
- High laser fluence values caused preferential volatilization of nickel, dynamic precipitation of intermetallic phases like Ti2Ni, Ni3Ti, and Ni4Ti3, and solubilization of TiC in the matrix, which leads to grain refinement.
- (d)
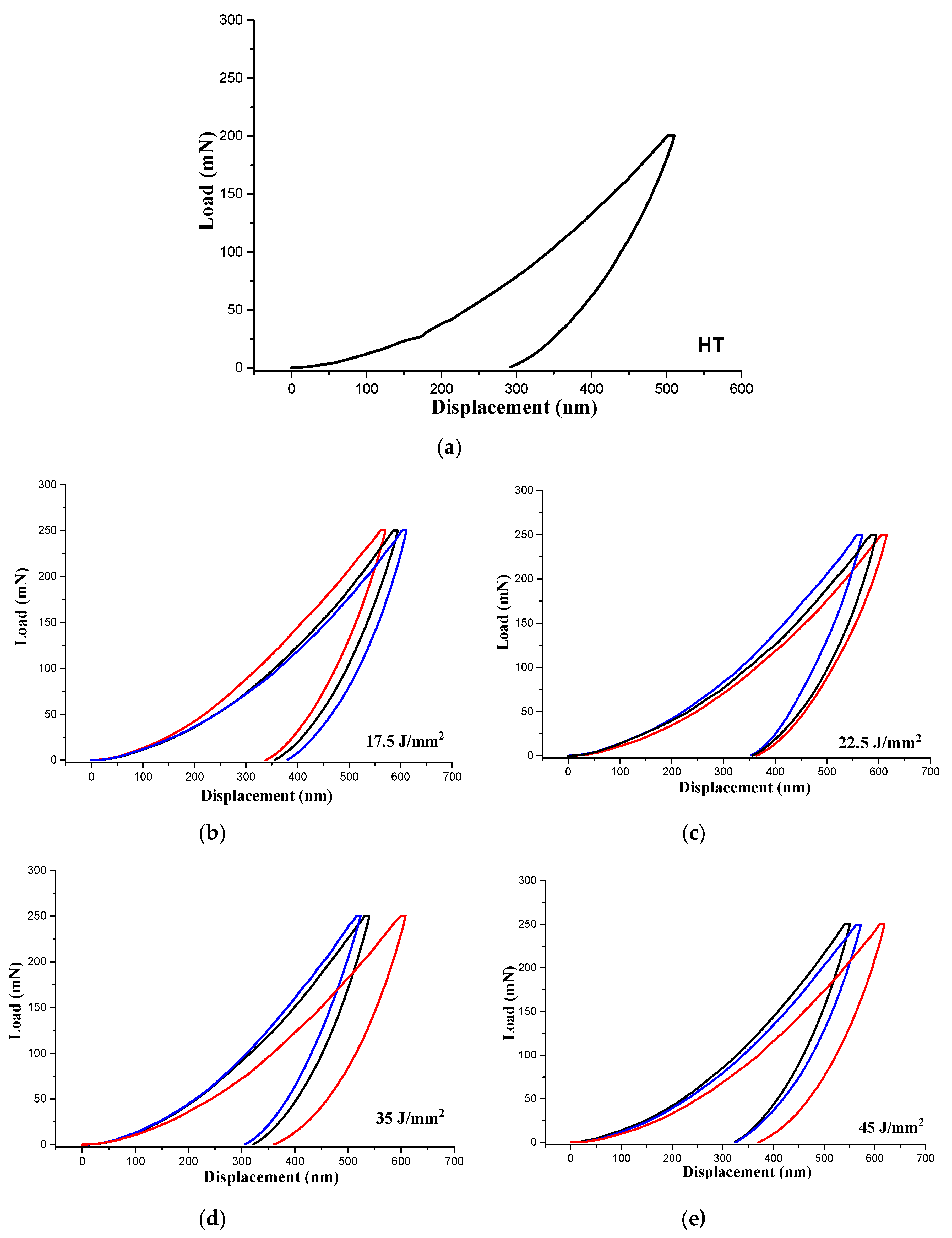
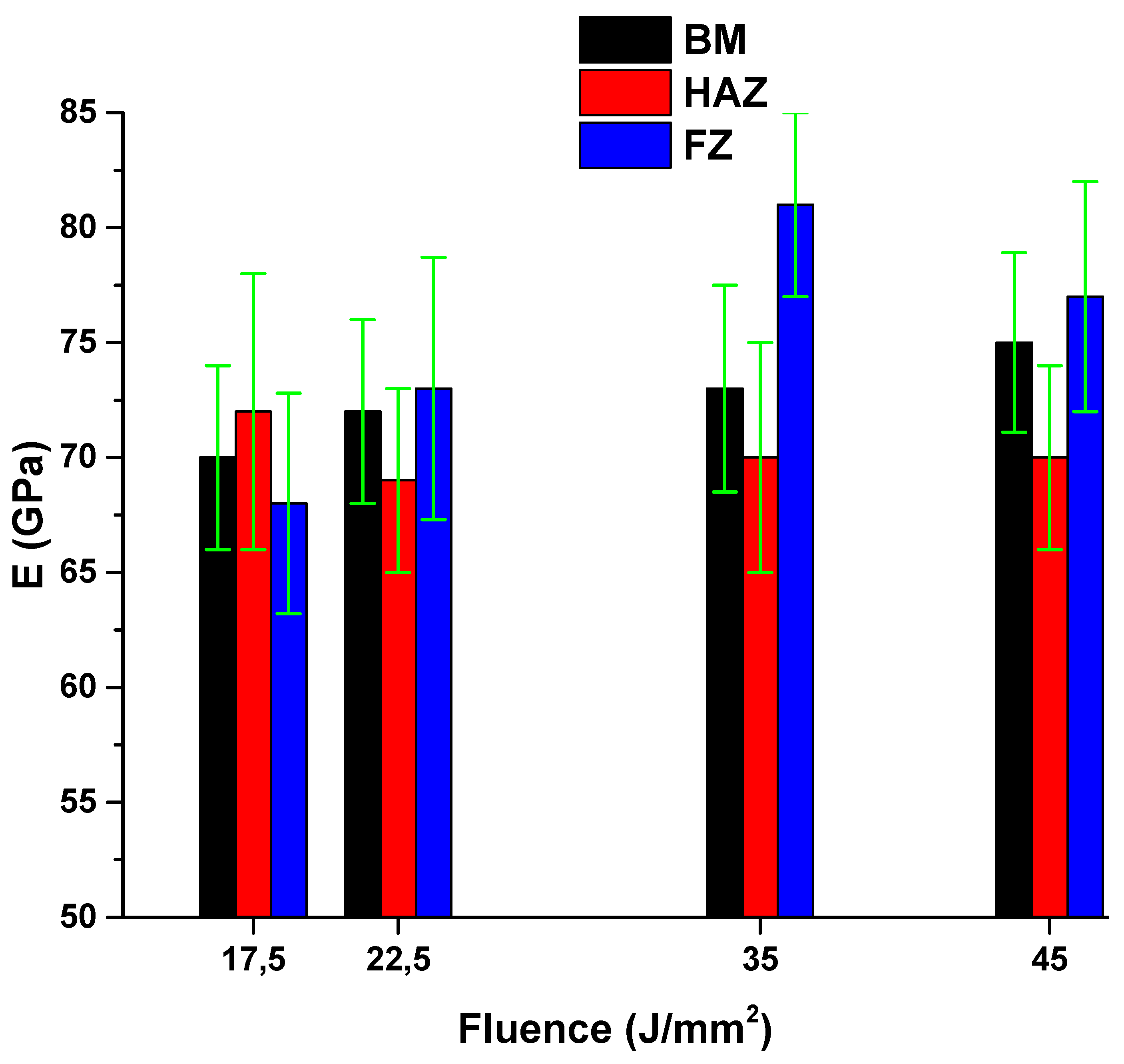
- High laser fluence proved to be a suitable technique to enhance mechanical properties like hardness and Young’s modulus.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Duerig, T.; Pelton, A.; Stöckel, D. An overview of nitinol medical applications. Mater. Sci. Eng. A 1999, 273–275, 149–160. [Google Scholar] [CrossRef]
- Pan, G.; Balagna, C.; Martino, L.; Spriano, S. Microstructure and transformation temperatures in rapid solidified Ni–Ti alloys. Part I: The effect of cooling rate. J. Alloys Comp. 2014, 589, 628–632. [Google Scholar] [CrossRef]
- Wu, M.H.; Schetky, L.M. Industrial applications for shape memory alloys. In Proceedings of the International conference on shape memory and superelastic technologies, Pacific Grove, CA, USA, 30 April–4 May 2000; Memry Corporation: Brookfield, CT, USA, 2000; pp. 171–182. [Google Scholar]
- Furuya, Y. Design and material evaluation of shape memory composites. J. Intell. Mater. Syst. Struct. 1996, 7, 321–330. [Google Scholar] [CrossRef]
- Leo, D.J.; Weddle, C.; Naganathan, G.; Buckley, S.J. Vehicular applications of smart material systems. In Smart Structures and Materials 1998: Industrial and Commercial Applications of Smart Structures Technologies; Society of Photo Optical: San Diego, CA, USA, 1998; pp. 106–116. [Google Scholar]
- Stoeckel, D. Shape memory actuators for automotive applications. Mater. Des. 1990, 11, 302–307. [Google Scholar] [CrossRef]
- Bil, C.; Massey, K.; Abdullah, E.J. Wing morphing control with shape memory alloy actuators. J. Intell. Mater. Syst. Struct. 2013, 24, 879–898. [Google Scholar] [CrossRef]
- Hartl, D.J.; Lagoudas, D.C. Aerospace applications of shape memory alloys. Proc. Inst. Mech. Eng. Part G J. Aerosp. Eng. 2007, 221, 535–552. [Google Scholar] [CrossRef]
- Humbeeck, J.V. Non-medical applications of shape memory alloys. Mater. Sci. Eng. A 1999, 273, 134–148. [Google Scholar] [CrossRef]
- McDonald Schetky, L. Shape memory alloy applications in space systems. Mater. Des. 1991, 12, 29–32. [Google Scholar] [CrossRef]
- Sun, L.; Huang, W.M.; Ding, Z.; Zhao, Y.; Wang, C.C.; Purnawali, H.; Tang, C. Stimulus-responsive shape memory materials: a review. Mater. Des. 2012, 33, 577–640. [Google Scholar] [CrossRef]
- Kohl, M. Shape memory microactuators (microtechnology and MEMS). In Microsystem Technologies, 1st ed.; Springer: Berlin, Germany, 2010. [Google Scholar]
- Kahny, H.; Huffz, M.A.; Heuer, A.H. The TiNi shape-memory alloy and its applications for MEMS. J. Micromechanics Microengineering 1998, 8, 213–221. [Google Scholar] [CrossRef]
- Kheirikhah, M.; Rabiee, S.; Edalat, M. A review of shape memory alloy actuators in robotics. In Robot Soccer World Cup; Ruiz-del-Solar, J., Chown, E., Plöger, P., Eds.; Springer: Berlin, Germany, 2011; pp. 206–217. [Google Scholar]
- Sreekumar, M.; Nagarajan, T.; Singaperumal, M.; Zoppi, M.; Molfino, R. Critical review of current trends in shape memory alloy actuators for intelligent robots. Ind. Robot Int. J. 2007, 34, 285–294. [Google Scholar] [CrossRef]
- Petrini, L.; Migliavacca, F. Biomedical applications of shape memory alloys. J. Metall. 2011, 2011, 15. [Google Scholar] [CrossRef]
- Song, C. History and current situation of shape memory alloys devices for minimally invasive surgery. Open Med. Devices, J. 2010, 2, 24–31. [Google Scholar] [CrossRef]
- Morgan, N.B. Medical shape memory alloy applications–the market and its products. Mater. Sci. Eng. A 2004, 378, 16–23. [Google Scholar] [CrossRef]
- Machado, L.G.; Savi, M.A. Medical applications of shape memory alloys. Braz. J. Med. Biol. Res. 2003, 36, 683–691. [Google Scholar] [CrossRef]
- Mantovani, D. Shape memory alloys: properties and biomedical applications. JOM 2000, 52, 36–44. [Google Scholar] [CrossRef]
- Langenhove, L.V.; Hertleer, C. Smart clothing: a new life. Int. J. Clothing Sci. Technol. 2004, 16, 63–72. [Google Scholar] [CrossRef]
- Lecce, L.; Concilio, A. Shape Memory Alloy Engineering for Aerospace, Structural and Biomedical Applications; Elsevier: Amsterdam, The Netherlands, 2015. [Google Scholar]
- Hao, W.; Zhou, L.; Sun, Y.; Shi, P.; Liu, H.; Wang, X. Treatment of patella fracture by claw-like shape memory alloy. Arch. Orthop. Trauma Surg. 2015, 135, 943–951. [Google Scholar] [CrossRef]
- Kwok, C.T.; Man, H.C.; Cheng, F.T.; Lo, K.H. Developments in laser-based surface engineering processes: With particular reference to protection against cavitation erosion. Surf. Coatings Technol. 2016, 291, 189–204. [Google Scholar] [CrossRef]
- Steen, W.M.; Mazumder, J. Laser Material Processing, 4th ed.; Springer: Berlin, Germany, 2010. [Google Scholar]
- Lo, K.H.; Cheng, F.T.; Man, H.C. Laser transformation hardening of AISI 440C martensitic stainless steel for higher cavitation erosion resistance. Surf. Coat. Technol. 2003, 173, 96–104. [Google Scholar] [CrossRef]
- Menci, G.; Demir, A.G.; Waugh, D.G.; Lawrence, J.; Previtali, B. Laser surface texturing of β-Ti alloy for orthopaedics: Effect of different wavelengths and pulse durations. Appl. Surf. Sci. 2019, 489, 175–186. [Google Scholar] [CrossRef]
- Cui, Z.; Man, H.; Yang, X. The corrosion and nickel release behavior of laser surface-melted NiTi shape memory alloys in Hanks solution. Surf. Coat. Technol. 2005, 192, 347–353. [Google Scholar] [CrossRef]
- Chan, C.W.; Hussain, I.; Waugh, D.G.; Lawrence, J.; Man, H.C. Effect of laser treatment on the attachment and viability of mesenchymal stem cell responses on shape memory NiTi alloy. Mater. Sci. Eng. C 2014, 42, 254–263. [Google Scholar] [CrossRef] [PubMed]
- Ghasemi, R.; Shoja-razavi, R.; Mozafarinia, R.; Jamali, H. Laser glazing of plasma-sprayed nanostructured yttria stabilized zirconia thermal barrier coatings. Ceram. Int. 2013, 39, 9483–9490. [Google Scholar] [CrossRef]
- Fu, B.; Feng, K.; Li, Z. Study on the effect of Cu addition on the microstructure and properties of NiTi alloy fabricated by laser cladding. Mater. Lett. 2018, 220, 148–151. [Google Scholar] [CrossRef]
- Mahamood, R.M.; Akinlabi, E.T.; Shukla, M.; Pityana, S. Scanning velocity influence on microstructure, microhardness and wear resistance performance of laser deposited Ti6Al4V/TiC composite. Mater. Des. 2013, 50, 656–666. [Google Scholar] [CrossRef]
- Kaspar, J.; Bretschneider, J.; Jacob, S.; Bonß, S.; Winderlich, B.; Brenner, B. Microstructure, hardness and cavitation erosion behaviour of Ti–6Al–4V laser nitrided under different gas atmospheres. Surf. Eng. 2007, 23, 99–106. [Google Scholar] [CrossRef]
- Chan, C.; Man, H.; Yue, T. Effects of process parameters upon the shape memory and pseudo-elastic behaviors of laser-welded NiTi thin foil. Metall. Mater. Transact. A 2011, 42, 2264–2270. [Google Scholar] [CrossRef]
- Oliveira, J.P.; Miranda, R.M.; Braz Fernandes, F.M. Welding and Joining of NiTi Shape Memory Alloys: A Review. Prog. Mater. Sci. 2017, 88, 412–466. [Google Scholar] [CrossRef]
- Mehrpouya, M.; Gisario, A.; Elahinia, M. Laser welding of NiTi shape memory alloy: A. review. J. Manuf. Process. 2018, 31, 162–186. [Google Scholar] [CrossRef]
- Chakraborty, R.; Datta, S.; Shahid Raza, M.; Saha, P. A comparative study of surface characterization and corrosion performance properties of laser surface modified biomedical grade Nitinol. Appl. Surf. Sci. 2019, 469, 753–763. [Google Scholar] [CrossRef]
- Gong, W.-H.; Chen, Y.-H.; Ke, L.M. Microstructure and properties of laser micro welded joint of TiNi shape memory alloy. Trans. Nonferrous Met. Soc. China 2011, 21, 2044–2048. [Google Scholar] [CrossRef]
- Mohd Jani, J.; Leary, M.; Subic, A.; Gibson, M.A. A review of shape memory alloy research, applications and opportunities. Mater. Des. 2014, 56, 1078–1113. [Google Scholar] [CrossRef]
- Mwangi, J.W.; Nguyen, L.T.; Bui, V.D.; Berger, T.; Zeidler, H.; Schubert, A. Nitinol manufacturing and micromachining: A review of processes and their suitability in processing medical-grade nitinol. J. Manuf. Process. 2019, 38, 355–369. [Google Scholar] [CrossRef]
- Michael, A.; Zhou, Y.N.; Yavuz, M.; Khan, M.I. Modelling the alloy element composition change in NiTi achieved through laser induced vaporization. Mater. Chem. Phys. 2019, 231, 87–94. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ni (wt.%) | C (wt.%) | O (wt.%) | Ti (wt.%) |
|---|---|---|---|
| 55.50 | 0.047 | 0.1132 | 44.66 |
| Sample | Power (W) | Speed Scan (mm/s) | Argon (l/min) | Δz (mm) | FL (J/mm2) |
|---|---|---|---|---|---|
| LSM71 | 700 | 10 | 18 | 12 | 35.0 |
| LSM72 | 700 | 20 | 18 | 12 | 17.5 |
| LSM91 | 900 | 10 | 18 | 12 | 45.0 |
| LSM92 | 900 | 20 | 18 | 12 | 22.5 |
| Fluence | Ni (wt%) | Ti (wt%) | C(wt%) | O (wt%) | Ti/Ni | |
|---|---|---|---|---|---|---|
| 17.5 J/mm2 | FZ HAZ | 52.9 53 | 44.9 44.9 | 1.2 1.2 | 1.0 0.9 | 0.848 0.847 |
| 22.5 J/mm2 | FZ HAZ | 54.8 53.4 | 43.3 44.3 | 1.1 1.5 | 0.8 0.8 | 0.790 0.829 |
| 35 J/mm2 | FZ HAZ | 52.9 53.2 | 45.1 44.3 | 1.1 1.8 | 0.9 0.8 | 0.853 0.833 |
| 45 J/mm2 | FZ HAZ | 52.8 53.3 | 45.0 44.6 | 1.2 1.1 | 1.0 0.9 | 0.852 0.837 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dias, D.; Santos, O.S.; Alves, W.; Lima, M.S.F.; Silva, M.M.d. Fiber Laser Surface Melting of a NiTi Superelastic Alloy: Influence on Structural and Mechanical Properties. Metals 2019, 9, 1268. https://doi.org/10.3390/met9121268
Dias D, Santos OS, Alves W, Lima MSF, Silva MMd. Fiber Laser Surface Melting of a NiTi Superelastic Alloy: Influence on Structural and Mechanical Properties. Metals. 2019; 9(12):1268. https://doi.org/10.3390/met9121268
Chicago/Turabian StyleDias, David, Osmar Sousa Santos, Wellington Alves, Milton Sergio Fernandes Lima, and Maria Margareth da Silva. 2019. "Fiber Laser Surface Melting of a NiTi Superelastic Alloy: Influence on Structural and Mechanical Properties" Metals 9, no. 12: 1268. https://doi.org/10.3390/met9121268