Microstructure and Tensile Properties of the Mg-6Zn-4Al-xSn Die Cast Magnesium Alloy

Abstract
:1. Introduction
2. Experimental Procedures
3. Results and Discussion
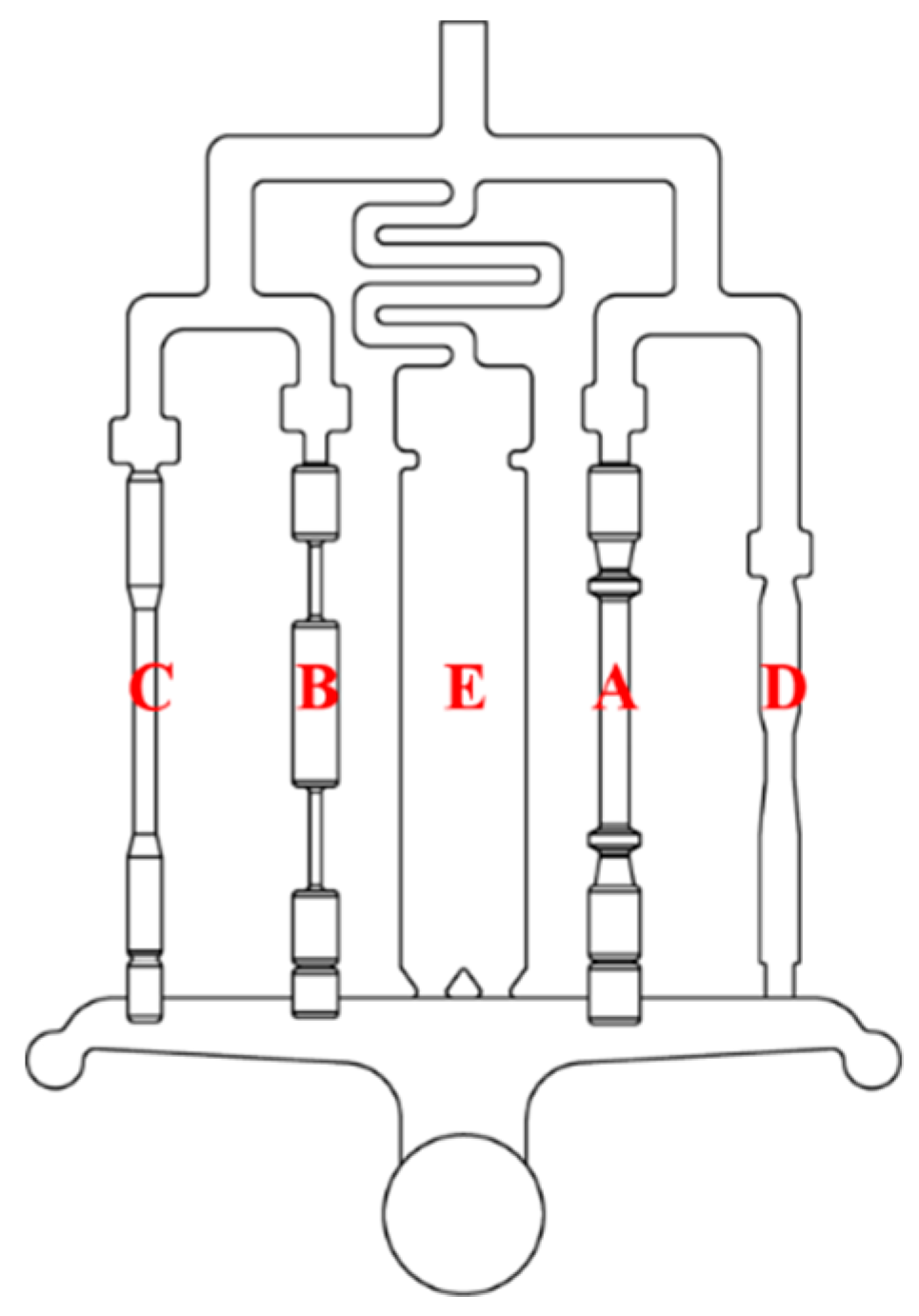
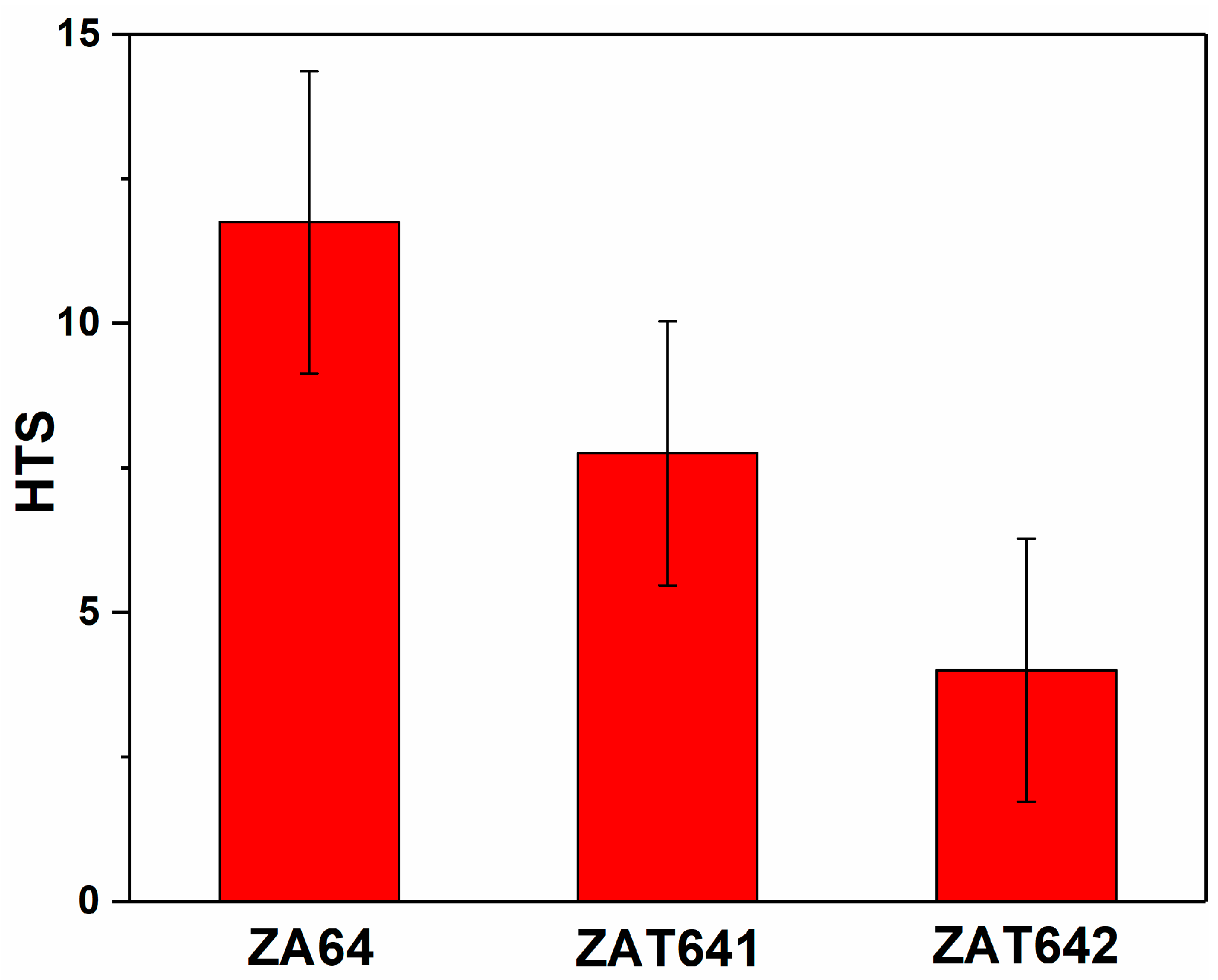
3.1. Hot Tearing
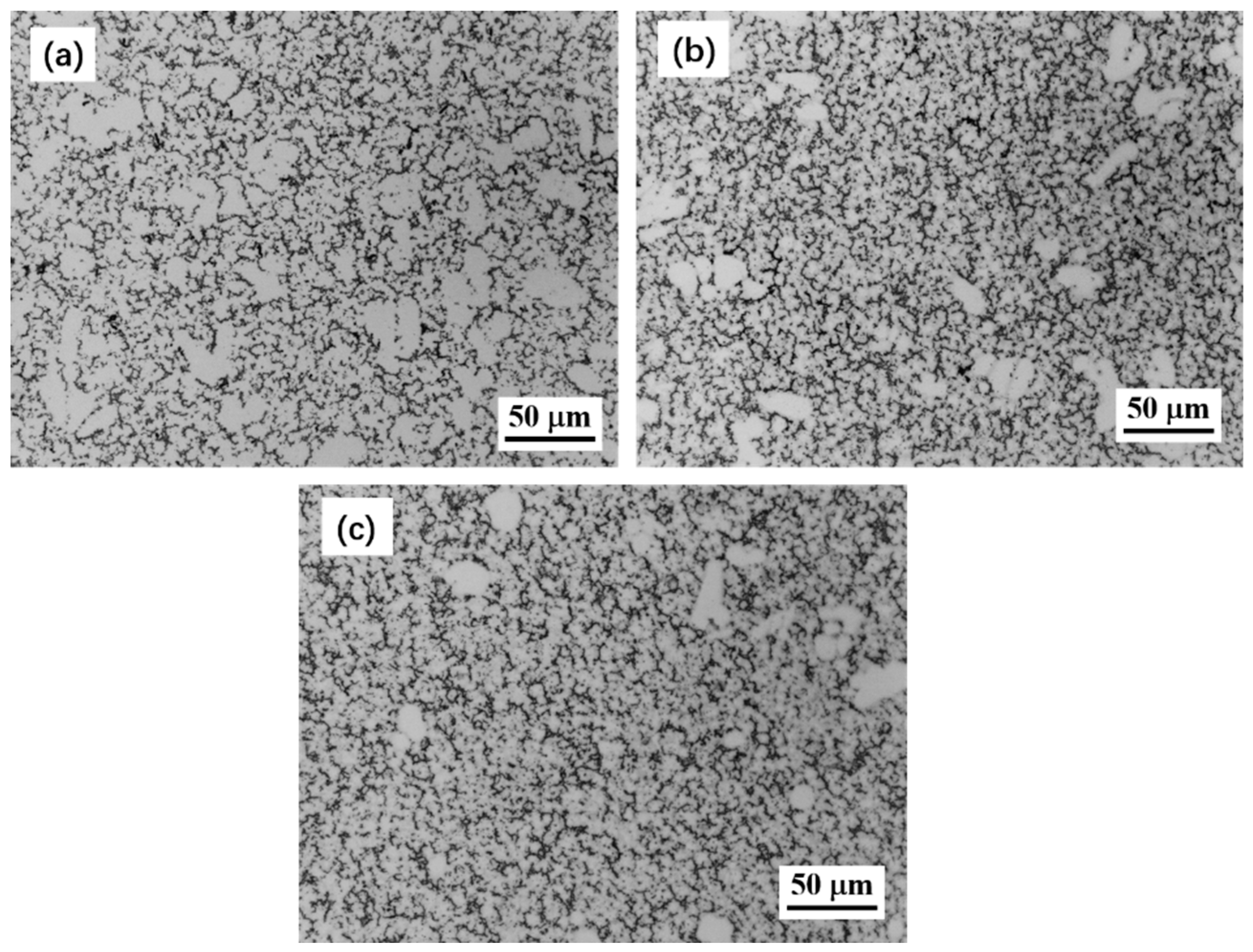
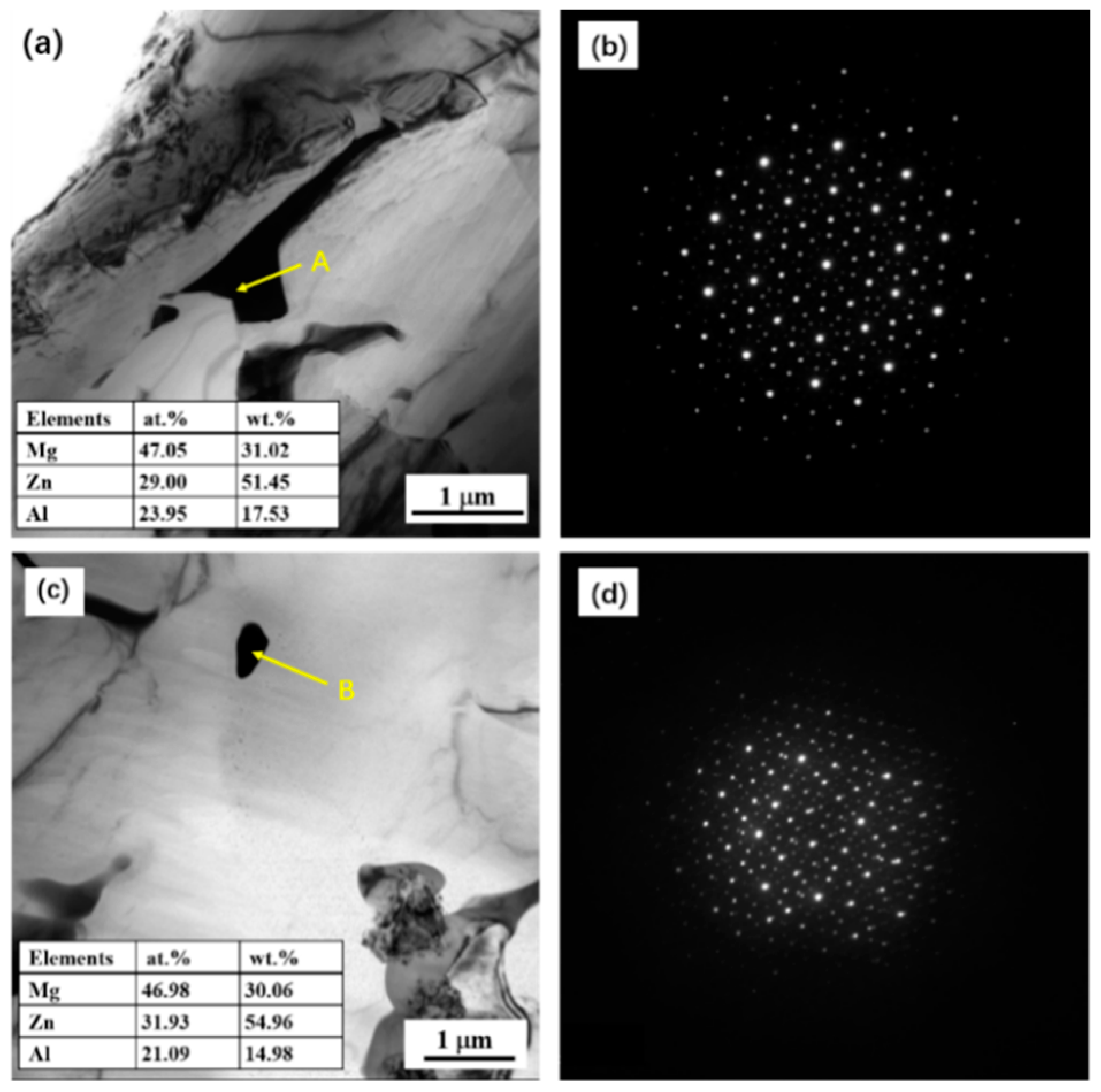
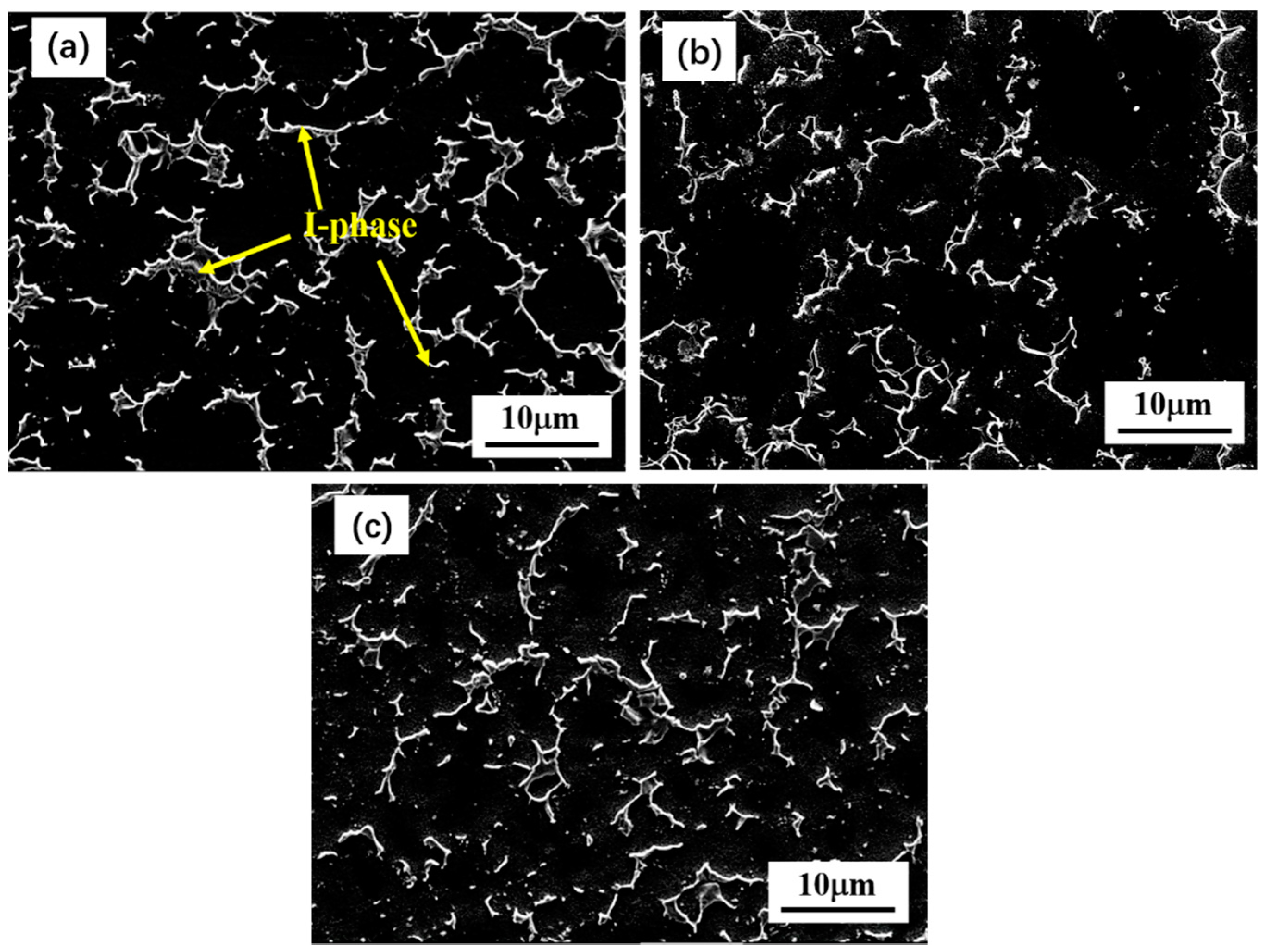
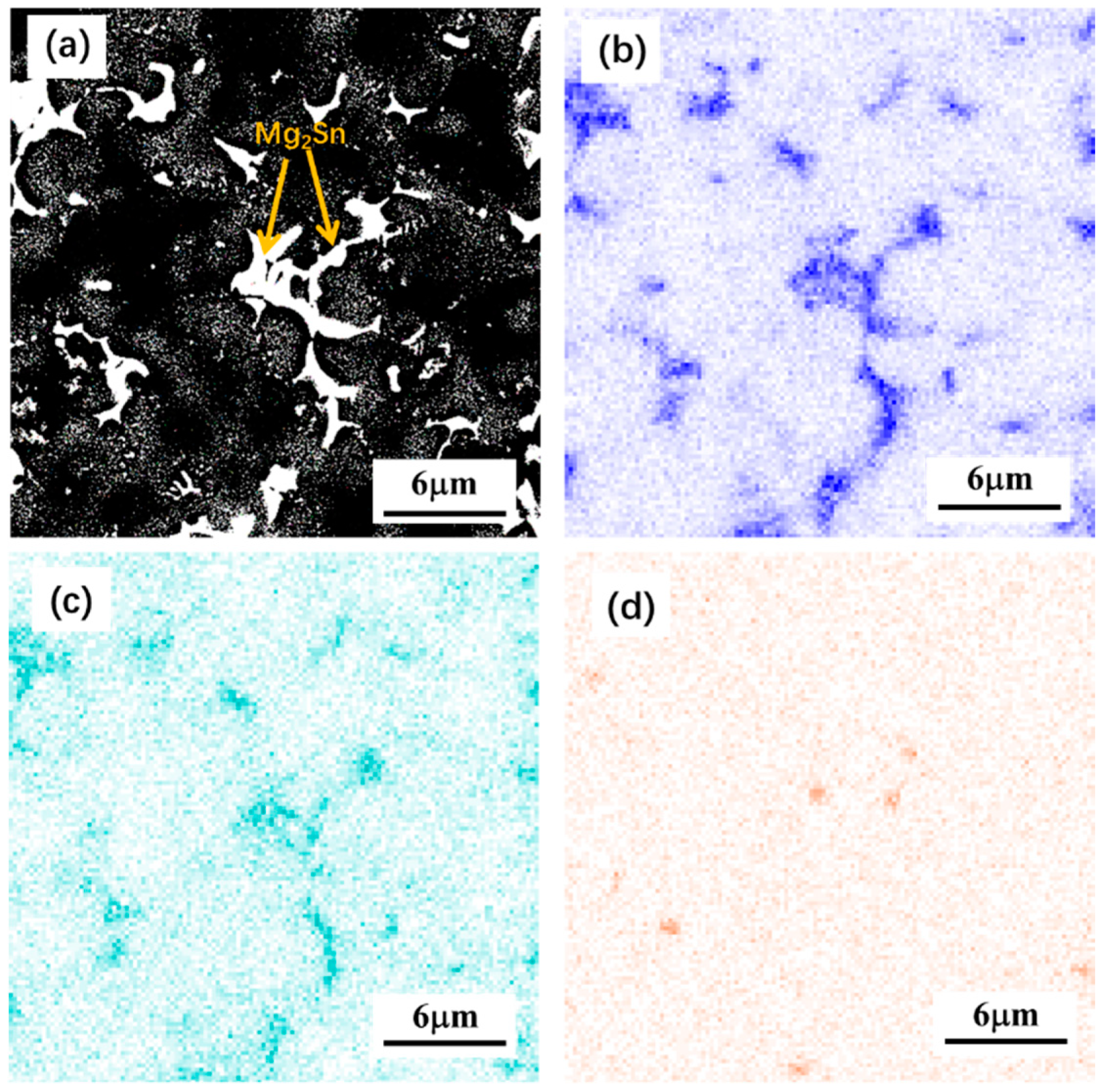
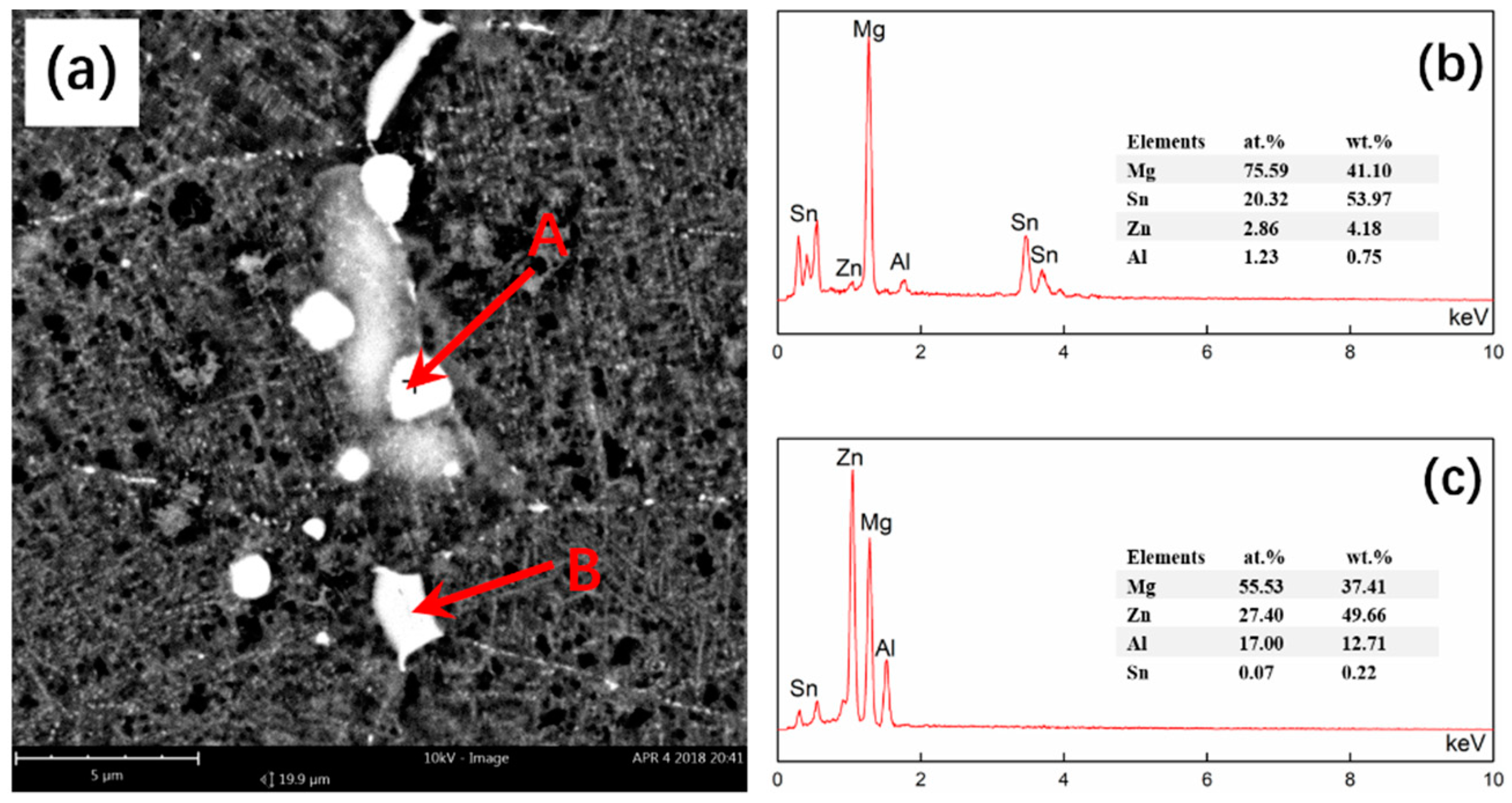
3.2. As-Cast Microstructure
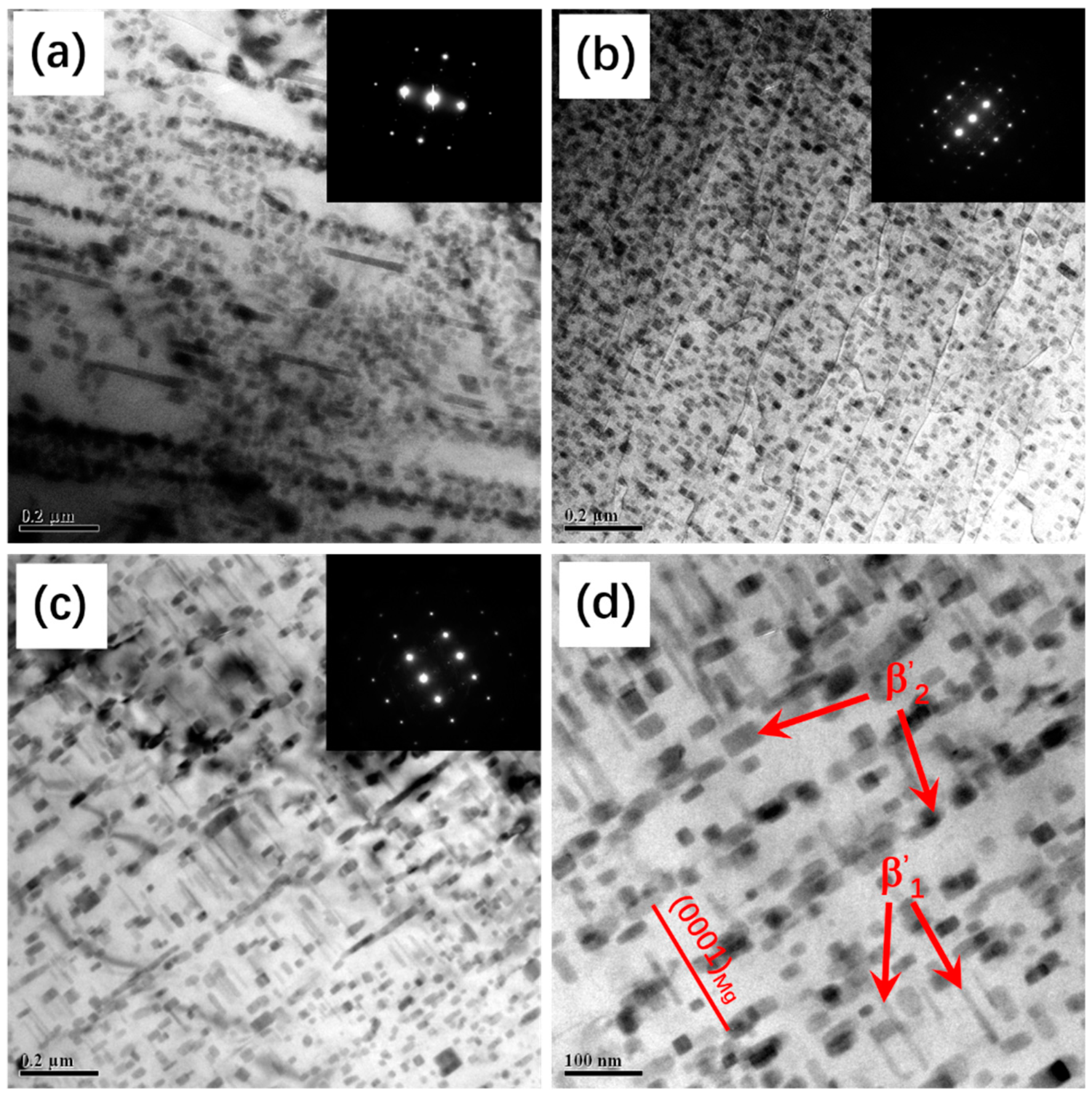
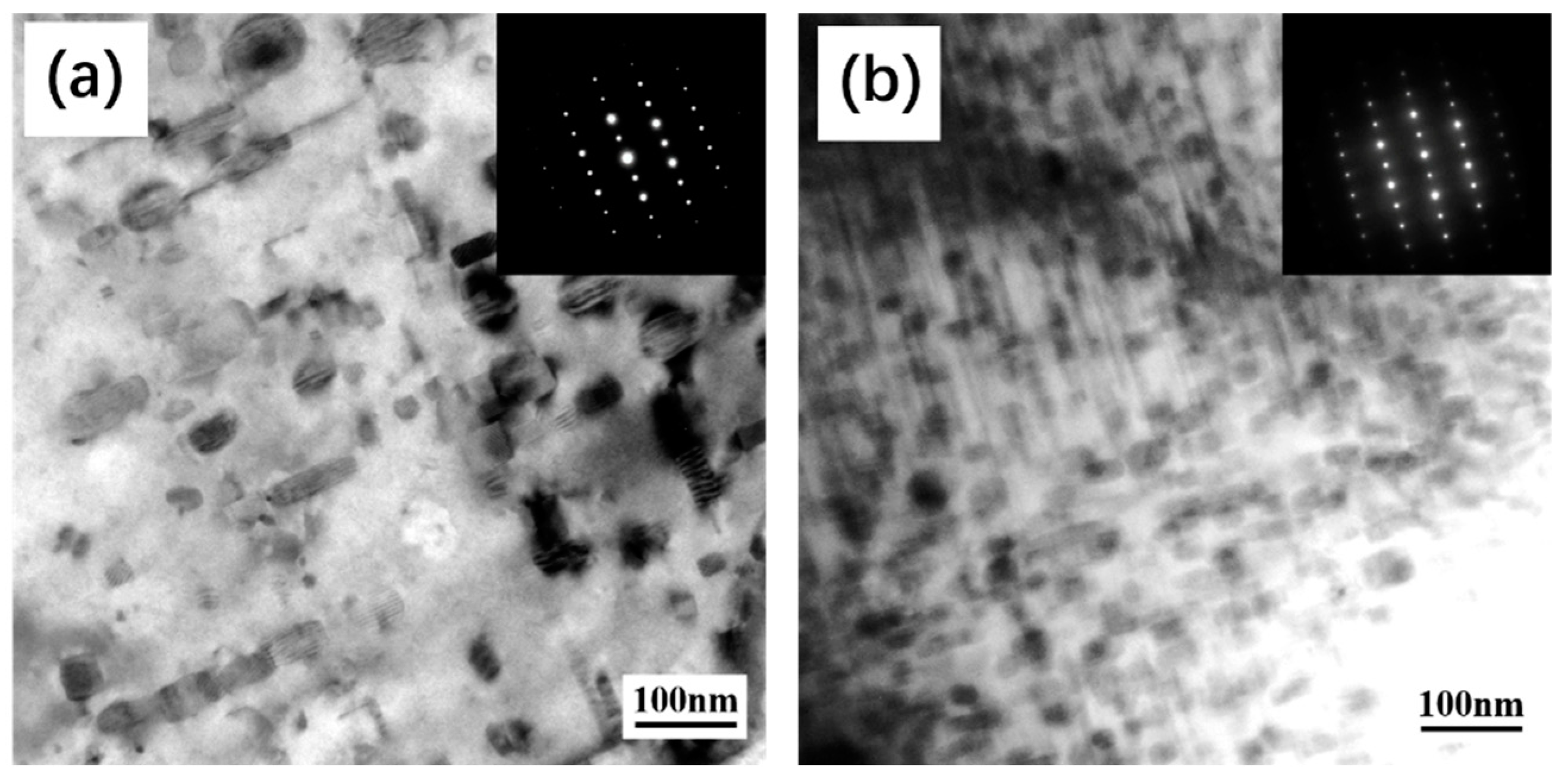
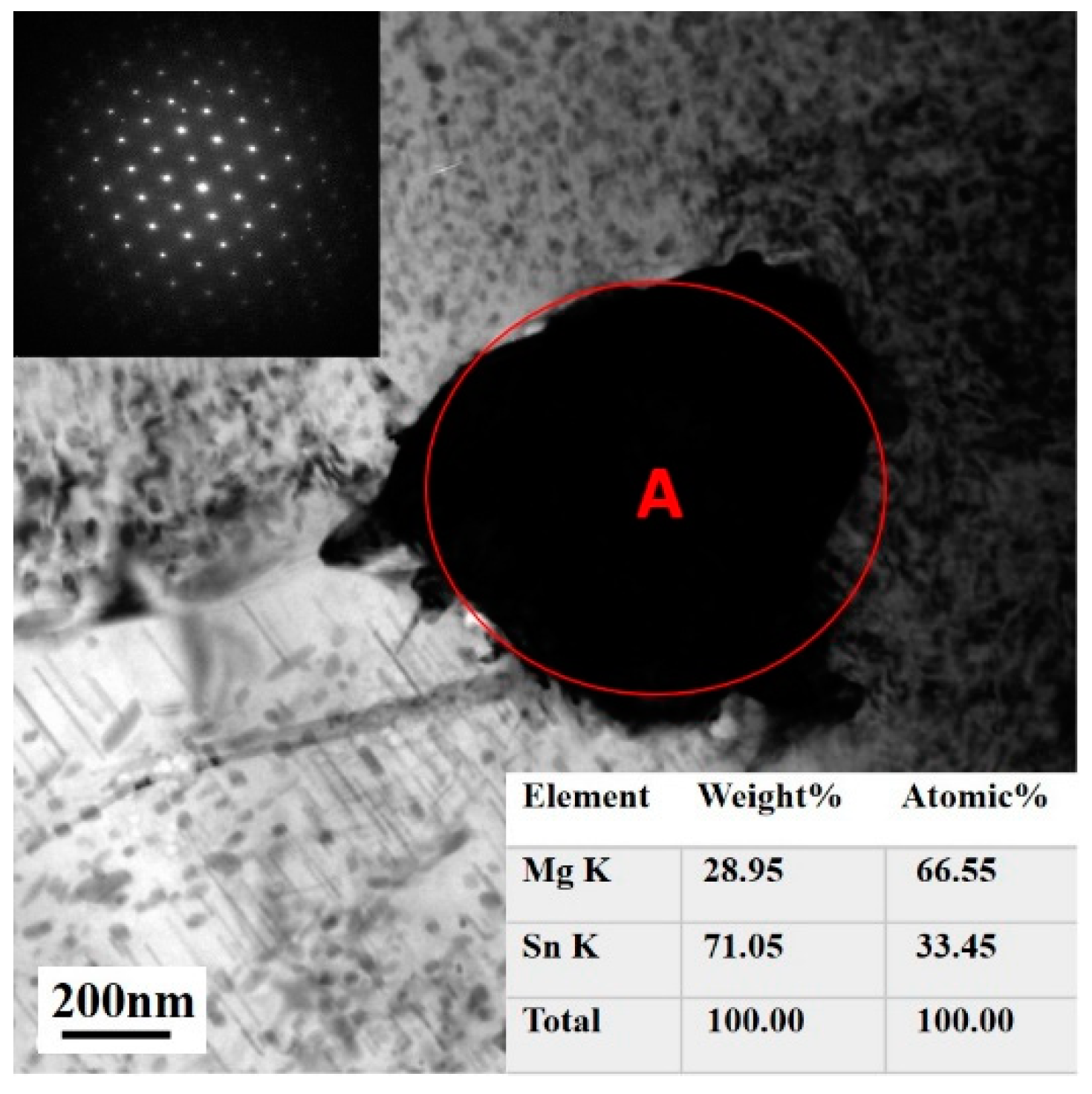
3.3. Aging Response Behavior and Peak-Aged Microstructure
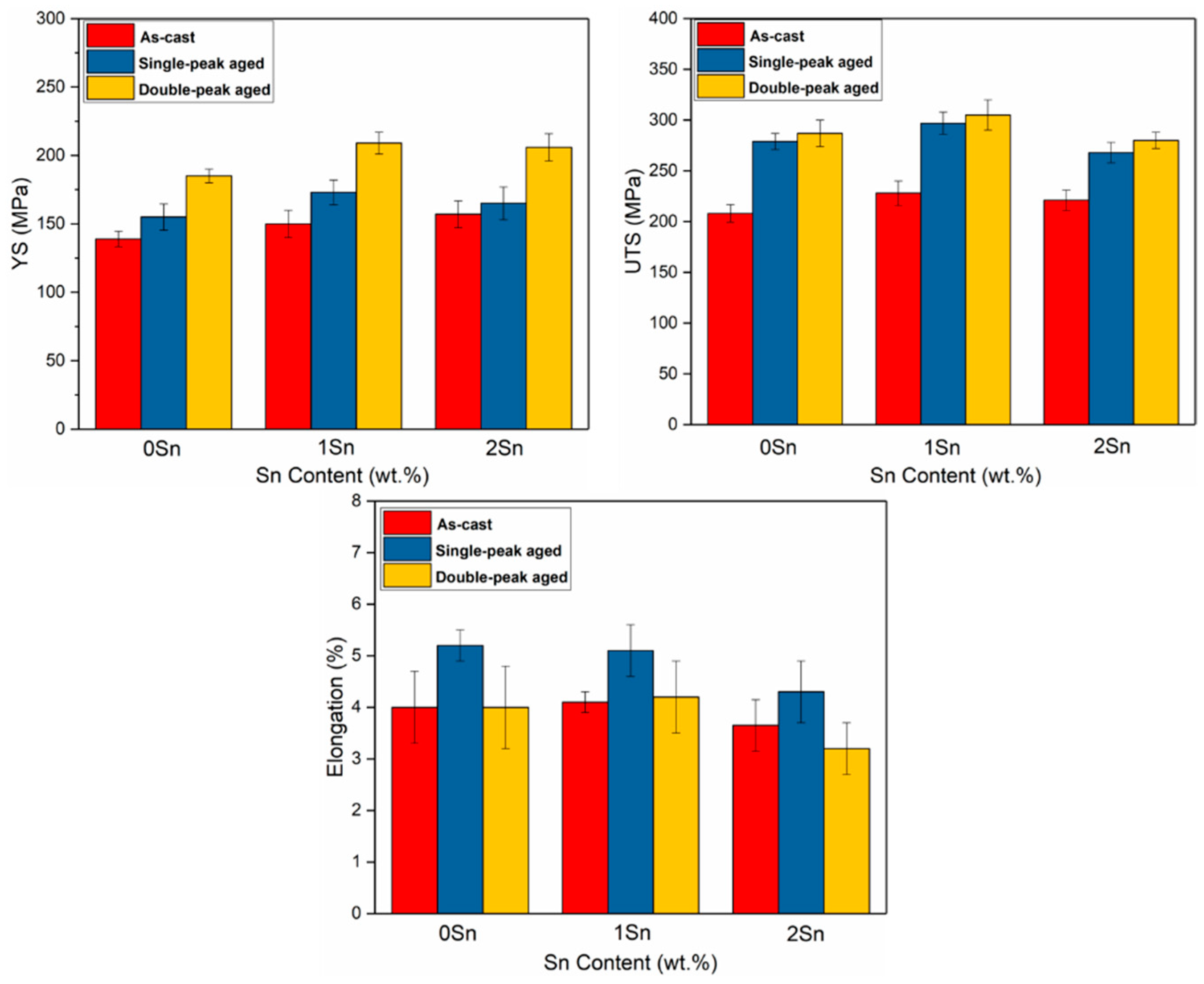
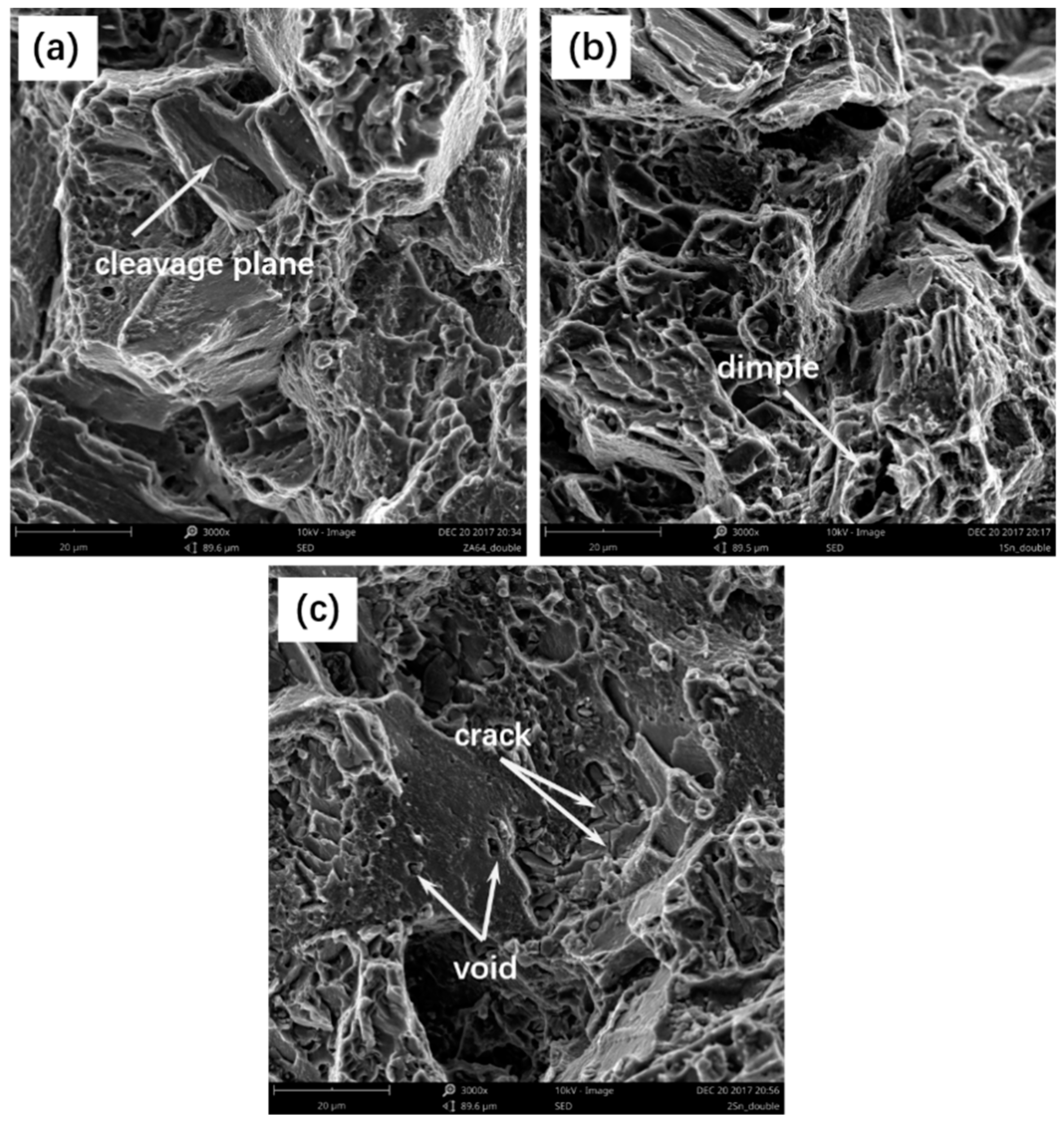
3.4. Tensile Properties
4. Conclusions
Author Contributions
Acknowledgements
Conflicts of Interest
References
- Mordike, B.L.; Ebert, T. Magnesium: Properties-applications-potential. Mater. Sci. Eng. A 2001, 302, 37–45. [Google Scholar] [CrossRef]
- Furuya, H.; Kogiso, N.; Matunaga, S.; Senda, K. Applications of magnesium alloys for aerospace structure systems. Mater. Sci. Forum 2000, 350, 341–348. [Google Scholar] [CrossRef]
- Otarawanna, S.; Laukli, H.I.; Gourlay, C.M.; Dahle, A.K. Feeding mechanisms in high-pressure die castings. Metall. Mater. Trans. A 2010, 41, 1836–1846. [Google Scholar] [CrossRef]
- Ye, H.Z.; Liu, X.Y. Review of recent studies in magnesium matrix composites. J. Mater. Sci. 2004, 39, 6153–6171. [Google Scholar] [CrossRef] [Green Version]
- Zhang, D.F.; Hu, H.J.; Pan, F.S.; Yang, M.B.; Zhang, J.P. Numerical and physical simulation of new SPD method combining extrusion and equal channel angular pressing for AZ31 magnesium alloy. Trans. Nonfer. Met. Soc. China 2010, 20, 478–483. [Google Scholar] [CrossRef]
- Qi, F.; Zhang, D.; Zhang, X.; Xu, X. Effect of Sn addition on the microstructure and mechanical properties of Mg–6Zn–1Mn (wt.%) alloy. J. Alloys Compd. 2014, 585, 656–666. [Google Scholar] [CrossRef]
- Liu, Y.; Qian, M.; Fan, Z. Microstructure and mechanical properties of a rheo-diecast Mg-10Zn-4.5 Al alloy. Mater. Trans. 2005, 46, 2221–2228. [Google Scholar] [CrossRef]
- Wang, Y.X.; Guan, S.K.; Zeng, X.Q.; Ding, W.J. Effects of RE on the microstructure and mechanical properties of Mg–8Zn–4Al magnesium alloy. Mater. Sci. Eng. A 2006, 416, 109–118. [Google Scholar] [CrossRef]
- Xiao, W.L.; Jia, S.S.; Wang, L.D.; Wu, Y.M.; Wang, L.M. The microstructures and mechanical properties of cast Mg–Zn–Al–RE alloys. J. Alloys Compd. 2009, 480, L33–L36. [Google Scholar] [CrossRef]
- Luo, X.H.; Xu, C.X. Effects of Sr on the microstructure and mechanical properties of Mg-10Zn-4Al-0.3 Mn alloy. Foundry 2015, 4, 013. [Google Scholar]
- Zhang, Z.; Tremblay, R.; Dube, D. Microstructure and mechanical properties of ZA104 (0.3–0.6 Ca) die-casting magnesium alloys. Mater. Sci. Eng. A 2004, 385, 286–291. [Google Scholar] [CrossRef]
- Wang, B.; Pan, F.S.; Chen, X.H.; Guo, W.; Mao, J.J. Microstructure and mechanical properties of as-extruded and as-aged Mg–Zn–Al–Sn alloys. Mater. Sci. Eng. A 2016, 656, 165–173. [Google Scholar] [CrossRef]
- Yang, M.B.; Pan, F.S. Effects of Sn addition on as-cast microstructure, mechanical properties and casting fluidity of ZA84 magnesium alloy. Mater. Des. 2010, 31, 68–75. [Google Scholar] [CrossRef]
- Chen, J.H.; Chen, Z.H.; Yan, H.G.; Zhang, F.Q.; Liao, K. Effects of Sn addition on microstructure and mechanical properties of Mg–Zn–Al alloys. J. Alloys Compd. 2008, 461, 209–215. [Google Scholar] [CrossRef]
- Pan, H.C.; Ren, Y.P.; Fu, H.; Zhao, H.; Wang, L.Q.; Meng, X.Y.; Qin, G.W. Recent developments in rare-earth free wrought magnesium alloys having high strength: A review. J. Alloy. Compd. 2016, 663, 321–331. [Google Scholar] [CrossRef]
- Sasaki, T.T.; Oh-Ishi, K.; Ohkubo, T.; Hono, K. Effect of double aging and microalloying on the age hardening behavior of a Mg-Sn-Zn alloy. Mater. Sci. Eng. A 2011, 530, 1–8. [Google Scholar] [CrossRef]
- Chen, J.H.; Chen, Z.H.; Yang, H.G.; Zhang, F.Q. Microstructural characterization and mechanical properties of a Mg–6Zn–3Sn–2Al alloy. J. Alloys Compd. 2009, 467, L1–L7. [Google Scholar] [CrossRef]
- Easton, M.A.; Abbott, T.B.; Nie, J.F.; Savage, G. An assessment of high pressure die cast Mg-Zn-Al alloys. In Magnesium Technology 2008: Proceedings of Symposium, New Orleans, Louisiana, USA, 9–13 March 2008; Minerals, Metals & Materials Society (TMS): Warrendale, PA, USA, 2008. [Google Scholar]
- Turen, Y. Effect of Sn addition on microstructure, mechanical and casting properties of AZ91 alloy. Mater. Des. 2013, 49, 1009–1015. [Google Scholar] [CrossRef]
- Xiao, W.L.; Easton, M.A.; Zhu, S.M.; Dargusch, M.S.; Gibson, M.A.; Jia, S.S.; Nie, J.F. Casting defects and mechanical properties of high pressure die cast Mg-Zn-Al-RE Alloys Adv. Eng. Mater. 2012, 14, 68–76. [Google Scholar]
- Kim, Y.M.; Wang, L.; You, B.S. Grain refinement of Mg-Al cast alloy by the addition of manganese carbonate. J. Alloys Compd. 2010, 490, 695–699. [Google Scholar] [CrossRef]
- Lee, Y.C.; Dahle, A.K.; StJohn, D.H. The role of solute in grain refinement of magnesium. Metall. Mater. Trans. A 2000, 31, 2895–2906. [Google Scholar] [CrossRef]
- Dong, X.G.; Fu, J.W.; Wang, J.; Yang, Y.Y. Microstructure and tensile properties of as-cast and as-aged Mg-6Al-4Zn alloys with Sn addition. Mater. Des. 2013, 51, 567–574. [Google Scholar] [CrossRef]
- Wang, B.; Chen, X.H.; Pan, F.S.; Mao, J.J. Effects of Sn addition on microstructure and mechanical properties of Mg-Zn-Al alloys. Prog. Nat. Sci. Mater. Int. 2017, 27, 695–702. [Google Scholar] [CrossRef]
- Bourgeois, L.; Mendis, C.L.; Muddle, B.C.; Nie, J.F. Characterization of quasicrystalline primary intermetallic particles in Mg-8wt% Zn-4wt% Al casting alloy. Philos. Mag. Lett. 2001, 81, 709–718. [Google Scholar] [CrossRef]
- Zhang, J.; Guo, Z.X.; Pan, F.S.; Li, Z.S.; Luo, X.D. Effect of composition on the microstructure and mechanical properties of Mg–Zn–Al alloys. Mater. Sci. Eng. A 2007, 456, 43–51. [Google Scholar] [CrossRef]
- Wollgarten, M.; Beyss, M.; Urban, K.; Liebertz, H.; Köster, U. Direct evidence for plastic deformation of quasicrystals by means of a dislocation mechanism. Phys. Rev. Lett. 1993, 71, 549–552. [Google Scholar] [CrossRef]
- Dubois, J.M.; Kang, S.S.; Stebut, J.V. Quasicrystalline low-friction coatings. J. Mater. Sci. Lett. 1991, 10, 537–541. [Google Scholar] [CrossRef]
- Yoshida, T.; Itoh, K.; Tamura, R.; Takeuchi, S. Plastic deformation and hardness in Mg–Zn–(Y, Ho) icosahedral quasicrystals. Mater. Sci. Eng. A 2000, 294, 786–789. [Google Scholar] [CrossRef]
- Yuan, G.Y.; Amiya, K.; Kato, H.; Inoue, A. Structure and mechanical properties of cast quasicrystal-reinforced Mg–Zn–Al–Y base alloys. J. Mater. Res. 2004, 19, 1531–1538. [Google Scholar] [CrossRef]
- Nave, M.D.; Dahle, A.K.; StJohn, D.H. Eutectic growth morphologies in magnesium–aluminum alloys. In Magnesium Technology 2000: Proceedings of the Symposium, Nashville, TN, USA, 12–16 March 2000; Minerals, Metals & Materials Society (TMS): Warrendale, PA, USA, 2000. [Google Scholar]
- Oh-Ishi, K.; Hono, K.; Shin, K.S. Effect of pre-aging and Al addition on age-hardening and microstructure in Mg-6 wt% Zn alloys. Mater. Sci. Eng. A 2008, 496, 425–433. [Google Scholar] [CrossRef]
- Mendis, C.L.; Oh-ishi, K.; Hono, K. Effect of Al additions on the age hardening response of the Mg–2.4Zn–0.1Ag–0.1Ca (at.%) alloy-TEM and 3DAP study. Mater. Sci. Eng. A 2010, 527, 973–980. [Google Scholar] [CrossRef]
- Hall, E.O. The age-hardening characteristics of two magnesium-zinc alloys. J. Inst. Metals 1968, 96, 21–27. [Google Scholar]
- Wei, S.H.; Zhu, T.P.; Hou, H.B.; Kim, J.H.; Kobayashi, E.; Sato, T.; Hodgson, M.; Gao, W. Effects of Pb/Sn additions on the age-hardening behaviour of Mg–4Zn alloys. Mater. Sci. Eng. A 2014, 597, 52–61. [Google Scholar] [CrossRef]
- Takahashi, T.; Kojima, Y.; Takanishi, K. Study of precipitates in an aged Mg-3.6 wt% Zn alloy by an X-ray method. J. Jpn. Inst. Light Met. 1973, 23, 376–382. [Google Scholar] [CrossRef]
- Wang, J.; Liu, R.D.; Luo, T.J.; Yang, Y.S. A high strength and ductility Mg-Zn-Al-Cu-Mn magnesium alloy. Mater. Des. 2013, 47, 746–749. [Google Scholar] [CrossRef]
- Balasubramani, N.; Pillai, U.T.S.; Pai, B.C. Optimization of heat treatment parameters in ZA84 magnesium alloy. J Alloys Compd. 2008, 457, 118–123. [Google Scholar] [CrossRef]
- Friedrich, H.E.; Mordike, B.L. Magnesium Technology: Metallurgy, Design Data, Applications; Springer: Berlin, Germany, 2006; pp. 77–79. [Google Scholar]
- Mendis, C.L.; Bettles, C.J.; Gibson, M.A.; Gorsse, S.; Hutchinson, C.R. Refinement of precipitate distributions in an age-hardenable Mg-Sn alloy through microalloying. Philos. Mag. Lett. 2006, 86, 443–456. [Google Scholar] [CrossRef]
- Wei, S.H.; Zhu, T.P.; Michael, H.; Gao, W. Effects of Sn addition on the microstructure and mechanical properties of as-cast, rolled and annealed Mg-4Zn alloys. Mater. Sci. Eng. A 2013, 585, 139–148. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Nominal Composition | Actual Composition (wt. %) | |||
|---|---|---|---|---|---|
| Zn | Al | Sn | Mg | ||
| ZA64 | Mg-6Zn-4Al-0Sn | 6.164 | 3.970 | - | Bal |
| ZAT641 | Mg-6Zn-4Al-1Sn | 6.666 | 4.153 | 1.036 | Bal |
| ZAT642 | Mg-6Zn-4Al-2Sn | 6.526 | 4.105 | 2.097 | Bal |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, J.; Jafari Nodooshan, H.R.; Li, D.; Zeng, X.; Ding, W. Microstructure and Tensile Properties of the Mg-6Zn-4Al-xSn Die Cast Magnesium Alloy. Metals 2019, 9, 113. https://doi.org/10.3390/met9020113
Zhou J, Jafari Nodooshan HR, Li D, Zeng X, Ding W. Microstructure and Tensile Properties of the Mg-6Zn-4Al-xSn Die Cast Magnesium Alloy. Metals. 2019; 9(2):113. https://doi.org/10.3390/met9020113
Chicago/Turabian StyleZhou, Jin, Hamid Reza Jafari Nodooshan, Dejiang Li, Xiaoqin Zeng, and Wenjiang Ding. 2019. "Microstructure and Tensile Properties of the Mg-6Zn-4Al-xSn Die Cast Magnesium Alloy" Metals 9, no. 2: 113. https://doi.org/10.3390/met9020113